ขออภัยที่นำกระทู้เก่าที่คุณ jira เคยถามเอาไว้นานแล้วว่า "ハーフブランク工程でカ…
This comment has replied to:
ขออภัยที่นำกระทู้เก่าที่คุณ jira เคยถามเอาไว้นานแล้วว่า "ハーフブランク工程でカジリが発生し、材料が金型から抜けずにチョコ停となる。" หมายความว่ายังไงคะ? มาแสดงความคิดเห็นในตอนนี้ เพราะว่าผมพบกระทู้นี้โดยบังเอิญในระหว่างที่ผมค้นหากระทู้หนึ่งในเว็บไซต์ "โตไวไว" นี้ โดยผมขอให้ความเห็นดังต่อไปนี้ (แก้ไขจาก "チョコ亭" เป็น "チョコ停" ตามท่านอื่นๆได้ให้ความเห็นเอาไว้ ) และเผื่อว่าจะเป็นประโยชน์กับผู้อื่นในอนาคต ( ผมขอขอบคุณแหล่งอ้างอิงทั้งหมดที่ได้นำข้อมูลมาใช้ในการเขียนกระทู้ต่างๆในเว็บไซต์นี้ด้วยครับ )
กระบวนการนี้น่าจะเป็นกระบวนการหนึ่งในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(Press ToolsหรือPress DieหรือStamping Die, プレス金型, ぷれすかながた, พุเร็ซซุคะนะงะตะ)โดยอาศัยการส่งแรงด้วยเครื่องปั๊มตัดเฉือน-ขึ้นรูป(PressหรือPress MachineหรือPressing MachineหรือPresswork machineryหรือStamping Machine, プレス機械 , ぷれすきかい, พุเร็ซซุ-คิไค)หรือเรียกทับศัพท์ตามภาษาอังกฤษว่าเครื่องเพรส และในกรณีที่คุณ jira ถามไว้นี้ วัสดุที่ถูกตัดเฉือนด้วยแม่พิมพ์นี้น่าจะเป็นโลหะ ( แม้ว่าการนำแม่พิมพ์ปั๊มตัดเฉือนไปใช้งานนั้นจะสามารถตัดวัสดุอื่นที่ไม่ใช่โลหะได้อีกด้วย เช่น หนัง ไฟเบอร์ พลาสติก เป็นต้น ) แต่ก็ไม่แน่ใจว่ากระบวนการนี้เป็นเพียงกระบวนการเดียวซึ่งอยู่ภายในแม่พิมพ์อย่างง่ายหรือแม่พิมพ์เดี่ยวหรือแม่พิมพ์หน้าที่เดียว(単発型, たんぱつがた) หรือกระบวนการนี้เป็นกระบวนการหนึ่งในหลายๆกระบวนการที่มีการออกแบบเอาไว้ภายในแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย) และในกระบวนการผลิตนี้น่าจะเป็นงานปั๊มที่มีความเที่ยงตรง จึงน่าจะมีอุปกรณ์ตรวจสอบหรือเซ็นเซอร์อยู่ด้วย เพื่อที่จะใช้ตรวจสอบแล้วส่งสัญญาณให้เครื่องปั๊มกับแม่พิมพ์หยุดการทำงานชั่วขณะแล้วก็ยังป้องกันไม่ให้เกิดการผลิตชิ้นงานเสีย-มีตำหนิจนกลายเป็นของเสียที่เรียกตามการควบคุมคุณภาพ และหรือป้องกันไม่ให้แม่พิมพ์กับเครื่องปั๊มเสียหายได้อีกด้วย ซึ่งการหยุดชั่วขณะเช่นนี้ หากเกิดขึ้นบ่อยๆในการผลิตอย่างต่อเนื่องด้วยแม่พิมพ์ใดๆ โดยเฉพาะอย่างยิ่งแม่พิมพ์ที่มีความเที่ยงตรงสูง-มีราคาแพงอย่างแม่พิมพ์โปรเกรสซีฟว์ ก็จะทำให้ประสิทธิภาพในการผลิตของกระบวนการลดลงแล้วทำให้มีต้นทุนการผลิตสูงขึ้นได้ (โรงงานที่มีเครื่องปั๊ม-แม่พิมพ์และอุปกรณ์ต่างๆที่อยู่รายรอบนั้นมีความเที่ยงตรง-แม่นยำก็จะทำให้มีต้นทุนต่อหน่วยเวลาสูงกว่างานผลิตธรรมดา ที่ด้านบนของเครื่องปั๊มก็มักจะมีการติดตั้งไฟสัญญาณพร้อมเสียงเตือนที่จะติดและมีเสียงดังขึ้นเมื่อเครื่องหยุดทำงาน เพื่อให้ผู้ปฏิบัติงานรีบเข้ามาแก้ไขปัญหาแล้วเดินเครื่องผลิตชิ้นงานต่อไปโดยเร็วที่สุดเท่าที่จะทำได้) ดังนั้นในโรงงานเหล่านี้จึงต้องพยายามหาวิธีการต่างๆ มาแก้ไขปัญหานี้หรือที่เรียกว่าการปรับปรุงอย่างต่อเนื่องหรือไคเซ็น(Improvementหรือcontinuous ImprovementหรือKaizen, 改善, かいぜん, ไคเซ็น) เพื่อให้การหยุดชั่วขณะนี้ลดน้อยลงมากที่สุดเท่าที่จะมากได้ ทั้งนี้ต้นทุนในการไคเซ็นก็ต้องมีความเหมาะสมกับเป้าหมายของระดับความเที่ยงตรงของงานที่บริษัทตั้งเอาไว้ด้วย เพราะว่าค่าใช้จ่ายในการไคเซ็นนี้ก็จะกลายไปเป็นต้นทุนของโรงงานด้วย
สำหรับกระบวนการ "ハーフブランク" นี้ ในหนังสืออีบุ๊ก “งานปั๊มโลหะแผ่น(Sheet Metal Stamping_プレス加工の基本技術)” นี้ได้วางจำหน่ายในเว็บไซต์ของ “บริษัท เมพ คอร์ปอเรชั่น จำกัด(MEB Corporation Ltd. )” ผมได้หมายถึงกระบวนการสลักกิงหรือการตัดครึ่งส่วนหรือSluggingหรือHalf Blankingหรือスラッギングหรือ半抜きหรือ ハーフカット ดังรูปต่อไปนี้

รูปแสดงหัวข้อที่ 2.7 ที่อยู่ในหนังสืองานปั๊มโลหะแผ่น ซึ่งระบุชื่อเรียกของกระบวนการนี้กับชื่อเรียกอื่นของกระบวนการนี้เอาไว้ด้วย
นอกจากนี้ยังอาจเรียกชื่อกระบวนการเป็นอย่างอื่นนอกจากที่คุณ jira ได้เขียนคำถามเอาไว้ข้างต้นคือ "ハーフブランク" ได้อีก เช่น "半抜き" หรือ "ハーフブランキング" ดังรูปต่อไปนี้ ที่อ้างอิงมาจากหนังสือ "金属プレス加工科"

รูปประกอบคำอธิบายของกระบวนการ "半抜き" หรือ "ハーフブランキング" หรือ "スラッギング" หรือ "ハーフカット" หรือ "ハーフブランク" จากหนังสือ 金属プレス加工科 ที่ให้คำอธิบายกระบวนการนี้ไว้ว่า "穴あけを途中でやめた状態で突起を出す。"
ส่วนคำว่า "カジリ" นั้นผมอาจจะแปลแตกต่างจากท่านอื่นๆ เป็นดังนี้ รอยเสียดสี(Galling, カジリ, かじり, คะยิริ) ซึ่งก็ได้มีเขียนอธิบายเอาไว้ในอีบุ๊ก "งานปั๊มโลหะแผ่น(Sheet Metal Stamping_プレス加工の基本技術)" เล่มเดียวกันนี้ด้วย ดังนั้นผมขอแปลแล้วขยายความของข้อความ "ハーフブランク工程でカジリが発生し、材料が金型から抜けずにチョコ停となる。" นี้โดยที่ไม่เห็นโครงสร้างของแม่พิมพ์นี้ว่า
ที่กระบวนการตัดครึ่งส่วนหรือสลักกิงหรือฮาล์ฟแบล็งก์(ในแม่พิมพ์)เกิดรอยเสียดสีขึ้น จนทำให้วัสดุ(หรือชิ้นงาน)ไม่หลุดออกจากแม่พิมพ์(ตามปรกติที่ควรจะเป็น ตัวอย่างเช่นในการตัดเฉือนวัสดุที่เป็นโลหะใดๆ โลหะแต่ละชนิดจะมีการแตกแล้วแยกขาดออกจากกันได้ที่เปอร์เซ็นต์ของความหนาโลหะที่แตกต่างกัน ซึ่งอาจจะถูกตัดเฉือนไปเพียงระหว่าง 2 ถึง 60 เปอร์เซ็นต์ของความหนาของโลหะชนิดนั้นๆ แผ่นโลหะก็ขาดออกจากกันได้แล้ว โดยไม่จำเป็นต้องตัดเฉือนไปจนถึง 100 เปอร์เซ็นต์หรือตลอดความหนาโลหะนั้นถึงจะขาดออกจากกัน จึงทำให้เซ็นเซอร์ตรวจจับความผิดปรกติตามที่ตั้งค่าที่อุปกรณ์ตรวจจับเอาไว้ได้ และส่งสัญญาณให้เครื่องปั๊ม-แม่พิมพ์หยุดทำงานลง) จึงทำให้เกิดการหยุดชั่วขณะ
หรือแปลแบบคำต่อคำได้ว่า
ที่กระบวนการตัดครึ่งส่วนหรือสลักกิงหรือฮาล์ฟแบล็งก์เกิดรอยเสียดสีขึ้น จนทำให้วัสดุไม่หลุดออกจากแม่พิมพ์ จึงทำให้เกิดการหยุดชั่วขณะ
ตัวอย่างรูป และรายละเอียดที่เกี่ยวข้องกับเรื่องนี้ มีเพิ่มเติมดังนี้
https://tinyurl.com/y373ay7s
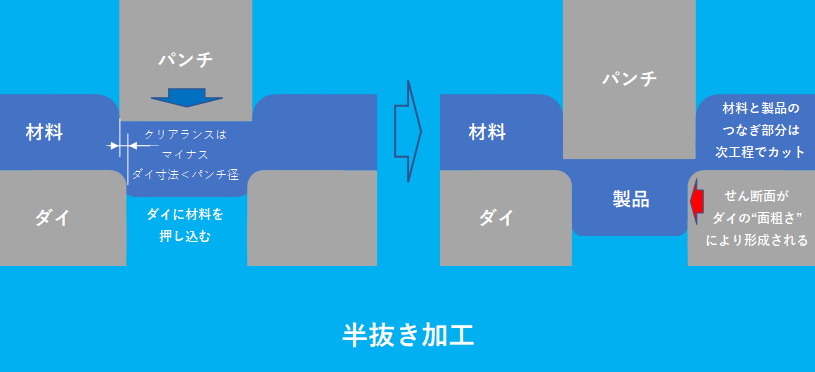
半抜き(押し込み)プレス加工
プレスにより製品を加工する場合、“パンチ”で形状を決めるか、“ダイ”で形状を決めるかの2パターンがあります。
ダイで形状を決める“半抜き加工”では、通常のプレス加工と違い“ダイ寸法”よりも“パンチ径”を大きくすることで、クリアランスをマイナスさせ、材料を押し込むことで形状を決め、せん断面を形成します。
押し込んだ後は、ダイ形状よりパンチが大きいため、切断はすることはできず、次工程で余分な部分をカットします。
จากรูปด้านบนนี้จะเห็นได้ว่าเป็นกระบวนการฮังนุคิหรือ半抜き ที่แตกต่างไปจากกระบวนการตามปรกติทั่วไป โดยชิ้นส่วนพันช์ (Punch, パンチหรือ ポンチ, ぱんちหรือ ぽんち, พันจิหรือพนจิ) จะมีขนาดที่โตกว่าดายหรือดายตัวเมียหรือเมทริกซ์ (DieหรือFemale DieหรือMatrixหรือDie Matrix, ダイ, だい, ดาย)ของแม่พิมพ์ ซึ่งจะตรงกันข้ามกับรูปจากแหล่งอ้างอิงต่อไปนี้คือ "Micromanufacturing Engineering and Technology โดย Yi Qin สำนักพิมพ์ Elsevier Science" ที่ขนาดเส้นรอบรูปของพันช์มีขนาดเล็กกว่าขนาดเส้นรอบรูปของดาย ดังรูปด้านล่างนี้
ตัวอย่างปัญหาของอื่นคือเกิดการดึงเศษวัสดุหรือเศษวัสดุลอยขึ้นภายในแม่พิมพ์ ที่มีความแตกต่างไปจากปัญหาที่อธิบายมาตามด้านบนนี้ แต่ก็ทำให้เครื่องปั๊ม-อุปกรณ์ต่างๆต้องหยุดทำงานชั่วขณะแล้วทำให้ประสิทธิภาพการผลิตลดลงได้เช่นเดียวกัน
https://nagumo-ss.com/document_dl/1335/
カス上がり対策によるチョコ停削減事例
プレス加工をしている工場でよくあるトラブルの一つがチョコ停です。いわゆる短時間で復旧できるような軽微な機械トラブルによって稼働が停止してしまうことですね。
短い停止時間でも繰り返していると生産性に大きな影響を及ぼします。このチョコ停、一日の中で何度も頻発してしまうと非常に厄介です。ただ、トラブルの原因は軽微なものですので現場担当者による対応で再稼働をして済ませてしまいがちです。原因を明確にして対策しておかないと大きな故障(いわゆるドカ停)に繋がってしまう可能性も・・・。
先日お取引先の自動車部品メーカー様よりお悩みをお聞きしました。プレス加工において抜きカスがダイの上に上がってきてしまう、いわゆるカス上がりが原因となってチョコ停が頻発しているということでした。平均すると一日9回もカス上がりによるチョコ停が発生してしまっているということで、これは工場の生産性を大きく下げる原因になってしまいます。
このケースでは、プレス金型のクリアランスと部品形状に問題があると捉えて当社技術部による新設計案をご提案し、製造部の加工技術によって高精度金型を作り上げることによって問題解決に導きました。カス上がりによるチョコ停が一日平均で9回も起きていたものがほぼゼロにまで改善することが出来て、工場の生産性を大きく高めるということだけでなく、製品不良やパンチ・ダイの破損を防ぐことにも繋がりました。
สำหรับข้อมูลด้านล่างนี้ได้อ้างอิงมาจากแหล่งอ้างอิงเดียวกันกับลิงก์ทางด้านบนคือ "NAGUMO" ด้วย ซึ่งสามารถไคเซ็นแล้วลดการหยุดชั่วขณะเฉลี่ยต่อวันลดลงจาก 9 ครั้งเหลือเพียง 0 ครั้งได้ จึงทำให้ประสิทธิภาพในการผลิตของโรงงานตัวอย่างเพิ่มขึ้นได้
https://tinyurl.com/m7kt73ha
プレス金型【精密金型設計製作事例】カス上がり対策実施によるチョコ停削減
新型加工機の導入による±2μmの精度での部品加工技術を使用した事例をご紹介!
南雲製作所では、適切なクリアランスの設定、加工精度、調整技術によりカス上りを防止し、チョコ停低減により生産性を向上させています。
“カス上がりによるチョコ停が頻発して生産性が上がらない”とお困りの自動車用部品製造メーカーの課題解決を行いました。
当社は、同メーカーに対しカス上がり対策を実施。
1日平均9回発生していたカス上がりが0回に改善し、チョコ停回数が減り
工場の生産性を大幅アップすることができました。
【概要】
■お客様の業種:自動車用部品製造メーカー
■ご相談内容:プレス加工にてカス上がりが頻発、機械が停止し効率が悪い
■提示した解決策:適切なクリアランス・部品形状変更をご提案
■使用した技術:新型加工機の導入による±2μmの精度での部品加工
■成果:生産性の向上
อำนาจ แก้วสามัคคี
เพิ่มเติมข้อมูล 19 มิ.ย. 66 เกี่ยวกับ "カジリ" ดังนี้
https://www.consultsourcing.jp/9263
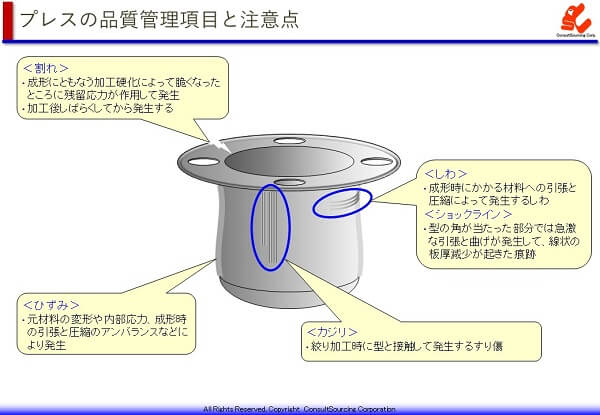
รูปตัวอย่างที่แสดงหัวข้อซึ่งใช้ในการควบคุมคุณภาพ และจุดที่ควรระวังของการผลิตชิ้นงานปั๊ม ( ในที่นี้คือชิ้นงานที่ได้จากกระบวนการดึงขึ้นรูป (Drawing Process, 絞り加工, しぼりかこう, ชิโบะริคะโค) ซึ่งหนึ่งในหัวข้อที่ต้องควบคุมคุณภาพในรูปนี้คือ "カジリ" )
かじりの確認
絞り加工などでは、型と材料が強く接触するため、すり傷となるカジリが発生します。
型のクリアランスや潤滑剤の適切な管理が不十分な場合に発生します。
กระบวนการนี้น่าจะเป็นกระบวนการหนึ่งในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(Press ToolsหรือPress DieหรือStamping Die, プレス金型, ぷれすかながた, พุเร็ซซุคะนะงะตะ)โดยอาศัยการส่งแรงด้วยเครื่องปั๊มตัดเฉือน-ขึ้นรูป(PressหรือPress MachineหรือPressing MachineหรือPresswork machineryหรือStamping Machine, プレス機械 , ぷれすきかい, พุเร็ซซุ-คิไค)หรือเรียกทับศัพท์ตามภาษาอังกฤษว่าเครื่องเพรส และในกรณีที่คุณ jira ถามไว้นี้ วัสดุที่ถูกตัดเฉือนด้วยแม่พิมพ์นี้น่าจะเป็นโลหะ ( แม้ว่าการนำแม่พิมพ์ปั๊มตัดเฉือนไปใช้งานนั้นจะสามารถตัดวัสดุอื่นที่ไม่ใช่โลหะได้อีกด้วย เช่น หนัง ไฟเบอร์ พลาสติก เป็นต้น ) แต่ก็ไม่แน่ใจว่ากระบวนการนี้เป็นเพียงกระบวนการเดียวซึ่งอยู่ภายในแม่พิมพ์อย่างง่ายหรือแม่พิมพ์เดี่ยวหรือแม่พิมพ์หน้าที่เดียว(単発型, たんぱつがた) หรือกระบวนการนี้เป็นกระบวนการหนึ่งในหลายๆกระบวนการที่มีการออกแบบเอาไว้ภายในแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย) และในกระบวนการผลิตนี้น่าจะเป็นงานปั๊มที่มีความเที่ยงตรง จึงน่าจะมีอุปกรณ์ตรวจสอบหรือเซ็นเซอร์อยู่ด้วย เพื่อที่จะใช้ตรวจสอบแล้วส่งสัญญาณให้เครื่องปั๊มกับแม่พิมพ์หยุดการทำงานชั่วขณะแล้วก็ยังป้องกันไม่ให้เกิดการผลิตชิ้นงานเสีย-มีตำหนิจนกลายเป็นของเสียที่เรียกตามการควบคุมคุณภาพ และหรือป้องกันไม่ให้แม่พิมพ์กับเครื่องปั๊มเสียหายได้อีกด้วย ซึ่งการหยุดชั่วขณะเช่นนี้ หากเกิดขึ้นบ่อยๆในการผลิตอย่างต่อเนื่องด้วยแม่พิมพ์ใดๆ โดยเฉพาะอย่างยิ่งแม่พิมพ์ที่มีความเที่ยงตรงสูง-มีราคาแพงอย่างแม่พิมพ์โปรเกรสซีฟว์ ก็จะทำให้ประสิทธิภาพในการผลิตของกระบวนการลดลงแล้วทำให้มีต้นทุนการผลิตสูงขึ้นได้ (โรงงานที่มีเครื่องปั๊ม-แม่พิมพ์และอุปกรณ์ต่างๆที่อยู่รายรอบนั้นมีความเที่ยงตรง-แม่นยำก็จะทำให้มีต้นทุนต่อหน่วยเวลาสูงกว่างานผลิตธรรมดา ที่ด้านบนของเครื่องปั๊มก็มักจะมีการติดตั้งไฟสัญญาณพร้อมเสียงเตือนที่จะติดและมีเสียงดังขึ้นเมื่อเครื่องหยุดทำงาน เพื่อให้ผู้ปฏิบัติงานรีบเข้ามาแก้ไขปัญหาแล้วเดินเครื่องผลิตชิ้นงานต่อไปโดยเร็วที่สุดเท่าที่จะทำได้) ดังนั้นในโรงงานเหล่านี้จึงต้องพยายามหาวิธีการต่างๆ มาแก้ไขปัญหานี้หรือที่เรียกว่าการปรับปรุงอย่างต่อเนื่องหรือไคเซ็น(Improvementหรือcontinuous ImprovementหรือKaizen, 改善, かいぜん, ไคเซ็น) เพื่อให้การหยุดชั่วขณะนี้ลดน้อยลงมากที่สุดเท่าที่จะมากได้ ทั้งนี้ต้นทุนในการไคเซ็นก็ต้องมีความเหมาะสมกับเป้าหมายของระดับความเที่ยงตรงของงานที่บริษัทตั้งเอาไว้ด้วย เพราะว่าค่าใช้จ่ายในการไคเซ็นนี้ก็จะกลายไปเป็นต้นทุนของโรงงานด้วย
สำหรับกระบวนการ "ハーフブランク" นี้ ในหนังสืออีบุ๊ก “งานปั๊มโลหะแผ่น(Sheet Metal Stamping_プレス加工の基本技術)” นี้ได้วางจำหน่ายในเว็บไซต์ของ “บริษัท เมพ คอร์ปอเรชั่น จำกัด(MEB Corporation Ltd. )” ผมได้หมายถึงกระบวนการสลักกิงหรือการตัดครึ่งส่วนหรือSluggingหรือHalf Blankingหรือスラッギングหรือ半抜きหรือ ハーフカット ดังรูปต่อไปนี้
รูปแสดงหัวข้อที่ 2.7 ที่อยู่ในหนังสืองานปั๊มโลหะแผ่น ซึ่งระบุชื่อเรียกของกระบวนการนี้กับชื่อเรียกอื่นของกระบวนการนี้เอาไว้ด้วย
นอกจากนี้ยังอาจเรียกชื่อกระบวนการเป็นอย่างอื่นนอกจากที่คุณ jira ได้เขียนคำถามเอาไว้ข้างต้นคือ "ハーフブランク" ได้อีก เช่น "半抜き" หรือ "ハーフブランキング" ดังรูปต่อไปนี้ ที่อ้างอิงมาจากหนังสือ "金属プレス加工科"
รูปประกอบคำอธิบายของกระบวนการ "半抜き" หรือ "ハーフブランキング" หรือ "スラッギング" หรือ "ハーフカット" หรือ "ハーフブランク" จากหนังสือ 金属プレス加工科 ที่ให้คำอธิบายกระบวนการนี้ไว้ว่า "穴あけを途中でやめた状態で突起を出す。"
ส่วนคำว่า "カジリ" นั้นผมอาจจะแปลแตกต่างจากท่านอื่นๆ เป็นดังนี้ รอยเสียดสี(Galling, カジリ, かじり, คะยิริ) ซึ่งก็ได้มีเขียนอธิบายเอาไว้ในอีบุ๊ก "งานปั๊มโลหะแผ่น(Sheet Metal Stamping_プレス加工の基本技術)" เล่มเดียวกันนี้ด้วย ดังนั้นผมขอแปลแล้วขยายความของข้อความ "ハーフブランク工程でカジリが発生し、材料が金型から抜けずにチョコ停となる。" นี้โดยที่ไม่เห็นโครงสร้างของแม่พิมพ์นี้ว่า
ที่กระบวนการตัดครึ่งส่วนหรือสลักกิงหรือฮาล์ฟแบล็งก์(ในแม่พิมพ์)เกิดรอยเสียดสีขึ้น จนทำให้วัสดุ(หรือชิ้นงาน)ไม่หลุดออกจากแม่พิมพ์(ตามปรกติที่ควรจะเป็น ตัวอย่างเช่นในการตัดเฉือนวัสดุที่เป็นโลหะใดๆ โลหะแต่ละชนิดจะมีการแตกแล้วแยกขาดออกจากกันได้ที่เปอร์เซ็นต์ของความหนาโลหะที่แตกต่างกัน ซึ่งอาจจะถูกตัดเฉือนไปเพียงระหว่าง 2 ถึง 60 เปอร์เซ็นต์ของความหนาของโลหะชนิดนั้นๆ แผ่นโลหะก็ขาดออกจากกันได้แล้ว โดยไม่จำเป็นต้องตัดเฉือนไปจนถึง 100 เปอร์เซ็นต์หรือตลอดความหนาโลหะนั้นถึงจะขาดออกจากกัน จึงทำให้เซ็นเซอร์ตรวจจับความผิดปรกติตามที่ตั้งค่าที่อุปกรณ์ตรวจจับเอาไว้ได้ และส่งสัญญาณให้เครื่องปั๊ม-แม่พิมพ์หยุดทำงานลง) จึงทำให้เกิดการหยุดชั่วขณะ
หรือแปลแบบคำต่อคำได้ว่า
ที่กระบวนการตัดครึ่งส่วนหรือสลักกิงหรือฮาล์ฟแบล็งก์เกิดรอยเสียดสีขึ้น จนทำให้วัสดุไม่หลุดออกจากแม่พิมพ์ จึงทำให้เกิดการหยุดชั่วขณะ
ตัวอย่างรูป และรายละเอียดที่เกี่ยวข้องกับเรื่องนี้ มีเพิ่มเติมดังนี้
https://tinyurl.com/y373ay7s
半抜き(押し込み)プレス加工
プレスにより製品を加工する場合、“パンチ”で形状を決めるか、“ダイ”で形状を決めるかの2パターンがあります。
ダイで形状を決める“半抜き加工”では、通常のプレス加工と違い“ダイ寸法”よりも“パンチ径”を大きくすることで、クリアランスをマイナスさせ、材料を押し込むことで形状を決め、せん断面を形成します。
押し込んだ後は、ダイ形状よりパンチが大きいため、切断はすることはできず、次工程で余分な部分をカットします。
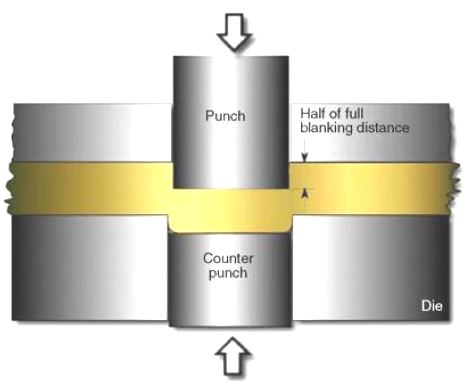
จากรูปด้านบนนี้จะเห็นได้ว่าเป็นกระบวนการฮังนุคิหรือ半抜き ที่แตกต่างไปจากกระบวนการตามปรกติทั่วไป โดยชิ้นส่วนพันช์ (Punch, パンチหรือ ポンチ, ぱんちหรือ ぽんち, พันจิหรือพนจิ) จะมีขนาดที่โตกว่าดายหรือดายตัวเมียหรือเมทริกซ์ (DieหรือFemale DieหรือMatrixหรือDie Matrix, ダイ, だい, ดาย)ของแม่พิมพ์ ซึ่งจะตรงกันข้ามกับรูปจากแหล่งอ้างอิงต่อไปนี้คือ "Micromanufacturing Engineering and Technology โดย Yi Qin สำนักพิมพ์ Elsevier Science" ที่ขนาดเส้นรอบรูปของพันช์มีขนาดเล็กกว่าขนาดเส้นรอบรูปของดาย ดังรูปด้านล่างนี้
ตัวอย่างปัญหาของอื่นคือเกิดการดึงเศษวัสดุหรือเศษวัสดุลอยขึ้นภายในแม่พิมพ์ ที่มีความแตกต่างไปจากปัญหาที่อธิบายมาตามด้านบนนี้ แต่ก็ทำให้เครื่องปั๊ม-อุปกรณ์ต่างๆต้องหยุดทำงานชั่วขณะแล้วทำให้ประสิทธิภาพการผลิตลดลงได้เช่นเดียวกัน
https://nagumo-ss.com/document_dl/1335/
カス上がり対策によるチョコ停削減事例
プレス加工をしている工場でよくあるトラブルの一つがチョコ停です。いわゆる短時間で復旧できるような軽微な機械トラブルによって稼働が停止してしまうことですね。
短い停止時間でも繰り返していると生産性に大きな影響を及ぼします。このチョコ停、一日の中で何度も頻発してしまうと非常に厄介です。ただ、トラブルの原因は軽微なものですので現場担当者による対応で再稼働をして済ませてしまいがちです。原因を明確にして対策しておかないと大きな故障(いわゆるドカ停)に繋がってしまう可能性も・・・。
先日お取引先の自動車部品メーカー様よりお悩みをお聞きしました。プレス加工において抜きカスがダイの上に上がってきてしまう、いわゆるカス上がりが原因となってチョコ停が頻発しているということでした。平均すると一日9回もカス上がりによるチョコ停が発生してしまっているということで、これは工場の生産性を大きく下げる原因になってしまいます。
このケースでは、プレス金型のクリアランスと部品形状に問題があると捉えて当社技術部による新設計案をご提案し、製造部の加工技術によって高精度金型を作り上げることによって問題解決に導きました。カス上がりによるチョコ停が一日平均で9回も起きていたものがほぼゼロにまで改善することが出来て、工場の生産性を大きく高めるということだけでなく、製品不良やパンチ・ダイの破損を防ぐことにも繋がりました。
สำหรับข้อมูลด้านล่างนี้ได้อ้างอิงมาจากแหล่งอ้างอิงเดียวกันกับลิงก์ทางด้านบนคือ "NAGUMO" ด้วย ซึ่งสามารถไคเซ็นแล้วลดการหยุดชั่วขณะเฉลี่ยต่อวันลดลงจาก 9 ครั้งเหลือเพียง 0 ครั้งได้ จึงทำให้ประสิทธิภาพในการผลิตของโรงงานตัวอย่างเพิ่มขึ้นได้
https://tinyurl.com/m7kt73ha
プレス金型【精密金型設計製作事例】カス上がり対策実施によるチョコ停削減
新型加工機の導入による±2μmの精度での部品加工技術を使用した事例をご紹介!
南雲製作所では、適切なクリアランスの設定、加工精度、調整技術によりカス上りを防止し、チョコ停低減により生産性を向上させています。
“カス上がりによるチョコ停が頻発して生産性が上がらない”とお困りの自動車用部品製造メーカーの課題解決を行いました。
当社は、同メーカーに対しカス上がり対策を実施。
1日平均9回発生していたカス上がりが0回に改善し、チョコ停回数が減り
工場の生産性を大幅アップすることができました。
【概要】
■お客様の業種:自動車用部品製造メーカー
■ご相談内容:プレス加工にてカス上がりが頻発、機械が停止し効率が悪い
■提示した解決策:適切なクリアランス・部品形状変更をご提案
■使用した技術:新型加工機の導入による±2μmの精度での部品加工
■成果:生産性の向上
อำนาจ แก้วสามัคคี
เพิ่มเติมข้อมูล 19 มิ.ย. 66 เกี่ยวกับ "カジリ" ดังนี้
https://www.consultsourcing.jp/9263
รูปตัวอย่างที่แสดงหัวข้อซึ่งใช้ในการควบคุมคุณภาพ และจุดที่ควรระวังของการผลิตชิ้นงานปั๊ม ( ในที่นี้คือชิ้นงานที่ได้จากกระบวนการดึงขึ้นรูป (Drawing Process, 絞り加工, しぼりかこう, ชิโบะริคะโค) ซึ่งหนึ่งในหัวข้อที่ต้องควบคุมคุณภาพในรูปนี้คือ "カジリ" )
かじりの確認
絞り加工などでは、型と材料が強く接触するため、すり傷となるカジリが発生します。
型のクリアランスや潤滑剤の適切な管理が不十分な場合に発生します。

ข้อมูลแน่นมากจนต้อง login มาเม้นเลยค่ะ อธิบายเห็นภาพมาก 🙇♀️