ขออนุญาตฝากประชาสัมพันธ์หนังสืองานปั๊มโลหะแผ่น_Sheet Metal Stamping_プレス加工の基本技術
ขออนุญาตฝากประชาสัมพันธ์หนังสืองานปั๊มโลหะแผ่น_Sheet Metal Stamping_プレス加工の基本技術
หนังสืองานปั๊มโลหะแผ่น(Sheet Metal Stamping)นี้แบ่งเนื้อหาออกเป็น 5 บทคือ บทที่ 1 พื้นฐานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป บทที่ 2 พื้นฐานการปั๊มตัดเฉือน-ขึ้นรูปวัสดุ และการเยียวยาแก้ไขข้อบกพร่องทั่วไป บทที่ 3 ข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และสาเหตุ-แนวทางการแก้ไขตามชนิดของแม่พิมพ์ บทที่ 4 การพัฒนาในงานติดตั้งแม่พิมพ์ และบทที่ 5 เทคโนโลยีที่ทันสมัยในอุตสาหกรรมแม่พิมพ์ ที่เป็นความรู้ที่จำเป็นตั้งแต่ความรู้พื้นฐานจนถึงเทคโนโลยีขั้นสูงที่ใช้อยู่ในปัจจุบันสำหรับการทำงานจริงในอุตสาหกรรมปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์กับเครื่องปั๊ม เขียนโดยใช้ระบบเมตริก มาตรฐานอุตสาหกรรมญี่ปุ่น(JISหรือJapanese Industrial Standard, ジスหรือ日本工業規格, じすหรือにほんこうぎょうきかく, ยิซุหรือนิฮงโคเงียวคิคัคคุ)ร่วมกับเทคโนโลยีการผลิตที่ทันสมัยโดยอ้างอิงจากภาษาญี่ปุ่นเป็นหลัก ที่มีเนื้อหาความรู้ตั้งแต่พื้นฐานที่เป็นปัจจุบันไปจนถึงเทคโนโลยีล่าสุดที่มีการนำมาใช้ในงานปั๊มโลหะแผ่น ซึ่งล้วนแล้วแต่เป็นสิ่งที่จำเป็นสำหรับการทำงานปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานจากโลหะแผ่นโดยอาศัยการส่งแรงด้วยเครื่องปั๊มหรือเครื่องปั๊มตัดเฉือน-ขึ้นรูป(PressหรือPress MachineหรือPressing MachineหรือPresswork machineryหรือStamping Machine, プレス機械 , ぷれすきかい, พุเร็ซซุ-คิไค) ผ่านแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(Press ToolsหรือPress DieหรือStamping Die, プレス金型, ぷれすかながた, พุเร็ซซุคะนะงะตะ)แล้วทำให้แผ่นโลหะถูกแปรรูปไปจากกระบวนการตัดเฉือนที่ชิ้นส่วนพันช์กับดายของแม่พิมพ์จะเฉือนให้โลหะเปลี่ยนรูปร่างไปจนเกินกว่าความแข็งแรงต้านทานแรงเฉือนหรือความเค้นต้านทานแรงเฉือน(Shear Strength, せん断強度หรือせん断抵抗, せんだんきょうどหรือせんだんていこう, เซ็นดังเคียวโดะหรือเซ็นดังเตโค)ของวัสดุ และหรือกระบวนการขึ้นรูปที่ชิ้นส่วนพันช์กับดายของแม่พิมพ์จะขึ้นรูป(ดัดขึ้นรูป ดึงขึ้นรูปหรืออื่นๆ)ให้โลหะเปลี่ยนรูปร่างจนเกินไปกว่าความแข็งแรงต้านทานแรงดึงหรือความเค้นต้านทานแรงดึง(Tensile Strength, 引張り強度หรือ引張強さ, ひっぱりきょうどหรือひっぱりつよさ, ฮิปปะริเคียวโดะหรือฮิปปะริ-ทซึโยะซะ)ของวัสดุ ก็จะทำให้ได้ชิ้นงานตามแต่ละรูปแบบของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่ได้ออกแบบแล้วสร้างขึ้นมาใช้งาน และถ้าหากสามารถนำความรู้ไปประยุกต์ใช้ในการทำงานในอุตสาหกรรมแม่พิมพ์ได้อย่างเข้าใจแล้วก็จะกลายเป็นผู้มีความรู้ซึ่งสามารถคิด-วิเคราะห์-แก้ไขปัญหาได้แล้วก็จะถือว่าเป็นผู้ที่มีคุณสมบัติซึ่งสามารถพึ่งพาตนเองได้(to become fully qualified, 一人前になる, いちにんまえになる, อิจินินไมนินะรุ)โดยไม่ต้องขอคำปรึกษากับผู้ใดมากนักแล้วทำให้ได้รับเงินเดือนที่สูงมากขึ้นอย่างสมเหตุสมผล ซึ่งเนื้อหาภายในหนังสือก็จะมีภาพประกอบคำอธิบายตลอดทั้งเล่มพร้อมทั้งมีคำศัพท์เทคนิคภาษาไทย อังกฤษ ญี่ปุ่น(KanjiกับKatakana และHiragana)ที่สอดแทรกอยู่ตลอดทั้งเล่ม นอกจากนี้ก็ยังได้ทำการจัดเรียงคำศัพท์เทคนิคภาษาไทย อังกฤษ ญี่ปุ่นโดยจัดแยกแล้วเรียงตามอักษรภาษาอังกฤษกับภาษาญี่ปุ่นไว้ที่ท้ายเล่มเพื่อให้สะดวกต่อการค้นหาได้ง่ายอีกทางหนึ่งด้วย
หนังสือเล่มนี้เป็นหนังสือที่เขียนขึ้นสำหรับจำหน่ายในรูปแบบหนังสือหนังสืออิเล็กทรอนิกส์หรืออีบุ๊ก(E-Book)ในเบื้องต้นแล้ววางจำหน่ายอยู่ในเว็บไซต์ของบริษัท เมพ คอร์ปอเรชั่น จำกัด(MEB Corporation Ltd. )เท่านั้น ซึ่งก็คือเว็บไซต์ https://www.mebmarket.com/ ในหมวดหมู่วิศวกรรมศาสตร์ มีจำนวนหน้าขนาด A4 เท่ากับ 1,785 หน้า โดยมีขนาดของตัวอักษรภาษาไทยกับภาษาอังกฤษเท่ากับขนาด 18(Cordia New 18) และตัวอักษรภาษาญี่ปุ่นเท่ากับขนาด 11(Ms Mincho 11)(ภาษาอังกฤษกับภาษาญี่ปุ่นนั้นจะเป็นส่วนของคำศัพท์เทคนิคที่เกี่ยวข้องกับงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น และแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น) เพื่อให้สะดวกต่อการอ่านด้วยอุปกรณ์อิเล็กทรอนิกส์หรืออุปกรณ์ไอทีแบบพกพาได้ด้วย มีเลขมาตรฐานสากลประจำหนังสือหนังสืออิเล็กทรอนิกส์(อีบุ๊ก)คือ ISBN 978-616-474-596-4 ตามข้อมูลทางบรรณานุกรมของสำนักหอสมุดแห่งชาติ ซึ่งได้จำหน่ายในราคา 690 บาทต่อเล่ม(จากราคาปก 1,190 บาท)
สารบัญของหนังสือเล่มนี้(24 มกราคม 2563)
บทที่ 1 พื้นฐานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป
1.1 แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปพื้นฐาน
1.2 ลำดับขั้นตอนหรือการไหลอย่างง่ายของกระบวนการออกแบบ และผลิตแม่พิมพ์
1.3 รับคำสั่งซื้อ(receive an orderหรือreceive purchase order, 受注, じゅちゅう, ยุจู)
1.4 ข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์(Die/Mold specificationsหรือDie/Mold making specificationsหรือDie/Mold structure specifications, 金型仕様書หรือ金型製作仕様書หรือ金型構造仕様書, かながたしようしょหรือかながたせいさくしようしょหรือかながたこうぞうしようしょ, คะนะงะตะชิโยโชะหรือคะนะงะตะเซซัคคุชิโยโชะหรือคะนะงะตะโคโซชิโยโชะ)
1.5 รายละเอียดกับข้อกำหนดที่ลูกค้าได้มีการระบุเอาไว้ในคู่มือมาตรฐานการออกแบบ-ผลิต และโครงสร้างแม่พิมพ์
1.6 ออกแบบแม่พิมพ์(Die design, 金型設計, かながたせっけい, คะนะงะตะเซ็คเค)
1.7 ทำการผลิตหรือตัดเฉือน-ขึ้นรูป(manufacturingหรือprocessing, 加工หรือ製造, かこうหรือせいぞう, คะโคหรือเซโซ)แม่พิมพ์
1.8 ประกอบแม่พิมพ์(Die assembly, 金型組立, かながたくみたて, คะนะงะตะคุมิตะเตะ)
1.9 การปรับให้เข้าคู่กันหรือการปรับแม่พิมพ์ปั๊มให้เข้าคู่กัน(SpottingหรือDie Matching, 型合わせ, かたあわせ, คะตะอะวะเซะ)
1.10 ทดลอง และปรับแก้แม่พิมพ์(Die tryout and adjustment, 金型トライと調整, かながたとらいとちょうせい, คะนะงะตะทรัยโตะโจเซ)
1.11 ส่งมอบชิ้นงานตัวอย่างที่สมบูรณ์แบบ(deliver perfect product, 完全納品, かんぜんのうひん, คันเซ็นโนฮิง)
1.12 การร้องขอเปลี่ยนแปลงทางด้านวิศวกรรม(Engineering Change Requestหรือecr, 技術変更要求, ぎじゅつへんこうようきゅう, งิยุทซึเฮ็งโคโยคีว)หรือข้อสังเกตแจ้งการเปลี่ยนแปลงทางด้านวิศวกรรม(Engineering Change Noticeหรือecn, 技術変更通知, ぎじゅつへんこうつうち, งิยุทซึเฮ็งโค-ทซือจิ)
1.13 ปัญหา(problem, 問題, もんだい, มนได)ซึ่งเกิดขึ้นในเฉพาะขั้นตอนที่เกี่ยวข้องกับการสร้างแม่พิมพ์โดยตรง
1.14 การเตรียมการทดลองแม่พิมพ์ปั๊ม
1.15 แผนภูมิแสดงเหตุ และผล(cause and effect diagram, 特性要因図, とくせいよういんず, ทคเซโยอินซึ)
1.16 การวิเคราะห์สาเหตุของปัญหาในกระบวนการออกแบบ และผลิตแม่พิมพ์
1.17 คนหรือผู้ปฏิบัติงานหรือพนักงาน(ManหรือManpowerหรือOperatorหรือWorker, 人หรือ作業者, ひとหรือさぎょうしゃ, ฮิโตะหรือซะเงียว-ชยะ)
1.18 เครื่องปั๊ม แม่พิมพ์กับอุปกรณ์ต่างๆ(Press Machine-Die and Accessories, プレス機械-金型と周辺機器, ぷれすきかい-かながたとしゅうへんきき, พุเร็ซซุคิไค-คะนะงะตะโตะชูเฮ็งคิคิ)
1.19 ชนิดและลักษณะของเครื่องปั๊ม
1.20 กำลังของเครื่องปั๊ม
1.21 ชนิดของเครื่องปั๊ม
1.22 เครื่องปั๊มที่มีช่องเปิดทางด้านหลังเครื่องแล้วปรับเอียงได้(Open Back Inclinable pressหรือOBI press, 後開き式可傾プレス, うしろひらきしきかけいぷれす, อุชิโระฮิระคิชิคิคะเคพุเร็ซซุ)
1.23 ชิ้นส่วนหลักที่สำคัญของเครื่องปั๊ม
1.24 แท่นเครื่องหรือฐานรองของเครื่องปั๊มหรือเพรสเบด(press bed, プレスベッド, ぷれすべっど, พุเร็ซซุ-เบ็ดโดะ)
1.25 แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)
1.26 แรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)
1.27 ตัวกระทุ้งดันปลดหรือน็อกเอาต์(knockoutหรือslide knockoutหรือtop knockout, ノックアウトหรือスライドノックアウトหรือ上部ノックアウト, のっくあうとหรือすらいどのっくあうとหรือじょうぶのっくあうと, นคเอาโตะหรือซุไรโดะ-นคเอาโตะหรือโยบุ-นคเอาโตะ)ของเครื่องปั๊ม
1.28 เบาะซึมซับแรงหรือคูฌัน(cushion, クッション, くっしょん, คุชชน)
1.29 เครื่องปั๊มที่มีโครงค้ำยันด้านข้างเครื่องเป็นแนวตรง(Straight Side Press, ストレートサイドプレス, すとれーとさいどぷれす, ซุเตรตโตะไซโดะ พุเร็ซซุ)
1.30 เครื่องปั๊มเพรสเบรก(Press Brake, プレスブレーキ, ぷれすぶれーき, พุเร็ซซุ บุเรคิ)
1.31 เครื่องปั๊มทำงาน 2 จังหวะ(Double Action Press, 複動プレス, ふくどうぷれす, ฟุคุโดพุเร็ซซุ)
1.32 เครื่องปั๊มทำงาน 3 จังหวะ(Triple Action Press, 三動プレス, さんどうぷれす, ซันโดพุเร็ซซุ)
1.33 เครื่องปั๊มข้อต่อนิ้วมือหรือเครื่องปั๊มนักเกิล(Knuckle Joint PressหรือKnuckle Press, ナックルプレス, なっくるぷれす, นัคคุร-พุเร็ซซุ)
1.34 เครื่องปั๊มไฮดรอลิก(Hydraulic Press, 液圧プレスหรือ 油圧プレス, えきあつぷれすหรือゆあつぷれす, เอะคิอัทซึ-พุเร็ซซุหรือยุอัทซึ-พุเร็ซซุ)
1.35 กระบวนการในการปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น
1.35.1 กระบวนการตัดเฉือนหรือกระบวนการตัดแยกออก(Cutting ProcessหรือCutoff ProcessหรือCut off Process, 切断加工หรือカットオフ加工, せつだんかこうหรือかっとおふかこう, เซ็ทซึดังคะโคหรือคัตโตะอฟฟุคะโค)
1.35.2 กระบวนการดัดขึ้นรูป(Bending Process, 曲げ加工, まげかこう, มะเงะคะโค)
1.35.3 กระบวนการขึ้นรูป(Forming Process, 成形加工, せいけいかこう, เซเคคะโค)
1.35.4 กระบวนการดึงขึ้นรูป(Drawing Process, 絞り加工, しぼりかこう, ชิโบะริคะโค)
1.35.5 กระบวนการกดอัดขึ้นรูป(Compressing ProcessหรือCompression Forming, 圧縮加工, あっしゅくかこう, อัชชูคคุคะโค)
1.36 วัสดุที่ใช้ปั๊มตัดเฉือน-ขึ้นรูป(Stamping Material,プレス加工用材料, ぷれすかこうようざいりょう, พุเร็ซซุคะโคโยไซเรียว)
1.37 ชนิดรูปร่าง-รูปทรงของวัสดุ
1.37.1 วัสดุแบบม้วน(roll materialหรือcoil material, コイル材料หรือコイル材, こいるざいりょうหรือこいるざい, โคยรุไซเรียวหรือโคยรุไซ)
1.37.2 วัสดุแบบแผ่นยาว(stock stripหรือstripหรือsheet, プレートหรือ板, ぷれーとหรือいた, พุเรโตะหรืออิตะ)
1.37.3 วัสดุแบบท่อ(pipeหรือtube, 管หรือチューブหรือパイプหรือ筒 , かんหรือちゅーぶหรือぱいぷหรือつつ, คังหรือจิยูบุหรือไปปุหรือทซึ-ทซึ)
1.37.4 วัสดุแบบเส้นหรือเส้นลวด(wire, 線材หรือワイヤ, せんざいหรือわいや, เซ็นไซหรือไวยะ)
1.37.5 วัสดุแบบแผ่นวัสดุขนาดพร้อมใช้หรือวัสดุแบบแผ่นแบลงก์(blank sheetหรือblank partหรือunit stock, ブランクหรือブランクシートหรือスケッチ材หรือ切り板, ぶらんくหรือぶらんくしーとหรือすけっちざいหรือきりいた, บุรังคุหรือบุรังคุชีโตะหรือซุเค็จจิไซหรือคิริอิตะ)
1.38 ชนิดของการชุบเคลือบผิว(Plating, メッキ, めっき, เม็คคิ)กับความหนาของการชุบเคลือบผิววัสด
1.39 ขนาดต่างๆทั้งความหนา ความกว้าง และความยาวของวัสดุ
1.40 การโก่งหรือการโค้งออกไปทางด้านข้าง(warpหรือcurvature, 反りหรือ歪み, そりหรือゆがみ, โซะริหรือยุงะมิ)ของวัสดุสูงสุดที่ยอมรับได้
1.41 ทิศทางของเกรนหรือทิศทางของการรีด(grain directionหรือrolling direction, 圧延方向 , あつえんほうこう, อัทซึเอ็งโฮโค)
1.42 ความเป็นคลื่นของวัสดุ(waviness, ウネリ, うねり, อุเนะริ)
1.43 รายละเอียดอื่นๆที่เกี่ยวข้องกับวัสดุ
1.44 วิธีการเตรียม-ติดตั้งทดลองแม่พิมพ์(Die Setup and Tryout Method, 金型段取りとトライ方法 , かながただんどりととらいほうほう, คะนะงะตะดันโดะริโตะทรัยโฮโฮ)
1.45 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายในเวลาหลักหน่วย(Single Minute Exchange of Dieหรือ Single-Digit Minute Exchange of DieหรือSMED, シングル段取りหรือ一段取り, しんぐるだんどりหรือいちだんどり, ชิงงุร-ดันโดะริหรืออิจิดันโดะริ)
1.46 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วด้วยสัมผัสเดียว(One Touch Exchange of Dieหรือoted, 金型のワンタッチ交換, かながたのわんたっちこうかん, คะนะงะตะโนะ วันทัจจิโคคัง)
1.47 การตรวจวัดชิ้นงาน(Measurement, 測定, そくてい, ซคเต)
1.48 รายงานปัญหาความผิดพลาดที่เกิดขึ้น-ดำเนินการแก้ไข(Mistaken and Action Report)
1.49 ค่าดายไฮต์ ดายชัตไฮต์ และเพรสชัตไฮต์ในการปั๊มตัดเฉือนขึ้นรูปวัสดุ
1.50 ความสูงปิดของเครื่องปั๊ม และการปรับ
1.51 การปรับแม่พิมพ์เพื่อให้สามารถติดตั้งเข้ากับเครื่องปั๊มได้
1.52 การติดตั้ง และทดลองแม่พิมพ์
1.53 การแบ่งชนิดของแม่พิมพ์ตามกระบวนการ และตามลักษณะโครงสร้างของแม่พิมพ์
1.53.1 การแบ่งกลุ่มตามกระบวนการหรือกระบวนการที่ใช้ปฏิบัติการปั๊มตัดเฉือน-ขึ้นรูปวัสดุ
1.53.2 การแบ่งกลุ่มตามลักษณะโครงสร้างของแม่พิมพ์ที่สร้างขึ้น
1.54 แม่พิมพ์ตัดแยกออกหรือคัตออฟดาย(Cutoff DieหรือCut off Die, カットオフ ダイ, かっとおふだい, คัตโตะอฟฟุดาย)
1.55 แม่พิมพ์แบบชิ้นงานตก-ลอดทะลุผ่านแม่พิมพ์หรือดรอป-ทรูดาย(Drop-Through Die, 製品落し式金型 , せいひんおとししきかながた, เซฮิงโอะโตะชิชิคิ คะนะงะตะ)
1.56 แม่พิมพ์แบบดันกลับ(Return Type Die, プッシュバック式金型, ぷっしゅばっくしきかながた, พุชชุบัคคุชิคิ คะนะงะตะ)
1.57 ตัวนำภาระงานออกหรืออันโหลดเดอร์(Unloader, アンローダー, あんろーだー, อันโรดา)
1.58 แม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ 総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)
1.59 แม่พิมพ์ผสมกระบวนการหรือคอมบิเนชันดาย(Combination Die, 複合型หรือコンビネーションダイ, ふくごうがたหรือこんびねーしょんだい, ฟุคุโงงะตะหรือคมบิเนชนดาย)
1.60 แม่พิมพ์แบบดั้งเดิมหรือแม่พิมพ์คอนติเนนทัล(Continental Die, コンチネンタルダイ, こんちねんたるだい, คนจิเน็นตัลรุดาย)
1.61 การผลิตชิ้นส่วนพันช์-ดายของแม่พิมพ์ตัดเฉือนพร้อมกันโดยการตัดเซาะด้วยกระบวนการไวร์คัตจากเหล็กแผ่นเดียวกัน
1.62 แม่พิมพ์ปั๊มงานย่อยหรือซับเพรสดาย(Subpress Die, サブプレスダイ, さぶぷれすだい, ซับบุพุเร็ซซุดาย)
1.62.1 แม่พิมพ์ซับเพรสแบบที่มีเสาค้ำ(Pillar-Type Subpress Die)
1.62.2 แม่พิมพ์ซับเพรสแบบทรงกระบอก(Cylindrical Subpress Die)
1.63 แม่พิมพ์ฟอลโลว์(Follow Die, フォローダイ, ふぉろーだい, ฟอโลดาย)
1.64 กระบวนการปั๊มตัดเฉือน-ขึ้นรูปเหมือนกันแต่ใช้ชื่อเรียกต่างกัน และกระบวนการปั๊มตัดเฉือน-ขึ้นรูปต่างกันแต่ใช้ชื่อเรียกเดียวกัน
1.65 แม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)
1.66 แม่พิมพ์ส่งผ่านหรือทรานสเฟอร์ดาย(Transfer Die,トランスファーダイหรือトランスファー金型, とらんすふぁーだいหรือとらんすふぁーかながた, ทรันซุฟาดายหรือทรันซุฟาคะนะงะตะ)
1.67 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่าน
1.67.1 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบมิติเดียว(1D transfer feeding equipment, 一次元トランスファー送り装置, いちじげんとらんすふぁーおくりそうち, อิจิยิเง็ง ทรันซุฟาโอะคุริโซจิ)
1.67.2 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบสองมิติ(2D transfer feeding equipment, 二次元トランスファー送り装置, にじげんとらんすふぁーおくりそうち, นิยิเง็ง ทรันซุฟาโอะคุริโซจิ)
1.67.3 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบสามมิติ(3D transfer feeding equipment, 三次元トランスファー送り装置, さんじげんとらんすふぁーおくりそうち, ซันยิเง็ง ทรันซุฟาโอะคุริโซจิ)
1.68 แม่พิมพ์แบบกระสวยหรือชัตเติลดาย(Shuttle Die, シャトルダイ, しゃとるだい, ชยัต-ตลดาย)
1.69 การแบ่งชนิด และโครงสร้างของแม่พิมพ์ในลักษณะอื่นๆ
1.69.1 โครงสร้างแม่พิมพ์พื้นฐานที่แบ่งตามตำแหน่งของพันช์กับดาย
1.69.2 โครงสร้างแม่พิมพ์พื้นฐานที่แบ่งตามลักษณะของแผ่นปลดวัสดุหรือสตริปเปอร์เพลต
1.69.2.1 โครงสร้างแบบปรกติที่มีพันช์อยู่ด้านบนแล้วดายอยู่ทางด้านล่างแต่ไร้ตัวปลดวัสดุหรือสตริปเปอร์(normal position with stripperless structure, 順配置ストリッパレス構造, じゅんはいち すとりっぱれす こうぞう, ยุนไฮจิ ซุตริปปะเรซ โคโซ)
1.69.2.2 โครงสร้างแบบปรกติที่มีพันช์อยู่ด้านบนแล้วดายอยู่ทางด้านล่างโดยมีตัวปลดวัสดุยึดคงที่หรือสตริปเปอร์ยึดคงที่ที่ด้านดาย(normal position with fixed stripper structure, 順配置固定ストリッパ構造, じゅんはいち こていすとりっぱ こうぞう, ยุนไฮจิ โคะเตซุตริปปะ โคโซ)
1.69.2.3 โครงสร้างแบบปรกติที่มีพันช์อยู่ด้านบนแล้วดายอยู่ทางด้านล่างโดยมีตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เคลื่อนที่ได้(normal position with movable stripper structure, 順配置可動ストリッパ構造, じゅんはいち かどうすとりっぱ こうぞう, ยุนไฮจิ คะโดซุตริปปะ โคโซ)
1.69.2.4 โครงสร้างแบบปรกติที่มีพันช์อยู่ด้านบนแล้วดายอยู่ทางด้านล่างแต่มีตัวปลดวัสดุกึ่งคงที่-กึ่งเคลื่อนที่ได้หรือสตริปเปอร์กึ่งคงที่-กึ่งเคลื่อนที่ได้ยึดอยู่ด้านดาย(normal position with semi-fixed stripper structure, 順配置下型可動ストリッパ構造, じゅんはいち したがた かどうすとりっぱ こうぞう, ยุนไฮจิ ชิตะงะตะคะโดซุตริปปะ โคโซ)
1.69.2.5 โครงสร้างแบบที่ตรงกันข้ามกับแบบปรกติซึ่งจะมีพันช์อยู่ด้านล่างแล้วดายอยู่ทางด้านบนโดยไร้ตัวปลดวัสดุหรือสตริปเปอร์(reverse position with stripperless structure, 逆配置ストリッパレス構造, ぎゃくはいち すとりっぱれす こうぞう, เงียคไฮจิ ซุตริปปะเรซ โคโซ)
1.69.2.6 โครงสร้างแบบที่ตรงกันข้ามกับแบบปรกติ โดยมีพันช์อยู่ด้านล่างแล้วดายอยู่ทางด้านบนโดยมีตัวปลด-จับยึดวัสดุเคลื่อนที่ได้อยู่ด้านล่างด้านเดียวกับพันช์(reverse position with movable stripper structure, 逆配置可動ストリッパ構造, ぎゃくはいち かどうすとりっぱ こうぞう, เงียคไฮจิ คะโดซุตริปปะโคโซ)
1.70 วัสดุสำหรับทำแม่พิมพ์เที่ยงตรง และกรรมวิธีเพิ่มคุณสมบัติ
1.71 ชนิดวัสดุที่แนะนำสำหรับเลือกนำไปประยุกต์ใช้ผลิตแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะ
1.72 อายุการใช้งานของแม่พิมพ์หรืออายุของแม่พิมพ์(Die lifeหรือTool life, 型寿命หรือ金型寿命, かたじゅみょうหรือかながたじゅみょう, คะตะยุเมียวหรือคะนะงะตะยุเมียว)
1.73 วัสดุประเภทคาร์ไบด์ที่นำมาใช้ผลิตแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะ
1.74 การเลือกใช้วัสดุตามมาตรฐานอุตสาหกรรมญี่ปุ่นสำหรับผลิตเป็นชิ้นส่วนของแม่พิมพ์
1.75 การเลือกใช้วัสดุสำหรับแม่พิมพ์ที่มีโครงสร้างตัวปลดวัสดุยึดคงที่หรือโครงสร้างสตริปเปอร์ยึดคงที่(fixed stripper structure, 固定ストリッパ構造, こていすとりっぱこうぞう, โคะเตซุโตะริปปะโคโซ)
1.76 การเลือกใช้วัสดุสำหรับแม่พิมพ์ที่มีโครงสร้างตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือโครงสร้างสตริปเปอร์เคลื่อนที่ได้(movable stripper structure, 可動ストリッパ構造, かどうすとりっぱこうぞう, คะโดซุโตะริปปะโคโซ)
1.77 การเลือกใช้วัสดุสำหรับแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)
1.78 การเคลือบผิวแม่พิมพ์ และกระบวนการเพิ่มคุณสมบัติผิวแม่พิมพ์แบบต่างๆ
1.79 การชุบเคลือบผิวด้วยโครเมียม(Chrome Plating, クロムメッキ, くろむめっき, คุรมมุเม็คคิ)
1.80 กรรมวิธีแก๊สไนไตรดิง(Gas Nitriding, ガス窒化法, がすちっかほう, งัซซุจิคคะโฮ)
1.81 กรรมวิธีไอออนไนไตรดิง(Ion Nitriding, イオン窒化, いおんちっか, อิอนจิคคะ)
1.82 วัสดุที่ใช้ในการเคลือบผิว(coating material, コーティング材, こーてぃんぐざい, โคติงงุไซ)
1.83 กรรมวิธีเคลือบผิวแบบไทเทเนียมไนไตรด์ และไทเทเนียมคาร์ไบด์(Titanium NitrideหรือTiN and Titanium CarbideหรือTiC)
1.84 กรรมวิธีเคลือบผิวด้วยไทเทเนียมไนไตรด์โดยวิธีเคลือบผิวสะสมหรือเคลือบพอกผิวแบบไอกายภาพ(Physical Vapour Deposition of Titanium NitrideหรือPVD of TiN)
1.85 กรรมวิธีเคลือบผิวด้วยไทเทเนียมคาร์ไบด์ และไนไตรด์โดยวิธีเคลือบผิวสะสมหรือเคลือบพอกผิวแบบไอเคมี(Chemical Vapour Deposition of Titanium Carbide and NitrideหรือCVD of TiC and TiN)
1.86 กรรมวิธีแพร่ทางความร้อน(Thermal DiffusionหรือTD, 熱拡散, ねつかくさん, เน็ทซึคัคซัง)
1.87 วิธีการเลือกการเคลือบผิวไปใช้งาน
บทที่ 2 พื้นฐานการปั๊มตัดเฉือน-ขึ้นรูปวัสดุ และการเยียวยาแก้ไขข้อบกพร่องทั่วไป
2.1 ใบมาตรฐานการติดตั้งแม่พิมพ์(Die setup standard sheet, 金型段取り基準書, かながただんどりきじゅんしょ, คะนะงะตะดันโดะริคิยุงโชะ)
2.2 ปัจจัยต่างๆ และรายละเอียดที่มีผลต่อสมรรถนะหรือคุณภาพของแม่พิมพ์
2.3 ขนาด-รูปร่างของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่ได้รับไม่ถูกต้องตามต้องการ(Wrong Size or Shape of The Part)
2.4 แบบปรับแก้(Arrangement Drawingหรือpart shape establish, アレンジ図, あれんじず, อะเร็นยิซึ)
2.5 ชิ้นงานที่ได้เกิดการโก่งหรืองอ(Bent Workpiece)
2.6 ความเรียบ(flatness, 平面度, へいめんど, เฮเม็นโดะ)
2.7 สลักกิงหรือการตัดครึ่งส่วน(SluggingหรือHalf Blanking, スラッギングหรือ半抜きหรือハーフカット, すらっぎんぐหรือはんぬきหรือはーふかっと, ซุรัคงิงงุหรือฮังนุคิหรือฮาฟคัตโตะ)
2.8 กระบวนการที่ทำให้ได้ความเรียบของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปได้มากยิ่งขึ้น
2.9 การตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)
2.10 กระบวนการกริปโฟลว์(Grip Flow Process)
2.11 แม่พิมพ์ตัดแยกออกหรือคัตออฟดาย(Cutoff DieหรือCut off Die, カットオフ ダイ, かっとおふだい, คัตโตะอฟฟุดาย)กับการตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)
2.12 การปั๊มตัดเฉือน-ขึ้นรูปโดยใช้แม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)
2.13 การปั๊มขึ้นลายจุดหรือการปั๊มขึ้นลายขนมวาฟเฟิลหรือสติปปลิง(StipplingหรือDot Ring, 星打ち加工หรือ七子目ならしหรือドットリング, ほしうちかこうหรือななこめならしหรือどっとりんぐ, โฮะชิอุจิคะโคหรือนะนะโคะเมะนะระชิหรือดตโตะริงงุ)
2.14 อุปกรณ์ดัดวัสดุให้เรียบตรง(levellerหรือlevelerหรือlevelling machineหรือcoil straightener, レベラー, れべらー, เระเบะรา)
2.15 เกิดครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)
2.16 พันช์แบบมีขอบคมตัดเป็นเรียวย้อนกลับด้าน(Reverse Taper PunchหรือBack Taper PunchหรือExtra Back Taper on Punch, テーパパンチหรือテーパーパンチหรือ逆テーパーパンチ, てーぱぱんちหรือてーぱーぱんちหรือぎゃくてーぱーぱんち, เตปะพันจิหรือเตปาพันจิหรือเงียคเตปาพันจิ)
2.17 ผิวหน้ารอยตัดเฉือนของวัสดุไม่สม่ำเสมอกัน(uneven surface of cut)
2.18 เกิดการอุดตันของเศษวัสดุหรือการติดขัดของเศษวัสดุ(slug jammingหรือslug cloggingหรือslug stacking, カス詰まり, かすつまり, คะซุ-ทซึมะริ)
2.19 กลไกของปัญหาการอุดตันของเศษวัสดุที่มีสาเหตุเกิดมาจากแม่พิมพ์
2.20 เกิดการดึงเศษวัสดุหรือเศษวัสดุลอย(slug pullingหรือslug floatingหรือslug rising, カス上がりหรือかす浮き, かすあがりหรือかすうき, คะซุอะงะริหรือคะซุอุคิ)
2.21 เครื่องเจียระไนรูปร่าง(Profile GrinderหรือProfile Grinding MachineหรือContour GrinderหรือOptical Profile Grinding Machine, プロファイルグラインダหรือプロファイル研削盤หรือ倣い研削盤หรือ光学式倣いの成形研削盤, ぷろふぁいるぐらいんだหรือぷろふぁいるけんさくばんหรือならいけんさくばんหรือこうがくしきならいのせいけいけんさくばん, ปุโระไฟรุ-งรัยดะหรือปุโระไฟรุเค็งซัคคุบังหรือนะไรเค็งซัคคุบังหรือโคงัคคุชิคินะไรโนะเซเคเค็งซัคคุบัง)
2.22 การอาร์กผนังของรูดายตัวเมียเพื่อป้องกันการดึงเศษวัสดุหรือเศษวัสดุลอย
2.23 การเคลือบฝังตัวยึดเกาะเพื่อป้องกันการดึงเศษวัสดุหรือเศษวัสดุลอย
2.24 สภาวะสุญญากาศกับการป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.25 สภาวะอากาศอัดกับการป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.26 การใช้แกนดันปลดหรือแกนเตะปลด(ejector pinหรือkicker pin, エジェクタピンหรือキッカーピン, えじぇくたぴんหรือきっかーぴん, เอะเย็คตะปินหรือคิคคาปิน)ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.27 การปรับปรุงส่วนปลายของพันช์เพื่อช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.28 การใช้ยางยูรีเทน(urethane, ウレタン, うれたん, อุเระตัน)ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.29 การใช้ร่องเอียง(slant groove, 傾斜溝, けいしゃみぞ, เค-ชยะมิโซะ)ในดายตัวเมียเพื่อช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.30 การใช้อุปกรณ์ทำลาย-กำจัดอำนาจแม่เหล็ก(Demagnitizer, 消磁器, しょうじき, โชยิคิ)ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.31 การต่อที่เข้ากันของแนวเส้นการตัดเฉือนหรือแมตชิง(matching, マッチング, まっちんぐ, มัจจิงงุ)กับการตัดเฉือนวัสดุทางด้านข้าง(Side Cutting, サイドカット, さいどかっと, ไซโดะคัตโตะ)ที่ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.32 การใช้ดายที่มีขอบคมตัดเอียงกลับด้านคล้ายปากระฆัง(bell mouthing dieหรือdie with reverse taper, ダイにベルマウス形状を付けるหรือダイに逆テーパーを付ける, だいにべるまうすけいじょうをつけるหรือだいにぎゃくてーぱーをつける, ดายนิเบะรุเมาซุเคโยโวะทซึเคะรุหรือดายนิเงียคเตปาโวะทซึเคะรุ)ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.33 การใช้ดายลักษณะอื่นๆช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.34 อุปกรณ์ทำร่องเอียงสำหรับกักเศษ(Slug Retention Machine)
2.35 การขัดแต่งหรือแลปปิง(LappingหรือLap, ラッピングหรือラップ, らっぴんぐหรือらっぷ, รัปปิงงุหรือรัปปุ)ให้มีขอบคมตัดคล้ายปากระฆัง
2.36 สลักฟรีดาย(Slug Free Die, スラグ・フリー・ダイหรือカス上がりの発生しないダイ, すらぐ・ふりー・だいหรือかすあがりのはっせいしないだい, ซุรักงุ-ฟุรี-ดายหรือคะซุอะงะริโนะฮัซเซชิไนดาย)
2.37 การปรับให้พันช์ยาวขึ้นเพื่อช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.38 การปรับปรุงส่วนคมตัดของดายตัวเมียเพื่อช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.39 เทคโนโลยีของอุปกรณ์ตรวจสอบความสูงปิดของแม่พิมพ์หรืออุปกรณ์ตรวจจับเศษ
2.39.1 เซ็นเซอร์ตรวจรับสัญญาณโดยใช้กระแสแบบเอ็ดดี้(Eddy Current Sensors)
2.39.2 เซ็นเซอร์ตรวจรับสัญญาณของแรง(Force Sensors)
2.39.3 เซ็นเซอร์ตรวจรับสัญญาณคลื่นเสียงที่เกิดขึ้น(Acoustic Emission Sensors)
2.39.4 เซ็นเซอร์ตรวจรับสัญญาณแบบพันธุ์ผสม(Hybrid Sensors)
2.40 เกิดการติดขัดของแผ่นวัสดุที่ป้อนเข้าสู่แม่พิมพ์(jammed strip)ที่มีสาเหตุมาจากระยะความกว้างของช่องป้อนของตัวนำทางวัสดุ
2.41 ค่าเผื่อความกว้างของตัวนำทางวัสดุ(material guideหรือguide bar, 材料ガイド, ざいりょうがいど, ไซเรียวไงโดะ)ให้เหมาะกับความกว้างของแผ่นวัสดุ
2.42 เกิดการเอียงบิดออกทางด้านข้างของส่วนนำพาหรือแคริเออร์แบบด้านเดียว(bent of one side carrier, 片側キャリアが曲がる, かたがわきゃりあがまがる, คะตะงะวะแคะริอะงะมะงะรุ)
2.43 ส่วนนำพาหรือแคริเออร์แบบด้านเดียว(one side carrier, 片側キャリア, かたがわきゃりあ, คะตะงะวะแคะริอะ)ของแผ่นวัสดุเกิดปัญหาเอียงบิดหรือคดเคี้ยวออกไปทางด้านข้าง
2.44 การปรับแก้การคดเคี้ยว(meander adjustmentหรือcamber adjustment, 蛇行修正หรือキャンバー修正, だこうしゅうせいหรือきゃんばーしゅうせい, ดะโคชูเซหรือแคมบาชูเซ)
2.45 เกิดการป้อนส่งวัสดุผิดพลาดเพราะการป้อนเข้าสู่แม่พิมพ์ติดขัดจนเกิดรอยตำหนิหรือข้อบกพร่องเนื่องจากตัวยกหรือตัวยกวัสดุ(lifter, リフター, りふたー, ริฟุตา) และหรือตัวยกพร้อมนำทางวัสดุ(guide lifterหรือstock guide lifter, ガイドリフターหรือリフターガイドหรือストックガイドリフター, がいどりふたーหรือりふたーがいどหรือすとっくがいどりふたー, ไงโดะริฟุตาหรือริฟุตาไงโดะหรือซุตคไงโดะริฟุตา)
2.46 การจัดวาง และออกแบบตัวยกวัสดุ
2.47 การคลายการจับยึด(releasing, リリーシング, りりーしんぐ, ริรีชิงงุ)แถบวัสดุ
2.48 การป้อนส่งวัสดุที่บางๆเกิดการติดขัดแล้วทำให้เกิดการป้อนผิด
2.49 การเลือกออกแบบ-ติดตั้งแกนนำร่องกำหนดตำแหน่งหรือไพลอตพินภายในโครงสร้างแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะ
2.50 เกิดความคลาดเคลื่อนในการกำหนดตำแหน่งของแผ่นวัสดุที่ป้อนส่งในแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型 หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)
2.51 การเลือกใช้ขนาดของไพลอตพินให้เหมาะสมกับขนาดความหนา-ความกว้างของแผ่นวัสดุกับระยะที่เป็นไปได้ในการปรับแก้ความคลาดเคลื่อนของการป้อนส่ง
2.52 การกำหนดขนาดเส้นผ่านศูนย์กลางของไพลอตพิน(Pilot Pin, パイロットピン, ぱいろっとぴん, ไพ-รตปิน)ให้สัมพันธ์กับขนาดเส้นผ่านศูนย์กลางของรูไพลอต(Pilot hole, パイロット穴หรือパイロット用穴หรือパイロットの穴, ぱいろっとあなหรือぱいろっとようあなหรือぱいろっとのあな, ไพ-รตอะนะหรือไพ-รตโยอะนะหรือไพ-รตโนะอะนะ)
2.53 ความแม่นยำในการกำหนดตำแหน่ง(positioning accuracy, 位置決め精度, いちぎめせいど, อิจิงิเมะเซโดะ)ของไพลอตพิน
2.54 ส่วนที่ใช้ในการนำร่องแล้วปรับแก้ความคลาดเคลื่อนจากการป้อนส่งและกำหนดตำแหน่งแผ่นวัสดุของรูไพลอต
2.55 การออกแบบและเผื่อขนาดต่างๆสำหรับการใช้ไพลอตพิน(Pilot Pin, パイロットピン, ぱいろっとぴん, ไพ-รตปิน)
2.56 การออกแบบเผื่อส่วนยื่นโผล่ออกมาของไพลอตพิน(amount of pilot pin projection, パイロットピンの突出し量, ぱいろっとぴんのつきだしりょう, ไพ-รตโตะปินโนะทซึคิดะชิเรียว)
2.57 การนำร่องแล้วกำหนดตำแหน่งแผ่นวัสดุภายในแม่พิมพ์โดยตรงกับการนำร่องแล้วกำหนดตำแหน่งแผ่นวัสดุภายในแม่พิมพ์โดยอ้อม
2.58 เกิดการยุบ-เว้าแหว่งหรือแตกหักของขอบคมตัดของพันช์หรือดายตัวเมียของแม่พิมพ์
2.59 การออกแบบส่วนส้นรองรับด้านหลัง(backup heel, バックアップヒール, ばっくあっぷひーる, บัคอัปฮีรุ)หรือแท่งประคองส้นหรือแท่งรองรับด้านหลัง(heel blockหรือbackup block, ヒールブロックหรือバックアップブロック, ひーるぶろっくหรือばっくあっぷぶろっく, ฮีรุ-บรคคุหรือบัคอัป-บรคคุ)
2.60 การจับยึดแม่พิมพ์ชุดบนกับแม่พิมพ์ชุดล่างด้วยแคลมป์จับยึดหรือจับยึดด้วยวิธีการอื่นๆ
2.61 เกิดความไม่ราบรื่นในขณะที่แม่พิมพ์เคลื่อนที่ปิดเข้าหากัน
2.62 ความไม่ราบรื่นในการปิดเข้าหากันของแม่พิมพ์เนื่องจากความไม่สอดคล้องกันของค่าพิกัดความเผื่อของเสานำทางกับปลอกนำทาง
2.63 ความไม่ราบรื่นในการปิดเข้าหากันของแม่พิมพ์เนื่องจากความไม่ได้ฉากกันของชิ้นส่วนแม่พิมพ์
2.64 พันช์ถูกดึงกระชากออกจากการจับยึด
2.65 การจับยึดพันช์ภายในแม่พิมพ์
2.66 ชิ้นงานเกิดการไหลตัวเข้าไปในตำแหน่งที่ไม่ต้องการในระหว่างการดัดขึ้นรูปหรือเกิดการแตก-ฉีกขาดในการดึงขึ้นรูป
2.67 เกิดการบิดตัวของชิ้นงานตามแนวพื้นที่หน้าตัดของการดัดขึ้นรูปวัสดุ
2.68 เกิดรอยกดลึกอย่างมากในผิวชิ้นงานที่เป็นส่วนถูกขึ้นรูป
2.69 เกิดรอยยับย่นของวัสดุแล้วโค้งงอในการดึงขึ้นรูป
2.70 เกิดการยับย่นหรือการฉีกขาดที่ขอบของชิ้นงานที่ถูกดึงขึ้นรูป
2.71 เกิดการโป่งนูนหรือเกิดการเว้าเป็นแอ่งขึ้นที่บริเวณด้านล่างของชิ้นงานที่ผ่านการดึงขึ้นรูป
2.72 เกิดรอยลากที่ส่องเป็นประกายบนผิวของชิ้นงานที่ผ่านการดึงขึ้นรูป
2.73 เกิดปัญหาในการกำหนดตำแหน่งของแผ่นแบลงก์
2.74 ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปยังคงตกค้างอยู่ภายในแม่พิมพ์โปรเกรสซีฟว์เนื่องมาจากการเป่าชิ้นงานด้วยลมอัดมีข้อบกพร่อง
2.75 เกิดการคลายตัวของสกรูยึดชิ้นส่วนต่างๆของแม่พิมพ์ในขณะปั๊มตัดเฉือน-ขึ้นรูปเนื่องจากการสั่นสะเทือน(vibration, 振動, しんどう, ชินโด)
2.76 ปัญหาเศษวัสดุภายในแผ่นดายตกลงสู่ด้านล่างแล้วหนุนรองอยู่ใต้แผ่นยึดแม่พิมพ์ชุดล่าง
บทที่ 3 ข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และสาเหตุ-แนวทางการแก้ไขตามชนิดของแม่พิมพ์
3.1 ลักษณะข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และแนวทางการแก้ไขแม่พิมพ์สำหรับตัดเฉือน-เฉือน(Cutting-Shearing Die, せん断加工用金型, せんだんかこうようかながた, เซ็นดังคะโคโยคะนะงะตะ)
3.2 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)
3.3 เคลียแรนซ์ระหว่างพันช์กับดายที่ใช้ในการตัดเฉือนซึ่งมีผลต่อขนาดของรู
3.4 การปรับแก้เคลียแรนซ์ให้เหมาะสมกับเส้นรอบรูปที่ตัดเฉือน
3.5 เคลียแรนซ์เชิงวิศวกรรม(Engineered ClearanceหรือEngineered Cutting Clearance)
3.6 การขัดเกลาขอบงาน(Burnishing, バニシングหรือバーニッシュ, ばにしんぐหรือばーにっしゅ, บะนิชชิงงุหรือบานิชชุ)
3.7 การตัดเฉือนขั้นสำเร็จหรือฟินิชแบลงกิง(Finish Blanking, 仕上げ抜き加工หรือフィニッシュブランキング, しあげぬきかこうหรือふぃにっしゅぶらんきんぐ, ชิอะเงะนุคิคะโคหรือฟินิชชู บุรังคิงงุ)
3.8 เคลียแรนซ์ตัดเฉือนโลหะเหมือนกันแต่มีอิทธิพลต่อสภาพการตัดเฉือนขนาดเล็กกับใหญ่ที่แตกต่างกัน
3.9 การเลือกใช้เคลียแรนซ์ในการตัดเฉือนโลหะต่างๆตามลักษณะงาน
3.10 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ของเคลียแรนซ์กับขนาดของชิ้นงาน และขนาดพันช์-ดายในการแบลงกิงกับการเพียร์ซซิง
3.11 เคลียแรนซ์สำหรับการตัดเฉือนแบบสลักกิงหรือการตัดครึ่งส่วน(SluggingหรือHalf Blanking, スラッギングหรือ半抜きหรือハーフカット, すらっぎんぐหรือはんぬきหรือはーふかっと, ซุรัคงิงงุหรือฮังนุคิหรือฮาฟคัตโตะ)
3.12 เคลียแรนซ์สำหรับการตัดขอบเรียบ(Shaving, シェービング, しぇーびんぐ, เชบิงงุ)กับการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)
3.13 ครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)
3.14 ความสูงของครีบหรือความสูงของรอยเยิน(Burr Height, バリ高さ, ばりたかさ, บะริทะคะซะ)
3.15 รายละเอียดลักษณะข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และแนวทางการแก้ไขแม่พิมพ์ตัดเฉือนวัสดุ
3.16 ลักษณะข้อบกพร่องที่เกิดครีบที่สูงผิดปรกติในชิ้นงานแบลงก์หรือชิ้นงานเพียร์ซซิง
3.17 ดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)
3.18 แผ่นดายในลักษณะอื่นที่นอกเหนือไปจากแผ่นดายแบบแผ่นเดียว
3.19 การใช้แผ่นชิมหรือสเปเซอร์ปรับแก้เคลียแรนซ์ทางด้านข้าง
3.20 การใช้แผ่นชิมหรือสเปเซอร์รองหนุนอินเสิร์ตพันช์กับอินเสิร์ตดาย
3.20.1 หลีกเลี่ยงการใช้แผ่นรองที่บางจำนวนหลายๆชิ้น
3.20.2 ตรวจสอบภายในแผ่นรองที่ใช้สำหรับอินเสิร์ตดายตัวเมียนั้นๆ
3.20.3 หลีกเลี่ยงที่จะใช้แผ่นรองเสริมด้านล่างอินเสิร์ตดายแบบแยกส่วนเฉพาะส่วนใดส่วนหนึ่งเท่านั้น
3.20.4 กำจัดครีบของแผ่นรองให้หมดไป
3.20.5 ตรวจทำความสะอาดก่อนที่จะประกอบแผ่นรองเข้าในแม่พิมพ์
3.21 การตัดเฉือนหรือการตัดแยกออก(CuttingหรือCutoffหรือCut off, 切断หรือカットオフ, せつだんหรือかっとおふ, เซ็ทซึดังหรือคัตโตะอฟฟุ)
3.22 ลักษณะข้อบกพร่องที่เกิดรอยบุ๋ม-เว้าเป็นแอ่งบนชิ้นงานที่ปั๊มตัดเฉือนที่บริเวณใกล้ๆรูที่ถูกตัดเจาะ
3.23 ลักษณะข้อบกพร่องที่ขอบคมตัดเกิดการบุบยุบตัว บิ่น และหรือแตกหัก
3.24 ความยาวส่วนนำทางปลายพันช์ของสตริปเปอร์กับส่วนปลายพันช์
3.25 เคลียแรนซ์ระหว่างส่วนปลายของพันช์กับสตริปเปอร์
3.26 การหาความยาวของพันช์โดยสูตรของออยเลอร์(Euler's formula, オイラーの式, おいらーのしき, โอยราโนะชิคิ)
3.27 แรงตัดเฉือนวัสดุ
3.28 การพิจารณาความยาวของพันช์ร่วมกันกับวิธีการจับยึดพันช์
3.28.1 กรณียึดถือพันช์เพลตหรือแผ่นรองรับพันช์เป็นหลัก(Based on punch plate, パンチプレート基準, ぱんちぷれーときじゅん, พันจิพุเรโตะคิยุง)ในการจับยึดพันช์
3.28.2 กรณียึดถือแผ่นปลดวัสดุหรือสตริปเปอร์เพลตเป็นหลัก(Based on stripper plate, ストリッパプレート基準, すとりっぱぷれーときじゅん, ซุโตะริปปะพุเรโตะคิยุง)ในการจับยึดพันช์
3.29 การแตกร้าวที่รอยต่อของบ่าพันช์กับหัวพันช์
3.30 การออกแบบแผ่นดายแบบแผ่นเดียว(Solid type Die Plate, 一体式ダイプレートหรือソリッドタイプダイ, いったいしきだいぷれーとหรือそりっどたいぷだい, อิตไตชิคิดาย-พุเรโตะหรือโซะริดโดะดาย)กับแผ่นดายแบบอินเสิร์ตหรือแบบสอดใส่(insert type, インサートタイプหรือ入れ子式, いんさーとたいぷหรือいれこしき, อินซาโตะไทปุหรืออิเระโคะชิคิ)
3.31 การเกิดรอยตำหนิหรือข้อบกพร่องครูดเป็นทางตามแนวตั้งบนแถบรอยตัดของการตัดเฉือน
3.32 การแตก-บิ่นที่ขอบคมตัดของพันช์ที่มีสาเหตุมาจากการทำเชียร์
3.33 การแตก-บิ่นที่ขอบคมตัดของพันช์หรือดายที่เกิดจากการกำจัดครีบคงเหลือซึ่งเกิดขึ้นในขณะทำการผลิตชิ้นส่วนด้วยกระบวนการเจียระไนอย่างไม่ถูกต้องหรือลืมทำการกำจัดครีบคงเหลือจากการเจียระไน
3.34 การแตก-บิ่นส่วนที่มีสาเหตุจากการเลือกใช้วัสดุทำพันช์กับดายไม่เหมาะสม
3.35 การแตกบิ่น การสึกหรออย่างรุนแรงหรือการแตกหักของพันช์ที่มีสาเหตุจากความหยาบผิวด้านข้างของพันช์
3.36 การแตกหักเสียหายของดายจากปัญหาเศษวัสดุจากการตัดเฉือนอุดตันในรูดาย
3.37 การแตกหักเสียหายของพันช์-ดายจากปัญหาแผ่นชิมหรือสเปเซอร์(shimหรือspacer, シムหรือスペーサ, しむหรือすぺーさ, ชิมมุหรือซุเปซะ)ขัดขวางการลอดผ่านของเศษวัสดุ
3.38 การออกแบบแผ่นชิมหรือสเปเซอร์สำหรับการซ่อมบำรุงแม่พิมพ์
3.38.1 เส้นรอบรูปภายนอกของสเปเซอร์จะต้องมีขนาดน้อยกว่าขนาดเส้นรอบรูปของอินเสิร์ตพันช์หรืออินเสิร์ตดาย
3.38.2 เส้นรอบรูปภายในหรือรูของสเปเซอร์สำหรับอินเสิร์ตดายที่ใช้ตัดเฉือนวัสดุแล้วต้องให้เศษวัสดุตกผ่านลงสู่ด้านล่างได้
3.38.3 แผ่นชิมหรือสเปเซอร์จะต้องออกแบบแล้วทำรูผ่านไว้ภายในด้วย(ในบางกรณี)
3.38.4 แผ่นชิมหรือสเปเซอร์จะต้องทำรูผ่านสำหรับรูหลบส่วนปลายไพลอตพินไว้ภายในด้วย(ในบางกรณี)
3.38.5 ออกแบบให้มีสเปเซอร์ที่มีขนาดความหนา 2 ถึง 4 มิลลิเมตรเป็นแผ่นรองรับที่ต้องจัดวางเอาไว้เป็นแผ่นที่อยู่ด้านล่างสุดของดายแบบสอดใส่หรืออินเสิร์ตดาย
3.38.6 วัสดุสำหรับทำสเปเซอร์ควรใช้ชนิดที่มีความแข็งระหว่าง 55 ถึง 65 HRC(ร็อกเวลล์สเกลซี)ซึ่งหาได้ง่ายและมีจำหน่ายอยู่แล้ว
3.39 การทำพันช์ต้นทุนต่ำอย่างฉุกเฉินขึ้นมาใช้แทนพันช์ที่ขอบคมตัดผลิตด้วยเครื่องเจียระไนรูปร่าง
3.40 ลักษณะข้อบกพร่องที่เครื่องปั๊มเกิดการสะดุดหรือกระตุกเมื่อทำการปั๊มตัดชิ้นงานแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้
3.41 ระยะในการทำเชียร์ที่สัมพันธ์กับเปอร์เซ็นต์กดซึมลึก(Percentage of PenetrationหรือPenetration rate, 食込み率, くいこみりつ, คุอิโคะมิริทซึ)ของวัสดุ
3.42 แรงตัดเฉือนวัสดุที่ลดลงตามระยะในการทำเชียร์กับเคลียแรนซ์ที่ใช้
3.43 การสึกหรอที่ขอบคมตัดของพันช์กับดายทำให้ต้องใช้แรงตัดเฉือนเพิ่มขึ้น
3.44 ลักษณะข้อบกพร่องที่แผ่นปลดวัสดุไม่สามารถปลดแผ่นวัสดุออกได้ภายหลังการตัดเฉือนวัสดุแล้ว
3.45 แรงปลดวัสดุ(Stripping Force, ストリッピング力หรือかす取り力, すとりっぴんぐりょくหรือかすとりりょく, ซุโตะริปปิงเรียคหรือคะซุโทะริเรียค)
3.46 การคำนวณ และเลือกใช้สปริงขดในการปลดวัสดุที่ตัดเฉือน-ขึ้นรูป
3.47 การออกแบบช่องว่างหรือค่าเผื่อในการประกอบเข้ากับสปริง
3.48 การออกแบบจัดวางสปริงของสตริปเปอร์ในโครงสร้างแม่พิมพ์
3.49 ลักษณะข้อบกพร่องซึ่งเกิดขึ้นกับส่วนวัสดุที่ถูกตัด และหรือเกิดขึ้นกับส่วนวัสดุที่ถูกจับยึดด้วยแผ่นปลดวัสดุ
3.50 การออกแบบส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, サンหรือブリッジ, さんหรือぶりっじ, ซังหรือบุริจยิ)ที่เผื่อระหว่างชิ้นงานกับชิ้นงาน ระหว่างชิ้นงานกับขอบวัสดุ และระหว่างชิ้นงานกับส่วนนำพาหรือแคริเออร์
3.51 การออกแบบแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้ของแม่พิมพ์โปรเกรสซีฟว์สำหรับจับยึดส่วนวัสดุที่ผอมบางแล้วยาว
3.52 การออกแบบช่องว่างระหว่างผิวสัมผัสของสตริปเปอร์เพลตเคลื่อนที่ได้กับแผ่นดาย(die plate, ダイプレート, だいぷれーと, ดาย-พุเรโตะ) และหรือกับตัวนำทางวัสดุ(material guideหรือguide bar, 材料ガイド, ざいりょうがいど, ไซเรียวไงโดะ)
3.53 การปรับแก้การเอียงหนีไปทางด้านข้างภายหลังการตัดเฉือนของชิ้นงาน
3.54 การปรับแก้การเอียงบิดหรือการคดเคี้ยวของส่วนนำพา(แคริเออร์)
3.55 เกิดติ่งยื่น เป็นขั้น มีครีบที่สูงกว่าปรกติ และหรือครีบแบบเส้นขนหนวด-เครา
3.56 การต่อที่เข้ากันของแนวเส้นการตัดเฉือนหรือแมตชิง(matching, マッチング, まっちんぐ, มัจจิงงุ)
3.57 การจัดวางชิ้นงาน(Nesting, ネスティング, ねすてぃんぐ, เนซติงงุ)
3.58 การแก้ไขชิ้นงานแอ่นภายหลังการตัดเฉือนโดยใช้วิธีการตัดแยกส่วนร่วมกับการแมตชิง
3.59 เศษตัดหรือเศษวัสดุถูกพันช์ดึงย้อนกลับขึ้นมาบนแผ่นดายภายหลังการตัดเฉือนหรือเกิดปัญหาที่กลับกันคือเศษวัสดุเกิดอุดตันภายในผนังรูดายภายหลังการตัดเฉือน
3.60 การออกแบบช่องหรือรูหลบของดายตัวเมีย(openingหรือdie openingหรือdie reliefหรือslug relief opening, ダイの逃がしหรือオープニングหรือダイオープニングหรือ逃がし穴หรือ落とし穴, だいのにがしหรือおーぷにんぐหรือだいおーぷにんぐหรือにがしあなหรือおとしあな, ดายโนะนิงะชิหรือโอพุนิงงุหรือดายโอพุนิงงุหรือนิงะชิอะนะหรือโอะโตะชิอะนะ)
3.61 ลักษณะข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และแนวทางการแก้ไขแม่พิมพ์ดัดขึ้นรูป(Bending Die, 曲げ型, まげがた, มะเงะงะตะ)
3.62 ชิ้นงานกับแม่พิมพ์ดัดขึ้นรูปโลหะพื้นฐาน
3.63 ลักษณะข้อบกพร่องที่ขนาดของชิ้นงานปั๊มดัดขึ้นรูปที่ได้ไม่ถูกต้อง
3.64 การดีดตัวกลับคืนหรือสปริงแบ็ก(Springback, スプリングバック, すぷりんぐばっく, ซุ-ปริงงุบัคคุ)ภายหลังขึ้นรูปในการดัดขึ้นรูป
3.65 การดีดตัวไปข้างหน้าหรือสปริงโกหรือสปริงอิน(Spring ForwardหรือSpring GoหรือSpring In, スプリングフォワードหรือ スプリングゴーหรือ スプリングイン, すぷりんぐふぉわーどหรือ すぷりんぐごーหรือ すぷりんぐいん, ซุ-ปริงงุโฟวาโดะหรือซุ-ปริงงุโงหรือซุ-ปริงงุอิน)
3.66 การป้องกันการดีดตัวกลับคืนหรือสปริงแบ็กภายหลังการขึ้นรูปวัสดุ
3.67 วิธีการที่เกี่ยวกับเคลียแรนซ์กับความลึกในการดัดขึ้นรูป(clearance and bending depth, クリアランスと噛み合い深さ, くりあらんす と かみあいふかさ, คุเรียรันซุโตะคะมิอายฟุคุซะ)
3.68 วิธีการที่เกี่ยวกับแรงกดที่กระทำในทิศทางตรงกันข้ามกับการขึ้นรูปหรือแรงกระทุ้งดันปลด(Knockout Force, ノックアウト力, のっくあうとりょく, นคเอาโตะเรียค)จากชุดกลไกน็อกเอาต์
3.69 วิธีการที่เกี่ยวกับการตี-กระแทกที่ส่วนก้น(Bottom Striking, 底突き, そこつき, โซะโคะทซึคิ)ของชิ้นงาน
3.70 วิธีการที่เกี่ยวกับการดัดขึ้นรูปมากกว่ามุมดัดที่ต้องการ(Over Bending, オーバーベンド, おーばーべんど, โอบาเบ็นโดะ)ของชิ้นงาน
3.70.1 วิธีการใช้ประโยชน์จากคุณสมบัติความยืดหยุ่นตัวของวัสดุที่จะนำมาดัดขึ้นรูป
3.70.2 วิธีที่ใช้เคลียแรนซ์กับมุมของดาย(clearance and die angle, クリアランスとダイ角度, くりあらんすとだいかくど, คุเรียรันซุโตะดายคะคุโดะ)
3.70.3 วิธีที่ใช้การดัดขึ้นรูปสองครั้ง(2 times bending method, 2度曲げ法, 2どまげほう, นิโดะมะเงะโฮ)กับชิ้นงาน
3.70.4 การดัดขึ้นรูปแกว่งไกว(Swing Bending, スイング曲げ, すいんぐまげ, ซุอิงงุ มะเงะ)
3.71 วิธีการที่เกี่ยวกับการปรับแก้ที่พันช์-ดาย(Setting Method, セッティング法, せっていんぐほう, เซ็ตติงงุโฮ)เพื่อให้ชิ้นงานอยู่ตัว
3.71.1 การปรับแก้การดัดขึ้นรูปชิ้นงานรูปตัววี(V-Bend Setting, v曲げでのセッティング, vまげでのせっていんぐ, บีมะเงะเดะโนะเซ็ตติงงุ)เพื่อให้ชิ้นงานอยู่ตัว
3.71.2 การปรับแก้การดัดขึ้นรูปชิ้นงานรูปตัวยู(U-Bend Setting, u曲げでのセッティング, uまげでのせっていんぐ, ยูมะเงะเดะโนะเซ็ตติงงุ)เพื่อให้ชิ้นงานอยู่ตัว
3.72 วิธีการที่เกี่ยวกับการแก้ไขชิ้นงานด้วยวิธีการดัดขึ้นรูป(bending correction, 曲げ矯正, まげきょうせい, มะเงะเคียวเซ)
3.73 การดัดขึ้นรูปรูปตัวยูที่ต้องการความเที่ยงตรงสูง(High Precision U-Bending, 精度の高いU曲げ, せいどのたかいUまげ, เซโดะโนะตะไคยูมะเงะ)
3.74 แท่งคงความสูงหรือเสาคงความสูง(Height BlockหรือBumper BlockหรือStop BlockหรือStopper PostหรือHigh StopperหรือSetup Block, ハイトブロックหรือバンバーブロックหรือストップブロックหรือストッパポストหรือハイトストッパ , はいとぶろっくหรือばんばーぶろっくหรือすとっぷぶろっくหรือすとっぱぽすとหรือはいとすとっぱ, ไฮโตะ-บรคคุหรือบัมปา-บรคคุหรือซุตป-บรคคุหรือซุตปปะพซโตะหรือไฮโตะ-ซุตปปะ)
3.75 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets, ダイセット, だいせっと, ดายเซ็ตโตะ)
3.75.1 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตแบบเชิงพาณิชย์(Commercial die sets)
3.75.2 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตแบบเที่ยงตรง(Precision die sets)
3.75.3 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตแบบบอลแบริง(Ball-bearing die sets)
3.76 การดัดขึ้นรูปชิ้นงานด้วยแรงที่ไม่สมดุล
3.77 การดัดขึ้นรูปรูปตัวแอลจากวัสดุที่มีความแข็งแกร่งหรือความแข็งเกร็ง(rigidityหรือstiffness, 剛性, ごうせい, โงเซ)น้อยแล้วมีรูปร่างบอบบาง
3.78 การดัดขึ้นรูปที่ทำให้ระยะระหว่างศูนย์กลางของรูในชิ้นงานไม่ถูกต้อง
3.79 การดัดขึ้นรูปชิ้นงานรูปตัวยูที่ทำให้ระยะความสูงของชิ้นงานสูงเกินไป
3.80 การดัดขึ้นรูปชิ้นงานรูปตัวยูที่ความสูงในการดัดไม่มีความเสถียร
3.81 ลักษณะข้อบกพร่องที่ขอบของชิ้นงานแยกออกหรือปริออกภายหลังการดัดขึ้นรูป
3.82 การเคลือบผิวระดับเพชร-คาร์บอน(Diamond-Like Carbonหรือdlc, ダイヤモンド状炭素 หรือ ダイヤモンドライクカーボン , だいやもんどじょうたんそหรือだいやもんどらいくかーぼん, ไดยะมนโดะโยตันโซะหรือไดยะมนโดะ-ไรคาบน)
3.83 ลักษณะข้อบกพร่องที่ขอบของชิ้นงานโค้งงอในชิ้นงานที่ผ่านการขึ้นรูปแล้ว
3.84 ลักษณะข้อบกพร่องรอยแตกที่แนวเส้นในการดัดขึ้นรูป
3.85 ลักษณะข้อบกพร่องอื่นๆกับแนวคิดในการแก้ไขปัญหาในการดัดขึ้นรูป
3.86 กรณีที่ชิ้นงานดัดขึ้นรูปมีความสูงของส่วนดัดขึ้นรูปเมื่อเทียบกับความหนาของวัสดุแล้วมีค่าน้อย
3.87 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัววีแตกร้าวตามแนวเส้นการดัดขึ้นรูป
3.88 กรณีที่ชิ้นงานดัดขึ้นรูปกับแม่พิมพ์ไม่สอดคล้องกันในการปฏิบัติงาน
3.89 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัวยูเกิดความเบี่ยงเบนของขอบชิ้นงาน
3.90 กรณีที่แม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวยูอ่อนแอ
3.91 กรณีที่แม่พิมพ์ดัดขึ้นรูปมีโครงสร้างที่อ่อนแอแล้วไม่เหมาะต่อการดัดขึ้นรูปชิ้นงาน
3.92 กรณีที่ชิ้นงานดัดขึ้นรูปรูปร่างเรียวเสียรูปภายหลังการดัดขึ้นรูป
3.93 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัวยูซึ่งมีส่วนปลายที่ยื่นออกมาแล้วเสียรูปไปภายหลังการดัดขึ้นรูป
3.94 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัววีมีขอบชิ้นงานไม่เท่ากันทั้งขอบที่อยู่ด้านเดียวกัน และขอบที่อยู่ด้านตรงข้ามกัน
3.95 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัววีหมุนหรือบิดตัวไปตามแนวความยาวของชิ้นงาน
3.96 อัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์(Plastic Strain Ratioหรือr Value, 塑性ひずみ比หรือ塑性ひずみ率หรือr値, そせいひずみひหรือそせいひずみりつหรือrち, โซะเซฮิซึมิฮิหรือโซะเซฮิซึมิริทซึหรืออาจิ)
3.97 การแก้ไขปัญหาในชิ้นงานดัดขึ้นรูปที่มีสาเหตุมาจากอัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์ของโลหะ
3.98 แนวคิดอื่นๆที่สามารถประยุกต์ใช้ได้กับการดัดขึ้นรูปชิ้นงานในลักษณะต่างๆ
3.99 ลักษณะข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และแนวทางการแก้ไขแม่พิมพ์ดึงขึ้นรูป(Drawing Die, 絞り型, しぼりがた, ชิโบะริงะตะ)
3.100 การออกแบบ-จัดวางลำดับขั้นตอนต่างๆในการดึงขึ้นรูป
3.101 การดึงขึ้นรูปลึก(Deep Drawing, 深絞り, ふかしぼり, ฟุคะชิโบะริ)
3.102 สภาวะที่เกิดขึ้นในระหว่างการดึงขึ้นรูปชิ้นงานแบบรูปถ้วยจากโลหะแผ่น
3.103 คุณลักษณะทั่วไปกับข้อบกพร่องของชิ้นงานดึงขึ้นรูปแบบรูปถ้วย
3.104 ความหนาของผนัง(Wall Thickness, 側壁板厚, そくへきいたあつ, ซคเฮะคิอิตะอัทซึ)
3.105 ลักษณะรอยคล้ายผิวเปลือกส้ม(Orange Peel, オレンジピールหรือみかん膚, おれんじぴーるหรือみかんはだ, โอะเร็นยิพีรุหรือมิคังฮะดะ)
3.106 ส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳หรือイヤリング, みみหรือいやりんぐ, มิมิหรือเอียริงงุ)
3.107 รอยขีดข่วน(Scratch, スクラッチหรือスクラッチ傷, すくらっちหรือすくらっちきず, ซุครัจจิหรือซุครัจจิคิซึ) รอยถลอก(Scoring, スコアリング, すこありんぐ, ซุ-คอริงงุ) รอยเสียดสี(Galling, カジリ, かじり, คะยิริ)
3.108 ความเครียดภายหลังการถูกดึงยืด(Stretcher StrainหรือLüder’s Lines, 応力-ひずみหรือストレッチャストレインหรือリューダース線, おうりょく-ひずみหรือすとれっちゃすとれいんหรือりゅーだーすせん, โอเรียคฮิซึมิหรือซุเตร็ชยะซุโตะเรนหรือรีวดาเซ็น)
3.109 รอยเงามันวาว(Burnishing, バニシング, ばにしんぐ, บะนิชชิงงุ)
3.110 การดีดตัวกลับคืนหรือสปริงแบ็ก(Springback, スプリングバック, すぷりんぐばっく, ซุ-ปริงงุบัคคุ)ภายหลังการขึ้นรูปในการดึงขึ้นรูป
3.111 ปัจจัยที่มีอิทธิพลต่อการเกิดรอยตำหนิหรือข้อบกพร่อง(defect, 欠点หรือ欠陥หรือ不良, けってんหรือけっかんหรือふりょう, เค็ตเต็งหรือเค็คคังหรือฟุเรียว)ในชิ้นงานดึงขึ้นรูป
3.111.1 ปัจจัยหลักที่1 รูปร่างชิ้นงานหรือผลิตภัณฑ์(product shape, 製品形状, せいひんけいじょう, เซฮิงเคโย)
3.111.2 ปัจจัยหลักที่2 แม่พิมพ์ดึงขึ้นรูป(Drawing Die, 絞り金型, しぼりかながた, ชิโบะริคะนะงะตะ)
3.111.3 ปัจจัยหลักที่3 สภาวะในการปั๊มหรือดึงขึ้นรูป(stamping or drawing condition, プレス加工条件, ぷれすかこうじょうけん, พุเร็ซซุคะโคโยเค็ง)
3.111.4 ปัจจัยหลักที่4 คุณสมบัติของวัสดุที่ใช้ปั๊มตัดเฉือน-ขึ้นรูป(stamping material properties, プレス加工用材料の性質, ぷれすかこうようざいりょうのせいしつ, พุเร็ซซุคะโคโยไซเรียวโนะเซชิทซึ)
3.112 แคนนิงหรือออยล์แคนนิง(CanningหรือOil Canning, キャニングหรือオイルキャニングหรือベコหรือペコツキ, きゃにんぐหรือおいるきゃにんぐหรือべこหรือぺこつき, แคนนิงงุหรือโอยรุแคนนิงงุหรือเบะโคะหรือเบะโคะทซึคิ)
3.113 ชื่อเรียกส่วนต่างๆของชิ้นงานดึงขึ้นรูป
3.114 การเกิดการแตก-ฉีกขาดกับการเกิดรอยยับย่นในชิ้นงานดึงขึ้นรูป
3.115 ส่วนสำคัญๆของแม่พิมพ์ดึงขึ้นรูปที่มีอิทธิพลต่อคุณภาพ(Quality, 品質, ひんしつ, ฮินชิทซึ)ของชิ้นงาน
3.116 การดึงขึ้นรูปที่มีการให้ความร้อนกับแผ่นแบลงก์เพื่อเพิ่มขีดจำกัดของอัตราส่วนการดึงขึ้นรูปของวัสดุ
3.117 สิ่งที่ต้องคำนึงถึงในการดึงขึ้นรูปชิ้นงานรูปทรงต่างๆ
3.118 ลักษณะข้อบกพร่องที่เกิดรอยที่ด้านข้างชิ้นงานดึงขึ้นรูป
3.119 เปอร์เซ็นต์การลดลงในการดึงขึ้นรูป(Reduction percentageหรือPercentage of Reduction)
3.120 ลักษณะข้อบกพร่องที่ชิ้นงานดึงขึ้นรูปฉีกขาดหรือปริแตก
3.121 อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)
3.122 อัตราส่วนการดึงขึ้นรูป(Drawing Ratio, 絞り比, しぼりひ, ชิโบะริฮิ)
3.123 ความหนาสัมพัทธ์(relative thicknessหรือrelative plate thickness หรือrelative sheet thickness, 相対板厚, そうたいいたあつ, โซไตอิตะอัทซึ)
3.124 อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)ที่แนะนำ
3.125 การคำนวณหาจำนวนครั้งในการดึงขึ้นรูปที่เหมาะสมวิธีที่ 1
3.126 การคำนวณหาจำนวนครั้งในการดึงขึ้นรูปที่เหมาะสมวิธีที่ 2
3.127 อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)ที่ใช้กับแผ่นวัสดุกลุ่มเหล็กอ่อน สเตนเลส และทองเหลืองอ่อน
3.128 รัศมีของพันช์หรือรัศมีของบ่าพันช์ดึงขึ้นรูป(Drawing Punch Radius, 絞りのパンチ肩半径, しぼりのぱんちかたはんけい, ชิโบะริโนะพันจิคะตะฮังเค)
3.129 การแตก-ร้าวภายหลังผ่านการดึงขึ้นรูปไปแล้วช่วงระยะเวลาหนึ่ง(Season Crack, 置き割れหรือシーズンクラックหรือ時期割れ, おきわれหรือしーずんくらっくหรือじきわれ, โอะคิวะเระหรือชีซึนครัคคุหรือยิคิวะเระ)
3.130 ลักษณะข้อบกพร่องที่ชิ้นงานรูปทรงกระบอกมีการแตก-ฉีกขาดของเนื้อโลหะแล้วมีรอยลากเป็นเงาสุกใสที่แนวขอบของชิ้นงาน
3.131 ลักษณะข้อบกพร่องที่เนื้อโลหะแตก-ฉีกขาดหรือส่วนด้านล่างของชิ้นงานขาดแยกออกเมื่อทำการดึงขึ้นรูปซ้ำ(Redrawing, 再絞り, さいしぼり,ไซชิโบะริ)
3.132 ลักษณะข้อบกพร่องที่เกิดรอยยับย่น(Wrinkle, 皺, しわ, ชิวะ)ที่ขอบของชิ้นงานหรือที่ผนังของชิ้นงานดึงขึ้นรูป
3.133 เปรียบเทียบความหนาสัมพัทธ์ของแผ่นวัสดุที่มีความหนา 1 มิลลิเมตรกับ 0.1 มิลลิเมตรที่มีผลต่อการดึงขึ้นรูป
3.134 ลักษณะข้อบกพร่องที่เกิดผิวไม่สม่ำเสมอ มีความสูง-ต่ำแตกต่างกันหรือเบ้ไปทางใดทางหนึ่งในชิ้นงานดึงขึ้นรูปทรงกระบอกที่ปราศจากขอบชิ้นงาน
3.135 ลักษณะข้อบกพร่องที่ขนาดความหนาของผนังชิ้นงานภายหลังการดึงขึ้นรูปแล้วมีความแตกต่างกันหรือมีรูปร่างเป็นเรียว
3.136 ค่าเคลียแรนซ์ในการดึงขึ้นรูป(Drawing Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)
3.137 รัศมีของดายหรือรัศมีของบ่าดายดึงขึ้นรูป(Drawing Die Radius, 絞りのダイ肩半径, しぼりのだいかたはんけい, ชิโบะริโนะดายคะตะฮังเค)
3.138 การตี-กระแทกซ้ำให้ได้ขนาดหรือรี-สไตรค์กิง(RestrikingหรือRestrike Drawing, リストライクหรือリストライキングหรือ整形絞り, りすとらいくหรือりすとらいきんぐหรือせいけいしぼり, ริซุโตะไรคุหรือริซุโตะไรคิงงุหรือเซเคชิโบะริ)
3.139 การกำหนดความสูงในการดึงขึ้นรูป(Depth of Drawing Determination, 絞りの絞り高さを決める, しぼりのしぼりたかさをきめる, ชิโบะริโนะชิโบะริทะคะซะโวะคิเมะรุ)
3.140 ลักษณะข้อบกพร่องที่เกิดแนวริ้ว-เส้น ทำให้ชิ้นงานดึงขึ้นรูปรูปสี่เหลี่ยมผืนผ้าหรือรูปร่างที่ไม่สมมาตรกันมีผิวที่ไม่ราบเรียบ
3.141 ลักษณะข้อบกพร่องที่เกิดการฉีกขาดหรือแตกหักเสียหายของโบลต์ที่ยึดพันช์หรือดายดึงขึ้นรูปในขณะปั๊มขึ้นรูป
3.142 ลักษณะข้อบกพร่องในการทำงานของตัวจับยึดแผ่นแบลงก์หรือตัวจับยึดวัสดุหรือตัวยึด(ไบเดอร์)หรือตัวจ่ายแรงดัน(แพด)(blankholderหรือbinderหรือpad, ブランクホルダーหรือブランクホルダหรือ皺押さえ(しわ押え)หรือパッド, ぶらんくほるだーหรือぶらんくほるだหรือしわおさえหรือぱっど, บุรังคุโฮะรุดาหรือบุรังคุโฮะรุดะหรือชิวะโอะซะเอะหรือพัดโดะ)หยุดหรือสิ้นสุดลงในขณะที่พันช์เพิ่งเริ่มเคลื่อนที่ขึ้นรูปแล้วก็ยังอยู่ทางด้านบนของช่วงชักในการปั๊มดึงขึ้นรูปชิ้นงาน
3.143 ลักษณะข้อบกพร่องที่ริมหรือปากชิ้นงานรูปทรงกระบอกเกิดรอยยับย่น(Lip of drawn cup be Wrinkle, 口辺シワ, こうへんしわ, โคเฮ็นชิวะ)
3.144 ลักษณะข้อบกพร่องแบบรอยยับย่นที่ผนังกับลำตัว(Wall and Body Wrinkle, 側壁シワとボデーシワ, そくへきしわとぼーでーしわ, ซคเฮะคิโตะโบะเดชิวะ)ของชิ้นงานดึงขึ้นรูป
3.145 ลักษณะข้อบกพร่องที่ผนังดึงขึ้นรูปเป็นรอยวงแหวนเป็นขั้นๆหรือรอยห่วงเป็นขั้นๆหรือรอยแนวเส้นจากการกระชากดึงขึ้นรูป(Step RingหรือShock MarkหรือShock Line, 側壁のリングマークหรือショックマークหรือショックライン, そくへきのりんぐまーくหรือしょっくまーくหรือしょっくらいん, ซคเฮะคิโนะริงมาคุหรือชคคุมาคุหรือชคคุไรน์)
3.146 ลักษณะข้อบกพร่องของชิ้นงานดึงขึ้นรูปที่มีส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳, みみ, มิมิ)
3.147 อัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์(Plastic Strain Ratioหรือr Value,塑性ひずみ比หรือ塑性ひずみ率หรือr値, そせいひずみひหรือそせいひずみりつหรือrち, โซะเซฮิซึมิฮิหรือโซะเซฮิซึมิริทซึหรืออาจิ)
3.148 ค่าอาร์กับส่วนยืดออกมาเป็นหูหรือเอียริงของชิ้นงาน
3.149 วัสดุไอโซทรอปี(Isotropy Material, 等方性材料หรือ等方性物質, とうほうせいざいりょうหรือとうほうせいぶっしつ, โทโฮเซไซเรียวหรือโทโฮเซบุชชิทซึ)
3.150 ค่าอาร์เฉลี่ยหรืออัตราส่วนความเครียดในช่วงพลาสติกเฉลี่ย(Average Plastic Strain Ratio, 平均塑性ひずみ比, へいきんそせいひずみひ, เฮคิงโซะเซฮิซึมิฮิ)
3.151 การออกแบบหรือการแก้ไขเพื่อลดปัญหาของส่วนยืดออกมาเป็นหูหรือเอียริงของชิ้นงานดึงขึ้นรูป
3.152 การขริบตัดขอบ(Trimming, トリミングหรือ縁切り, とりみんぐหรือえんきり, โทะริมมิงงุหรือเอ็งคิริ)
3.153 การขริบตัดขอบด้วยแม่พิมพ์ส่ายขริบตัดขอบหรือแม่พิมพ์ชิมมี-ทริมมิง(Trimming with Brehm’s Shimmy Dies®)
3.154 การหนีบขริบตัดขอบ(Pinch Trimming, ピンチ・トリミング, ぴんち・とりみんぐ, พินจิโทะริมมิงงุ)
3.155 ลักษณะข้อบกพร่องที่มีการเสียรูปร่างของผนังชิ้นงานดึงขึ้นรูป(Wall deformation, 絞り側壁の変形, しぼりそくへきのへんけい, ชิโบะริซคเฮะคิโนะเฮ็งเค)
3.156 เกิดรอยของตัวกระทุ้งดันปลดหรือรอยของน็อกเอาต์ซึ่งยุบเป็นแอ่งในบริเวณส่วนก้นของชิ้นงานดึงขึ้นรูป
3.157 ชิ้นงานเกิดทั้งรอยยับย่นกับการแตก-ฉีกขาดภายในชิ้นงานดึงขึ้นรูปเดียวกัน
3.158 ขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูป(Deformation LimitหรือLimiting Drawing RatioหรือLDR, 限界絞り比, げんかいしぼりひ, เง็งไคชิโบะริฮิ)ของวัสดุ
3.159 การเพิ่มค่าขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูปของวัสดุ
3.160 การคำนวณหาขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้
3.161 การคำนวณหาขนาดของแผ่นแบลงก์จากพื้นที่ผิวหรือพื้นที่ของชิ้นงาน
3.162 การคำนวณหาขนาดของแผ่นแบลงก์จากปริมาตรของชิ้นงาน
3.163 การหาขนาดแผ่นแบลงก์หรือขนาดแผ่นคลี่ของชิ้นงานดึงขึ้นรูปรูปทรงถ้วย(Blank size of a drawn shellหรือBlank development for cylindrical shell, 絞り製品のブランク寸法の求め方หรือ絞りのブランク展開หรือ絞り製品のブランク寸法, しぼりせいひんのぶらんくすんぽうのもとめかたหรือしぼりのぶらんくてんかいหรือしぼりせいひんのぶらんくすんぽう, ชิโบะริเซฮิงโนะบุรังคุ-ซุมโปโนะโมะโตะเมะคะตะหรือชิโบะริโนะบุรังคุ-เท็งไคหรือชิโบะริเซฮิงโนะบุรังคุ-ซุมโป)
3.164 ตัวอย่างการคำนวณหาขนาดแผ่นแบลงก์จากชิ้นงานรูปทรงกระบอกแบบไม่มีหน้าแปลนหรือไร้ขอบ
3.165 ตัวอย่างการคำนวณหาขนาดแผ่นแบลงก์จากชิ้นงานรูปทรงกระบอกแบบมีหน้าแปลนหรือชิ้นงานรูปทรงกระบอกแบบมีขอบ
3.166 รูปแบบขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้(Blank size, ブランク寸法, ぶらんくすんぽう, บุรังคุ-ซุมโป)
3.167 ขนาดความหนาของขอบชิ้นงานที่ผ่านการดัดหรือดึงขึ้นรูปแตกต่างกัน
3.168 ส่วนขอบของชิ้นงานดึงขึ้นรูปไหลเคลื่อนตัวไปตามแนวแกนของชิ้นงาน
3.169 เกิดรอยยับย่นเป็นลอนที่ผิวของชิ้นงานดึงขึ้นรูปรูปทรงกระบอกที่ผ่านการดึงขึ้นรูปซ้ำ
3.170 เกิดรอยยับย่นที่ขอบของชิ้นงานแล้วเกิดการโก่งหรือเกิดรอยย่นเป็นลอนบนผนังของชิ้นงานดึงขึ้นรูปรูปทรงสี่เหลี่ยมผืนผ้าหรือรูปทรงที่ไม่สมมาตรกัน
3.171 ส่วนล่างหรือก้นของชิ้นงานทรงกระบอกหรือรูปถ้วยที่ผ่านการดึงขึ้นรูปแล้วไม่เรียบ
3.172 การแก้ไข-ปรับปรุงคุณภาพผิวงานขั้นสำเร็จด้วยการขัดแต่ง(แลปปิง) และหรือการขัดเงา(โพลิชชิง)ในงานแม่พิมพ์
3.173 กระบวนการเพิ่มคุณสมบัติผิว(Surface Treatment, 表面処理, ひょうめんしょり, เฮียวเม็งโชะริ)
3.174 ดัชนีวัดขีดความสามารถหรือสมรรถนะของกระบวนการแบบซีพีหรือดัชนีซีพี(cp Indexหรือcp Process Capability Index, Cp工程能力指数, Cpこうていのうりょくしすう, ชีพีโคเตโนเรียคชิซู)กับดัชนีวัดขีดความสามารถหรือสมรรถนะของกระบวนการแบบซีพีเคหรือดัชนีซีพีเค(Cpk Indexหรือcpk Process Capability Index, Cpk工程能力指数, Cpk こうていのうりょくしすう, ชีพีเคโคเตโนเรียคชิซู)
3.175 รายงานการทดลองแม่พิมพ์
บทที่ 4 การพัฒนาในงานติดตั้งแม่พิมพ์
4.1 ขั้นตอนสำคัญๆที่แนะนำว่าควรต้องกระทำในการเตรียม-ติดตั้งแม่พิมพ์ใดๆ
4.1.1 ต้องสวมใส่หรือใช้อุปกรณ์ป้องกันอันตรายตามกฎความปลอดภัยไว้ก่อน(Safety First, 安全第一, あんぜんだいいち, อันเซ็นไดอิจิ)
4.1.2 เตรียมสิ่งของ-อุปกรณ์ทุกอย่างให้พร้อมสำหรับการนำมาใช้งานติดตั้งแม่พิมพ์ลูกถัดไปได้ทันที
4.1.3 ขัดพื้นผิวหน้าของแผ่นโบลสเตอร์กับผิวหน้าของแรมหรือสไลด์
4.1.4 จัดให้ได้ความขนานกัน(parallelism, 平行度, へいこうど, เฮโคโดะ)ของอุปกรณ์คลายม้วนวัสดุ ม้วนวัสดุ แม่พิมพ์โปรเกรสซีฟว์ เครื่องปั๊ม และหรืออุปกรณ์อื่นๆ
4.1.5 การกำหนดตำแหน่งขอบของส่วนปลายแถบวัสดุที่ป้อนเข้าสู่แม่พิมพ์ในช่วงแรก
4.1.6 การปรับระดับความสูงของการป้อนส่ง(Feeding LevelหรือflหรือPass Line, 送りレベルหรือフィードレベルหรือ送り高さหรือ送り線高さหรือパスライン, おくりれべるหรือふぃーどれべるหรือおくりたかさหรือおくりせんたかさหรือぱすらいん , โอะคุริเระเบะรุหรือฝีโดะเระเบะรุหรือโอะคุริทะคะซะหรือโอะคุริเซ็งทะคะซะหรือพัซซุไรน์)วัสดุเข้าสู่แม่พิมพ์ที่เครื่องปั๊มกับอุปกรณ์ป้อนส่งวัสดุให้เหมาะกับแม่พิมพ์
4.1.7 ตรวจยืนยันการคลายการจับยึด(releasing, リリーシング, りりーしんぐ, ริรีชิงงุ)แถบวัสดุของอุปกรณ์ป้อนส่งวัสดุให้ถูกต้อง
4.1.8 ตรวจยืนยันความสูงปิดของแม่พิมพ์หรือดายไฮต์หรือดายชัตไฮต์(Die HeightหรือDie Shut Height, ダイハイトหรือダイシャットハイト, だいはいとหรือだいしゃっとはいと, ดายไฮโตะหรือดาย-ชยัตไฮโตะ)
4.1.9 เก็บสิ่งของ-อุปกรณ์ทั้งหมดที่ใช้งานแล้ว รวมถึงแม่พิมพ์ วัสดุ และสิ่งใดๆที่ใช้กับแม่พิมพ์ลูกก่อนหน้าเข้าที่ตำแหน่งจัดเก็บให้พร้อมสำหรับนำมาใช้ในครั้งถัดไป
4.2 แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบเปลี่ยน-ติดตั้งเร็วหรือแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว{Quick Die Change type dies, QDCプレス金型หรือクイックダイチェンジ(QDC)金型หรือ迅速交換金型, QDCぷれすかながたหรือくいっくだいちぇんじ(QDC)かながたหรือじんそくこうかんかながた, คิวดีชี พุเร็ซซุ-คะนะงะตะหรือคุอิค-ดายเจ็นยิ(คิวดีชี)คะนะงะตะหรือยินซคคุโคคังคะนะงะตะ}
4.3 ชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็ว(Quick Die Change unit)
4.4 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต “Die-Matic System(ダイ-マチックシステム)”
4.5 ข้อดีของชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต Die-Matic System(ダイ-マチックシステム)
4.6 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว(QDC die setup, QDC金型段取り, QDCかながただんどり, คิวดีชีคะนะงะตะดันโดะริ)
4.7 แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบเปลี่ยน-ติดตั้งเร็วหรือแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว{Quick Die Change type dies, QDCプレス金型หรือクイックダイチェンジ(QDC)金型หรือ迅速交換金型, QDCぷれすかながたหรือくいっくだいちぇんじ(QDC)かながたหรือじんそくこうかんかながた, คิวดีชี พุเร็ซซุ-คะนะงะตะหรือคุอิค-ดายเจ็นยิ(คิวดีชี)คะนะงะตะหรือยินซคคุโคคังคะนะงะตะ} สามารถออกแบบแล้วผลิตด้วยเวลาสั้นๆได้
4.8 การพัฒนาไปสู่การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ได้ภายใน 1 นาทีด้วยการสัมผัส
4.9 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วด้วยสัมผัสเดียว(One Touch Exchange of Dieหรือoted, 金型のワンタッチ交換, かながたのわんたっちこうかん, คะนะงะตะโนะ วันทัจจิโคคัง)
4.10 4 หลักการในการไคเซ็น(4 Improvement Principlesหรือ4 Kaizen Principles, 改善の4原則, かいぜんのよんげんそく, ไคเซ็นโนะยงเง็นซคคุ)โดยยังไม่ต้องลงทุน
4.11 การติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)กับการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)
4.12 กิจกรรมหรือลักษณะการทำงานที่ทำให้เกิดความสูญเสียในกระบวนการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์
4.12.1 ไม่มีรายการตรวจสอบหรือใบตรวจสอบ(ChecklistหรือCheck Sheet, チェックリストหรือチェックシート, ちぇっくりすとหรือちぇっくしーと, เจ็คคุริซโตะหรือเจ็คคุชีโตะ)
4.12.2 ไม่มีเครื่องมือตรวจวัดพื้นฐาน
4.12.3 ไม่มีการออกแบบ-จัดทำคู่มือในการเปลี่ยนหรือสับเปลี่ยนชิ้นส่วนแม่พิมพ์
4.12.4 ไม่มีระบบการผลิตที่สัมพันธ์กับระบบการซ่อมบำรุงแม่พิมพ์
4.12.5 ไม่มีการนำข้อมูล การจดบันทึกผลการตรวจสอบ-ตรวจวัดด้านคุณภาพซึ่งเป็นข้อมูลเชิงสถิติในการใช้แม่พิมพ์มาใช้งาน
4.12.6 ไม่มีการจดบันทึกเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ เดินเครื่องผลิตชิ้นงาน เวลาหยุดเครื่องปั๊มเนื่องจากสาเหตุต่างๆ
4.12.7 ไม่มีอุปกรณ์-เครื่องมือที่ถูกต้อง และหรือเพียงพอสำหรับการติดตั้งแม่พิมพ์
4.13 เทคนิคทางด้านวิศวกรรมอุตสาหการ(Industrial Engineering technicหรือI.E. technic, アイイーの技術หรือインダストリアル・エンジニアリングの技術, あいいーのぎじゅつหรือいんだすとりある・えんじにありんぐのぎじゅつ, ไออีโนะงิยุทซึหรืออินดัซซุโตะเรียรุ เอ็นยิเนียริงงุโนะงิยุทซึ)กับการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์
4.14 ขั้นที่ 1 จดบันทึกกิจกรรมต่างๆในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์เดิมเพื่อแยกกลุ่มของกิจกรรมการติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)กับการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)
4.15 ขั้นที่ 2 แยกกิจกรรมการติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)กับการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)แล้วจัดลำดับการทำงานใหม่
4.16 ขั้นที่ 3 พัฒนากิจกรรมการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ให้กระชับยิ่งขึ้นด้วยการลดหรือกำจัด รวมแล้วทำให้ง่ายขึ้น
4.17 ขั้นที่ 4 กำจัดการปรับแก้ใดๆในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ให้น้อยลง
4.18 กรณีตัวอย่างที่ทำให้เวลาในการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ลดลงไม่สามารถทำได้หรือทำได้ยาก
4.18.1 กรณีตัวอย่างแม่พิมพ์มีโครงสร้างไม่เหมาะสมหรือมีโครงสร้างที่เลว
4.18.2 กรณีตัวอย่างที่ไม่มีการจัดเตรียมทำแผ่นชิมหรือสเปเซอร์(shimหรือspacer, シムหรือスペーサ, しむหรือすぺーさ, ชิมมุหรือซุเปซะ)เอาไว้ล่วงหน้า
4.19 กิจกรรมโลจิสติกส์(logistics, 物流, ぶつりゅう, บุทซึรีว)ในงานที่ใช้แม่พิมพ์ในการผลิต
4.20 ระบบการผลิตอัตโนมัติ(automatic processing system, 自動加工システム, じどうかこうしすてむ, ยิโดคะโคชิซเต็มมุ)
4.21 ข้อดีของงานอัตโนมัติ
4.22 ข้อเสียของงานอัตโนมัติ
4.23 ระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ(Automatic Die Storage and Retrieval SystemsหรือAutomatic Storage and Retrieval SystemsหรือAS/RS, 自動倉庫หรือ自動倉庫システム, じどうそうこหรือじどうそうこしすてむ, ยิโดโซโคะหรือยิโดโซโคะชิซเต็มมุ)
4.24 สามารถลดเนื้อที่ที่จำเป็นสำหรับการจัดเก็บแม่พิมพ์ลงได้เป็นอย่างมาก
4.25 เพิ่มความปลอดภัยด้วยชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้น
4.26 เพิ่มสภาพแวดล้อมในการทำงานได้ด้วยการใช้ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้น
4.27 กำจัดเวลาสูญเสียด้วยการใช้ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้น
4.28 เพิ่มคุณภาพด้วยการใช้ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้น
บทที่ 5 เทคโนโลยีที่ทันสมัยในอุตสาหกรรมแม่พิมพ์
5.1 เครื่องปั๊มเซอร์โวหรือเครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุม(Servo Press, サーボプレス, さーぼぷれす, ซาโบะ-พุเร็ซซุ)
5.2 แนะนำเครื่องปั๊มเซอร์โวเบื้องต้น
5.3 กลไกของมอเตอร์เซอร์โวหรือกลไกของมอเตอร์ช่วยควบคุม(Servomotor mechanics)
5.4 ความยืดหยุ่น-เปลี่ยนแปลงได้(flexibility)
5.5 ข้อดีของการขับเคลื่อนแบบมีตัวช่วยควบคุม(Servo-Drive advantages)
5.5.1 การเคลื่อนที่ของแรมหรือสไลด์(slide motion, スライドモーション, すらいどもーしょん, ซุไรโดะโมชน)
5.5.2 คุณภาพชิ้นงาน(part quality)
5.5.3 อายุการใช้งานของเครื่องปั๊ม และแม่พิมพ์(Press and Tool life)
5.5.4 ความแม่นยำ(accuracy)
5.6 ข้อดีของเครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุมหรือเครื่องปั๊มเซอร์โว(The Servo Press advantage)
5.7 ข้อดีหลักที่สำคัญของเครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)”
5.8 ข้อดีอื่นๆของการเคลื่อนที่แบบฟรีโมชันหรือการเคลื่อนที่อย่างไม่มีข้อจำกัด
5.8.1 การเคลื่อนที่ย้อนหรือการเคลื่อนที่ถอยหลังของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.8.2 การเปลี่ยนแปลงความเร็ว ความเร่ง(acceleration) และการลดความเร่งหรือความหน่วง(deceleration)ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.8.3 ฟังก์ชันการหยุดนิ่ง-ไม่เคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.8.4 เบาะซึมซับแรงแม่พิมพ์(Die Cushion)
5.9 ตัวอย่างของการเขียนชุดคำสั่งหรือโปรแกรมควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.9.1 การเคลื่อนที่แบบข้อต่อนิ้วมือหรือการเคลื่อนที่แบบนักเกิล(Knuckle)
5.9.2 การเคลื่อนที่ที่ให้ความเร็วช้าลง(slowdown)
5.9.3 การเคลื่อนที่ที่มีช่วงชักสั้นๆซึ่งให้ความเร็วที่สูงกว่า(Short Stroke, Higher Speed)
5.9.4 การเคลื่อนที่ที่มีการหยุดพักรอที่จุดศูนย์ตายล่าง(Dwell at BDC)
5.9.5 การเคลื่อนที่ที่ส่งกำลังแบบข้อเหวี่ยง(Crank Motion)
5.10 ข้อดีของการเคลื่อนที่แบบไปข้างหน้า/ย้อนกลับ(advantages of FWD/REV motion)
5.11 ชื่อเรียกของรูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.12 การใช้พลังงานในเครื่องปั๊มเซอร์โว
5.13 ผลดีที่เกิดขึ้นจากความสามารถของเครื่องปั๊มเซอร์โว
5.14 ข้อเสียของเครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุมหรือเครื่องปั๊มเซอร์โว(The Servo Press disadvantage)
5.15 ระบบขับเคลื่อนส่งกำลังของเครื่องปั๊มเซอร์โว(Servo Press-drive systems)
5.16 การขับเคลื่อนส่งกำลังแบบเกลียวหรือบอลสกรู(screw or ball screw, drive)
5.17 การขับเคลื่อนส่งกำลังแบบข้อต่อหรือแบบลิงก์ร่วมกับเกลียว(Screw and Link drive)
5.18 การขับเคลื่อนส่งกำลังด้วยเฟืองโดยตรง(Direct Driven Gear drive)
5.19 การขับเคลื่อนส่งกำลังด้วยเพลาหมุนขับโดยตรง(Direct Driven Spindle drive)
5.20 การขับเคลื่อนส่งกำลังเชิงเส้น(Linear Drive)
5.21 การปั๊มขึ้นรูปชิ้นงานที่อุณหภูมิห้อง และการปั๊มขึ้นรูปชิ้นงานที่อุณหภูมิสูงกว่าปรกติด้วยเครื่องปั๊มเซอร์โว(Forming at room temperature, elevated temperatures by Servo Press)
5.22 การปั๊มขึ้นรูปชิ้นงานที่อุณหภูมิห้อง(Forming at room temperature)
5.23 การปั๊มขึ้นรูปชิ้นงานที่อุณหภูมิสูงกว่าปรกติ(Forming at elevated temperatures)
5.24 เครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุมหรือเครื่องปั๊มเซอร์โวในระบบการผลิต(Servo Presses in a system)
5.25 อุปกรณ์อัตโนมัติ(Automation equipment)
5.26 การส่งผ่าน(transfers)
5.27 การปั๊มตีซ้ำหลายๆครั้ง(Multistroke)
5.28 การปั๊มชิ้นงานเที่ยงตรงจิ๋วระดับไมครอน(Precision Micro Stamping)
5.29 การบรรจบเข้าด้วยกันกลายเป็นการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานจิ๋ว
5.30 จุลภาคหรือขนาดจิ๋วคืออะไร(What is micro?)
5.31 ปัจจัยสำคัญที่มาบรรจบเข้าด้วยกันในการปั๊มตัดเฉือน-ขึ้นรูป
5.32 ปัจจัยสำคัญอันดับที่ 1 การนิยามหรือให้ความหมายในเชิงรุกของคำว่าขนาดจิ๋ว และความซับซ้อน(Aggressive Definitions Of Micro And Complex)
5.33 จุลภาคหรือขนาดจิ๋วคืออะไร?
5.34 ความซับซ้อนคืออะไร?
5.35 ปัจจัยสำคัญอันดับที่ 2 ความรู้ความชำนาญในโลหะล้ำค่ากับวัสดุพิเศษชนิดต่างๆ(Precious and Exotic Metals Expertise)
5.36 ปัจจัยสำคัญอันดับที่ 3 ความเป็นผู้นำในแม่พิมพ์ระดับคุณภาพชั้นเลิศ(Leading with Premier Class Tooling)
5.37 ปัจจัยสำคัญอันดับที่ 4 การใช้เทคนิคกับยุทธวิธีต่างๆที่ก้าวหน้าขั้นสูง(Advanced, Progressive Techniques and Tactics)
5.38 คุณสมบัติของชิ้นงานที่เข้มงวดสูงมาก(Rigorous Part Qualification)
5.39 การผลิตชิ้นงานอย่างรวดเร็วด้วยจำนวนน้อยๆได้(Quick-turn, Low-Volume)
5.40 การวิจัย และพัฒนาคือบทบาทที่สำคัญในการปั๊มตัดเฉือน-ขึ้นรูป(R&D is a stamping role)
5.41 ปัจจัยสำคัญอันดับที่ 5 ความเป็นผู้เชี่ยวชาญ และปรับแก้อย่างประณีตในระบบพื้นฐาน(Specialized, Fine-Tuned And Infrastructure)
5.42 ความชำนาญที่ผ่านการทดสอบ-พิสูจน์ในการวิจัย และพัฒนาแล้ว(Tested, Proven R&D Skills)
5.43 การสร้างชิ้นงานต้นแบบขั้นสูง(Advanced Prototyping)
5.44 การบริหารความเสี่ยงอย่างมีระเบียบแบบแผนแล้วทำให้มีประสิทธิภาพ(Robust, Formalized Risk Management)
5.45 การควบคุมระดับสูง(High-level control)
5.46 ปัจจัยสำคัญอันดับที่ 6 การบริหารจัดการห่วงโซ่อุปทานหรือเครือข่ายลอจิสติกส์ที่มีพลวัตเปลี่ยนแปลงได้ตลอดเวลา(Dynamics supply chain management)
5.47 กิจกรรมโลจิสติกส์(logistics, 物流, ぶつりゅう, บุทซึรีว)ที่ใช้ในการผลิตแม่พิมพ์
5.48 ข้อดีของหุ่นยนต์หรือแขนกลในระบบอัตโนมัติ
5.49 ข้อเสียของหุ่นยนต์หรือแขนกลในระบบอัตโนมัติ
5.50 ความแตกต่างระหว่างการผลิตตามสั่ง(Job Shop Production, 個別生産方式, こべつせいさんほうしき, โคะเบ็ทซึเซซังโฮชิคิ)กับการผลิตจำนวนมาก(Mass ProductionหรือHigh Volume Production, 量産するหรือ大量生産หรือマスプロหรือマスプロダクション, りょうさんするหรือたいりょうせいさんหรือますぷろหรือますぷろだくしょん, เรียวซังซุรุหรือไทเรียวเซซังหรือมัซ-ปุโระหรือมัซ-ปุโระดัคชน)
5.51 ตัวอย่างการนำงานอัตโนมัติมาสนับสนุนในกิจกรรมโลจิสติกส์สำหรับการผลิตแม่พิมพ์
5.52 การผลิตของโรงงานปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานที่ชาญฉลาดในอนาคต
5.53 แรงงานที่ชาญฉลาด(A Smart Workforce)
5.54 เทคโนโลยีการตรวจจับ(Sensing Technology)
5.55 ประสิทธิภาพในการผลิต(Production Efficiency, 生産効率, せいさんこうりつ, เซซังโคริทซึ)
5.56 การซ่อมบำรุงของโรงงานในอนาคต
5.57 ความสามารถในการตรวจสอบย้อนกลับได้(Traceability)
5.58 ทำอย่างไรถึงจะทำให้ผู้ผลิตเติบโตขึ้นได้(How They Thrived)
5.59 ทำอย่างไรถึงจะทำให้ผู้ผลิตเริ่มต้นได้(How They Started)
สารบัญภาพของหนังสือเล่มนี้(16 กุมภาพันธ์ 2564)
ภาพที่ 1 ตัวอย่างภาคตัดแสดงบางส่วนของโครงสร้างแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปพื้นฐาน และลักษณะรูปร่างชิ้นงานที่สามารถผลิตได้โดยอาศัยแม่พิมพ์เหล่านี้..............................2
ภาพที่ 2 แผนภูมิอย่างง่ายแสดงการไหลของกระบวนการออกแบบ และผลิตแม่พิมพ์.......3
ภาพที่ 3 ตัวอย่างแบบฟอร์มข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์(Die or Tooling specifications, 金型製作仕様書หรือ金型構造仕様書, かながたせいさくしようしょหรือかながたこうぞうしようしょ, คะนะงะตะเซซัคคุชิโยโชะหรือคะนะงะตะโคโซชิโยโชะ)สำหรับกำหนดรายละเอียดแม่พิมพ์ที่ต้องการ.........................................................5
ภาพที่ 4 ตัวอย่างแบบฟอร์มข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์ที่มีรายละเอียดมากยิ่งขึ้นกว่าที่อธิบายในภาพที่ 3 ที่ผ่านมา โดยมีการเพิ่มข้อกำหนด และรายละเอียดเกี่ยวกับระบบความปลอดภัยเข้าไว้ด้วย....................................................................................7
ภาพที่ 5 ขั้นตอนว่างหรือขั้นตอนว่างเปล่าที่นำมาใช้ภายในแม่พิมพ์โปรเกรสซีฟว์ทั้ง 2 ลักษณะ ซึ่งมีลำดับการตัดเฉือน-ขึ้นรูปวัสดุที่ทำให้แม่พิมพ์อ่อนแอ-เสี่ยงต่อการเสียหายได้ง่ายเพราะกระบวนการต่างๆอยู่ใกล้กันเกินไป(ภาพบน) และการออกแบบเผื่อไว้สำหรับชิ้นงานที่ผ่านการดัดขึ้นรูปแล้วอาจจะเกิดการดีดตัวกลับคืนทำให้ชิ้นงานมีคุณภาพที่ไม่คงที่ แต่ก็สามารถที่จะเพิ่มขั้นตอนการดัดขึ้นรูปแก้ไขโดยทำการดัดขึ้นรูปซ้ำอีกครั้งเข้าไปแทนในสถานีงานที่ว่างอยู่นี้ในภายหลังได้(ภาพล่าง)......................................................8
ภาพที่ 6 ดายตัวเมียแบบปุ่มกดที่สามารถถอด-ประกอบได้ง่ายโดยไม่ต้องถอดแผ่นดายออกจากชุดล่างของแม่พิมพ์เสียก่อน(ภาพซ้ายมือ) และดายตัวเมียแบบปุ่มกดที่มีหัวหรือบ่าล็อกทำให้การถอด-ประกอบยุ่งยากกว่า เพราะต้องถอดแผ่นดายออกเสียก่อนจึงจะถอดดายชนิดนี้ออกได้(ภาพขวามือ)..................................................................................10
ภาพที่ 7 ตัวอย่างการประยุกต์ใช้เซ็นเซอร์ตรวจยืนยันระยะป้อนส่งวัสดุจริงเพื่อให้ได้ตามระยะพิตของแม่พิมพ์โปรเกรสซีฟว์ดัดขึ้นรูปชิ้นงาน ซึ่งติดตั้งอยู่ทางด้านออกของแม่พิมพ์แล้วจะทำงานแล้วสั่งให้เครื่องปั๊มหยุดทำงานก่อนที่แม่พิมพ์ชุดบนจะเคลื่อนที่ลงปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่จุดศูนย์ตายล่าง ถ้าหากระยะป้อนส่งวัสดุจริงที่เกิดขึ้นไม่ได้ตามระยะพิตของแม่พิมพ์นั้น.........................................................................................................11
ภาพที่ 8 รอยเครื่องหมายหรือรอยบากที่เข้าคู่-ตรงกัน(notch markหรือmatch mark, 合いマーク, あいまーく, ไอมาคุ)ซึ่งทำไว้ที่ชิ้นส่วนคู่นั้นๆ โดยในที่นี้เป็นรอยเครื่องหมายอย่างง่ายในการป้องกันความผิดพลาดในการประกอบพันช์เข้ากับพันช์เพลตหรือแผ่นรองรับพันช์(punch plate, パンチプレート, ぱんちぷれーと, พันจิพุเรโตะ) และในการป้องกันความผิดพลาดในการประกอบอินเสิร์ตดายเข้ากับแผ่นดาย(die plate, ダイプレート, だいぷれーと, ดาย-พุเรโตะ)............................................................................................13
ภาพที่ 9 เคลียแรนซ์ระหว่างเส้นรอบรูปขอบคมตัดของดายตัวเมียกับเส้นรอบรูปขอบคมตัดของพันช์(ส่วนที่แรเงา)ที่อยู่ภายในแผ่นดาย(die plate, ダイプレート, だいぷれーと, ดาย พุเรโตะ)ของแม่พิมพ์ตัดเฉือน(Cutting Die, 抜き型, ぬきがた, นุคิงะตะ)วัสดุ ซึ่งเป็นมุมมองภาพจากทางด้านบนของแผ่นดาย...................................................................16
ภาพที่ 10 การทาตัวกลางสำหรับช่วยในการปรับให้เข้าคู่กันที่ผิวหน้าของชิ้นส่วนแม่พิมพ์ และสารประกอบชนิดครีมที่เรียกว่า Prussian blueหรือspotting blue ตราสินค้า “Permatex”.............................................................................................................16
ภาพที่ 11 ลำดับขั้นการทำงานของเครื่องปั๊มสำหรับปรับแม่พิมพ์ให้เข้าคู่กัน(Die Spotting PressหรือTryout Press, ダイスポッティングプレスหรือトライアウトプレス, だいすぽってぃんぐぷれすหรือとらいあうとぷれす, ดายซุปตติงพุเร็ซซุหรือทรัยเอาโตะพุเร็ซซุ)ซึ่งสามารถหมุนพลิกแม่พิมพ์ชุดบนได้ 180 องศา(จากขวามือไปซ้ายมือ)...........................17
ภาพที่ 12 การปรับให้เข้าคู่กันของพันช์กับดายทุกคู่ภายในแม่พิมพ์รวมทั้งการปรับให้แม่พิมพ์ชุดบนกับแม่พิมพ์ชุดล่างของแม่พิมพ์โปรเกรสซีฟว์เข้าคู่กันที่บนโต๊ะงาน............18
ภาพที่ 13 ส่วนโครงวัสดุ(skeletonหรือskeleton scrapหรือscrap strip, スケルトン, すけるとん, ซุเคะรุตง) และชิ้นงานตัวอย่างหรือผลิตภัณฑ์ตัวอย่าง(Product sample, 製品サンプル, せいひんさんぷる, เซ-ฮิงซัมปุรุ)สมบูรณ์แบบที่ได้จากแม่พิมพ์โปรเกรสซีฟว์ ซึ่งต้องส่งมอบให้กับลูกค้า สำหรับนำรายละเอียดของการตัดเฉือน-ขึ้นรูปในส่วนโครงวัสดุนี้ไปใช้เปรียบเทียบกับสภาพที่เกิดขึ้นในอนาคตที่อาจเกิดความผิดปรกติขึ้นแล้วช่วยให้สามารถที่จะปรับแก้แม่พิมพ์กลับคืนสู่สภาพเดียวกันกับช่วงเริ่มต้นได้.......................................19
ภาพที่ 14 สัดส่วนหรือเปอร์เซ็นต์ที่ตรวจพบว่ามีปัญหาเกิดขึ้นในระหว่างการสร้างแม่พิมพ์ โดยพบปัญหาในส่วนการการออกแบบแม่พิมพ์ 10 เปอร์เซ็นต์ พบปัญหาในส่วนผลิต-สร้างชิ้นส่วนแม่พิมพ์อีก 10 เปอร์เซ็นต์ และพบปัญหาในส่วนประกอบ-ปรับแก้-ทดลองแม่พิมพ์อีก 80 เปอร์เซ็นต์(吉田弘美、 山口文雄、 プレス金型設計▪製作のトラブル対策、 日刊工業新聞社、 2004.).............................................................................................21
ภาพที่ 15 สัดส่วนหรือเปอร์เซ็นต์ของปัญหากับความยุ่งยากที่เกิดขึ้นในการสร้างแม่พิมพ์ ปัญหามีสาเหตุมาจากส่วนการออกแบบแม่พิมพ์มากกว่าหรือเท่ากับ 80 เปอร์เซ็นต์ และปัญหามีสาเหตุมาจากส่วนผลิต-สร้างชิ้นส่วนแม่พิมพ์กับปัญหามีสาเหตุมาจากส่วนการประกอบ-ปรับแก้-ทดลองแม่พิมพ์ส่วนละประมาณ 10 เปอร์เซ็นต์(吉田弘美、 山口文雄、 プレス金型設計▪製作のトラブル対策、 日刊工業新聞社、 2004.)...........................21
ภาพที่ 16 กระบวนการปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์ 3 กลุ่มหลัก ทั้งแม่พิมพ์ตัดเฉือน(Cutting Die, 抜き型, ぬきがた, นุคิงะตะ) แม่พิมพ์ดัดขึ้นรูป(Bending Die, 曲げ型, まげがた, มะเงะงะตะ) และแม่พิมพ์ดึงขึ้นรูป(Drawing Die, 絞り型, しぼりがた, ชิโบะริงะตะ)วัสดุ........................................................................................................25
ภาพที่ 17 แผนภูมิแสดงเหตุ และผล(cause and effect diagram, 特性要因図, とくせいよういんず, ทคเซโยอินซึ)หรือแผนภูมิก้างปลา(fishbone diagram, フィッシュボーンダイアグラムหรือ魚の骨のような図, ふぃっしゅぼーんだいあぐらむหรือさかなのほねのようなず, ฟิชชุโบนไดอะ-งรัมมุหรือซะคะนะโนะโฮะเนะโนะโยนะซึ)อย่างง่าย ที่ช่วยในการวิเคราะห์หารากของสาเหตุ(root cause, 根本原因, こんぽんげんいん, คนปงเง็งอิง)ของปัญหาที่แท้จริงที่เกิดขึ้นในการทดลองแม่พิมพ์............................................................27
ภาพที่ 18 แผนภูมิก้างปลา(fishbone diagram, フィッシュボーンダイアグラムหรือ魚の骨のような図, ふぃっしゅぼーんだいあぐらむหรือさかなのほねのようなず, ฟิชชุโบนไดอะ-งรัมมุหรือซะคะนะโนะโฮะเนะโนะโยนะซึ)ในการวิเคราะห์หาสาเหตุต่างๆซึ่งได้ทำการตรวจสอบแล้วพบข้อสมมุติฐานที่มีโอกาสเป็นไปได้สำหรับปัญหา “มีการส่งชิ้นงานที่มีครีบหรือรอยเยินสูงเกินกว่ากำหนดไปยังลูกค้า”........................................................29
ภาพที่ 19 แม่พิมพ์ที่เกิดการตัดเฉือนวัสดุเพียงบางส่วนแล้วทำให้เกิดแรงรุนหรือแรงกระทำทางด้านข้าง(side thrust force, 側方力หรือ側面圧力, そくほうりょくหรือそくめんあつりょく, ซคคุโฮเรียคหรือซคคุเม็งอัทซึเรียค)ที่ส่วนปลายของพันช์จึงทำให้ขอบคมตัดของพันช์กับดายเกยหรือเบียดกันทำให้แม่พิมพ์เสียหายได้ง่าย............................................32
ภาพที่ 20 การป้องกันแม่พิมพ์เสียหายจากการตัดเฉือนวัสดุไม่เต็มหน้าหรือตลอดขอบคมตัดของพันช์กับดายในแม่พิมพ์โปรเกรสซีฟว์ โดยการดึงแผ่นวัสดุที่ผ่านการตัดเฉือนไปในบางสถานีงานแล้ว(ในที่นี้คือสถานีงาน #1)นำมาตัดส่วนปลายออกเล็กน้อยเพื่อหลีกเลี่ยงการตัดเพียงบางส่วน ซึ่งจะทำให้แม่พิมพ์เสียหาย(ในที่นี้คือสถานีงาน #2).....................33
ภาพที่ 21 กรณีแม่พิมพ์ราคาถูกที่มีโครงสร้างอย่างง่ายซึ่งจะไม่มีเสานำทางอยู่ภายในพื้นที่แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้เพื่อใช้นำทางในขณะเคลื่อนที่ ซึ่งเรียกว่าตัวปลดวัสดุหรือสตริปเปอร์แบบไร้การนำทาง(stripper guideless, ストリッパーガイドレス, すとりっぱーがいどれす, ซุโตะริปปา ไงโดะเระซุ)...................35
ภาพที่ 22 แม่พิมพ์ที่มีการทำเครื่องหมายให้สังเกตเห็นได้ถึงตำแหน่งปลายวัสดุที่ป้อนเข้าสู่แม่พิมพ์ครั้งแรกๆเพื่อหลีกเลี่ยงการตัดไม่เต็มหน้าพันช์-ดายในสถานีงานถัดมา และเทคนิคการตัดวัสดุชนิดเดียวกับที่ใช้ป้อนเข้าสู่แม่พิมพ์แล้วนำมาวางไว้ที่ด้านออกของแม่พิมพ์เมื่อจะเริ่มทำการป้อนวัสดุเข้าสู่แม่พิมพ์เพื่อป้องกันแม่พิมพ์ที่ใช้สตริปเปอร์เพลตแบบไร้การนำทางไม่ให้เกิดความเสียหาย........................................................................................36
ภาพที่ 23 ตัวอย่างบางรูปแบบในการผลิตแบบอัตโนมัติต่อเนื่องกันที่ใช้เครื่องปั๊ม แม่พิมพ์(ไม่ได้แสดงไว้)กับอุปกรณ์ต่างๆที่อยู่รายรอบ เพื่อให้เหมาะสมกับแต่ละรูปแบบการผลิตที่ต้องการ....................................................................................................................38
ภาพที่ 24 ตัวอย่างบางรูปแบบในการผลิตแบบอัตโนมัติต่อเนื่องกันที่ใช้เครื่องฉีดขึ้นรูปพลาสติกหรือเครื่องจักรอัตโนมัติอื่นๆ แม่พิมพ์(ไม่ได้แสดงไว้)กับอุปกรณ์ต่างๆที่อยู่รายรอบ เพื่อให้เหมาะสมกับแต่ละรูปแบบการผลิตที่ต้องการ....................................................39
ภาพที่ 25 รูปแบบการปั๊มงานที่มีการป้อนวัสดุเข้าสู่แม่พิมพ์จากทางด้านขวามือไปยังด้านซ้ายมือโดยใช้อุปกรณ์คลายม้วนวัสดุแนวตั้ง(แบบนี้สามารถติดตั้งวัสดุได้เพียงครั้งละ 1หรือ2 ม้วน) อุปกรณ์ดัดวัสดุให้เรียบตรง และอุปกรณ์ป้อนส่งวัสดุเข้าสู่แม่พิมพ์เป็นแบบอัตโนมัติ...................................................................................................................40
ภาพที่ 26 สายงานการปั๊มชิ้นงานที่มีอุปกรณ์คลายม้วนวัสดุ อุปกรณ์ดัดวัสดุ และอุปกรณ์ป้อนวัสดุแบบซิกแซ็กสำหรับชิ้นงานที่มีรูปร่างสมมาตรกัน โดยเฉพาะอย่างยิ่งการตัดเฉือนแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้(สำหรับแม่พิมพ์หรือกระบวนการใดๆในลำดับถัดไป ซึ่งในที่นี้กระบวนการในลำดับถัดไปคือแม่พิมพ์ดึงขึ้นรูป) และตัวอย่างการป้อนซิกแซ็กตัดเฉือนแผ่นแบลงก์กลมเป็นแบบ 2 แถวกับ 3 แถว..........................................41
ภาพที่ 27 อุปกรณ์คลายม้วนวัสดุแนวนอนแบบมีโต๊ะหมุน ซึ่งสามารถวางม้วนวัสดุซ้อนกันได้จึงช่วยให้ลดเวลาในการหยุดเครื่องปั๊มให้น้อยลงเมื่อต้องใช้วัสดุม้วนถัดไป ให้ทำการตรวจสอบว่าเมื่อเปิดสวิตช์ให้ทำงานแล้วการเริ่มหมุน-การหยุดหมุน การคลายวัสดุ และทิศทางการหมุนได้ปรับเลือกถูกต้องตามต้องการแล้วก่อนที่จะใช้งาน.................................43
ภาพที่ 28 เครื่องเชื่อมต่อม้วนวัสดุเข้าด้วยกันของ Kent Corporation ซึ่งทั้งสองเครื่องเป็นเครื่องเชื่อมต่อม้วนวัสดุเข้าด้วยกันแบบที่สามารถเคลื่อนย้ายได้ และขณะทำการเชื่อมต่อปลายม้วนวัสดุ 2 ม้วนระหว่างปลายม้วนวัสดุที่ใช้ไปเกือบหมดแล้วกับต้นม้วนวัสดุใหม่ที่จะนำมาใช้ต่อไป...........................................................................................................44
ภาพที่ 29 อุปกรณ์ม้วนเก็บชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปกับอุปกรณ์ม้วนดึงกระดาษคั่นระหว่างชั้น(inter-layer paperหรือinterleaf paper, 層間紙, そうかんし, โซคังชิ)ให้ตึง ที่จะใช้สำหรับม้วนเก็บชิ้นงานซึ่งผ่านการปั๊มตัดเฉือน-ขึ้นรูปด้วยแม่พิมพ์โปรเกรสซีฟว์แล้วยังคงมีส่วนนำพาหรือแคริเออร์(carrier, キャリア, きゃりあ, แคะริอะ)ยึดโยงชิ้นงานเรียงติดต่อกันอยู่(ภาพซ้ายมือ) ส่วนภาพขวามือเมื่อหมุนบิดสวิตช์ปรับทิศทางการหมุนของอุปกรณ์ทั้งสองก็จะเป็นการใช้งานในลักษณะที่ตรงกันข้ามกับภาพซ้ายมือ....................46
ภาพที่ 30 การประยุกต์ใช้ชุดม้วนเก็บหรือจ่ายวัสดุพร้อมม้วนกระดาษคั่นระหว่างชั้นของบริษัท Futaba ซึ่งใช้ในการจ่ายชิ้นงานที่ผ่านการปั๊มตัดเฉือน-ขึ้นรูปมาแล้วเข้าไปปั๊มประกอบเข้าด้วยกันกับชิ้นงานอื่นโดยอัตโนมัติ(ภาพบน) และใช้ในการม้วนเก็บชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปทั้งแบบที่มีม้วนเดียวหรือสองม้วน(ภาพล่าง).........................................48
ภาพที่ 31 ม่านแสงที่ติดตั้งเข้ากับเครื่องปั๊มทั้งสองแบบเพื่อตรวจสอบการยื่นอวัยวะหรือสิ่งใดๆเข้าไปในพื้นที่ทำงานที่อันตรายจากด้านหน้าของเครื่อง เพื่อป้องกันอุบัติเหตุที่จะเกิดกับผู้ปฏิบัติงาน.........................................................................................................50
ภาพที่ 32 อุปกรณ์ตัด-สับส่วนโครงวัสดุที่คงเหลือจากการปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานออกไปจากแผ่นวัสดุแล้ว เพื่อให้เป็นชิ้นเล็กๆสามารถจัดเก็บได้ง่ายแล้วสามารถจัดวางอุปกรณ์นี้ไว้ใกล้ๆกับเครื่องปั๊มได้ อันจะทำให้สามารถติดตั้งเครื่องปั๊มไว้ใกล้ๆกันได้จึงทำให้ประหยัดเนื้อที่ระหว่างเครื่องปั๊มลงได้..........................................................................51
ภาพที่ 33 อุปกรณ์นิรภัยที่ช่วยให้ความปลอดภัยกับผู้ปฏิบัติงาน และอุปกรณ์นิรภัยที่ช่วยเพิ่มประสิทธิภาพในการทำงานให้มากยิ่งขึ้น...............................................................52
ภาพที่ 34 การทำงานของอุปกรณ์ตรวจจับเศษหรือสิ่งแปลกปลอมที่ตกค้างอยู่ภายในแม่พิมพ์(Die Height detectorหรือslug or scrap floating detector, カス上がり検出, かすあがりけんしゅつ, คะซุอะงะริเค็งชูทซึ)ของบริษัท “Riken” รุ่น “Micron-3”................53
ภาพที่ 35 ลักษณะความผิดพลาดที่เกิดขึ้นกับชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปภายในแม่พิมพ์ที่อุปกรณ์ตรวจจับเศษหรือสิ่งแปลกปลอมสามารถช่วยตรวจจับได้ เศษวัสดุเส้นฝอยขนาดเล็ก(ภาพซ้ายมือ)ทำให้เกิดรอยตำหนิหรือข้อบกพร่องของเศษบนผิวหน้าชิ้นงาน และลักษณะของรูที่บิดเบี้ยว-เสียรูปจากการป้อนส่งวัสดุผิดพลาด(ภาพขวามือ)...................53
ภาพที่ 36 กระจกส่องตรวจสอบฟันของทันตแพทย์ถูกนำมาประยุกต์ใช้ร่วมกับโคมไฟส่องสว่าง เพื่อทำการส่องตรวจสอบสภาพผิดปรกติต่างๆภายในแม่พิมพ์กับเครื่องปั๊มที่มีระยะของช่วงชักสั้นๆเพียง 25 มิลลิเมตร ซึ่งไม่สามารถใช้กระจกขนาดใหญ่ส่องตรวจสอบหรือก้มเข้าไปมองตรวจสอบโดยตรงด้วยตัวสายตาของผู้ปฏิบัติงานได้.................................54
ภาพที่ 37 การป้อนส่งวัสดุผิดพลาดโดยเป็นการป้อนส่งวัสดุเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ด้วยระยะป้อนที่น้อยเกินไป(น้อยกว่าระยะพิตของแม่พิมพ์) ซึ่งปลายของแกนตรวจสอบการป้อนส่งผิดพลาดหรือมิสฝีดพิน(misfeed pin, ミスフィードピン, みすふぃーどぴん, มิซุฟีโดะปิน)ก็จะปะทะกับผิวหน้าวัสดุแล้วถูกดันให้ยกตัวขึ้น ทำให้วงจรตรวจจับการป้อนผิดนี้ทำงานได้ก่อนที่แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินรวมทั้งแม่พิมพ์ชุดบนจะเคลื่อนที่ลงสู่จุดศูนย์ตายล่าง.....................................................................................55
ภาพที่ 38 ไดอะแกรมหรือแผนภาพของวัฏจักรความสัมพันธ์ระหว่างภาระหรือแรงตัดเฉือน(แกน “วาย”)วัสดุกับระยะเวลา(แกน “เอ็กซ์”)..............................................................57
ภาพที่ 39 ไดอะแกรมหรือแผนภาพอย่างง่ายที่เปรียบเทียบแล้วแสดงให้เห็นถึงความแตกต่างของภาระแรงตัดเฉือนที่เกิดขึ้นในระหว่างตัดเฉือนวัสดุ โดยจะมีการทำเชียร์กับไม่ทำเชียร์ที่ขอบคมตัดของพันช์-ดาย.............................................................................57
ภาพที่ 40 ไดอะแกรมหรือแผนภาพที่เปรียบเทียบแล้วแสดงให้เห็นถึงความแตกต่างของภาระแรงตัดเฉือนที่เกิดขึ้นในระหว่างตัดเฉือนวัสดุ โดยมีการทำเชียร์ที่ปลายพันช์ 2 รูปแบบ และกรณีที่ไม่ทำเชียร์ที่ขอบคมตัดของพันช์แบบที่มีการเคลือบผิวกับแบบที่ไม่มีการเคลือบผิว...........................................................................................................58
ภาพที่ 41 การทำเชียร์(shear angle, シャー角度, しゃーかくど, ชยาคะคุโดะ)แบบสมดุลที่ขอบคมตัดของพันช์หรือดายตัดเฉือนวัสดุ เพื่อช่วยลดแรงตัดเฉือนวัสดุที่เกิดในเวลาเดียวกัน โดยภาพซ้ายมือสุดกับภาพขวามือสุดจะใช้สำหรับกระบวนการแบลงกิง ส่วนภาพกลางนั้นจะใช้สำหรับกระบวนการเพียร์ซซิง.................................................................58
ภาพที่ 42 ภาพถ่ายจริงของตัวอย่างการทำเชียร์ในชิ้นส่วนพันช์(ภาพบน) และแนวคิดการออกแบบการทำเชียร์ที่ขอบคมตัดของพันช์จากพันช์ธรรมดาที่มีขอบคมตัดเรียบในระนาบเดียวกัน ซึ่งมีการนำไปใช้งานในลักษณะต่างๆกัน(ภาพล่าง).........................................59
ภาพที่ 43 ตัวกระทุ้งดันปลดหรือน็อกเอาต์(knockout, ノックアウト, のっくあうと, นคเอาโตะ)ที่มีการออกแบบติดตั้งให้ยึดติดเป็นส่วนเดียวกับแม่พิมพ์ดึงขึ้นรูป เพื่อให้สามารถทำหน้าที่กระทุ้งดันปลดชิ้นงานที่ผ่านการดึงขึ้นรูปแล้วให้หลุดออกจากชิ้นส่วนดายได้ ซึ่งวิธีนี้จะนำมาใช้ในกรณีที่เครื่องปั๊มมีข้อจำกัดอันเนื่องมาจากภายในแผ่นโบลสเตอร์ของเครื่องปั๊มเป็นแบบที่ไม่ได้ออกแบบให้มีเบาะซึมซับแรงหรือคูฌัน(cushion, クッション, くっしょん , คุชชน)ซึ่งเป็นอุปกรณ์ส่วนควบให้มากับเครื่องด้วย................................................60
ภาพที่ 44 ส่วนโครงวัสดุ(skeletonหรือskeleton scrapหรือscrap strip, スケルトン, すけるとん, ซุเคะรุตง)ที่มีขั้นตอนต่างๆที่ตัดเฉือน-ขึ้นรูปด้วยแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型 หรือ順送り型 หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)เมื่อวางเทียบกับบรรทัดเหล็ก ปากกาหรือซองบุหรี่ขนาดมาตรฐาน เพื่อที่จะสื่อสารให้ผู้ที่เห็นภาพแล้วก็สามารถประมาณขนาด-น้ำหนัก และส่วนอื่นๆของแม่พิมพ์ได้ในเบื้องต้น...............................................................................................................62
ภาพที่ 45 เครื่องปั๊มเหนือความเร็วสูง(Ultra-High Speed Stamping Press)ของยะมะดะด็อบบี“山田ドビー(Yamada Dobby)” รุ่น “Omega-F1” ที่สามารถเดินเครื่องด้วยความเร็วรอบสูงสุดถึง 4,000 รอบต่อนาที ด้วยระยะพิตของการป้อนส่งวัสดุในแม่พิมพ์ที่ไม่เกินกว่า 5 มิลลิเมตร..............................................................................................................65
ภาพที่ 46 เครื่องปั๊มที่มีช่องเว้าหรือเครื่องปั๊มที่มีโครงเครื่องเป็นรูปตัวซี(Gap Frame PressหรือC-Frame Press, ギャップフレームプレスหรือCフレームプレス, ぎゃっぷふれーむぷれすหรือCふれーむぷれす, แก็ป-ฟุเรม-พุเร็ซซุหรือชี-ฟุเรม-พุเร็ซซุ)(ภาพซ้ายมือ)ชนิดที่ไม่สามารถปรับเอียงได้ และเครื่องปั๊มที่มีช่องเปิดทางด้านหลังเครื่องแล้วปรับเอียงได้(Open Back Inclinable Pressหรือobi Press)(ภาพกลางกับภาพขวามือ)แบบชั่วคราว ซึ่งสามารถจะปรับให้เหมาะสมกับการปั๊มชิ้นงานแบบยืดหยุ่นเนื่องจากมีแม่พิมพ์หลายลูกที่มีโครงสร้างแตกต่างกันแต่มีความจำเป็นต้องใช้เครื่องปั๊มร่วมกัน................................66
ภาพที่ 47 ภาคตัดทางด้านข้างของเครื่องปั๊มเชิงกล(Mechanical Press, 機械プレス, きかいぷれす, คิไค-พุเร็ซซุ)(ภาพซ้ายมือ) และภาพสเก็ตช์มองจากด้านข้างของเครื่องปั๊มเชิงกล(ภาพขวามือ)ที่มีการส่งกำลังผ่านเฟืองทดรอบ ซึ่งแสดงให้เห็นส่วนสำคัญต่างๆที่มีรายละเอียดในการออกแบบแตกต่างกัน......................................................................67
ภาพที่ 48 แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ที่สามารถถอดออกจากแท่นเครื่องหรือฐานรองของเครื่องปั๊มหรือเพรสเบด(press bed, プレスベッド, ぷれすべっど, พุเร็ซซุ-เบ็ดโดะ)ได้ เพื่อทำการปรับค่าความสูงปิดของเครื่องปั๊มให้มากขึ้นแล้วทำให้สามารถติดตั้งแม่พิมพ์ที่มีค่าความสูงปิดหรือดายไฮต์หรือดายชัตไฮต์ที่สูงมากกว่าเดิมได้อีก...........................................................................................................................68
ภาพที่ 49 แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ซึ่งมองจากด้านบน ที่เป็นแบบมีช่องว่างเปิดหรือรูเปิดสำหรับให้เศษตัด-ชิ้นงานที่ผ่านการตัดเฉือนแล้วตกลอดผ่านลงสู่ด้านล่าง(ภาพบน ภาพซ้ายมือ) และภาคตัดของช่องว่างเปิดนี้แบบตรงที่มีความแข็งแรงกว่ากับแบบมีส่วนลาดเอียงเพื่อช่วยเพิ่มขอบเขตให้เศษตัด-ชิ้นงานลอดผ่านมีความกว้างขึ้นแต่ยังคงมีความแข็งอยู่(ภาพบน ภาพขวามือ) ส่วน 3 ภาพด้านล่างเป็นแผ่นโบลสเตอร์ของเครื่องปั๊มโคะมัทซึ“コマツ(Komatsu)” รุ่น “OBS45” ที่มีลักษณะการนำไปใช้งานแตกต่างกัน........................................................................................................70
ภาพที่ 50 ภาพด้านหน้าของเครื่องปั๊มโคะมัทซึ“コマツ(Komatsu)”(ภาพซ้ายมือ)กับส่วนแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊มซึ่งจะมีรูปแบบในการจับยึดกับชุดบนของแม่พิมพ์ที่แตกต่างกัน(ภาพกลางกับภาพขวามือ)ซึ่งผู้ออกแบบแม่พิมพ์ต้องนำไปใช้ในการออกแบบวิธีการจับยึดแม่พิมพ์ชุดบนเข้ากับส่วนแรมของเครื่องปั๊มใดๆด้วย.........................................................................72
ภาพที่ 51 ภาคตัดทางด้านข้างแสดงบางส่วนของแม่พิมพ์โปรเกรสซีฟว์ลูกเดียวกันจึงมีระยะความสูงปิดเท่ากัน(ที่จุดศูนย์ตายล่าง) แต่จะมีระยะความยาวของพันช์กับส่วนต่างๆเปลี่ยนแปลงไปตามลักษณะการตัดเฉือน-ขึ้นรูปที่ขั้นตอนหรือสถานีงานนั้นๆ.................73
ภาพที่ 52 กลไกการทำงานของตัวกระทุ้งดันปลดหรือน็อกเอาต์ของเครื่องปั๊มที่จุดศูนย์ตายล่าง(ภาพขวามือ)กับที่จุดศูนย์ตายบน(ภาพซ้ายมือ) ซึ่งในภาพนี้จะเป็นเครื่องปั๊มที่ใช้สกรูปรับระยะกระทุ้งดันปลด(knockout bar adjustment screw, かんざし調節ねじ, かんざしちょうせつねじ, คันซะชิโจเซ็ทซึเนะยิ) เป็นตัวดันปะทะกับน็อกเอาต์บาร์เพื่อส่งแรงสำหรับปลดชิ้นงานออกจากแม่พิมพ์ ส่วนในบางเครื่องก็อาจจะใช้ชิ้นส่วนก้านกระทุ้งดันปลดหรือน็อกเอาต์รอด(knockout rodหรืออาจเรียกเป็น knockout rod ของเครื่องปั๊ม, ノックアウトロッド, のっくあうとろっど, นคเอาโตะรดโดะ)ทำหน้าที่แทนสกรูนี้.........................74
ภาพที่ 53 แม่พิมพ์ที่มีโครงสร้างมีชิ้นส่วนแกนกระทุ้งดันปลดหรือน็อกเอาต์พินสำหรับทำหน้าที่กระทุ้งปลดชิ้นงานออกจากดายตัวเมียที่อยู่ด้านบนของแม่พิมพ์ โดยเป็นแม่พิมพ์ตัดแผ่นแบลงก์หรือชิ้นงานออกมาเป็นแผ่นกลม(ด้านซ้ายมือ) และแม่พิมพ์ดึงขึ้นรูปแบบคว่ำกลับด้านโดยพันช์จะดึงขึ้นรูปแผ่นแบลงก์กลมเข้าไปในช่องว่างของดายตัวเมียที่อยู่ทางด้านบน ซึ่งอาจจะได้ชิ้นงานรูปทรงกระบอกที่มีขอบหรือชิ้นงานรูปทรงกระบอกที่ไม่มีขอบทั้งนี้ขึ้นอยู่กับการออกแบบแม่พิมพ์......................................................................75
ภาพที่ 54 แผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ที่ยังมีส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, サンหรือブリッジ, さんหรือぶりっじ, ซังหรือบุริจยิ)ยึดโยงอยู่ ซึ่งจะถูกดัดขึ้นรูป(ภาพบน)กับดึงขึ้นรูป(ภาพล่าง)ที่สถานีงานหรือขั้นตอนต่อมาในแม่พิมพ์โปรเกรสซีฟว์..................................................................76
ภาพที่ 55 แม่พิมพ์ที่มีโครงสร้างมีชิ้นส่วนแกนกระทุ้งดันปลดหรือน็อกเอาต์พิน(หรือน็อกเอาต์รอดของแม่พิมพ์) สำหรับทำหน้าที่กระทุ้งปลดชิ้นงานออกจากดายตัวเมียที่อยู่ด้านบนของแม่พิมพ์แล้วก็ต้องอาศัยกลไกของตัวยกออกหรือตัวกระทุ้งดันปลดล่าง(liftoutหรือbottom knockoutหรือbed knockout,下部ノックアウトหรือベッドノックアウト, かぶのっくあうとหรือべっどのっくあうと, คะบุ-นคเอาโตะหรือเบ็ด-นคเอาโตะ)ของเครื่องปั๊มช่วยปลดชิ้นงานจากทางด้านล่างของแม่พิมพ์.........................................................78
ภาพที่ 56 แม่พิมพ์ชุดล่างพร้อมด้วยชุดเบาะซึมซับแรงที่เป็นส่วนหนึ่งของแม่พิมพ์โดยเป็นแบบใช้ยูรีเทนหรือสปริง(ภาพซ้ายมือกับภาพกลาง) และชุดเบาะซึมซับแรงหรือคูฌันที่เป็นอุปกรณ์เสริมของเครื่องปั๊มโดยเป็นแบบไฮดรอนิวแมติกส์ ซึ่งได้ยึดอยู่ใต้แผ่นโบลสเตอร์ของเครื่องปั๊ม(ภาพขวามือ)..............................................................................................78
ภาพที่ 57 ภาพถ่ายกับแบบของเครื่องปั๊มเชิงกลชนิดที่มีโครงค้ำยันด้านข้างเครื่องเป็นแนวตรง(Mechanical Straight Side PressหรือStraight Side Crank Press)โคะมัทซึ“コマツ(Komatsu)” และยะมะดะด็อบบี“山田ドビー(Yamada Dobby)”.................................80
ภาพที่ 58 โครงสร้างเครื่องปั๊มเพรสเบรกกับลักษณะการใช้งานโดยแม่พิมพ์ชุดเดียวหรือแม่พิมพ์หลายชุดต่อเนื่องกัน ภาพถ่ายเครื่องปั๊มเพรสเบรกอะมะดะ“アマダ(Amada)” รุ่น “HG8025”...............................................................................................................81
ภาพที่ 59 แม่พิมพ์(พันช์กับดาย)ของอะมะดะ(Amada)ซึ่งมีหลากหลายรูปร่างลักษณะแตกต่างกันที่นำไปใช้ดัดขึ้นรูปชิ้นงานต่างๆร่วมกับเครื่องปั๊มเพรสเบรก.........................82
ภาพที่ 60 ภาคตัดขวางแสดงกลไกของเครื่องปั๊มทำงาน 2 จังหวะ(Double Action Press, 複動プレス, ふくどうぷれす, ฟุคุโดพุเร็ซซุ) ซึ่งเป็นขณะที่กำลังจับยึดแผ่นแบลงก์หรือชิ้นงานด้วยแรมหรือสไลด์ภายนอก(แรมหรือสไลด์รอง)แล้วจากนั้นก็ดึงขึ้นรูปแผ่นแบลงก์ด้วยพันช์ที่ขับเคลื่อนด้วยแรมหรือสไลด์ภายใน(แรมหรือสไลด์หลัก) จนได้รูปทรง-รูปร่างชิ้นงานระหว่างพันช์กับดายตามที่ได้ออกแบบเอาไว้.....................................................83
ภาพที่ 61 ภาคตัดขวางของแม่พิมพ์ดึงขึ้นรูปลึกที่มีสองจังหวะในการทำงาน โดยจังหวะแรกเป็นการจับยึดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ด้วยกลไกของแรมหรือสไลด์ภายนอก(outer ramหรือouter slide, アウタスライド, あうたすらいど, เอาตะซุไรโดะ) และจังหวะที่สองเป็นการดึงขึ้นรูปลึกแผ่นแบลงก์ให้เป็นชิ้นงานด้วยกลไกของแรมหรือสไลด์ภายใน(inner ramหรือinner slide, インナスライド, いんなすらいど, อินนะซุไรโดะ)....84
ภาพที่ 62 ตัวอย่างเครื่องปั๊มทำงาน 2 จังหวะ(Double Action Press, 複動プレス, ふくどうぷれす, ฟุคุโดพุเร็ซซุ)ที่มีแกนซึมซับแรงหรือแกนส่งความดัน(cushion pinหรือpressure pin, クッションピンหรือプレッシャーピン, くっしょんぴんหรือぷれっしゃーぴん, คุชชนปินหรือพุเร็ช-ชยาปิน)ซึ่งเป็นแกนที่ใช้ส่งผ่านหรือถ่ายทอดแรงจากอุปกรณ์เบาะซึมซับแรงแม่พิมพ์(Die Cushion, ダイクッション, だいくっしょん, ดายคุชชน)ไปยังตัวจ่ายความดันหรือตัวจับยึดวัสดุ(pressure padหรือHold-down plateหรือblankholder, プレッシャパッドหรือプレッシャーパッド, ぷれっしゃぱっどหรือぷれっしゃーぱっど, พุเร็ช-ชยะพัดโดะหรือพุเร็ช-ชยาพัดโดะ)ที่อยู่ภายในแม่พิมพ์ชุดล่าง.................................85
ภาพที่ 63 การออกแบบใช้งานของตัวจ่ายความดันหรือตัวจับยึดวัสดุ(pressure padหรือHold-down plateหรือblankholder, プレッシャパッドหรือプレッシャーパッド, ぷれっしゃぱっどหรือぷれっしゃーぱっど, พุเร็ช-ชยะพัดโดะหรือพุเร็ช-ชยาพัดโดะ)ในแม่พิมพ์ตัดเฉือน แม่พิมพ์ดัดขึ้นรูป และแม่พิมพ์ดึงขึ้นรูปวัสดุ ที่มีการจัดวางตำแหน่งการทำงานตามลักษณะของโครงสร้างแม่พิมพ์ซึ่งอยู่ในลักษณะต่างๆกัน.......................................86
ภาพที่ 64 ภาพถ่ายเครื่องปั๊มทำงาน 3 จังหวะ(Triple Action Press, 三動プレス, さんどうぷれす, ซันโดพุเร็ซซุ)“Greenerd” ที่แรมหรือสไลด์หลักมีความสามารถขนาด 600 ตัน ส่วนจับยึดแผ่นแบลงก์ขนาด 300 ตัน และสำหรับส่วนเบาะซึมซับแรงหรือคูฌันขนาด 125 ตันตามลำดับ ซึ่งใช้สำหรับการผลิตชิ้นส่วนประกอบของอากาศยานต่างๆกับลักษณะชิ้นงานดึงขึ้นรูปลึกกลับด้านที่เป็นการดึงขึ้นรูปแบบทำงาน 3 จังหวะ.............................87
ภาพที่ 65 ภาคตัดขวางเครื่องปั๊มทำงาน 3 จังหวะ(Triple Action Press, 三動プレス, さんどうぷれす, ซันโดพุเร็ซซุ) และภาพถ่ายของเครื่องปั๊มทำงาน 3 จังหวะ “Feintool” สำหรับใช้กับการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานแบบไฟน์แบลงกิง..................................................88
ภาพที่ 66 การแก้ปัญหาความโค้งในชิ้นงาน และการปั๊มเหรียญตราที่มีรอยตัวอักษรนูนอยู่ภายในด้วยการประยุกต์ใช้การปั๊มบีบอัดประทับตราหรืองานปั๊มบีบอัดประทับรอย(Coining, コイニングหรือ圧印加工, こいにんぐหรือあついんかこう, โคยนิงงุหรืออัทซึอินคะโค) ซึ่งเนื้อวัสดุจะถูกบีบอัดโดยตลอดทุกผิวหน้าภายในส่วนที่มีขอบเขตจำกัดที่วัสดุถูกกักกั้นเอาไว้..........................................................................................................89
ภาพที่ 67 การทำงานของเครื่องปั๊มข้อต่อนิ้วมือหรือเครื่องปั๊มนักเกิลทั้งชนิดปั๊มชิ้นงานในแนวตั้งกับปั๊มชิ้นงานในแนวนอน ภาพถ่ายเครื่องปั๊มข้อต่อนิ้วมือหรือเครื่องปั๊มนักเกิล “Grabener” ที่มีการขับเคลื่อนจากทางด้านล่างพร้อมด้วยการทำงานแบบ 4 สถานีงาน และมีอุปกรณ์การป้อนแบบส่งผ่านด้วย......................................................................89
ภาพที่ 68 ภาคตัดบางส่วนของเครื่องปั๊มไฮดรอลิก(Hydraulic Press, 液圧プレスหรือ 油圧プレス, えきあつぷれすหรือゆあつぷれす, เอะคิอัทซึ พุเร็ซซุหรือยุอัทซึ พุเร็ซซุ)ซึ่งแสดงให้เห็นส่วนสำคัญภายในบางชิ้นส่วน..................................................................90
ภาพที่ 69 ตัวอย่างบางส่วนในการดัดขึ้นรูปขอบ(Flanging, フランジング, ふらんじんぐ, ฟุรันยิงงุ)ของชิ้นงานที่เป็นแบบการดัดขึ้นรูปขอบตรง การดัดขึ้นรูปขอบโดยกดให้วัสดุหดตัว การดัดขึ้นรูปขอบโดยกดให้วัสดุยืดตัว และการดัดขึ้นรูปขอบรู(เรียงจากซ้ายมือไปขวามือ) โดยภาพด้านบนจะเป็นแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้สำหรับดัดขึ้นรูปขอบของชิ้นงานตามภาพที่อยู่ด้านล่าง........................................................................92
ภาพที่ 70 ภาคตัดแสดงโครงสร้างอย่างง่ายของแม่พิมพ์สำหรับกระบวนการขึ้นรูปแบบเก-ริน(Guerin Process, ゲーリン法, げーりんほう, เง-รินโฮ)ที่สามารถสร้างแม่พิมพ์ด้วยต้นทุนไม่มากนักได้....................................................................................................93
ภาพที่ 71 ภาคตัดแสดงโครงสร้างอย่างง่ายของแม่พิมพ์สำหรับการรีดเรียบขึ้นรูป(Ironing, シゴキหรือアイロニングหรือアイヨニングหรือアイアニング, しごきหรือあいろにんぐหรือあいよにんぐหรือあいあにんぐ, ชิโงะคิหรือไอโระนิงงุหรือไอโยะนิงงุหรือไออะนิงงุ) และลักษณะชิ้นงานดึงขึ้นรูปที่เกิดการเปลี่ยนแปลงไปหลังจากถูกรีดเรียบขึ้นรูป.....95
ภาพที่ 72 ลักษณะโครงสร้างของแม่พิมพ์ที่มีกลไกชุดลูกเบี้ยวเพียร์ซซิงหรือแคมพันช์ตัดเฉือนรู(Piercing Cam Punch, カム式穴抜きパンチ, かむしきあなぬきぱんち, คัมมุชิคิ อะนะนุคิพันจิ) เพื่อทำให้เกิดรูขึ้นภายในชิ้นงานทางด้านข้างในแนวนอน โดยภาพ 3 มิติด้านขวามือจะเป็นโครงสร้างสำหรับตัดเฉือนรูในแนวนอน 1 รูกับตัดเฉือนรูที่อยู่ต่างระดับกันในแนวตั้งอีก 2 รูภายในวัฏจักรการทำงานเดียวกัน..................................................97
ภาพที่ 73 ตัวอย่างใบรับรองคุณสมบัติของวัสดุ(inspection certificateหรือmaterial certificateหรือmill sheet, 材料証明書หรือミルシート, ざいりょうしょうめいしょหรือみるしーと, ไซเรียวโชเมโชะหรือมิรุชีโตะ)...................................................................98
ภาพที่ 74 รูปร่าง-รูปทรงทางกายภาพของวัสดุในลักษณะต่างๆที่ใช้ในการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานทั้งวัสดุแบบม้วน วัสดุแบบแผ่นยาว วัสดุแบบท่อ วัสดุแบบเส้นหรือเส้นลวด และวัสดุแบบแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้.......................................................102
ภาพที่ 75 ตัวอย่างลักษณะการใช้งานวัสดุ และชิ้นงานที่ได้จากการปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่มีรูปร่าง-รูปทรงทางกายภาพต่างๆกัน.....................................................................103
ภาพที่ 76 ความโค้งงอที่เกิดในวัสดุที่มากเกินไปจะทำให้รูที่ได้จากกระบวนการเพียร์ซซิงแล้วไม่ได้แนวศูนย์เดียวกับแกนนำร่องกำหนดตำแหน่งหรือไพลอตพินที่อยู่ขั้นตอนถัดไป จึงติดขัดแล้วทำให้เกิดการป้อนผิด(misfeed, ミスフィードหรือミスパンチหรือ送りミス , みすふぃーどหรือみすぱんちหรือおくりみす, มิซุฟีโดะหรือมิซุพันจิหรือโอะคุริมิซุ)จนอาจทำให้เกิดการเสียหายขึ้นได้...........................................................................106
ภาพที่ 77 แนวเส้นการดัดขึ้นรูปโลหะแผ่นกับการจัดวางชิ้นงานในแผ่นวัสดุที่มีความสัมพันธ์กับทิศทางเกรน-การรีดวัสดุรวมทั้งอัตราการใช้วัสดุที่แตกต่างกัน ซึ่งในภาพซ้ายมือล่างนั้นจะได้ความแข็งแรงของชิ้นงานภายหลังการดัดขึ้นรูปที่ดีที่สุดแต่ไม่ประหยัดวัสดุ ส่วนภาพขวามือล่างแม้จะมีความแข็งแรงของชิ้นงานน้อยกว่าภาพซ้ายมือล่างแต่ก็เป็นที่ยอมรับได้สำหรับชิ้นงานนั้นๆ และยังมีอัตราการใช้วัสดุที่น้อยกว่าจึงทำให้ประหยัดวัสดุแล้วก็ยังลดต้นทุนการผลิตลงได้อีกด้วย..............................................................107
ภาพที่ 78 ลักษณะการขดเป็นวงโค้งงอไปตามแนวยาวหรือคอยล์เซ็ต(coil set, 巻き癖, まきぐせ, มะคิงุเซะ)ที่เกิดขึ้นภายในม้วนวัสดุขนาดเล็ก ที่ได้จากการซอยแยกย่อยออกมาจากม้วนวัสดุแม่ที่มีขนาดกับหน้ากว้างที่ใหญ่โตกว่า..................................................109
ภาพที่ 79 ทิศทางในการรีดวัสดุกับแนวเส้นของการดัดขึ้นรูปจะมีความสัมพันธ์กับความแข็งแรงรวมทั้งการปริแตกของชิ้นงานภายหลังการดัดขึ้นรูปด้วย(ภาพบน) ส่วนภาพด้านล่างเป็นการเปรียบเทียบการจัดวางชิ้นงานในแผ่นวัสดุที่เลว(ภาพล่างซ้ายมือ)ซึ่งมี 2 มุมที่ดัดขึ้นรูปจะขนานกับทิศทางของเกรนวัสดุ และการจัดวางชิ้นงานในแผ่นวัสดุที่ดี(ภาพล่างขวามือ)ซึ่งทั้ง 4 มุมที่ดัดขึ้นรูปจะทำมุม 45 องศากับทิศทางของเกรนวัสดุ..............110
ภาพที่ 80 ตัวอย่างสิ่งของที่สามารถตรวจสอบแล้วควรเตรียมก่อนที่การผลิตชิ้นงานของรุ่นก่อนหน้าจะสิ้นสุดลง(หากไปนำมาในขณะที่หยุดเครื่องปั๊มแล้วนั้นจะถือเป็นความสูญเสียเวลาทำงานของเครื่องปั๊มกับอุปกรณ์ที่อยู่รายรอบ แม้ว่าผู้ติดตั้งแม่พิมพ์จะทำงานเหล่านี้เช่นเดียวกันก็ตาม)โดยให้นำมาไว้ในตำแหน่งที่พร้อมใช้สำหรับเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ ทั้งนี้การเลือกใช้แบบใดนั้นขึ้นอยู่กับระบบการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ของบริษัทนั้นๆที่จะเลือกแล้วนำมาประยุกต์ใช้ เพราะโดยปรกติแล้วจะมีรายละเอียดแตกต่างกันอยู่บ้าง..............................................................................................................111
ภาพที่ 81 ชุดอุปกรณ์จับยึดรูปแบบต่างๆที่มีนัตหัวหกเหลี่ยมหรือโบลต์หัวเป็นร่องหกเหลี่ยมเป็นตัวขันจับยึดแม่พิมพ์ ประแจ และก้านขันยึดแบบขันเร็วที่เหมาะสำหรับแต่ละลักษณะของงานที่นำไปใช้ในการขันยึด....................................................................113
ภาพที่ 82 บางส่วนของอุปกรณ์ที่ใช้สำหรับการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็ว(Quick Die ChangeหรือQDC, クイックダイチェンジ หรือ迅速金型交換, くいっくだいちぇんじหรือじんそくかながたこうかん, คุอิค-ดายเจ็นยิหรือยินซคคุคะนะงะตะโคคัง) .............................................................................................................................115
ภาพที่ 83 วิธีที่ไม่สมเหตุสมผลในการสร้างความขนานกันของแม่พิมพ์กับแผ่นโบลสเตอร์ของเครื่องปั๊ม โดยเป็นตำแหน่งที่ใช้บรรทัดเหล็กหรือส่วนใดๆของเวอร์เนียร์คาลิเปอร์มาช่วยในการวัดระยะห่างระหว่างขอบของแผ่นยึดแม่พิมพ์ชุดล่างกับขอบของแผ่นโบลสเตอร์ของเครื่องปั๊มเพื่อที่จะตรวจสอบว่าแนวศูนย์ของแม่พิมพ์ขนานกันกับเครื่องปั๊มหรือไม่ ซึ่งควรหลีกเลี่ยงแล้วใช้วิธีการที่ดีกว่า เช่น การใช้หมุดกำหนดตำแหน่งที่ตั้ง(ในการติดตั้งแม่พิมพ์) เป็นต้น.....................................................................................................116
ภาพที่ 84 การออกแบบให้มีหมุดกำหนดตำแหน่งที่ตั้ง(ในการติดตั้งแม่พิมพ์)(locator pinหรือlocating pin, ロケーターピンหรือロケートピンหรือ位置決めピン, ろけーたーぴんหรือろけーとぴんหรือいちぎめぴん, โรเคตาปินหรือโรเคโตะปินหรืออิจิงิเมะปิน)ยึดอยู่ด้านบนผิวหน้าแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม เพื่อช่วยให้การติดตั้งแม่พิมพ์แล้วได้ความขนานหรือตั้งฉากกันกับวัสดุ เครื่องปั๊มกับอุปกรณ์อื่นๆที่อยู่รายรอบ นอกจากนี้ยังทำให้ได้ตำแหน่งจับ-ขันยึดโบลต์ต่างๆตรงกับตำแหน่งที่มีอยู่ในเครื่องปั๊มได้อย่างรวดเร็วอีกด้วย.......................................................................................................................122
ภาพที่ 85 เปรียบเทียบชิ้นส่วนหมุดกำหนดตำแหน่งที่ตั้ง(ในการติดตั้งแม่พิมพ์)(locator pinหรือlocating pin, ロケーターピンหรือロケートピンหรือ位置決めピン, ろけーたーぴんหรือろけーとぴんหรือいちぎめぴん, โรเคตาปินหรือโรเคโตะปินหรืออิจิงิเมะปิน)กับชิ้นส่วนหมุดกำหนดตำแหน่งที่ตั้ง(ของชุดโครงแม่พิมพ์)หรือโลเคติงพินของดายเซ็ตหรือเสานำทาง(ไกด์โพสต์)หรือแกนนำทาง(ไกด์พิน)หรือแกนนำ(ลีดเดอร์พิน){locating pinหรือguide postหรือguide pinหรือleader pin, ロケートピンหรือガイドポストหรือガイドピンหรือリーダーピン, ろけーとぴんหรือがいどぽすとหรือがいどぴんหรือりーだーぴん, โรเคโตะปินหรือไงโดะพซโตะหรือไงโดะปินหรือรีดาปิน} ซึ่งมีการใช้ชื่อเรียกเป็น locator pinหรือlocating pin เหมือนกัน...................................................................123
ภาพที่ 86 การออกแบบตัวกำหนดตำแหน่งที่ตั้ง(ในการติดตั้งแม่พิมพ์)ในลักษณะอื่นที่แตกต่างไปจากภาพที่ 84 ที่ผ่านมา ซึ่งมีประสิทธิภาพดีกว่าเนื่องจากส่วนหน้าสัมผัสที่จะประกบเข้าด้วยกันของตัวกำหนดตำแหน่งที่ตั้งซึ่งมีลักษณะเป็นผิวเอียง จึงช่วยให้สามารถเลื่อนแม่พิมพ์เข้าปะทะแล้วเลื่อนเคลื่อนที่เข้ากำหนดที่ถูกต้องได้โดยง่าย และรวดเร็วแม้ว่าการเลื่อนแม่พิมพ์เข้ากำหนดตำแหน่งในช่วงเริ่มต้นนั้นจะเยื้องออกไปด้านซ้ายหรือขวาเล็กน้อยก็ตาม........................................................................................................123
ภาพที่ 87 ผู้ปฏิบัติงานบริษัท “Marwood Metal Fabrication Limited” เริ่มดำเนินการเรียกข้อมูลของแม่พิมพ์จากแผงควบคุมแบบหน้าจอสัมผัสได้(ภาพซ้ายมือ) แล้วระบบการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วโดยอัตโนมัติก็เริ่มสั่งให้แม่พิมพ์ชุดบนเลื่อนลงสู่ด้านล่าง(ภาพขวามือ).............................................................................................125
ภาพที่ 88 เครื่องปั๊มเคลื่อนแรมที่คลายการจับยึดแม่พิมพ์ชุดบนแล้วขึ้นสู่ด้านบนอีกครั้ง(ภาพซ้ายมือ) จากนั้นแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปของชิ้นงานของรุ่นก่อนหน้าจะเลื่อนออกจากแท่นเครื่องหรือฐานรองของเครื่องปั๊มซึ่งเป็นพื้นที่ทำงาน ในขณะเดียวกันแม่พิมพ์ลูกใหม่จะเลื่อนเข้ามาแทนที่(ภาพขวามือ).....................................................................126
ภาพที่ 89 แม่พิมพ์ลูกใหม่เลื่อนเข้ามาแทนที่แล้วถูกกำหนดตำแหน่งภายในเครื่องปั๊มแล้วแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊มจะเลื่อนลงมาประกบยึดเข้ากับแม่พิมพ์ชุดบน.......................................127
ภาพที่ 90 แรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊มจะเคลื่อนที่นำแม่พิมพ์ชุดบนกลับสู่ตำแหน่งศูนย์ตายบนแล้วอยู่ในตำแหน่งที่พร้อมสำหรับการผลิตชิ้นงานรุ่นใหม่ต่อไป..............................................127
ภาพที่ 91 ลักษณะตัวอย่างรอยตำหนิหรือข้อบกพร่องที่เกิดขึ้นภายในผิวหน้าของชิ้นงาน ซึ่งจะถูกตรวจพบได้โดยง่ายด้วยอุปกรณ์ตรวจสอบแบบภาพถ่าย(image inspection deviceหรือvision inspection apparatus, 画像検査装置, がぞうけんさそうち, งะโซเค็งซะโซจิ)...................................................................................................................128
ภาพที่ 92 ตัวอย่างบางส่วนของเครื่องมือตรวจสอบ เครื่องมือวัดพื้นฐานต่างๆ เครื่องมือวัดเที่ยงตรงสูงสำหรับวัดขนาดชิ้นงานแบบ 3 มิติ สำหรับวัดรูปร่างที่ละเอียดซับซ้อนต่างๆซึ่งผลิตขึ้นจากผู้ผลิตชั้นนำ เช่นミツトヨ(MITUTOYO), ニコン(NIKON), ファロー(FARO) และピーク(PEAK) เป็นต้น ซึ่งใช้ในการตรวจวัดชิ้นส่วนต่างๆหรือชิ้นงานที่ได้จากการผลิตออกมาด้วยแม่พิมพ์หรือกระบวนการอื่นๆ.................................................................130
ภาพที่ 93 ตัวอย่างบางส่วนของเครื่องมือวัดที่ใช้ตรวจสอบวัสดุหรือชิ้นงาน โดยตรวจสอบทั้งในระหว่างที่อุปกรณ์คลาย-ป้อนส่งวัสดุเข้าสู่แม่พิมพ์ และตรวจสอบภายหลังจาก เครื่องปั๊มขับเคลื่อนนำแม่พิมพ์ให้ปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานออกมาจากแม่พิมพ์กับเครื่องปั๊มแล้ว.......................................................................................................................131
ภาพที่ 94 การตรวจสอบชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปแบบภาพถ่ายภายในโรงงานจริงของบริษัท “アドバネクス(อัดโดะบะเน็กซ์)” ซึ่งจะตรวจสอบสภาพภายนอกของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่ได้ออกมาจาก เครื่องปั๊มกับแม่พิมพ์ และอุปกรณ์จัดเก็บชิ้นงานแบบที่มีหลายๆม้วนที่นำมาใช้ร่วมกัน เพื่อให้สามารถทำการผลิตชิ้นงานได้โดยอัตโนมัติแม้ไร้ผู้ปฏิบัติงานทำงานอยู่ด้วย.......................................................................................133
ภาพที่ 95 ตัวอย่างแบบฟอร์มในการวิเคราะห์ปัญหา(problem analysis, 問題分析する, もんだいぶんせきする, มนไดบุงเซะคิซุรุ)ที่พบในการสร้างแม่พิมพ์เพื่อป้องกันไม่ให้ปัญหาเดิมหรือปัญหาลักษณะที่คล้ายคลึงกันเกิดขึ้นซ้ำได้อีกในอนาคต................................135
ภาพที่ 96 ตัวอย่างของมาตรวัดค่าดายไฮต์หรือดายชัตไฮต์ในเครื่องปั๊มแบบมีความเที่ยงตรงที่แสดงทศนิยม 1 ตำแหน่ง และในเครื่องปั๊มแบบมีความเที่ยงตรงสูงที่แสดงทศนิยม 2 ตำแหน่ง.................................................................................................136
ภาพที่ 97 หน้าปัดแบบเข็มชี้กับหน้าปัดแบบตัวเลขดิจิทัลที่แสดงองศาหรือมุมของเครื่องปั๊มที่จะหมุนไปตามการเคลื่อนที่ทำงานของแรมหรือสไลด์ของเครื่องปั๊มที่จับยึดแม่พิมพ์อยู่ นับตั้งแต่ที่จุดศูนย์ตายบนคือที่มุม “0” องศา(หรือมุม “360”) ไปจนถึงจุดศูนย์ตายล่างคือที่มุม “180” องศาแล้วก็หมุนกลับมาครบรอบที่จุดศูนย์ตายบนอีกครั้งหนึ่ง.....................138
ภาพที่ 98 ชิ้นส่วนประกอบระหว่างชิ้นส่วนแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ) ก้านส่งแรงหรือเพลาส่งกำลัง เกลียวปรับระยะของแรมหรือสไลด์ และชิ้นส่วนต่างๆที่ใช้สำหรับปรับระยะของเครื่องปั๊มให้ได้ค่าตรงตามค่าระยะความสูงปิดของแม่พิมพ์นั้นๆ............................................................................139
ภาพที่ 99 ชิ้นงานที่ผ่านการเสริมความแข็งแรงด้วยการปั๊มขึ้นรูปปุ่ม-รอยนูนหรือเอ็มบอสซิง(EmbossingหรือEmboss, エンボシングหรือエンボスหรือエンボス加工หรือダボหรือダボ出し加工, えんぼしんぐหรือえんぼすหรือえんぼすかこうหรือだぼหรือだぼだしかこう, เอ็มบชชิงหรือเอ็มบซซุหรือเอ็มบซซุคะโคหรือดะโบะหรือดะโบะดะชิคะโค) การขึ้นรูปโครงสันนูนหรือริบบิง(Ribbing, リブ加工, りぶかこう, ริบบุคะโค) และการตี-กระแทกซ้ำให้ได้ขนาดหรือรี-สไตรค์กิง(RestrikingหรือRestrike Drawing, リストライクหรือリストライキングหรือ整形絞り, りすとらいくหรือりすとらいきんぐหรือせいけいしぼり, ริซุโตะไรคุหรือริซุโตะไรคิงงุหรือเซเคชิโบะริ)...............................................142
ภาพที่ 100 ความสูงปิดของแม่พิมพ์ตัดเฉือน(Cutting Die’s die height, 抜き型のダイハイト, ぬきがたのだいはいと, นุคิงะตะโนะดายไฮโตะ)โดยมีระยะที่พันช์เคลื่อนที่เข้าไปในดายตัวเมีย(bypass of cutting edges, 抜きパンチの入り込み深さหรือパンチのダイへの入り込み深さ, ぬきぱんちのはいりこみふかさหรือぱんちのだいへの入り込み深さ, นุคิพันจิโนะไฮริโคะมิฟุคะซะหรือพันจิโนะดายเอะโนะไฮริโคะมิฟุคะซะ)เท่ากับระยะ “e” .............................................................................................................................145
ภาพที่ 101 เปรียบเทียบโครงสร้างแม่พิมพ์แบบที่ใช้ตัวปลดวัสดุยึดคงที่หรือสตริปเปอร์ยึดคงที่(fixed stripperหรือstationary stripper, 固定ストリッパ, こていすとりっぱ, โคะเตซุโตะริปปะ)กับแม่พิมพ์แบบที่ใช้ตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เคลื่อนที่ได้(movable stripperหรือknockout actuated stripperหรือspring stripper, 可動ストリッパ, かどうすとりっぱ, คะโดซุโตะริปปะ)..................................................................147
ภาพที่ 102 กรณีที่ความสูงปิดของแม่พิมพ์มีค่ามากกว่าระยะความสูงปิดที่มากที่สุดของเครื่องปั๊ม อาจจะแก้ปัญหาได้โดยซื้อเครื่องปั๊มใหม่ให้เหมาะสมกับความสูงปิดของแม่พิมพ์(ภาพกลาง)หรืออาจจะทำการปรับลดความสูงส่วนใดส่วนหนึ่งของชิ้นส่วนแม่พิมพ์ เช่นลดความสูงของดายตัวเมีย(ภาพขวามือ) เป็นต้น............................................................148
ภาพที่ 103 กรณีที่ระยะความสูงปิดของแม่พิมพ์ที่คำนวณได้มีค่าน้อยกว่าระยะความสูงปิดที่มากที่สุดของเครื่องปั๊มแล้วยังอยู่ในช่วงระยะปรับของแรมหรือสไลด์ที่สามารถปรับได้ ก็สามารถติดตั้งแม่พิมพ์เข้ากับเครื่องปั๊มได้โดยไม่ต้องใช้อุปกรณ์รองเสริมเพิ่มเติมกับแม่พิมพ์แต่อย่างใด(ภาพซ้ายมือสุด) แต่อย่างไรก็ตามเพื่อความแข็งแรงแล้วยังคงความปลอดภัยของเครื่องปั๊ม ขอแนะนำให้ออกแบบแม่พิมพ์ที่จะปรับระยะความสูงปิดของเครื่องปั๊มที่มีค่าอยู่ระหว่างภาพกลางกับภาพขวามือสุด......................................................150
ภาพที่ 104 การเสริมแล้วยึดติดตั้งแผ่นโบสเตอร์ให้เป็นส่วนหนึ่งของแม่พิมพ์โดยยึดเข้ากับแผ่นยึดแม่พิมพ์ชุดล่างเลย เพื่อช่วยปรับให้แม่พิมพ์ที่เดิมมีระยะความสูงปิดที่มีค่าน้อยจนไม่สามารถใช้งานกับเครื่องปั๊มที่มีอยู่ได้แล้วทำให้มีความสูงเพิ่มขึ้นพอที่จะติดตั้งเข้ากับเครื่องปั๊มนั้นๆได้.....................................................................................................151
ภาพที่ 105 การใช้แท่งขนานหรือแท่งรองเสริมหรือไลเนอร์(parallel blockหรือspacer blockหรือliner, 平行ブロックหรือスペーサブロックหรือライナーหรือ当て板หรือゲタ, へいこうぶろっくหรือすぺーさぶろっくหรือらいなーหรือあていたหรือげた, เฮโค-บรคคุหรือซุเปซะ-บรคคุหรือไรนาหรืออะเตะอิตะหรือเงะตะ)ที่ด้านล่างหรือด้านบนของแม่พิมพ์เพื่อให้แม่พิมพ์ที่มีระยะความสูงปิดของแม่พิมพ์น้อยกว่าค่าระยะความสูงปิดที่น้อยที่สุดของเครื่องปั๊มสามารถใช้กับเครื่องปั๊มได้โดยไม่ต้องซื้อเครื่องใหม่...................154
ภาพที่ 106 การติดตั้งแผ่นเสริมแรม(ram plate, ラムプレート , らむぷれーと, รัมพุเรโตะ)หรือแผ่นแรมโบลสเตอร์(ram bolster plate, ラムプボルスターレート , らむぼるすたーぷれーと, รัมโบะรุซุตาพุเรโตะ)เข้ากับแรมหรือสไลด์ของเครื่องปั๊ม ในลักษณะที่ช่วยให้สามารถติดตั้งแม่พิมพ์ที่มีขนาดกับระยะความสูงปิดของแม่พิมพ์ที่แตกต่างกันได้หลายๆลูก.............................................................................................................................155
ภาพที่ 107 รูปถ่ายของแม่พิมพ์ที่มีแท่งขนานหรือแท่งรองเสริมหรือไลเนอร์(parallel blockหรือspacer blockหรือliner, 平行ブロックหรือスペーサブロックหรือライナーหรือ当て板หรือゲタ, へいこうぶろっくหรือすぺーさぶろっくหรือらいなーหรือあていたหรือげた, เฮโค-บรคคุหรือซุเปซะ-บรคคุหรือไรนาหรืออะเตะอิตะหรือเงะตะ)ยึดเข้ากับแผ่นยึดแม่พิมพ์ชุดล่างแล้วก็มีแผ่นเสริมแรมหรือแผ่นแรมโบลสเตอร์เสริมยึดเข้ากับแผ่นยึดแม่พิมพ์ชุดบน........................................................................................................156
ภาพที่ 108 ภาคตัดขวางส่วนต่างๆของแม่พิมพ์กับเครื่องปั๊มที่ทำงานสัมพันธ์กันแล้วมีกลไกสำหรับกระทุ้งดันปลดชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปออกจากดายตัวเมีย โดยแม่พิมพ์นี้ได้ออกแบบให้โครงสร้างแม่พิมพ์มีดายตัวเมียอยู่ทางด้านบนในขณะที่พันช์จะอยู่ทางด้านล่าง.............................................................................................................................157
ภาพที่ 109 ภาคตัดขวางของแม่พิมพ์ชุดบน(upper dieหรือupper die set, 上型のダイセットหรือ上型, うわがたのだいせっとหรือうわがた, อุวะงะตะโนะดายเซ็ตโตะหรืออุวะงะตะ)หรือชุดโครงแม่พิมพ์บนของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป และแม่พิมพ์ชุดล่าง(lower dieหรือlower die set, 下型のダイセットหรือ下型, したがたのだいせっとหรือしたがた, ชิตะงะตะโนะดายเซ็ตโตะหรือชิตะงะตะ)หรือชุดโครงแม่พิมพ์ล่างของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปซึ่งเป็นแบบที่มีการนำทางโดยเสานำทางร่วมกับปลอกนำทาง...................157
ภาพที่ 110 ตัวอย่างของแม่พิมพ์ตัดแยกส่วน(Parting Die, 分断型, ぶんだんがた, บุนดังงะตะ)ที่ทำการตัดเฉือนชิ้นงานที่ผ่านการดัดขึ้นรูปมาแล้ว 1 ชิ้นงานให้กลายเป็นชิ้นงาน 2 ชิ้น โดยชิ้นงานจะมีครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)จากการตัดแยกส่วนของชิ้นงานทั้งสองอยู่ด้านล่างเหมือนกัน.........................161
ภาพที่ 111 ภาคตัดขวางอย่างง่ายของโครงสร้างแม่พิมพ์ตัดแผ่นแบลงก์โดยกระบวนการตัดแยกออก(รายละเอียดปลีกย่อยหลายส่วนไม่ได้แสดงเอาไว้) ซึ่งชิ้นงานหรือแผ่นแบลงก์ในภาพจะมีขอบนำด้านหน้าเหมือนกับขอบด้านหลัง และภาพขยายแสดงรายละเอียดส่วนต่างๆที่เกิดขึ้นจากการตัดเฉือน.................................................................................162
ภาพที่ 112 ภาคตัดขวางอย่างง่ายของโครงสร้างแม่พิมพ์ตัดแยกออกแล้วชิ้นงานตก-ลอดทะลุผ่านแม่พิมพ์(Cutoff and Drop-Through Blanking DieหรือCut off and Drop-Through Blanking Die)ที่ใช้สำหรับชิ้นงานหรือแผ่นแบลงก์มีขอบนำด้านหน้าแตกต่างจากขอบด้านหลัง โดยจะเห็นได้ว่าชิ้นงานในภาพนี้จะแตกต่างกับชิ้นงานในภาพที่ 111 ซึ่งจะมีส่วนขอบนำด้านหน้าเหมือนกับขอบด้านหลัง และนอกจากนี้ทิศทางหรือด้านครีบหรือรอยเยินของชิ้นงานก็ยังแตกต่างกันอีกด้วย ดังนั้นจึงควรพิจารณาในกรณีที่ลักษณะงานมีความเข้มงวดในเรื่องครีบนี้...............................................................................................164
ภาพที่ 113 ชิ้นงานที่ผ่านการตัดเฉือนด้วยแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ 総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ) ซึ่งจะแสดงให้เห็นถึงทิศทางครีบของการตัดเฉือนตามแนวเส้นรอบรูปภายนอกของชิ้นงานกับทิศทางครีบของการตัดเฉือนรูภายในชิ้นงานที่มีทิศทางในทางตรงข้ามกันคนละทาง..........................................................................164
ภาพที่ 114 ลักษณะโครงสร้างแม่พิมพ์สำหรับการตัดเฉือนหรือการตัดแยกออก(CuttingหรือCutoffหรือCut off, 切断หรือカットオフ, せつだんหรือかっとおふ, เซ็ทซึดังหรือคัตโตะอฟฟุ)กับความสัมพันธ์ระหว่างขนาดของพันช์ ดาย เคลียแรนซ์กับชิ้นงานที่ได้..........................................................................................................................165
ภาพที่ 115 การจัดวางชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปซึ่งมีรูปร่างเหมือนกันด้วยวิธีการที่แตกต่างกันในแม่พิมพ์โปรเกรสซีฟว์......................................................................................166
ภาพที่ 116 การจัดวางชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่ต่างกันในแม่พิมพ์โปรเกรสซีฟว์โดยที่ชิ้นงานมีรูปร่างเหมือนกัน ซึ่งจะมีการป้อนวัสดุชนปะทะกับตัวหยุด-กั้นที่เสถียรกับไม่เสถียร.............................................................................................................................166
ภาพที่ 117 แม่พิมพ์ตัดแผ่นแบลงก์แบบตก-ลอดทะลุผ่านแม่พิมพ์(Drop-Through Blanking Die, 抜き落し型, ぬきおとしがた, นุคิโอะโตะชิงะตะ)แบบไร้เสานำทางกับปลอกนำทาง และเครื่องปั๊มชนิดที่แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊มกับแท่นเครื่องหรือฐานรองของเครื่องปั๊มที่มีรูสำหรับให้ชิ้นงานตก-ลอดทะลุผ่านลงสู่ด้านล่างได้...............168
ภาพที่ 118 โครงสร้างแม่พิมพ์ตัดแผ่นแบลงก์แบบตก-ลอดทะลุผ่านแม่พิมพ์(Drop-Through Blanking Die, 抜き落し型, ぬきおとしがた, นุคิโอะโตะชิงะตะ)ที่มีเสานำทางกับปลอกนำทาง ซึ่งจะให้ความเที่ยงตรงสูงกว่าแม่พิมพ์ที่ไม่มีเสานำทางกับปลอกนำทาง แล้วก็ยังช่วยให้การติดตั้งแม่พิมพ์ทำได้รวดเร็ว จึงเหมาะสำหรับการผลิตชิ้นงานจำนวนมาก ซึ่งจะเห็นความสัมพันธ์ระหว่างขนาดของพันช์ ดาย เคลียแรนซ์ และส่วนโค้งมนจากการตัดเฉือน แถบรอยตัดหรือขอบตัดเฉือน รอยแตกกับครีบหรือรอยเยินที่เกิดขึ้นบนชิ้นงานทั้งสามรูปร่าง.........................................................................................................169
ภาพที่ 119 โครงสร้างแม่พิมพ์ดึงขึ้นรูปแบบตก-ลอดทะลุผ่านแม่พิมพ์(Drop-Through Drawing DieหรือDrop Through Drawing Die, 絞り落し型, しぼりおとしがた,ชิโบะริโอะโตะชิงะตะ)ในขณะแม่พิมพ์เปิดอยู่(ภาพซ้ายมือ) และในขณะกำลังดึงขึ้นรูปเปลี่ยนรูปร่างจากแผ่นแบลงก์กลมเป็นชิ้นงานรูปทรงกระบอก(ภาพขวามือ) ซึ่งมีชิ้นส่วนที่ช่วยในการกำหนดตำแหน่งแผ่นแบลงก์กลมก่อนที่จะถูกดึงขึ้นรูปที่เรียกว่ารังรองรับ-กำหนดตำแหน่ง(NestหรือNest gage, ネストหรือ位置決めหรือ定木หรือ案内หรือガイド, ねすとหรือいちぎめหรือじょうぎหรือあんないหรือがいど, เนะสุโตะหรืออิจิงิเมะหรือโยงิหรืออันไนหรือไงโดะ)..........................................................................................171
ภาพที่ 120 การตัดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้แบบกลับด้าน(Reverse BlankingหรือInverted Blanking, 逆配置構造の打ち抜き, ぎゃくはいちこうぞうのうちぬき, เงียคไฮจิโคโซโนะอุจินุคิ)โดยแม่พิมพ์ที่มีโครงสร้างแบบดันแผ่นแบลงก์ที่ถูกตัดเฉือนแล้วย้อนกลับในทิศทางตรงกันข้ามกับการตัดเฉือนปรกติ ซึ่งจะมีพันช์อยู่ที่แม่พิมพ์ชุดล่างแล้วดายตัวเมียจะอยู่ที่แม่พิมพ์ชุดบน ในขณะที่ตัดเฉือนแผ่นแบลงก์จะเคลื่อนเข้าไปภายในช่องดายที่อยู่ด้านบน แล้วจะถูกดันกลับเพื่อปลดออกจากช่องดายด้วยชุดกลไกน็อกเอาต์(หรือด้วยแรงดันของสปริงหรือยูรีเทน)...............................................................172
ภาพที่ 121 การใช้ชิ้นส่วนตัวปลดปล่อยหรือเชดเดอร์ล้อมรอบเพียร์ซซิงพันช์(ภาพซ้ายมือ) และการใช้แกนปลดปล่อยหรือเชดเดอร์ติดตั้งไว้ในตัวกระทุ้งดันปลดหรือน็อกเอาต์ของแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ 総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)(ภาพขวามือ) .............................................................................................................................173
ภาพที่ 122 โครงสร้างแม่พิมพ์ดึงขึ้นรูปแบบดันกลับซึ่งมีชุดกระทุ้งดันปลดชิ้นงานอยู่ด้านล่างของแม่พิมพ์ทำหน้าที่กระทุ้งดันปลดชิ้นงานที่ดึงขึ้นรูปเป็นทรงกระบอกแล้วนั้นให้เคลื่อนที่ย้อนกลับคืนสู่ระดับเดิม(ระดับก่อนที่แผ่นแบลงก์จะถูกดึงขึ้นรูป) และมีรังรองรับ-กำหนดตำแหน่ง(NestหรือNest gage, ネストหรือ位置決めหรือ定木หรือ案内หรือガイド, ねすとหรือいちぎめหรือじょうぎหรือあんないหรือがいど, เนะสุโตะหรืออิจิงิเมะหรือโยงิหรืออันไนหรือไงโดะ)ช่วยในการกำหนดตำแหน่งแผ่นแบลงก์ที่ป้อนเข้าสู่แม่พิมพ์..................................................................................................................174
ภาพที่ 123 ตัวยกหรือลิฟเตอร์(lifter)อื่นๆที่นำมาใช้ในการปั๊มตัดเฉือน-ขึ้นรูปวัสดุ แต่ไม่ได้เป็นชิ้นส่วนใดๆของแม่พิมพ์แม้ว่าจะมีชื่อเรียกว่าลิฟเตอร์(lifter)เหมือนกันกับชิ้นส่วนในแม่พิมพ์ก็ตาม.........................................................................................................175
ภาพที่ 124 โครงสร้างแม่พิมพ์ดึงขึ้นรูปแบบเคลื่อนที่ขึ้นด้านบนแล้วดันกลับซึ่งมีชุดกระทุ้งดันปลดชิ้นงานอยู่ด้านบนของแม่พิมพ์ เพื่อกระทุ้งดันปลดชิ้นงานที่ดึงขึ้นรูปเป็นทรงกระบอกให้ตกลงสู่ด้านล่าง................................................................................175
ภาพที่ 125 ตัวนำชิ้นงานออกแบบรางด้วยกลไกเครื่องลอกแบบ(Pantograph Type Shovel Unloader, パンタグラフ式ショベルアンローダー, ぱんたぐらふしきしょべるあんろーだー, พันตะ-งรัฟชิคิ โชะเบะรุ อันโรดา)(ภาพบน) และตัวนำชิ้นงานออกแบบรางด้วยกลไกเฟืองแร็ก-พิเนียน(Rack and Pinion Type Shovel Unloader, ラック∙ピニオン式ショベルアンローダー, らっく•ぴにおんしきしょべるあんろーだー, รัคคุ-พินิอนชิคิ โชะเบะรุ อันโรดา)(ภาพล่าง)ที่นำมาใช้สำหรับช่วยนำชิ้นงานในแม่พิมพ์ที่มีชุดดายตัวเมียอยู่ทางด้านบนซึ่งตัดเฉือน-ขึ้นรูปแล้วถูกกระทุ้งปลดลงสู่ด้านล่างทำให้พ้นออกจากบริเวณทำงานของแม่พิมพ์.......................................................................................176
ภาพที่ 126 ตัวดักจับชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปอัตโนมัติอย่างง่าย และตัวดักจับชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปอัตโนมัติของบริษัทมิคุโมะเซซัคคุโชะจำกัด ที่แสดงมุมในการปรับเอียงรางเลื่อนได้สูงสุดถึง 30 องศากับมุมในการปรับเอียงส่วนแขนกลส่งแรงขับเคลื่อนได้สูงสุดคือ 50 องศา................................................................................................................178
ภาพที่ 127 การป้อนแผ่นวัสดุเข้าตัดเฉือน-ขึ้นรูปด้วยแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดายด้วยการใช้มือป้อนส่งวัสดุแบบดั้งเดิม(4 ภาพด้านบน) เปรียบเทียบกับแบบที่มีการใช้อุปกรณ์ดักจับชิ้นงานอัตโนมัติหรือออโต้แคชเชอร์ช่วยในการนำชิ้นงานออกจากแม่พิมพ์(4 ภาพด้านล่าง).........................................................................................180
ภาพที่ 128 ตัวหยุด-กั้นอัตโนมัติที่สามารถกำหนดระยะพิตในการป้อนส่งวัสดุเข้าไปปั๊มตัดเฉือนภายในแม่พิมพ์ให้เท่ากันได้โดยอัตโนมัติทุกวัฎจักรที่ทำงาน โดยอาศัยขอบของแผ่นวัสดุดันปะทะเข้ากับส่วนปลายแขนที่แกว่งไกวได้ของตัวหยุด-กั้นนี้..............................181
ภาพที่ 129 ตัวอย่างแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดายที่มีโครงสร้างเป็นแบบ 2 กระบวนการกับแบบ 3 กระบวนการรวมอยู่ภายในสถานีงานหรือขั้นตอนเดียวกัน สำหรับผลิตชิ้นงานที่เป็นแหวนรองกับชิ้นงานรูปทรงถ้วยแบบมีหน้าแปลนหรือขอบพร้อมรูเจาะ ซึ่งจะทำการปั๊มตัดเฉือน-ขึ้นรูปวัสดุเสร็จสิ้นภายในช่วงชักหรือระยะชักเดียวกัน................182
ภาพที่ 130 ภาพถ่ายคอมเพานด์ดาย และคอมเพานด์ดายสำหรับตัดเฉือนชิ้นงานตามเส้นรอบรูปที่ต้องการแล้วมีรูเจาะอยู่ภายในชิ้นงาน ซึ่งมีแนวคิดในการออกแบบโดยรวมกระบวนการของแม่พิมพ์แบลงกิงแบบคว่ำกลับด้านแล้วดันย้อนกลับกับกระบวนการของแม่พิมพ์เพียร์ซซิงเข้าไว้ในสถานีงานเดียวกัน.............................................................183
ภาพที่ 131 ภาคตัดขวางอย่างง่ายของแม่พิมพ์รวมกระบวนการที่มีขอบคมตัดของการตัดเฉือนรูกับการขริบตัดขอบที่อยู่ใกล้กันมากจนทำให้แม่พิมพ์อ่อนแอแล้วมีโอกาสแตกหักเสียหายได้ง่าย........................................................................................................184
ภาพที่ 132 แม่พิมพ์รวมกระบวนการตัดแผ่นแบลงก์แล้วดึงขึ้นรูป(Compound Blank and Draw Die, 抜き絞り型, ぬきしぼりがた, นุคิชิโบะริงะตะ)ซึ่งแผ่นวัสดุจะถูกตัดเป็นแผ่นแบลงก์ก่อนแล้วจากนั้นแผ่นแบลงก์ก็จะเลื่อนต่ำลงแล้วถูกดึงขึ้นรูปด้วยพันช์ที่อยู่ทางด้านล่างขึ้นสู่ด้านบน...........................................................................................................186
ภาพที่ 133 แม่พิมพ์ผสมกระบวนการระหว่างกระบวนการตัดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ร่วมกับกระบวนการดัดขึ้นรูปวัสดุ ซึ่งจะสังเกตได้ว่าทั้งสองกระบวนการอยู่ภายในแม่พิมพ์ที่มีโครงหรือดายเซ็ตชุดเดียวกันแต่จะแยกอยู่คนละตำแหน่งกัน............187
ภาพที่ 134 ตัวอย่างชิ้นงานที่ได้จากการตีย้ำ(CaulkingหรือStaking, コーキングหรือコーキンหรือカシメหรือステーキング, こーきんぐหรือこーきんหรือかしめหรือすてーきんぐ, โคคิงงุหรือโคคิงหรือคะชิเมะหรือซุเตคิงงุ)เพื่อยึด-ประกอบชิ้นงาน 2 ชิ้นเข้าด้วยกัน(ภาพบน) โดยการป้อนส่งชิ้นงานที่ผ่านการปั๊มตัดเฉือน-ขึ้นรูปมาก่อนหน้านี้แล้วในลักษณะขวางหรือไขว้กันเข้ามาประกอบเข้าด้วยกันภายในแม่พิมพ์ตัวเดียว(ภาพล่าง) .............................................................................................................................188
ภาพที่ 135 การตีย้ำ(CaulkingหรือStaking, コーキングหรือコーキンหรือカシメหรือステーキング, こーきんぐหรือこーきんหรือかしめหรือすてーきんぐ, โคคิงงุหรือโคคิงหรือคะชิเมะหรือซุเตคิงงุ)บางรูปแบบ ซึ่งเป็นการตีย้ำหรือบดอัดให้เนื้อวัสดุเปลี่ยนรูปร่างไปแล้วยึดชิ้นงานเป้าหมายเข้าด้วยกันในลักษณะต่างๆกัน เช่น การตีย้ำหมุดหรือสลักให้ยึดติดกับแผ่นวัสดุแผ่นเดียว การตีย้ำหมุดหรือสลักให้ยึดวัสดุ 2 แผ่นเข้าด้วยกัน และการตีย้ำชิ้นงานที่มีส่วนเป็นหมุดหรือสลักให้ยึดเข้ากับชิ้นงานอีกหนึ่งแผ่น เป็นต้น....................189
ภาพที่ 136 ตัวอย่างชิ้นงานที่ได้จากการนำชิ้นงานปั๊มตัดเฉือน-ขึ้นรูป 3 รูปร่างนำมาประกอบเข้าด้วยกันโดยการตีย้ำภายในแม่พิมพ์เดียวกันที่เรียกว่าแม่พิมพ์สำหรับประกอบงาน(assembling die, 組立て型, くみたてがた, คุมิตะเตะงะตะ)แล้วก็ใช้เครื่องปั๊มเพียงเครื่องเดียว.............................................................................................................190
ภาพที่ 137 ตัวอย่างชิ้นงานที่ได้จากการประกอบเข้าด้วยกันภายในแม่พิมพ์โดยประกอบจากชิ้นงานปั๊มตัดเฉือน-ขึ้นรูป 2 ชิ้น(ตามทิศทางการป้อนวัสดุ Aกับ B)กับอีกหนึ่งชิ้นงานสำเร็จรูป(ตามทิศทางการป้อนวัสดุ C)ด้วยการตีย้ำ(CaulkingหรือStaking, コーキングหรือコーキンหรือカシメหรือステーキング, こーきんぐหรือこーきんหรือかしめหรือすてーきんぐ, โคคิงงุหรือโคคิงหรือคะชิเมะหรือซุเตคิงงุ)กับการเชื่อม(Welding, 溶接, ようせつ, โยเซ็ทซึ)ชิ้นงานทั้ง 3 เข้าด้วยกันภายในแม่พิมพ์เดียวกันโดยเครื่องปั๊มเพียงเครื่องเดียว.............................................................................................................192
ภาพที่ 138 โครงสร้างแม่พิมพ์คอนติเนนทัลสำหรับกระบวนการตัดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้เพื่อนำไปตัดเฉือน-ขึ้นรูปด้วยกระบวนการในลำดับถัดไปอีก............193
ภาพที่ 139 ชิ้นส่วนพันช์กับดายที่ผลิตมาจากเหล็กเครื่องมือแผ่นเดียวกันโดยใช้เทคนิคการเอียงเส้นลวดในระหว่างการตัดเฉือนด้วยการไวร์คัตหรือการตัดเฉือนโดยการสปาร์กทางไฟฟ้าด้วยอิเล็กโทรดแบบเส้นลวด(Wire Electrical Discharge MachiningหรือElectrical Discharge Wire Cuttingหรือwire-cut EDMหรือwire EDM, ワイヤカットหรือワイヤーカットหรือワイヤカット加工หรือワイヤーカット加工หรือワイヤ放電加工หรือワイヤー放電加工หรือワイヤカット放電加工หรือワイヤーカット放電加工, わいやかっとหรือわいやーかっとหรือわいやかっとかこうหรือわいやーかっとかこうหรือわいやほうでんかこうหรือわいやーほうでんかこうหรือわいやかっとほうでんかこうหรือわいやーかっとほうでんかこう, ไวยะคัตโตะหรือไวยาคัตโตะหรือไวยะคัตโตะคะโคหรือไวยาคัตโตะคะโคหรือไวยะโฮเด็งคะโคหรือไวยาโฮเด็งคะโคหรือไวยะคัตโตะโฮเด็งคะโคหรือไวยาคัตโตะโฮเด็งคะโค)..........................................................................................195
ภาพที่ 140 ภาคตัดขวางอย่างง่ายแสดงให้เห็นบางส่วนของแม่พิมพ์ปั๊มงานย่อยหรือซับเพรสดาย(Subpress Die, サブプレスダイ, さぶぷれすだい, ซับบุพุเร็ซซุดาย)ที่ใช้ระยะชักสั้นๆสำหรับการตัดเฉือนรูจำนวน 2 รูที่มีขนาดแตกต่างกันภายในชิ้นงานในการตัดเฉือนครั้งเดียวกัน............................................................................................................197
ภาพที่141 ภาคตัดขวางอย่างง่ายของแม่พิมพ์ปั๊มงานย่อยหรือซับเพรสดาย(Subpress Die, サブプレスダイ, さぶぷれすだい, ซับบุพุเร็ซซุดาย)ซึ่งมีการรวมกระบวนการตัดแผ่นแบลงก์(ตามเส้นรอบรูปภายนอกของชิ้นงาน)แล้วทำการตัดเฉือนรูหรือการเพียร์ซซิง(ตามเส้นรอบรูปภายในของชิ้นงาน)ไปพร้อมๆกันภายในช่วงชักของการตัดเฉือนวัฏจักรเดียวกัน.............................................................................................................................197
ภาพที่ 142 ชิ้นส่วนต่างๆของนาฬิกาข้อมือที่ผลิตขึ้นด้วยกระบวนการปั๊มตัดเฉือน-ขึ้นรูปโดยแม่พิมพ์ซับเพรส(Subpress Dies)......................................................................198
ภาพที่ 143 ภาคตัดขวางของแม่พิมพ์ซับเพรสแบบที่มีเสาค้ำ(Pillar-Type Subpress Die) .............................................................................................................................198
ภาพที่ 144 ภาคตัดขวางของแม่พิมพ์ซับเพรสแบบทรงกระบอก(Cylindrical Subpress Die).......................................................................................................................199
ภาพที่ 145 ลักษณะการตัดเฉือนในแผ่นวัสดุด้วยแม่พิมพ์ฟอลโลว์ซึ่งสถานีงานแรกเป็นการตัดเฉือนรูกลมหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)แล้วจึงตัดตามแนวเส้นรอบรูปภายนอกชิ้นงานหรือการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ)..............................................................200
ภาพที่ 146 ลักษณะการพลันจิง(Plunging)ที่พลันเจอร์(Plunger)จะเคลื่อนที่พุ่งตรงเข้าหาวัสดุเพื่อขึ้นรูปให้เกิดเป็นรูภายในชิ้นงานตามลักษณะที่ต้องการ..................................202
ภาพที่ 147 การนำรูที่ได้จากกระบวนการเพียร์ซซิงไปใช้ในการออกแบบแม่พิมพ์โปรเกรสซีฟว์ ทั้งแบบที่มีการนำรูไปใช้กำหนดตำแหน่งหรือกำหนดระยะพิตในการป้อนส่งวัสดุเข้าสู่แม่พิมพ์ให้ถูกต้องแล้วถูกตัดออกไปเป็นเศษวัสดุภายหลังการใช้งานแล้ว และแบบที่มีการนำรูไปใช้เป็นส่วนรูของชิ้นงานด้วยภายหลังจากที่ได้ใช้ในการกำหนดตำแหน่งมาแล้ว...202
ภาพที่ 148 แม่พิมพ์โปรเกรสซีฟว์ที่มีทิศทางการป้อนวัสดุจากขวามือไปซ้ายมือ ซึ่งประกอบด้วยการตัดเฉือนรู(การเพียร์ซซิง) การตัดกึ่งบากร่อง(การตัดบากร่อง 1) การตัดบากร่อง(การตัดบากร่อง 2) และการตัดแยกชิ้นงานออก(การตัดชิ้นงานตามรูปร่างที่ต้องการ)จากส่วนโครงวัสดุ(skeletonหรือskeleton scrapหรือscrap strip, スケルトン, すけるとん, ซุเคะรุตง)ในขั้นตอนสุดท้าย......................................................................205
ภาพที่ 149 ภาพถ่ายแม่พิมพ์โปรเกรสซีฟว์มองจากด้านบนในขณะที่เปิดแม่พิมพ์ชุดบนกับแม่พิมพ์ชุดล่างแยกออกจากกัน................................................................................206
ภาพที่ 150 ตัวอย่างการจัดวางชิ้นงาน(Nesting, ネスティング, ねすてぃんぐ, เนซติงงุ)แบบสองแถวสำหรับการตัดเฉือนชิ้นงานที่มีเส้นรอบรูปในลักษณะวงกลมในแม่พิมพ์โปรเกรสซีฟว์ ซึ่งการวางชิ้นงานให้เหลื่อมกันจะช่วยให้ระยะระหว่างแถวลดลงได้ จึงทำให้ความกว้างของแถบวัสดุตลอดจนเปอร์เซ็นต์การเกิดเศษวัสดุลดลงตามไปด้วย.....................208
ภาพที่ 151 เครื่องปั๊มส่งผ่าน “Schuler” ขนาดใหญ่พร้อมชุดป้อนส่งผ่านทางขวางที่ย่อส่วนลง เพื่อเผยให้เห็นถึงกลไกของระบบขับส่งกำลัง..............................................209
ภาพที่ 152 วัฏจักรของการเคลื่อนที่ของชิ้นงานด้วยกลไกต่างๆในแม่พิมพ์ส่งผ่านหรือทราสเฟอร์ดาย ซึ่งในที่นี้แผ่นวัสดุขนาดพร้อมใช้หรือแผ่นแบลงก์(ผ่านการตัดเตรียมเอาไว้ต่างหากล่วงหน้าแล้ว)จะถูกป้อนเข้าไปในส่วนที่เรียกว่า “นิ้ว” ที่สถานีงานแรกของแม่พิมพ์ จากนั้นก็จะทำการดึงขึ้นรูป ดึงขึ้นรูปซ้ำให้ได้ขนาด ตัดเฉือนรูที่ส่วนก้นของชิ้นงาน แล้วจากนั้นก็จะขริบตัดขอบส่วนเกินที่เกิดขึ้นจากกระบวนการดึงขึ้นรูปออกไปก็จะได้ชิ้นงานตามต้องการ...........................................................................................................212
ภาพที่153 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบมิติเดียว(1D transfer feeding equipment, 一次元トランスファー送り装置, いちじげんとらんすふぁーおくりそうち, อิจิยิเง็ง ทรันซุฟาโอะคุริโซจิ)(ภาพด้านบน)กับกลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบสามมิติ(3D transfer feeding equipment, 三次元トランスファー送り装置, さんじげんとらんすふぁーおくりそうち, ซันยิเง็ง ทรันซุฟาโอะคุริโซจิ)(ภาพด้านล่าง)..........213
ภาพที่ 154 สายงานการปั๊มแบบส่งผ่านชิ้นงานระหว่างแม่พิมพ์(ระหว่างเครื่องปั๊ม)ที่มีการตัดเฉือน-ขึ้นรูปแตกต่างกันหรือถือเป็นสถานีงานที่ต่างกัน โดยใช้เครื่องปั๊มไอดะ“アイダ(Aida)”แบบโครงเครื่องรูปตัวซี ซึ่งใช้แขนกลช่วยหยิบ-จับชิ้นงานป้อนส่งเข้าแล้ววางภายในแม่พิมพ์แล้วก็จะป้อนส่งผ่านระหว่างแม่พิมพ์โดยอัตโนมัติอีกด้วย...............................214
ภาพที่ 155 โครงสร้างพื้นฐานของแม่พิมพ์ที่จัดแบ่งโดยพิจารณาจากตำแหน่งของพันช์-ดายกับการจัดการแผ่นปลดวัสดุหรือสตริปเปอร์เพลตว่าควรมีหรือไม่ เป็นแบบใด แล้วจัดวางให้อยู่ด้านเดียวกับพันช์หรือว่าจัดวางให้อยู่ด้านเดียวกับดาย.................................215
ภาพที่ 156 แม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัววีที่ไร้สตริปเปอร์ซึ่งแสดงให้เห็นเพียงพันช์ ดาย และวัสดุชิ้นงานเท่านั้น(ภาพซ้ายมือ)กับแม่พิมพ์ดึงขึ้นรูปแบบไร้สตริปเปอร์แล้วชิ้นงานตก-ลอดทะลุผ่านลงสู่ด้านล่าง(ภาพขวามือ)...................................................................218
ภาพที่ 157 แม่พิมพ์ตัดเฉือนรูที่มีตัวปลดวัสดุยึดคงที่หรือสตริปเปอร์ยึดคงที่ติดอยู่ทางด้านบนของดายตัวเมียหรือแผ่นดาย ที่มีการติดตั้งเสานำทางกับปลอกนำทางไว้ในชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets, ダイセット, だいせっと, ดายเซ็ตโตะ)เพื่อทำหน้าที่นำทางให้แม่พิมพ์ชุดบน-ชุดล่างเคลื่อนที่เข้าคู่กันอย่างถูกต้อง.................218
ภาพที่ 158 แม่พิมพ์ตัดเฉือนรูแบบมีเสานำทางตัวปลดวัสดุหรือแกนนำทางสตริปเปอร์อยู่ภายใน เพื่อทำหน้าที่นำทางการเคลื่อนที่ของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ในแม่พิมพ์ที่ต้องการความเที่ยงตรง โดยแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ทำหน้าที่นำทางแล้วประคองปลายพันช์อีกหน้าที่หนึ่งด้วย...................................................................................219
ภาพที่ 159 แม่พิมพ์ขริบตัดขอบหรือทริมมิงดาย(Trimming Die, 縁切り型, えんきりがた, เอ็งคิริงะตะ)ซึ่งขริบตัดขอบชิ้นงานที่ผ่านการดึงขึ้นรูปมาแล้ว โดยเป็นแม่พิมพ์ที่มีโครงสร้างแบบไร้แผ่นปลดวัสดุแล้วมีดายตัวเมียอยู่ด้านบนในขณะที่พันช์อยู่ทางด้านล่างซึ่งกลับด้านกันกับที่เป็นอยู่ในแม่พิมพ์ทั่วไป................................................................................220
ภาพที่ 160 แม่พิมพ์ตัดแผ่นแบลงก์ที่มีโครงสร้างแบบคว่ำกลับด้าน(Invert Type Blanking Die, 逆配置構造の打ち抜き型 , ぎゃくはいちこうぞうのうちぬきがた, เงียคไฮจิโคโซโนะอุจินุคิงะตะ)ซึ่งมีแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้อยู่ด้านล่างหรืออยู่ด้านเดียวกับพันช์(ภาพซ้ายมือ) และโครงสร้างแม่พิมพ์ชุดล่างที่แสดงเฉพาะส่วนนำทางการป้อนแถบวัสดุโดยอาศัยขอบวัสดุซึ่งควรมีอย่างน้อย 2 อัน(ภาพขวามือ)...........................................222
ภาพที่ 161 กรณีที่ใช้ตัวปลดวัสดุแบบยูรีเทน(Urethane stripper, ウレタンストリッパー, うれたんすとりっぱー, อุเระตันซุโตะริปปา)ทำหน้าที่ทั้งจับยึดวัสดุแล้วก็ปลดวัสดุในตัวเดียวกันด้วย ซึ่งจะเหมาะสำหรับการปลดวัสดุอย่างง่ายที่มีปริมาณการผลิตไม่สูงนักแล้วทำให้ได้ต้นทุนการผลิตที่ต่ำด้วย...............................................................................222
ภาพที่ 162 อายุของแม่พิมพ์ในความหมายที่ 2หรือระยะเผื่อสำหรับเจียระไนลับขอบคมตัดได้อีก(Die lifeหรือlandหรือwear landหรือcutting landหรือdie land, ランドหรือダイランド部หรือ刃部長さ, らんどหรือだいらんどぶหรือはぶながさ, รันโดะหรือดายรันโดะบุหรือฮะบุนะงะซะ)ของชิ้นส่วนดายแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)โดยในภาพนี้ระยะเผื่อจะเป็นแบบตรง.................................................................................................................225
ภาพที่ 163 ตัวอย่างลักษณะต่างๆกันของอายุของแม่พิมพ์(ในความหมายที่ 2)ที่มีระยะเผื่อสำหรับเจียระไนลับขอบคมตัดได้อีก ซึ่งจะเป็นระยะเผื่อแบบตรง(Straight land, ストレートランド, すとれーとらんど, ซุ-เตรตโตะรันโดะ) ระยะเผื่อแบบเรียว(Taper land, テーパーを持ったランド, てーぱーをもったらんど, เตปาโวะมตตะรันโดะ) และระยะเผื่อแบบเรียวตลอดโดยไม่ระบุระยะเผื่อไว้(Taper through-no die life, ランド部にわずかにテーパーを取り, らんどぶにわずかにてーぱーをとり, รันโดะบุนิวะซึคะนิเตปาโวะโทะริ) .............................................................................................................................226
ภาพที่ 164 ระยะเผื่อสำหรับเจียระไน(land, ランド, らんど, รันโดะ)ในความหมายระยะเผื่อสำหรับเจียระไนลับขอบคมตัดได้อีกหรืออายุของแม่พิมพ์(Cutting land) และระยะเผื่อเพื่อลดพื้นที่สำหรับเจียระไนลับขอบคมตัดของพันช์หรือดายให้ลดลง(Sharpening land) .............................................................................................................................227
ภาพที่ 165 การพิจารณาเลือกใช้วัสดุสำหรับชิ้นส่วนหลักที่สำคัญๆในแม่พิมพ์ที่มีโครงสร้างตัวปลดวัสดุยึดคงที่หรือโครงสร้างสตริปเปอร์ยึดคงที่(fixed stripper structure, 固定ストリッパ構造, こていすとりっぱこうぞう, โคะเตซุโตะริปปะโคโซ)...............................230
ภาพที่ 166 การพิจารณาเลือกใช้วัสดุสำหรับชิ้นส่วนหลักที่สำคัญๆในแม่พิมพ์ที่มีโครงสร้างตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือโครงสร้างสตริปเปอร์เคลื่อนที่ได้(movable stripper structure, 可動ストリッパ構造, かどうすとりっぱこうぞう, คะโดซุโตะริปปะโคโซ) .............................................................................................................................231
ภาพที่ 167 การพิจารณาเลือกใช้วัสดุสำหรับชิ้นส่วนหลักที่สำคัญๆในแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ).............................232
ภาพที่ 168 ตัวอย่างลักษณะหนึ่งในการปรับปรุงคุณภาพผิวที่ส่วนปลายของพันช์โดยกระบวนการ WPC ซึ่งจะมีความหยาบผิวมากกว่าผิวที่ได้จากการขัดเงา(Polishing, 磨き หรือポリシングหรือ艶出し, みがきหรือぽりしんぐหรือつやだし, มิงะคิหรือโพะริชชิงงุหรือทซึยะดะชิ)ปรกติเล็กน้อย ผิวที่ได้จึงมีทั้งส่วนนูน-ส่วนเว้าที่สามารถกักเก็บฟิล์มน้ำมันหรือสารหล่อลื่นเอาไว้ได้ดีกว่า จึงช่วยทำให้เพิ่มความสามารถในการต้านทานต่อการหลอมติดได้ดียิ่งขึ้นนั่นเอง........................................................................................242
ภาพที่ 169 เปรียบเทียบการดัดขึ้นรูปด้วยแม่พิมพ์ การดัดขึ้นรูปด้วยการพับ และการดัดขึ้นรูปด้วยการป้อนส่งวัสดุแล้วก็ดัด ซึ่งการดัดขึ้นรูปด้วยการป้อนส่งวัสดุนี้ก็ยังแบ่งออกเป็น 2 วิธีด้วยกันคือ การดัดขึ้นรูปด้วยวิธีการกลิ้งรีดขึ้นรูปกับการดัดขึ้นรูปด้วยวิธีการกลิ้งม้วนขึ้นรูปแผ่นวัสดุ............................................................................................................243
ภาพที่ 170 เกจแผ่นวัดช่องว่างหรือเกจวัดความหนา(feeler gaugeหรือthickness gauge, 隙間ゲージ, すきまげーじ, ซุคิมะเงยิ) “Starrett” .....................................................247
ภาพที่ 171 ตัวอย่างใบมาตรฐานการติดตั้งแม่พิมพ์(Die setup standard sheet, 金型段取り基準書, かながただんどりきじゅんしょ, คะนะงะตะดันโดะริคิยุงโชะ)ที่ผู้ออกแบบแม่พิมพ์ระบุข้อมูลเอาไว้ เพื่อให้ผู้ใช้ได้ทำการบันทึกผลการตรวจสอบทั้ง 6 ข้อในขณะปฏิบัติงานจริงเมื่อนำแม่พิมพ์ไปใช้งาน.....................................................................249
ภาพที่ 172 ระยะยกแผ่นวัสดุในแม่พิมพ์โปรเกรสซีฟว์ที่มีการดัดขึ้นรูปชิ้นงานลงสู่ด้านล่าง ซึ่งค่านี้จะระบุไว้ในใบมาตรฐานการติดตั้งแม่พิมพ์ ดังนั้นผู้ใช้แม่พิมพ์จะต้องปรับอุปกรณ์ป้อนกับอุปกรณ์อื่นๆให้เข้ากับระดับนี้ด้วย เพื่อป้องกันการป้อนส่งผิดพลาดแล้วทำให้แม่พิมพ์เสียหาย......................................................................................................249
ภาพที่ 173 กลไกการทำงานของชุดตัวกระทุ้งดันปลดหรือน็อกเอาต์(knockoutหรือslide knockoutหรือtop knockout, ノックアウトหรือスライドノックアウトหรือ上部ノックアウト, のっくあうとหรือすらいどのっくあうとหรือじょうぶのっくあうと, นคเอาโตะหรือซุไรโดะ-นคเอาโตะหรือโยบุ-นคเอาโตะ)ของเครื่องปั๊มที่จุดศูนย์ตายล่าง(Bottom Dead CenterหรือBDC, 下死点, かしてん, คะชิเต็ง)(ภาพขวามือบน)กับการทำงานที่จุดศูนย์ตายบน(Top Dead CenterหรือTDC, 上死点, じょうしてん, โยชิเต็ง)(ภาพซ้ายมือบน) และลักษณะแม่พิมพ์ที่ต้องใช้กลไกกระทุ้งดันปลดช่วยในการปลดชิ้นงานออกจากแม่พิมพ์(ภาพซ้ายมือล่าง)กับภาพถ่ายกลไกจริงในเครื่องปั๊ม(ภาพขวามือล่าง).............251
ภาพที่ 174 การปรับระดับความสูงของการป้อนส่ง(Feeding LevelหรือflหรือPass Line, 送りレベルหรือフィードレベルหรือ送り高さหรือ送り線高さหรือパスライン, おくりれべるหรือふぃーどれべるหรือおくりたかさหรือおくりせんたかさหรือぱすらいん , โอะคุริเระเบะรุหรือฝีโดะเระเบะรุหรือโอะคุริตะคะซะหรือโอะคุริเซ็งทะคะซะหรือพัซซุไรน์)วัสดุเข้าสู่แม่พิมพ์ที่เครื่องปั๊มกับอุปกรณ์ป้อนส่งวัสดุให้เหมาะกับแม่พิมพ์....................251
ภาพที่ 175 กลไกกระทุ้งดันปลดที่อยู่ภายในชุดบนของแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ) ซึ่งจะเรียกแกนกระทุ้งดันปลดหรือน็อกเอาต์พิน(knockout pin)ว่าเป็น knockout rod ของแม่พิมพ์...............................................252
ภาพที่ 176 ในกรณีที่ต้องการความเสถียรของการทำงานของกลไกกระทุ้งดันปลดชิ้นงานเป็นพิเศษ แนะนำให้ทำการออกแบบโดยใช้ปลอกนำทางมาช่วยทำหน้าที่เป็นตัวนำทางในการเคลื่อนที่ของ knockout pinหรือแกนกระทุ้งดันปลดให้เป็นไปอย่างราบรื่น ไม่เช่นนั้นในบางจังหวะที่ knockout pinหรือแกนกระทุ้งดันปลดเอียงตัวไปเล็กน้อยก็อาจทำให้ตัวกระทุ้งดันปลดหรือน็อกเอาต์เกิดงัดแล้วติดขัดขึ้นได้...................................................253
ภาพที่ 177 การออกแบบกลไกกระทุ้งดันปลดสำหรับชิ้นงานที่มีขนาดเล็ก แนะนำให้ทำการออกแบบโดยใช้แผ่นน็อกเอาต์รูปร่างอย่างง่ายร่วมกันกับ knockout pinหรือแกนกระทุ้งดันปลดเพียง 3 ถึง 4 ตำแหน่งก็เพียงพอ........................................................................254
ภาพที่ 178 การออกแบบกลไกกระทุ้งดันปลดสำหรับชิ้นงานที่มีขนาดใหญ่ แนะนำให้ทำการออกแบบกลไกกระทุ้งดันปลดโดยใช้แผ่นน็อกเอาต์ที่มีความแข็งแรงมากยิ่งขึ้น และใช้ร่วมกันกับ knockout pinหรือแกนกระทุ้งดันปลดตั้งแต่ 3 ตำแหน่งขึ้นไป.....................255
ภาพที่ 179 ลักษณะข้อบกพร่องหรือความผิดปรกติของเครื่องปั๊ม แรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊ม และหรือแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ที่มีผลต่อคุณภาพชิ้นงาน ซึ่งควรต้องดำเนินการแก้ไขเสียก่อนที่จะนำไปใช้งานต่อไป.........................................................256
ภาพที่ 180 ลำดับการจับยึดแม่พิมพ์ชุดล่างกับแม่พิมพ์ชุดบนเข้ากับเครื่องปั๊มนั้น จะจับยึดแม่พิมพ์ชุดล่างเข้ากับแผ่นโบลสเตอร์ของเครื่องปั๊มแต่เพียงเพื่อประคองเอาไว้เท่านั้นแล้วจึงจับยึดแม่พิมพ์ชุดบนเข้ากับแรมหรือสไลด์ของเครื่องปั๊มให้แน่นเสียก่อน จากนั้นจึงทำการควบคุมให้แรมหรือสไลด์ค่อยๆเคลื่อนที่นำแม่พิมพ์ชุดบนเคลื่อนที่เข้าคู่กันกับแม่พิมพ์ชุดล่าง 2 ถึง 3 ครั้งเพื่อให้ส่วนนำทางต่างๆของแม่พิมพ์ปรับให้แม่พิมพ์ชุดบน-ล่างได้แนวศูนย์เดียวกันมากที่สุดแล้วจึงค่อยจับยึดแม่พิมพ์ชุดล่างให้แน่นในภายหลัง..................257
ภาพที่ 181 แม่พิมพ์ที่มีชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบไม่มีเสานำทางกับปลอกนำทาง ซึ่งเรียกว่าแม่พิมพ์เปิด(Open Die, オープン形式金型, おーぷんけいしきかながた, โอพุนเคชิคิคะนะงะตะ)............................................................................................259
ภาพที่ 182 การออกแบบให้พันช์ตัดเฉือนมีส่วนส้นนำทางที่มีความยาวมากกว่าขอบคมตัดของพันช์ ซึ่งส่วนส้นจะถูกใช้สำหรับทำหน้าที่นำทางโดยตรงให้พันช์เคลื่อนที่เข้าคู่กันกับขอบคมตัดของดายได้ด้วยเคลียแรนซ์ที่สม่ำเสมอโดยตลอดเส้นรอบรูปขอบคมตัดที่ใช้ตัดเฉือนวัสดุ...............................................................................................................260
ภาพที่ 183 การนำทางขอบคมตัดของพันช์กับดายให้เข้าคู่กันได้ดีเพื่อช่วยป้องกันไม่ให้ขอบคมตัดของพันช์กับดายในแม่พิมพ์เกิดความเสียหาย โดยการใช้โครงสร้างกับลักษณะการประกอบแม่พิมพ์ที่แตกต่างกัน...........................................................................261
ภาพที่ 184 การใช้ผ้าสักหลาด(felt, フェルト, ふぇると, เฟรุโตะ)ทำความสะอาดผิวหน้าด้านบนกับด้านล่างของแถบวัสดุที่ทางเข้าอุปกรณ์ป้อนส่งวัสดุ(feeding equipmentหรือfeeder, 送り装置หรือフィーダー, おくりそうちหรือふぃーだー, โอะคุริโซจิหรือฟีดา) และหรือก่อนที่แถบวัสดุจะถูกหล่อลื่นด้วยน้ำมันหรือสารหล่อลื่นแล้วป้อนเข้าสู่แม่พิมพ์.............................................................................................................................264
ภาพที่ 185 ตัวอย่างการพิจารณาตรวจสอบ-ปรับแก้ให้ขนาด-รูปร่างชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปกลายมาเป็นแบบปรับแก้(Arrangement Drawingหรือpart shape establish, アレンジ図, あれんじず, อะเร็นยิซึ)ตามเป้าหมาย เพื่อนำไปใช้สำหรับออกแบบแล้วผลิตแม่พิมพ์ โดยแบบที่ได้นี้จะทำการปรับแก้มาจากแบบผลิตภัณฑ์(product drawing, 製品図, せいひんず, เซฮิงซึ)ที่ลูกค้าต้องการ และในภาพนี้จะเป็นแบบปรับแก้สำหรับผลิตภัณฑ์หรือชิ้นงานทั้ง 3 รูปแบบในการตัดเฉือน-ขึ้นรูปวัสดุ..........................................................267
ภาพที่ 186 ลักษณะการโป่งนูนในชิ้นงานจากกระบวนการเพียร์ซซิงทำให้ชิ้นงานไม่เรียบเพราะเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)แคบเกินไป และกรณีเพิ่มเคลียแรนซ์ให้มากขึ้นพอดีแล้วจะทำให้ได้ชิ้นงานที่เรียบแม้ว่าส่วนที่ถูกตัดออกจากแผ่นวัสดุจะโก่งก็ตาม เพราะการเพียร์ซซิงจะถือว่าเอารูที่ได้จากการตัดเฉือนในแผ่นวัสดุไปใช้งานแต่ไม่ได้เอาส่วนที่ถูกตัดออกจากแผ่นวัสดุไปใช้งาน................................................................................................................271
ภาพที่ 187 แม่พิมพ์ที่มีการตัดเฉือนแบบการตัดเฉือนแล้วนำพาไปต่อ ซึ่งชิ้นงานหรือวัสดุส่วนที่ถูกตัดเฉือนแล้วประมาณ 50 เปอร์เซ็นต์นี้ จะถูกบีบอัดให้แบนเรียบจากนั้นก็จะถูกนำพาเคลื่อนที่ต่อไปแล้วจะถูกดันออกจากแผ่นวัสดุด้วยพันช์ที่มีรูปร่างคล้ายกับพันช์ที่ตัดเฉือนมาแล้วแต่จะมีขนาดเล็กกว่า เพราะพันช์นี้จะทำหน้าที่เพียงดันชิ้นงานหรือวัสดุที่ถูกตัดเฉือนแล้วนำพาไปต่อออกด้วยแรงเล็กน้อยเท่านั้น เนื่องจากชิ้นงานหรือวัสดุได้ผ่านการตัดเฉือนมาจนถึงจุดแตกร้าว-ฉีกขาดของแผ่นวัสดุแล้ว...............................................271
ภาพที่ 188 ภาพตัวอย่างของการตัดเฉือนซึ่งแสดงให้เห็นรอยแตกที่สถานีงานตัดเฉือนแล้วนำพาไปต่อหรือตัดเฉือนแล้วดันย้อนกลับซึ่งมีรอยแตกที่เรียบร้อยสมบูรณ์แบบ(ภาพซ้ายมือ) และมีรอยแตกที่เลว(ภาพขวามือ) ซึ่งเกิดขึ้นเนื่องจากการนำวัสดุที่มีคุณสมบัติเหนียว-อ่อนมาตัดเฉือนด้วยแม่พิมพ์ตัวเดียวกันกับวัสดุตามภาพซ้ายมือที่เป็นแม่พิมพ์ที่ออกแบบเคลียแรนซ์สำหรับใช้กับวัสดุที่มีความแข็งกว่า..............................................273
ภาพที่ 189 การป้องกันปัญหาที่เกิดจากปริมาตรเนื้อวัสดุที่ขยายเพิ่มขึ้นแล้วเกิดการสะสมภายในแผ่นวัสดุที่ตัดเฉือน-ขึ้นรูปโดยแม่พิมพ์โปรเกรสซีฟว์ ซึ่งจะส่งผลกระทบต่อกระบวนการที่อยู่ในลำดับต่อมา โดยการจัดให้มีการตัดเฉือนรูเป็นแบบร่องยาวเพื่อรองรับกับปัญหานี้............................................................................................................274
ภาพที่ 190 ลักษณะการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)ที่จะทำให้ได้ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีความเรียบที่ยอดเยี่ยมมาก อันเนื่องมาจากที่ด้านตรงกันข้ามกับพันช์จะเป็นแรมสำหรับจับยึดวัสดุความดันสูงดันปะทะกับผิวหน้าวัสดุแล้วต้านเอาไว้ และการจับยึดวัสดุด้วยแรมนี้คือส่วนที่แตกต่างไปจากวิธีการตัดเฉือนแล้วนำพาไปต่อ......................................................................275
ภาพที่ 191 แม่พิมพ์ที่ออกแบบเป็นพิเศษสำหรับกระบวนการกริปโฟลว์(Grip Flow Process, グリップフロー加工, ぐりっぷふろーかこう, งริป-ฟุโรคะโค)โดยบริษัท Ebway Corporation(ภาพซ้ายมือ) และชิ้นงานที่ได้จากการตัดเฉือนด้วยกระบวนการนี้ซึ่งมีความหนาถึง 12.7 มิลลิเมตรหรือ1/2นิ้ว(ภาพขวามือ)........................................................277
ภาพที่ 192 ภาคตัดชิ้นส่วนดายที่มีส่วนคมตัดตรงหนามากจนเกินไป ทำให้ชิ้นงานที่ได้จากการตัดเฉือนด้วยกระบวนการแบลงกิง(Blanking ProcessหรือBlanking Operation, 打抜き加工หรือブランキング加工หรือ外形抜き加工, うちぬきかこうหรือぶらんきんぐかこうหรือがいけいぬきかこう, อุจินุคิคะโคหรือบุรังคิงงุคะโคหรือไงเคนุคิคะโค)เกิดการโก่ง........................................................................................................................278
ภาพที่ 193 ภาคตัดของดายตัวเมียแบบปุ่มกดหรือบัตตอนดาย(buttonหรือbutton dieหรือdie buttonหรือdie bushingหรือpierce button, ボタンダイหรือダイボタンหรือダイブシュ, ぼたんだいหรือだいぼたんหรือだいぶしゅ, โบะตันดายหรือดายโบะตันหรือดายบุชชุ)......................................................................................................................278
ภาพที่ 194 ภาคตัดอย่างง่ายที่แสดงอีกหนึ่งแนวคิดในการป้องกันปัญหาการโก่งของชิ้นงานภายหลังถูกตัดเฉือนในกระบวนการแบลงกิง โดยใช้แผ่นกระทุ้งดันปลดหรือแผ่นน็อกเอาต์(knockout plate, ノックアウト板, のっくあうとばん, นคเอาโตะบัง)ดันวัสดุต้านกับผิวหน้าพันช์ขณะที่ทำการตัดเฉือนวัสดุ..........................................................279
ภาพที่ 195 แนวคิดในการป้องกันปัญหาการโก่งของชิ้นงานซึ่งจะเกิดขึ้นภายหลังการตัดเฉือนด้วยกระบวนการแบลงกิง โดยจะใช้การตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)มาทำการตัดเฉือนแทน.......................................280
ภาพที่ 196 การประยุกต์ใช้งานของการตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)ในรูปแบบต่างๆ โดยบริเวณที่ตัดแยกส่วนนั้นจะมีทั้งส่วนที่กลายเป็นชิ้นงานกับส่วนที่กลายเป็นเศษวัสดุ..........................................................280
ภาพที่ 197 เทคนิคในการทำให้ชิ้นงานเรียบมากยิ่งขึ้นโดยกระบวนการปั๊มขึ้นลายจุด ตัวอย่างการปั๊มขึ้นลายจุดบนผิวหน้าชิ้นงานในลักษณะที่แตกต่างกัน และตัวอย่างแนวคิดของรูปร่างพันช์-ดายสำหรับปรับให้ชิ้นงานเรียบยิ่งขึ้น................................................282
ภาพที่ 198 แม่พิมพ์ปั๊มขึ้นลายจุดบนชิ้นงานหรือแม่พิมพ์ปั๊มขึ้นลายขนมวาฟเฟิล(Waffle die, ワッフルダイ, わっふるだい, วัฟฟุรุดาย)ซึ่งใช้วิธีการออกแบบการปั๊มขึ้นลายจุดที่แตกต่างไปจากลายจุดที่ได้อธิบายผ่านมาแล้ว(ภาพซ้ายมือ) และตัวอย่างภาพถ่ายพร้อมภาพขยายชิ้นงานจริงที่ผ่านการขึ้นลายจุดบนผิวหน้างานมาแล้ว เพื่อทำให้ได้ความเรียบของชิ้นงานมากยิ่งขึ้น(ภาพขวามือ)...........................................................................283
ภาพที่ 199 ลักษณะกลไกการรีดดัดวัสดุของอุปกรณ์ดัดวัสดุให้เรียบตรง(levellerหรือlevelerหรือlevelling machineหรือcoil straightener, レベラー, れべらー, เระเบะรา) ที่จะทำการดัดวัสดุที่มีการขดเป็นวงโค้งงอไปตามแนวยาวหรือคอยล์เซ็ต(coil set, 巻き癖, まきぐせ, มะคิงุเซะ)ภายหลังจากที่คลายออกมาจากม้วนวัสดุแล้วทำให้กลับมาเรียบตรงก่อนที่จะถูกป้อนเข้าสู่แม่พิมพ์เพื่อทำการปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานที่มีความเรียบตามคุณภาพที่ต้องการต่อไป..........................................................................................284
ภาพที่ 200 สภาวะของเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ตามเส้นรอบรูปขอบคมตัดของพันช์กับดายที่แคบเกินไป โดยมีทั้งเคลียแรนซ์แบบที่แคบด้านเดียว เคลียแรนซ์แบบที่แคบสองด้าน และเคลียแรนซ์แบบที่แคบทั้งสี่ด้านแต่เกิดเฉพาะส่วนในแนวทแยงมุมทั้ง 4 ด้านเท่านั้น ซึ่งอาจมีสาเหตุมาจากพันช์หรือดายบิดตัวในทิศทางที่ไม่ถูกต้อง.............................................285
ภาพที่ 201 การออกแบบส่วนปลายของพันช์แบบมีขอบคมตัดเป็นเรียวย้อนกลับด้าน(Reverse Taper PunchหรือBack Taper PunchหรือExtra Back Taper on Punch, テーパパンチหรือテーパーパンチหรือ逆テーパーパンチ, てーぱぱんちหรือてーぱーぱんちหรือぎゃくてーぱーぱんち, เตปะพันจิหรือเตปาพันจิหรือเงียคเตปาพันจิ)เพื่อใช้งานในกรณีพิเศษ และการเผื่อให้ขนาดส่วนหัวด้านบนสุดของพันช์มีขนาดเล็กลงกว่าขนาดส่วนลำตัวของพันช์เพื่อช่วยให้พันช์สามารถรับภาระที่หนักมากขึ้นกว่าเดิมได้.....................286
ภาพที่ 202 ผิวของวัสดุที่ผ่านการตัดเฉือนโดยแม่พิมพ์ที่มีเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างขอบคมตัดของพันช์กับดายแคบจนเกินไป จะทำให้รอยแตกที่เริ่มเกิดจากด้านพันช์กับด้านดายไม่มาบรรจบกันพอดีแต่กลับจะเกิดการตัดเฉือนครั้งที่ 2 ขึ้นมาแทนที่...........................288
ภาพที่ 203 การตรวจสอบการอุดตันของเศษวัสดุหรือการติดขัดของเศษวัสดุ(slug jammingหรือslug cloggingหรือslug stacking, カス詰まり, かすつまり, คะซุ-ทซึมะริ) ให้ทำการตรวจสอบเศษวัสดุที่ถูกตัดเฉือนซึ่งควรจะตกลงสู่ด้านล่างภายหลังวัสดุผ่านการตัดเฉือนไปแล้วมีจำนวนเศษจากการตัดเฉือนสะสมรวมเท่ากับความหนาส่วนคมตัดตรงของดายตัวเมีย และจะต้องทำการตรวจสอบทุกตำแหน่งของแม่พิมพ์ที่มีขั้นตอนการตัดเฉือนนั้นว่าเศษวัสดุต้องตกลงสู่ด้านล่างครบทุกตำแหน่งก่อนที่จะเริ่มเดินเครื่องผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูป..................................................................................................289
ภาพที่ 204 ตัวอย่างแบบโครงร่างลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปในแม่พิมพ์(strip layoutหรือprogressive stock layoutsหรือprogressive strip, ストリップレイアウト, すとりっぷれいあうと, ซุโตะริป-เรเอาโตะ)ของแม่พิมพ์โปรเกรสซีฟว์ ซึ่งจะต้องทำการตรวจยืนยันการร่วงของเศษทุกขั้นตอนหรือสถานีงานที่มีการตัดเฉือนวัสดุนั่นคือส่วนที่แรเงาด้วยเส้นทแยงมุมทั้ง 7 ตำแหน่ง............................................................................................289
ภาพที่ 205 แนวคิดในการป้องกันปัญหาการอุดตันของเศษวัสดุในรูดายด้วยวิธีต่างๆ ด้วยการทำให้ส่วนคมตัดตรงสั้นลง ทำรูหลบด้านล่างรูดายให้มีขนาดที่เหมาะสมช่วยลดการอุดตันของเศษวัสดุหรือใช้ดายแบบที่มีรูเอียงสำหรับให้อากาศ(air, 空気, くうき, คูคิ)ไหลผ่านแล้วเกิดแรงดูดเศษขึ้น.............................................................................................290
ภาพที่ 206 แผ่นรองหลังดายไม่ได้แนวศูนย์เดียวกับรูของดายอันเนื่องมาจากรูกำหนดตำแหน่งในแผ่นรองหลังโตเกินไปแต่ก็ยังถูกนำมาประกอบเข้าไปใช้งานในแม่พิมพ์ จึงทำให้หมุดกำหนดตำแหน่ง(ระหว่างชิ้นส่วนแม่พิมพ์)หรือโดเวลพินหรือน็อกพิน(dowel pinหรือknock pin, ダウエルピンหรือノックピンหรือダボピン, だうえるぴんหรือのっくぴんหรือだぼぴん, ดะเวลปินหรือนคคุปินหรือดะโบะปิน)ไม่สามารถทำหน้าที่กำหนดตำแหน่งที่ถูกต้องได้แล้วก่อให้เกิดปัญหาการขวางทางเศษแล้วทำให้มีโอกาสที่จะติดขัดขึ้นได้...291
ภาพที่ 207 ภาคตัดแสดงสภาพของการอุดตันของเศษวัสดุหรือการติดขัดของเศษวัสดุ(slug jammingหรือslug cloggingหรือslug stacking, カス詰まり, かすつまり, คะซุ-ทซึมะริ)ในลักษณะต่างๆภายในดายตัวเมีย ที่มีสาเหตุมาจากส่วนต่างๆที่อยู่ภายในแม่พิมพ์.............................................................................................................................292
ภาพที่ 208 กรณีที่แม่พิมพ์กับเครื่องปั๊มมีชุดตรวจสอบการอุดตันของเศษวัสดุที่ผ่านการตัดเฉือนแล้วสะสมในรูดายจนเกิดการอุดตันของเศษวัสดุหรือการติดขัดของเศษวัสดุ(slug jammingหรือslug cloggingหรือslug stacking, カス詰まり, かすつまり, คะซุ-ทซึมะริ) ชุดตรวจสอบจะช่วยทำให้ผู้ใช้งานแม่พิมพ์โปรเกรสซีฟว์ตรวจพบข้อบกพร่องของสถานีงานใดๆในแม่พิมพ์แล้วทำการแก้ไขได้โดยเร็ว เพื่อที่จะป้องกันความเสียหายที่รุนแรงกว่าซึ่งจะเกิดกับแม่พิมพ์-เครื่องปั๊มตามมาในภายหลัง.............................................................293
ภาพที่ 209 ตำแหน่งการติดตั้งชุดตรวจสอบการอุดตันของเศษวัสดุที่ผ่านการตัดเฉือนแล้วสะสมในรูดายที่ติดตั้งอยู่ภายในเครื่องปั๊มที่มีโครงเครื่องเป็นรูปตัวซี(ภาพซ้ายมือ) และสภาพความเปลี่ยนแปลงของเครื่องปั๊มที่จะเพิ่มมากยิ่งขึ้นเมื่อเกิดการอุดตันของเศษวัสดุ(ภาพขวามือ)..........................................................................................................294
ภาพที่ 210 รอยตำหนิหรือหรือข้อบกพร่อง(Flaw, 傷, きず, คิซึ)บนผิวหน้าของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่เกิดขึ้นจากเศษวัสดุที่ลอยขึ้นมาหรือถูกดึงย้อนกลับขึ้นมาตกค้างบนแผ่นดายแล้วถูกปั๊มเข้ากับแผ่นวัสดุหรือชิ้นงานอีกครั้ง......................................................294
ภาพที่ 211 แรงกดตามแนวเส้นรอบรูปของเศษหรือชิ้นงานที่ถูกตัดเฉือนซึ่งกระทำกับผนังของรูดายจะน้อย เนื่องจากการใช้เคลียแรนซ์มากเกินไปทำให้ชิ้นงานหรือเศษที่ตัดเกิดแอ่นตัวแล้วส่งผลให้ขนาดของเศษถูกตัดเฉือนตามแนวเส้นรอบรูปเล็กลง จึงทำให้แรงกดยึดอยู่กับรูดายของเศษลดลงตามไปด้วยแล้วก็ทำให้เศษถูกดึงย้อนกลับไปตกในแม่พิมพ์ได้ง่าย รวมทั้งสาเหตุอื่นๆที่เกิดร่วมกันอีก เช่น สภาวะสุญญากาศที่ผิวหน้าพันช์ก็ยิ่งทำให้เศษถูกดึงย้อนกลับติดไปกับปลายพันช์ได้ง่ายขึ้น.................................................................297
ภาพที่ 212 เครื่องเจียระไนรูปร่างของบริษัทอะมะดะ“アマダ(Amada)” ชนิดที่มีเลนส์ช่วยในการมองเห็นชิ้นส่วนที่กำลังผลิตได้ในขณะที่เจียระไนขึ้นรูปร่าง ซึ่งใช้ทำการเจียระไนขึ้นรูปร่างขอบคมตัดของพันช์กับรูปร่างขอบคมตัดภายในของดายตัวเมียแบบแยกส่วนที่เดิมมีข้อจำกัดจากรอยต่อของดายแต่ละชิ้นแล้วก็ยังมีข้อจำกัดของคุณภาพผิวที่ได้จากการตัดเฉือนด้วยการไวร์คัต จึงเคยเป็นสิ่งที่ไม่แนะนำให้ออกแบบ-ผลิตดายตัวเมียแบบแยกส่วนขึ้นมาใช้กับแม่พิมพ์ในอดีต......................................................................................298
ภาพที่ 213 ลักษณะของอินเสิร์ตดายหรือดายแบบสอดใส่ชนิดแยกส่วนได้ที่เคยถือว่าเป็นการออกแบบ-ผลิตที่ไม่ดีด้วยเทคโนโลยีในอดีต ซึ่งเคยแนะนำให้หลีกเลี่ยงเพราะว่ามีโอกาสที่จะทำให้เศษวัสดุอุดตันหรือหลอมติดภายในรูดายแล้วทำให้ชิ้นส่วนแม่พิมพ์แตกหักเสียหาย แต่ในปัจจุบันจะถือว่าเป็นการออกแบบแล้วผลิตอินเสิร์ตดายชนิดแยกส่วนได้ได้อย่างมีคุณภาพด้วยเครื่องเจียระไนรูปร่าง...................................................298
ภาพที่ 214 อุปกรณ์เชื่อมพอกโดยการคายประจุแบบพิเศษตราสินค้าหรือยี่ห้อ “Stanley” และ” Rocklinizer” สำหรับประยุกต์ใช้ในการอาร์กผนังของรูดายโดยไม่ทำลายเนื้อของผนังรูดาย เพื่อให้เนื้อวัสดุของอิเล็กโทรดพอกกับฝังตัวยึดเกาะเข้ากับผนังของดายตัวเมียแล้วทำให้เกิดการยึดเกาะเศษวัสดุที่ผ่านการตัดเฉือนแล้วไม่ให้ถูกดึงย้อนกลับคืน รวมทั้งช่วยทำให้เศษวัสดุตกลงสู่ด้านล่างของแม่พิมพ์ได้ตามต้องการ..........................................302
ภาพที่ 215 การเชื่อมพอกโดยการอาร์กผนังของรูดายโดยไม่ทำลายเนื้อวัสดุของผนังรูดาย เพื่อให้เนื้อวัสดุของอิเล็กโทรดพอกแล้วฝังตัวยึดเกาะเข้ากับผนังของดาย ทำให้สามารถช่วยยึดเกาะเศษวัสดุที่ผ่านการตัดเฉือนแล้วไม่ให้ถูกดึงย้อนกลับคืน............................302
ภาพที่ 216 การเคลือบฝังตัวยึดเกาะโดยประกายไฟที่เหนี่ยวนำทางไฟฟ้าด้วยเครื่องเคลือบฝังตัวด้วยประกายไฟของบริษัท “TechnoCoat Co.,Ltd.” รุ่น “SparkDepo” ซึ่งจะใช้ทำการเคลือบฝังตัวยึดเกาะที่ผิวหน้า-ด้านข้างส่วนที่เป็นขอบคมตัดของพันช์กับผิวหน้าของผนังรูดายตัวเมีย.....................................................................................................303
ภาพที่ 217 ภาพแบบโปร่งใสของชุดกรวยสุญญากาศสำเร็จรูปแบบปืนยิงจรวดที่ประกอบอยู่ด้านใต้แม่พิมพ์ สำหรับช่วยทำการดูดเศษวัสดุให้แยกออกจากกันแล้วตกลงสู่ด้านล่างได้ดียิ่งขึ้น...............................................................................................................304
ภาพที่ 218 กรณีที่แม่พิมพ์กับเครื่องปั๊มมีชุดตรวจสอบการดึงเศษวัสดุที่ผ่านการตัดเฉือนแล้วขึ้นมาบนผิวหน้าดาย ก็จะทำให้ผู้ใช้แม่พิมพ์ตรวจพบตำแหน่งที่เป็นจุดบกพร่องของแม่พิมพ์ที่ต้องแก้ไขว่ามีต้นเหตุเกิดมาจากสถานีงานใดในแม่พิมพ์ โดยการสังเกตจากรูปร่างของเศษวัสดุที่ถูกดึงย้อนกลับขึ้นมานั้นว่าตรงกันกับการตัดเฉือนที่ตำแหน่งใด จากนั้นก็ให้รีบดำเนินการแก้ไขเพื่อป้องกันไม่ให้เกิดรอยตำหนิกับชิ้นงาน โดยเฉพาะอย่างยิ่งชิ้นงานในแม่พิมพ์โปรเกรสซีฟว์ที่ผลิตด้วยความเร็วสูงต่อเนื่องกันไป.......................305
ภาพที่ 219 การเกิดแอ่งสุญญากาศหรือหลุมสุญญากาศที่ผิวหน้าพันช์ที่มีการทำเชียร์เป็นมุมแหลม(ภาพซ้ายมือ) และพันช์ที่มีผิวหน้าเรียบซึ่งเป็นสาเหตุทำให้เศษวัสดุที่ผ่านการตัดเฉือนแล้วยึดติดกับผิวหน้าของพันช์ด้วยสภาวะสุญญากาศแล้วถูกดึงย้อนกลับขึ้นไปแล้วตกบนผิวหน้าดาย(ภาพขวามือ)...............................................................................305
ภาพที่ 220 พันช์ชนิดที่มีรูอากาศภายในเพื่อช่วยลดการเกิดภาวะสุญญากาศที่ผิวหน้าพันช์ และนอกจากนี้สามารถใช้อากาศอัดส่งผ่านรูนี้เพื่อดันเศษให้ตกลงสู่ด้านล่างได้อีกด้วย.............................................................................................................................306
ภาพที่ 221 แนวคิดในการออกแบบเพื่อป้องกันเศษวัสดุที่ผ่านการตัดเฉือนไปแล้วถูกดึงย้อนกลับขึ้นมาแล้วทำให้ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปมีรอยตำหนิกลายเป็นของเสีย โดยการจ่ายอากาศอัดเคลื่อนที่ผ่านด้านพันช์(ภาพซ้ายมือ) และหรือจ่ายอากาศอัดเคลื่อนที่ผ่านด้านดาย(ภาพขวามือ).............................................................................................306
ภาพที่ 222 งานบางลักษณะที่มีความจำเป็นต้องใช้แม่พิมพ์ที่มีโครงสร้างตัดเฉือนกลับด้านเพื่อควบคุมทิศทางของครีบที่เกิดขึ้นกับชิ้นงานให้ได้ตามต้องการ โดยที่มีการออกแบบให้พันช์อยู่ทางด้านล่างแล้วออกแบบให้ดายตัวเมียอยู่ด้านบน........................................307
ภาพที่ 223 แม่พิมพ์ที่มีโครงสร้างตัดเฉือนกลับด้านโดยมีพันช์อยู่ทางด้านล่างแล้วดายอยู่ด้านบนเพื่อควบคุมทิศทางของครีบที่เกิดขึ้นกับชิ้นงานให้ได้ตามต้องการ ซึ่งได้รับการพัฒนาชุดนำเศษออกจากแม่พิมพ์แล้ว......................................................................308
ภาพที่ 224 แนวคิดในการออกแบบเพื่อป้องกันเศษวัสดุที่ผ่านการตัดเฉือนไปแล้วถูกดึงย้อนกลับขึ้นมาอีกสำหรับการตัดขอบเรียบ(Shaving, シェービング, しぇーびんぐ, เชบิงงุ)......................................................................................................................308
ภาพที่ 225 พันช์พร้อมแกนดันปลดหรือพันช์พร้อมแกนเตะปลด(ejector punchหรือpunch with spring ejector pinหรือslug ejector punchหรือslug ejection punch, ジェクタパンチ, じぇくたぱんち, เย็คตะพันจิ)(หรือชื่อทางการค้าที่มีทั้ง Jektole punchกับjector punch) และอินเสิร์ตดายแบบสอดใส่จากทางด้านล่างที่มีร่องเอียงบนผนังของรูดายในส่วนคมตัดตรง เพื่อช่วยยึดเศษวัสดุเอาไว้ในรูดายทำให้ยากต่อการถูกดึงย้อนกลับขึ้นไปด้านบน.............................................................................................................................309
ภาพที่ 226 การใช้แกนดันปลดหรือแกนเตะปลด(ejector pinหรือkicker pin, エジェクタピンหรือキッカーピン, えじぇくたぴんหรือきっかーぴん, เอะเย็คตะปินหรือคิคคาปิน)ที่ตรงกลางเพียงตัวเดียว อาจทำให้เศษพลิกเอียงตัวแล้วเป็นสาเหตุทำให้เศษถูกดึงขึ้นได้(ภาพซ้ายมือ) จึงควรพิจารณาเลือกใช้จำนวนที่เพียงพอแล้วจัดวางตำแหน่งให้สมดุลเหมาะสมกับรูปร่างเศษหรือชิ้นงานด้วยซึ่งในที่นี้เป็นการจัดวางแบบ 3 กับ 4 ตำแหน่ง(ภาพขวามือ)..................................................................................................................310
ภาพที่ 227 บางส่วนของแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดายที่ใช้แกนดันปลดหรือแกนเตะปลดจำนวน 2 ตัวติดตั้ง-ประกอบอยู่ภายในชิ้นส่วนตัวกระทุ้งดันปลดหรือน็อกเอาต์ เพื่อช่วยในการเตะปลดชิ้นงานออกจากผิวหน้าของน็อกเอาต์ทำได้อย่างรวดเร็วภายหลังการตัดเฉือนเสร็จสิ้นแล้ว และมั่นใจว่าชิ้นงานจะถูกไม่ดูดติดกับผิวหน้าของน็อกเอาต์......................................................................................................................311
ภาพที่ 228 การสอดใส่หมุดล็อกหรือลิ่มล็อกเข้าทางรูด้านข้างลำตัวของพันช์พร้อมแกนดันปลดหรือพันช์พร้อมแกนเตะปลด เพื่อดึงให้ส่วนปลายของแกนลดระดับลงต่ำกว่าผิวหน้าพันช์เสียก่อนที่จะทำการเจียระไนลับคมตัด(ภาพซ้ายมือ) และความยาวของแกนเตะปลดที่ยื่นพ้นออกจากขอบคมตัดของพันช์ภายหลังการเจียระไน(ภาพขวามือ).......................312
ภาพที่ 229 ลักษณะเศษวัสดุที่เสียรูปโค้งแอ่นตัวเล็กน้อยไปตามรูปร่างของปลายพันช์ แต่อาจจะยังคงสามารถยึดเกาะติดกับผนังรูดายได้ด้วยแรงของวัสดุที่จะพยายามที่จะดีดตัวกลับคืนสู่สภาพแบนเรียบดังเดิม...............................................................................312
ภาพที่ 230 การออกแบบปลายพันช์สำหรับป้องกันไม่ให้เกิดปัญหาการดึงเศษวัสดุ ซึ่งมีทั้งการทำให้ขอบคมตัดของพันช์มีร่องไขว้กัน โค้งเว้าเข้าด้านใน ยื่นนูนจากศูนย์กลางไปยังเส้นรอบรูปด้านนอก เอียงเข้าหรือนูนออกซึ่งเรียกว่าการทำเชียร์ ตลอดจนทำให้มีส่วนยื่นนูนเฉพาะตรงกลางพันช์ และการใช้ยางยูรีเทนอุดเข้าไปภายในหน้าพันช์เพื่อทำเป็นตัวเตะปลดหรือคิกเกอร์(kicker, キッカー, きっかー, คิกคา)โดยต้องเลือกขนาดกับจำนวนที่ใช้ให้สอดคล้องกับขนาด-รูปร่างผิวหน้าของพันช์ด้วย........................................................313
ภาพที่ 231 การเตะปลดชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปออกจากแม่พิมพ์ไปยังรางรองรับชิ้นงานด้วยตัวเตะปลดหรือคิกเกอร์แบบที่เรียกว่า “kicker ejector(kicker-type ejector)” ภายหลังชิ้นงานที่ผ่านการขึ้นรูปมาจากกระบวนการก่อนหน้าได้ถูกตัดเฉือนรูในชิ้นงานเสร็จสิ้นแล้ว ซึ่งจะเป็นการเตะปลดชิ้นงานโดยการส่งแรงด้วยกระบอกสูบลมแบบอัตโนมัติเมื่อแม่พิมพ์เปิดออก...............................................................................................315
ภาพที่ 232 การออกแบบให้มีร่องเอียง(slant groove, 傾斜溝, けいしゃみぞ, เค-ชยะมิโซะ)จากขอบคมตัดของดายด้านบนลงสู่ด้านล่าง สำหรับการควบคุมเศษวัสดุที่ผ่านการตัดเฉือนแล้วไม่ให้ลอยขึ้นหรือถูกดึงย้อนกลับขึ้นไปได้อีก(ภาพด้านบน) และรูปชิ้นงานตัวอย่างที่ผ่านการตัดเฉือนรูมาแล้ว(ภาพด้านล่าง).................................................................316
ภาพที่ 233 การจับยึดชิ้นส่วนแม่พิมพ์ด้วยแท่งจับยึดงานแบบร่องตัววีหรือโต๊ะจับยึดงานด้วยแม่เหล็กแบบเหนี่ยวนำด้วยไฟฟ้า(electromagnetic chuckหรือmagnetic chuck, 電磁チャックหรือ磁気チャック, でんじちゃっくหรือじきちゃっく, เด็งยิ-จยัคคุหรือยิคิ-จยัคคุ)ของเครื่องเจียระไน ที่เปิดสวิตช์ให้เกิดการเหนี่ยวนำทางไฟฟ้าสร้างสนามแม่เหล็กแล้วจับยึดชิ้นงานให้มั่นคงก่อนที่จะเริ่มทำการเจียระไน..............................................317
ภาพที่ 234 ภาพด้านบนของวัสดุที่ป้อนเข้าสู่แม่พิมพ์โปรเกรสซีฟว์แบบเที่ยงตรงสูงที่ออกแบบให้มีการตัดเฉือนทางด้านข้าง(Side Cutting, サイドカット, ไซโดะคัตโตะ) เพื่อทำให้ได้ระยะป้อนส่งที่แม่นยำแล้วมีความกว้างของชิ้นงานที่เสถียร และช่วยป้องกันให้ไม่เกิดปัญหาความคลาดเคลื่อนหรือความไม่สม่ำเสมอในกระบวนการตัดเฉือน-ขึ้นรูปแล้วทำให้ได้ชิ้นงานที่มีคุณภาพตามความต้องการ...............................................................318
ภาพที่ 235 แนวคิดในการป้องกันการดึงเศษวัสดุหรือเศษวัสดุลอย(slug pullingหรือslug floatingหรือslug rising, カス上がりหรือかす浮き, かすあがりหรือかすうき, คะซุอะงะริหรือคะซุอุคิ)โดยดายที่มีขอบคมตัดเอียงกลับด้านคล้ายปากระฆัง(bell mouthing dieหรือdie with reverse taper, ダイにベルマウス形状を付けるหรือダイに逆テーパーを付ける, だいにべるまうすけいじょうをつけるหรือだいにぎゃくてーぱーをつける, ดายนิเบะรุเมาซุเคโยโวะทซึเคะรุหรือดายนิเบะเงียคเตปาโวะทซึเคะรุ)ในลักษณะต่างๆ ซึ่งอาจจะดูแปลกไปกว่าปรกติแต่ก็ถือว่าเป็นอีกวิธีหนึ่งที่ใช้ยึดเศษเอาไว้ในรูดายได้อย่างมีประสิทธิผล(effectiveness, 有効性, ゆうこうせい, ยูโคเซ).......................................319
ภาพที่ 236 แนวคิดในการป้องกันการดึงเศษวัสดุแบบต่างๆของผู้ผลิตชิ้นส่วนแม่พิมพ์แต่ละราย เช่น ดายแบบมีส่วนเสี้ยว(Eclipse Die) ดายแบบกอดรัดเศษ(Slug Hugger Button Die) ดายแบบมีส่วนแหวนพิเศษสำหรับทำงานสองหน้าที่ในเวลาเดียวกัน(Double Functions Die) และดายแบบมีร่องเอียงควบคุมเศษวัสดุ(Die with Slug Control Grooves) ซึ่งใช้ส่วนที่ออกแบบเป็นการเฉพาะนั้นช่วยในการเกาะเกี่ยวเศษเอาไว้ในรูดายได้คล้ายๆกัน..........................................................................................................322
ภาพที่ 237 การใช้อุปกรณ์ทำร่องเอียงสำหรับกักเศษ(Slug Retention Machine)ให้ยึดอยู่กับผนังรูดายแล้วไม่ถูกดึงย้อนกลับตามการถอนตัวของพันช์ด้วยวิธีการเจียระไนของบริษัท DEC Tool Corporation..........................................................................................323
ภาพที่ 238 เครื่องมือหรือแกนขัดสำหรับช่วยในการแลปปิงเฉพาะที่ด้านบนของรูดายเพื่อทำให้เป็นมุมเรียวคงที่รูปแบบเดียวกัน อันเป็นวิธีช่วยป้องกันการดึงเศษวัสดุโดยทำให้คมตัดของดายเป็นแบบปากระฆัง(มีขอบคมตัดคล้ายปากระฆัง) ซึ่งจะมีรูปร่างของขอบคมตัดของรูดายโดยรอบคล้ายลักษณะกรวยเรียวเป็นสำคัญ................................................324
ภาพที่ 239 ส่วนปากของรูดายที่เป็นผิวเอียงด้วยวิธีการแลปปิง ซึ่งในขั้นสุดท้ายแล้วขอบคมตัดจะต้องมีลักษณะเป็นคมอยู่โดยตลอดเส้นรอบรูปขอบคมตัดของดายเสมอ(ต้องไม่ทื่อหรือเป็นส่วนต่อด้วยเส้นรัศมีใดๆ เพราะจะทำให้ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปเกิดครีบที่สูงแล้วก็เกิดขึ้นอย่างรวดเร็วกว่าปรกติ)...............................................................................325
ภาพที่ 240 เศษวัสดุที่ผ่านการตัดเฉือนด้วยดายที่มีขอบคมตัดเอียงเรียวเป็นปากระฆังแล้วจะถูกบีบอัด-จับยึดหรือกักเอาไว้กับผนังรูดายในระดับที่ต่ำลงมา ซึ่งมีขนาดเส้นรอบรูปเล็กกว่าเส้นรอบรูปของเศษวัสดุที่มีขนาดเท่ากับเส้นรอบรูปของขอบคมตัดดายด้านบน......328
ภาพที่ 241 ส่วนคมตัดตรงของดายที่สั้นลงมากกว่าปรกติหรือทำให้คมตัดเอียงจากขอบคมตัดด้านบน เพื่อช่วยให้เศษวัสดุไม่ถูกดึงย้อนกลับหรือลอยขึ้นด้านบนแล้วตกลงสู่ด้านล่างภายในแม่พิมพ์ได้ง่ายขึ้น.........................................................................................329
ภาพที่ 242 ตัวอย่างการติดตั้งหัวตรวจรับสัญญาณสองรุ่นที่ใช้กับแม่พิมพ์ที่มีโครงสร้างแตกต่างกัน ซึ่งใช้ร่วมกับอุปกรณ์ตรวจจับความสูงปิดของแม่พิมพ์ รุ่น PS-464/462 ของบริษัทซุงิยะมะ(Sugiyama Electric System Inc.).....................................................332
ภาพที่ 243 ความกว้างของตัวนำทางวัสดุที่ควรออกแบบเผื่อป้องกันการติดขัดของวัสดุ และแสดงส่วนสำคัญต่างๆของตัวนำทางวัสดุ............................................................333
ภาพที่ 244 แนวคิดในการออกแบบให้การสอดใส่ปลายวัสดุเข้าสู่แม่พิมพ์ได้ง่ายยิ่งขึ้น ทำให้ลดเวลาสูญเสียของการหยุดเครื่องปั๊ม-อุปกรณ์ต่างๆได้..........................................334
ภาพที่ 245 ตัวดันด้านข้าง(side pusher, サイドプッシャ, さいどぷっしゃ, ไซโดะพุชชะ)วัสดุของตัวนำทางวัสดุ ซึ่งทำหน้าที่รักษาความขนานของแนวขอบของวัสดุที่ป้อนเข้าสู่แม่พิมพ์..................................................................................................................334
ภาพที่ 246 ส่วนนำพาหรือแคริเออร์(Carrier, キャリア, きゃりあ, แคะริอะ)แบบด้านเดียวของแผ่นวัสดุที่ป้อนเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ที่เกิดการเอียงบิดหรือการคดเคี้ยวออกไปทางด้านข้างของแม่พิมพ์ในขณะปั๊มตัดเฉือน-ขึ้นรูปชิ้นงาน ซึ่งอาจทำให้แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินดึงแผ่นวัสดุตามขึ้นมาด้วยหรือทำให้เกิดการป้อนส่งผิดพลาดหรืออื่นๆแล้วทำให้แม่พิมพ์เสียหายได้.............................................................................335
ภาพที่ 247 ปัญหาส่วนนำพาหรือแคริเออร์(Carrier, キャリア, きゃりあ, แคะริอะ)เกิดการเอียงบิดหรือการคดเคี้ยวออกไปทางด้านข้างของแม่พิมพ์ในขณะปั๊มตัดเฉือน-ขึ้นรูปชิ้นงาน และแนวคิดในการแก้ปัญหาโดยการทำให้เนื้อวัสดุยืดขยายตัวแล้วดัดตัวไปในทิศทางตรงกันข้ามกับการเอียงบิดหรือการคดเคี้ยวที่เกิดขึ้น..................................................336
ภาพที่ 248 กลไกลูกเบี้ยวหรือแคมของชุดปรับแก้การคดเคี้ยวของส่วนนำพาที่มีการออกแบบติดตั้งเอาไว้ในแม่พิมพ์ชุดล่าง(แต่บางรูปแบบก็สามารถออกแบบติดตั้งไว้ในแม่พิมพ์ชุดบนได้) และตัวอย่างพันช์สำหรับปรับแก้ความคดเคี้ยวของบริษัท “Misumi” .............................................................................................................................337
ภาพที่ 249 ส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, サンหรือブリッジ, さんหรือぶりっじ, ซังหรือบุริจยิ)ที่มีความบอบบางแล้วแคบจนเกินไป จึงส่งผลให้ไม่สามารถควบคุมตำแหน่งที่ถูกต้องของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปได้แม้ว่าจะมีแกนนำร่องกำหนดตำแหน่งหรือไพลอตพินช่วยในการกำหนดตำแหน่งอยู่แล้วก็ตาม จึงทำให้ขนาดของชิ้นงานที่ได้ออกมาไม่ได้ขนาดตามค่าที่ต้องการ.......................337
ภาพที่ 250 การใช้ไพลอตพินรูปร่างกลมช่วยประคองตามแนวเส้นรอบรูปภายนอกชิ้นงาน 2 ตัว และหรือการใช้ไพลอตพินรูปร่างกลม 1 ตัวช่วยนำร่องแล้วกำหนดตำแหน่งภายในชิ้นงานโดยตรง เพื่อเป็นการป้องกันชิ้นงานเกิดการสั่นหรือแกว่ง(shake or swing protection, 振れ防止, ふれぼうし, ฟุเระโบชิ)ในแม่พิมพ์โปรเกรสซีฟว์ที่มีส่วนนำพาเพียงด้านเดียว...............................................................................................................338
ภาพที่ 251 การใช้แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินรูปเหลี่ยมช่วยประคองตามแนวเส้นรอบรูปภายนอกชิ้นงาน เพื่อเป็นการป้องกันชิ้นงานในแม่พิมพ์โปรเกรสซีฟว์เกิดการสั่นหรือแกว่ง(shake or swing protection, 振れ防止, ふれぼうし, ฟุเระโบชิ)ในกรณีที่มีส่วนนำพาเพียงด้านเดียว(บน) และในกรณีที่มีส่วนนำพาหรือแคริเออร์อยู่ตรงกลาง(ล่าง) .............................................................................................................................339
ภาพที่ 252 การป้อนส่งวัสดุติดขัดทำให้เกิดการป้อนผิดแล้วแม่พิมพ์เสียหายอันเนื่องมาจากตำแหน่ง-การจัดวางแนวของตัวยกวัสดุไม่ดีตามเส้นแรเงาด้านล่าง ดังนั้นต้องเลือกตำแหน่ง-การจัดวางแนวของตัวยกวัสดุที่ดีตามเส้นแรเงาด้านบน(ภาพซ้ายมือซึ่งเป็นมุมมองจากด้านบนของแม่พิมพ์) และการจัดวางตัวยกวัสดุที่ดีต้องได้ความสมดุลของระนาบแผ่นวัสดุ ไม่ทำให้เกิดการเอียงหรือหย่อนตามเส้นประ(ภาพขวามือซึ่งเป็นมุมมองจากด้านข้างของแม่พิมพ์)........................................................................................340
ภาพที่ 253 การป้อนส่งวัสดุติดขัดเนื่องจากตัวยกพร้อมนำทางวัสดุ(guide lifterหรือstock guide lifter, ガイドリフターหรือリフターガイドหรือストックガイドリフター, がいどりふたーหรือりふたーがいどหรือすとっくがいどりふたー, ไงโดะริฟุตาหรือริฟุตาไงโดะหรือซุตคไงโดะริฟุตา)ที่ไม่ได้ขนาดกดลงบนผิวของแผ่นวัสดุทำให้เกิดรอยหรือเสียรูปร่าง(บน) และหัวของตัวยกพร้อมนำทางวัสดุแตกหักเพราะได้รับแรงที่ไม่สมดุลเนื่องจากระนาบผิวส่วนหลบของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้เอียงไม่ได้ขนาด................................340
ภาพที่ 254 ตัวยกพร้อมนำทางวัสดุ(guide lifterหรือstock guide lifter, ガイドリフターหรือリフターガイドหรือストックガイドリフター, がいどりふたーหรือりふたーがいどหรือすとっくがいどりふたー, ไงโดะริฟุตาหรือริฟุตาไงโดะหรือซุตคไงโดะริฟุตา)ที่ทำหน้าที่ยกแผ่นวัสดุขึ้นในแนวระนาบภายหลังจากการตัดเฉือน-ขึ้นรูปเสร็จสิ้นแล้วประคองที่ขอบด้านข้างแผ่นวัสดุเพื่อนำทางในการป้อนส่งวัสดุในรอบวัฏจักรต่อไป......................341
ภาพที่ 255 การกำหนดระยะความสูงร่องหลบของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ และการคำนวณหาค่าต่างๆให้สัมพันธ์กับขนาดส่วนหัวของตัวยกพร้อมนำทางวัสดุกับความหนาวัสดุ................................................................................................................342
ภาพที่ 256 ตัวยกพร้อมนำทางวัสดุกับขนาดต่างๆของแม่พิมพ์ที่สัมพันธ์กันกับค่าต่างๆในตาราง ซึ่งควรออกแบบแล้วผลิตให้เหมาะสมกับตัวยกพร้อมนำทางวัสดุนี้ด้วย เพื่อให้การเคลื่อนที่ขึ้น-ลงเป็นไปโดยราบรื่น รวมทั้งไม่เป็นสาเหตุให้การป้อนส่งวัสดุในแม่พิมพ์ติดขัดจนเกิดการป้อนผิดหรือเกิดความเสียหายกับแม่พิมพ์.................................................343
ภาพที่ 257 แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินทำการกำหนดตำแหน่งวัสดุที่ถูกต้องด้วยการปรับแก้ความคลาดเคลื่อนของระยะป้อนที่เกิดจากอุปกรณ์ป้อนส่งวัสดุหรืออื่นๆ ซึ่งอาจจะเป็นการป้อนมากเกินไปหรือเป็นการป้อนน้อยเกินไป โดยจะปรับแก้ในขณะที่อุปกรณ์ป้อนส่งวัสดุอยู่ในช่วงคลายการจับยึด(releasing, リリーシング, りりーしんぐ, ริรีชิงงุ)แผ่นวัสดุ เพื่อให้ระยะป้อนกลับมาได้เท่ากันกับระยะพิตของแม่พิมพ์ก่อนที่แม่พิมพ์จะปั๊มตัดเฉือน-ขึ้นรูปวัสดุ............................................................................343
ภาพที่ 258 ปัญหาการป้อนส่งวัสดุติดขัดในแม่พิมพ์เนื่องจากวัสดุหย่อนตัวลงในขณะที่ไพลอตพินเคลื่อนที่ลงกำหนดตำแหน่ง(ภาพซ้ายมือ)หรือถูกดึงลงเนื่องจากไพลอตพินกำลังเลื่อนเข้าไปในรูที่ผ่านการตัดเจาะมาแล้วจากกระบวนการก่อนหน้า(ภาพขวามือ) เพื่อทำการปรับแก้ความคลาดเคลื่อนของระยะป้อนที่เกิดจากอุปกรณ์ป้อนส่งวัสดุหรืออื่นๆ(ซึ่งอาจจะป้อนมากหรือน้อยกว่าระยะพิตของแม่พิมพ์)ในขณะที่อุปกรณ์ป้อนส่งวัสดุอยู่ในช่วงคลายการจับยึดแผ่นวัสดุ เพื่อให้ระยะป้อนเท่ากันกับระยะพิตของแม่พิมพ์ก่อนที่แม่พิมพ์จะปั๊มตัดเฉือน-ขึ้นรูปวัสดุ........................................................................................345
ภาพที่ 259 การป้องกันไม่ให้การป้อนส่งติดขัดโดยใช้ตัวยกวัสดุแบบมีรูหลบไพลอตพิน(ภาพซ้ายมือที่มองจากทางด้านเข้า-ออกของการป้อนวัสดุ ส่วนภาพกลางกับภาพขวามือจะมองจากด้านข้างของแม่พิมพ์)รวมทั้งที่ส่วนปลายของไพลอตพินควรแลปปิงให้เรียบแล้วเป็นไปตามทิศทางของการเคลื่อนที่เพื่อลดแรงเสียดทานกับเส้นรอบรูปของรูในแผ่นวัสดุหรือให้เลือกใช้ไพลอตพินชนิดที่มีการแลปปิงส่วนปลายพร้อมใช้งานไว้แล้วที่มีจำหน่ายอยู่.............................................................................................................................345
ภาพที่ 260 ปัญหาการป้อนส่งวัสดุติดขัดในแม่พิมพ์ที่อาจเกิดขึ้นเนื่องจากวัสดุถูกดึงขึ้นในขณะที่ไพลอตพินเคลื่อนที่กลับสู่จุดศูนย์ตายบน(Top Dead CenterหรือTDC, 上死点, じょうしてん, โยชิเต็ง)...............................................................................................346
ภาพที่ 261 ระยะที่ผิวหน้าของปลอกปลดแผ่นวัสดุยื่นโผล่พ้นจากส่วนตรงของปลายแกนนำร่องกำหนดตำแหน่งหรือไพลอตพิน เพื่อช่วยป้องกันไม่ให้การป้อนส่งวัสดุเกิดการติดขัดในช่วงจังหวะที่แม่พิมพ์เปิดแล้วเคลื่อนที่กลับสู่จุดศูนย์ตายบน...................................347
ภาพที่ 262 ขนาดความยาวส่วนตรงที่ปลายไพลอตพินสำหรับใช้กำหนดตำแหน่งในแผ่นวัสดุที่ป้อนเข้าสู่แม่พิมพ์ ถ้าหากมีระยะที่ไม่แน่นอนก็อาจจะส่งผลให้การป้อนวัสดุเกิดติดขัดขึ้นได้............................................................................................................347
ภาพที่ 263 ภาคตัดแสดงเฉพาะส่วนของแม่พิมพ์ซึ่งเป็นการเปรียบเทียบลักษณะการใช้แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินที่แตกต่างกัน 7 วิธี โดยเป็นสภาวะในขณะที่ส่วนตรงของปลายไพลอตพินอยู่ในจังหวะเคลื่อนที่เข้าแล้วกำหนดตำแหน่งแผ่นวัสดุแล้ว.............................................................................................................................348
ภาพที่ 264 ตัวอย่างลักษณะการใช้งานของแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ) เพื่อทำหน้าที่นำร่องแล้วกำหนดตำแหน่งของชิ้นงานหรือแผ่นวัสดุที่ป้อนส่งเข้าไปภายในแม่พิมพ์ให้ถูกต้องแล้วจึงจะตัดเฉือน-ขึ้นรูปที่จุดศูนย์ตายล่างของช่วงชักเครื่องปั๊มต่อไป....................................................................351
ภาพที่ 265 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ของเพียร์ซซิงพันช์กับแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์กับระยะพิตหรือระยะป้อนส่งวัสดุในแม่พิมพ์โปรเกรสซีฟว์................................................................................351
ภาพที่ 266 การปรับแก้ความคลาดเคลื่อนที่เกิดจากอุปกรณ์ป้อนส่งวัสดุด้วยแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ) ทั้งในกรณีป้อนส่งวัสดุมากเกินไป(บน)กับกรณีป้อนส่งวัสดุน้อยเกินไป(ล่าง)......................................354
ภาพที่ 267 ค่าเผื่อช่องว่างระหว่างไพลอตพิน(Pilot Pin, パイロットピン, ぱいろっとぴん, ไพ-รตปิน)กับรูไพลอต(Pilot hole, パイロット穴หรือパイロット用穴หรือパイロットの穴, ぱいろっとあなหรือぱいろっとようあなหรือぱいろっとのあな, ไพ-รตอะนะหรือไพ-รตโยอะนะหรือไพ-รตโนะอะนะ)ที่สัมพันธ์กันกับความหนาแผ่นวัสดุสำหรับงานปั๊มเที่ยงตรงสูงกับงานทั่วไป เพื่อให้ไพลอตพินสามารถนำร่องแล้วทำการปรับแก้ความคลาดเคลื่อนจากการป้อนส่ง(error of feeding correction, 送り誤差を調整, おくりごさをちょうせい, โอะคุริโงะซะโวะโจเซ) และกำหนดตำแหน่งแผ่นวัสดุได้อย่างถูกต้องโดยไม่เกิดการติดขัดจนทำให้แม่พิมพ์เสียหาย.....................................................................355
ภาพที่ 268 ลักษณะเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ของแม่พิมพ์ซึ่งเป็นช่องว่างระหว่างขอบคมตัดของพันช์กับดายตัวเมีย(ภาพซ้ายมือ) ภาคตัดขวางวัสดุของการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)กับการตัดเฉือนแบลงกิงแบบธรรมดา(Conventional Blanking, 従来の打抜きหรือ一般打抜き, じゅうらいのうちぬきหรือいっぱんうちぬき, ยูไรโนะอุจินุคิหรืออิปปังอุจินุคิ) ซึ่งจะมีส่วนหน้าตัดวัสดุที่ได้จากการตัดเฉือนแตกต่างกัน(ภาพกลางกับภาพขวามือ)................................357
ภาพที่ 269 ภาคตัดผิวหน้าสมมุติของรูไพลอตที่ผ่านการตัดเฉือนด้วยกระบวนการเพียร์ซซิงปรกติซึ่งมีส่วนแถบรอยตัดหรือขอบตัดเฉือนที่เกิดขึ้นภายในรู อันจะใช้เป็นส่วนผิวหน้าที่ให้ไพลอตพินสอดเข้ามาสัมผัสแล้วทำหน้าที่ปรับแก้ระยะป้อนส่งกับนำร่องแล้วก็กำหนดตำแหน่งแผ่นวัสดุให้ถูกต้องเสียก่อนที่แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้จะเคลื่อนที่กดแผ่นวัสดุเข้าปะทะกับผิวหน้าดายตัวเมีย จากนั้นพันช์จึงเคลื่อนที่ลงมาทำการตัดเฉือน-ขึ้นรูปวัสดุที่จุดศูนย์ตายล่างตามลำดับ..............................................................................358
ภาพที่ 270 ตัวอย่างลักษณะการออกแบบและเผื่อขนาดต่างๆรูปแบบหนึ่งที่แนะนำสำหรับการใช้แกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ)ในแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ ซึ่งในภาพด้านซ้ายมือจะเป็นภาพในขณะแม่พิมพ์ชุดบนกับแม่พิมพ์ชุดล่างปิดเข้าด้วยกันที่จุดศูนย์ตายล่างการทำงานของเครื่องปั๊มโดยปราศจากแผ่นวัสดุอยู่ภายในแม่พิมพ์.......................................................................360
ภาพที่ 271 การออกแบบหรือการกำหนดระยะความยาวส่วนตรงของแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ)ให้โผล่พ้นออกมาจากผิวหน้าของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้แล้วสัมพันธ์กับความหนาของแผ่นวัสดุชิ้นงาน.............................................................................................................................362
ภาพที่ 272 เปรียบเทียบวิธีการในการนำร่องแล้วกำหนดตำแหน่งโดยตรง และการนำร่องแล้วกำหนดตำแหน่งโดยอ้อมในแม่พิมพ์โปรเกรสซีฟว์ ซึ่งแสดงทั้งในมุมมองแบบ 3 มิติกับมุมมองจากทางด้านบนของแม่พิมพ์.........................................................................365
ภาพที่ 273 ภาคตัดขวางของแม่พิมพ์โปรเกรสซีฟว์อย่างง่ายในกรณีที่เจาะจงใช้ชื่อเรียกตามหน้าที่ที่ทำงานว่าไพลอตพันช์(Pilot Punch, パイロットパンチ, ぱいろっとぱんち, ไพ-รตพันจิ)แทนชื่อเรียกตามกระบวนการที่ใช้ตามปรกติคือเพียร์ซซิงพันช์(Piercing Punch, 穴抜きパンチ, あなぬきぱんち, อะนะนุคิพันจิ)โดยพบว่ามีการใช้เรียกชื่อเจาะจงนี้อยู่บ้าง ดังนั้นจึงควรทำความเข้าใจในเนื้อหานั้นๆเพราะอาจจะสร้างความสับสนขึ้นได้.............................................................................................................................366
ภาพที่ 274 การตัดเฉือนเพียงบางส่วนหรือการตัดเฉือนไม่เต็มพื้นที่ ทำให้เกิดแรงรุนหรือแรงกระทำทางด้านข้าง(side thrust force, 側方力หรือ側面圧力, そくほうりょくหรือそくめんあつりょく, ซคคุโฮเรียคหรือซคคุเม็งอัทซึเรียค)แล้วก็ดัดปลายพันช์ไปในทิศทางที่ไม่มีการตัดเฉือนแผ่นวัสดุ ดังนั้นจึงต้องมีการออกแบบเพิ่มส่วนส้นรองรับด้านหลัง(backup heel, バックアップヒール, ばっくあっぷひーる, บัคอัปฮีรุ)หรือเทียบเท่า เพื่อให้สามารถต้านทานต่อแรงรุนนี้ได้แล้วป้องกันไม่ให้เกิดความเสียหายกับแม่พิมพ์.........................366
ภาพที่ 275 ตัวอย่างการป้องกันความเสียหายของขอบคมตัดของพันช์กับดายตัดเฉือนในการตัดบากร่องหรือนอตชิง(Notching, 切欠きหรือノッチング, きりかきหรือのっちんぐ, คิริคะคิหรือนจจิงงุ)กับการตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)ในแม่พิมพ์โปรเกรสซีฟว์ โดยการออกแบบให้พันช์มีส่วนส้นรองรับด้านหลัง(backup heel, バックアップヒール, ばっくあっぷひーる, บัคอัปฮีรุ)...........369
ภาพที่ 276 มุมมองแบบ 3 มิติของพันช์ตัดเฉือนกับมุมมองจากด้านบนของพันช์-ดายตัดเฉือนที่แสดงเคลียแรนซ์(clearance, クリアランス, くりあらんす, คุเรียรันซุ)เพื่อช่วยรองรับแรงรุนหรือแรงกระทำทางด้านข้าง(side thrust force, 側方力หรือ側面圧力, そくほうりょくหรือそくめんあつりょく, ซคคุโฮเรียคหรือซคคุเม็งอัทซึเรียค)ซึ่งเกิดขึ้นตามทิศทางลูกศรชี้ สำหรับการตัดเฉือนวัสดุแบบทั่วไป เที่ยงตรงกับการตัดเฉือนวัสดุแบบเที่ยงตรงสูง............................................................................................................370
ภาพที่ 277 วิธีการจับยึดแม่พิมพ์ด้วยอุปกรณ์จับยึดอย่างง่าย-ราคาถูกในลักษณะที่ไม่ถูกต้อง(3 ภาพนับจากซ้ายมือสุด)ซึ่งต้องหลีกเลี่ยง และลักษณะการขันยึดที่ถูกต้องเหมาะสมซึ่งให้การจับยึดที่มั่นคง(ภาพขวามือสุด).....................................................370
ภาพที่ 278 วิธีการจับยึดแม่พิมพ์ด้วยอุปกรณ์จับยึดอย่างง่าย-ราคาถูกในลักษณะที่เลว ซึ่งต้องหลีกเลี่ยงแล้วไม่นำมาใช้ในการติดตั้งแม่พิมพ์.....................................................371
ภาพที่ 279 วิธีการจับยึดแม่พิมพ์เข้ากับเครื่องปั๊มด้วยนัตไฮดรอลิกกับการคลายการจับยึดแม่พิมพ์(2 ภาพด้านซ้ายมือ) และรูปแบบการจับยึดแผ่นยึดแม่พิมพ์ชุดล่างสองรูปแบบเข้ากับแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)(2 ภาพด้านขวามือ) ซึ่งล้วนเป็นวิธีที่จะสามารถจับยึดแม่พิมพ์ได้ด้วยความรวดเร็วกว่าการขันยึดด้วยนัตหรือโบลต์แบบธรรมดา..................................................................................................................372
ภาพที่ 280 วิธีการจับยึดแม่พิมพ์เข้ากับเครื่องปั๊มโดยอาศัยอำนาจแม่เหล็กดูดติดกับแผ่นยึดแม่พิมพ์ชุดล่างกับแผ่นยึดแม่พิมพ์ชุดบนแทนการใช้อุปกรณ์จับยึดรูปแบบอื่น ซึ่งอำนาจแม่เหล็กจะไม่ได้มีผลกับแม่พิมพ์ทั้งหมด แต่จะมีผลลึกเข้าไปในแผ่นยึดแม่พิมพ์ไม่เกิน 20 มิลลิเมตรเท่านั้นจึงไม่มีผลกับผิวหน้าแผ่นดายกับส่วนปลายของพันช์ ดังนั้นจึงไม่เกิดปัญหาเศษวัสดุถูกดึงติดขึ้นมากับปลายพันช์แต่อย่างใด.............................................373
ภาพที่ 281 เสานำทางหรือไกด์โพสต์(guide post, ガイドポスト, がいどぽすと, ไงโดะพซโตะ)ของแม่พิมพ์กับปลอกนำทางหรือไกด์บูช(guide bush, ガイドブシュ, がいどぶしゅ, ไงโดะบุชชุ)ชนิดใช้สารยึดติดในการประกอบเข้ากับแผ่นยึดแม่พิมพ์............................374
ภาพที่ 282 กรณีที่แม่พิมพ์ติดขัดในขณะเคลื่อนที่ปิดเข้าหากัน ส่วนหนึ่งอาจทำการป้องกันได้โดยการประกอบของเสานำทางกับปลอกนำทางใดๆให้ได้ฉากกับแผ่นชิ้นส่วนต่างๆของแม่พิมพ์ที่ทำการประกอบเข้าไปด้วยกันนั้น เช่น แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ และหรือแผ่นยึดแม่พิมพ์ทั้งด้านบน-ล่าง................................................................................375
ภาพที่ 283 ตัวรองรับ-จับยึดพันช์(punch retainer, パンチリテーナー, ぱんちりてーなー, พันจิพุเรโตะหรือพันจิริเทนา)ที่มีการผลิตแล้วจำหน่ายในเชิงพาณิชย์...........................376
ภาพที่ 284 ตัวอย่างแนวคิดในการยึดพันช์ด้วยวิธีการต่างๆกัน ได้แก่การยึดพันช์โดยหมุด การยึดพันช์โดยตัวล็อกบ่าร่วมกับสกรูยึด การยึดพันช์โดยแหวนร่วมกับสกรูยึด การยึดพันช์ด้วยสกรูโดยตรง การยึดพันช์โดยใช้บ่าพันช์เป็นตัวยึด และการยึดพันช์ด้วยการตอก-ย้ำที่พันช์เพลต(แผ่นรองรับพันช์)ให้เนื้อโลหะขยายตัวแล้วยึดพันช์ให้แน่น..........................377
ภาพที่ 285 รูคว้านที่พันช์เพลต(แผ่นรองรับพันช์)ซึ่งไม่ได้ทำส่วนหลบรัศมีบ่าของพันช์ไว้ จึงทำให้ค้ำยันกับบ่าพันช์แล้วเกิดช่องว่างจนส่งผลทำให้บ่าพันช์รับภาระกระแทกฉับพลัน(shock loadหรือimpact load, 衝撃荷重, しょうげきかじゅう, โชเงะคิคะยู)ดังภาพซ้ายมือ ดังนั้นควรทำส่วนหลบรัศมีบ่าของพันช์ที่รูคว้านของพันช์เพลตตามภาพกลาง แต่ไม่ควรเลือกใช้การทำส่วนหลบโดยการเซาะร่องที่บ่าพันช์ตามภาพขวามือ เพราะยิ่งจะทำให้บ่าพันช์อ่อนแอแล้วแตกหักเสียหายได้ง่ายอีกด้วย..................................................378
ภาพที่ 286 การปรับแก้แรงดันในการจับยึดวัสดุในขณะดึงขึ้นรูป โดยภาพบนด้านขวามือจะเป็นตัวจับยึดวัสดุแบบธรรมดาซึ่งมักจะใช้สำหรับการดึงขึ้นรูปชิ้นงานที่มีรูปร่างสมมาตรกัน ส่วนภาพบนด้านซ้ายมือจะเป็นตัวจับยึดวัสดุแบบมีส่วนที่เรียกว่าบีดดึงขึ้นรูปหรือสันนูนดึงขึ้นรูป(beadหรือdraw bead, ビードหรือ絞りビード, びーどหรือしぼりびーど, บีโดะหรือชิโบะริบีโดะ)และภาพด้านล่างจะเป็นลักษณะการปรับแรงดันที่กระทำกับวัสดุในลักษณะต่างๆสำหรับชิ้นงานที่มีรูปร่างไม่สมมาตรกัน.................................................379
ภาพที่ 287 แม่พิมพ์ดึงขึ้นรูปแบบคว่ำกลับด้าน(Inverted Drawing Die, 逆配置絞り型, ぎゃくはいちしぼりがた, เงียคไฮจิชิโบะริคะนะงะตะ)ซึ่งมีแกนซึมซับแรงหรือคูฌันพินที่ยาวไม่เท่ากัน จึงส่งผลให้เกิดรอยยับย่นที่ขอบชิ้นงานเฉพาะด้านที่มีแกนซึมซับแรงสั้นกว่า(ภาพซ้ายมือ) และแม่พิมพ์ที่ดึงขึ้นรูปชิ้นงานซึ่งติดตั้งอยู่ภายในเครื่องปั๊มที่แสดงให้เห็นถึงชุดเบาะซึมซับแรงหรือคูฌันที่มีแกนซึมซับแรงที่ยาวเท่ากัน(ภาพขวามือ)..........................380
ภาพที่ 288 ชิ้นงานที่ผ่านการดึงขึ้นรูปแล้วเกิดรอยยับย่นที่ขอบชิ้นงาน โดยในภาพขวามือจะมีสาเหตุมาจากแรงดันในการจับยึดวัสดุไม่เพียงพอแม้ว่าแรงดันในการจับยึดจะสม่ำเสมอกันก็ตาม ส่วนในภาพซ้ายมือนั้นอาจจะเกิดจากผิวหน้าของตัวจับยึดวัสดุไม่ขนานกันกับผิวหน้าของดายตัวเมียหรืออาจจะเกิดจากความยาวแกนซึมซับแรง(cushion pin length, クッションピンの長さ, くっしょんぴんのながさ, คุชชนปินโนะนะงะซะ)ที่ใช้ในการดึงขึ้นรูปนั้นยาวไม่เท่ากัน...............................................................................381
ภาพที่ 289 ลำดับการดึงขึ้นรูปชิ้นงานด้วยเครื่องปั๊มทำงาน 2 จังหวะ(Double Action Press, 複動プレス, ふくどうぷれす, ฟุคุโดพุเร็ซซุ) ซึ่งจะแสดงให้เห็นถึงกลไกการทำงานของแกนซึมซับแรง อุปกรณ์เบาะซึมซับแรง ตัวจ่ายความดัน และตัวจับยึดวัสดุหรือตัวจับยึดแผ่นแบลงก์(ข้อสังเกตในกรณีนี้ตัวจ่ายความดันกับตัวจับยึดแผ่นแบลงก์เป็นคนละชิ้นส่วนกัน).............................................................................................................382
ภาพที่ 290 ชิ้นงานดึงขึ้นรูปรูปถ้วยที่เกิดรอยยับย่น(wrinkle, 皺, しわ, ชิวะ) ชิ้นงานดึงขึ้นรูปรูปถ้วยที่เกิดการแตกหรือแตก-ร้าว(fractureหรือcrack, 割れ, われ, วะเระ) และชิ้นงานดึงขึ้นรูปรูปถ้วยที่เป็นชิ้นงานดี(good part, 良品, りょうひん, เรียวฮิง)ซึ่งเรียงจากซ้ายมือไปขวามือ...............................................................................................................383
ภาพที่ 291 ชิ้นงานดึงขึ้นรูปกับสภาวะในขณะดึงขึ้นรูปที่มีทั้งสภาวะที่ทำให้ส่วนก้นของชิ้นงานเกิดโป่งนูนออกทางด้านนอกกับสภาวะที่ทำให้ส่วนก้นของชิ้นงานเกิดยุบเป็นแอ่งเว้าเข้าด้านใน.........................................................................................................384
ภาพที่ 292 การเจาะทำรูระบายอากาศที่พันช์ดึงขึ้นรูป และหรือที่ดายดึงขึ้นรูปตัวเมีย เพื่อป้องกันการเกิดปัญหากับชิ้นงานทั้งแบบส่วนก้นของชิ้นงานดึงขึ้นรูปโป่งนูนออกทางด้านนอกกับแบบส่วนก้นของชิ้นงานดึงขึ้นรูปยุบเป็นแอ่งเว้าเข้าด้านใน..............................385
ภาพที่ 293 แม่พิมพ์ที่มีการออกแบบใช้หมุดกำหนดตำแหน่งของแผ่นวัสดุ(แผ่นแบลงก์) โดยใช้หมุดทั้งหมด 9 ตัวจัดเรียงล้อมรอบในลักษณะเป็นรังรองรับ-กำหนดตำแหน่ง(NestหรือNest gage, ネストหรือ位置決めหรือ定木หรือ案内หรือガイド, ねすとหรือいちぎめหรือじょうぎหรือあんないหรือがいど, เนะสุโตะหรืออิจิงิเมะหรือโยงิหรืออันไนหรือไงโดะ)..........................................................................................................385
ภาพที่ 294 ลักษณะปัญหาการกำหนดตำแหน่งของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปไม่ถูกต้อง อันมีสาเหตุมาจากการตัดเฉือนตำแหน่งของรูสำหรับหมุดกำหนดตำแหน่งแผ่นแบลงก์มีแนวศูนย์กลางผิดพลาดไปจากที่ต้องการ..................................................................387
ภาพที่ 295 ภาคตัดของตัวยกวัสดุแบบหัวฉีดลมอัดที่ประกอบอยู่ภายในแม่พิมพ์ ซึ่งจะใช้สำหรับการพ่นเป่าให้ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปหลุดพ้นออกจากพื้นที่ทำงานของแม่พิมพ์.............................................................................................................................388
ภาพที่ 296 ภาคตัดของแม่พิมพ์ที่มีปลายหัวฉีดลมอัดกับรางรองรับประกอบอยู่กับแม่พิมพ์ เพื่อให้การนำชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปออกจากแม่พิมพ์ทำได้อย่างมีประสิทธิผล(effectiveness, 有効性, ゆうこうせい, ยูโคเซ).........................................................388
ภาพที่ 297 ตำแหน่งชิ้นส่วนของแม่พิมพ์บางส่วนที่ใช้สกรูยึดชิ้นส่วนต่างๆภายในแม่พิมพ์โปรเกรสซีฟว์ ซึ่งสกรูที่ใช้ยึดชิ้นส่วนต่างๆที่มีโอกาสคลายตัวได้อันเนื่องมาจากแรงสั่นสะเทือนในขณะปั๊มตัดเฉือน-ขึ้นรูปชิ้นงาน.......................................................389
ภาพที่ 298 การป้องกันไม่ให้เศษวัสดุหรือสิ่งแปลกปลอมต่างๆตกค้างแล้วสะสมในร่องตัวที(T-slot, t溝, tみぞ, ทีมิโซะ)ของแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ซึ่งอาจสร้างปัญหาในระหว่างการติดตั้งแม่พิมพ์ได้ โดยการประยุกต์ใช้วัสดุชนิดใดๆที่แตกต่างกันนี้สอดเข้าไปปิดช่องว่างของร่องตัวทีเอาไว้................................................391
ภาพที่ 299 แม่พิมพ์ที่เตรียมให้พร้อมสำหรับนำไปใช้งานด้วยการเปิดแม่พิมพ์ชุดบนออกจากแม่พิมพ์ชุดล่าง แล้วใช้แท่งโลหะอ่อนที่มีความแข็งน้อยกว่าวัสดุที่ใช้ทำเป็นแผ่นดายมาทำการดันหรือตอกเบาๆอย่างระมัดระวังไม่ให้กระทบกับขอบคมตัดดายตัวเมีย เพื่อทำให้เศษวัสดุที่ผ่านการตัดเฉือนมาแล้วแต่ยังคงยึดเกาะอยู่กับผนังรูดายในแต่ละขั้นตอนที่ตัดเฉือนนั้นหลุดแล้วร่วงออกจากแม่พิมพ์ชุดล่างไปเสียก่อนที่จะนำไปจับยึด-ติดตั้งเข้ากับเครื่องปั๊มในครั้งต่อไป..............................................................................................392
ภาพที่ 300 กรณีเศษวัสดุหนุนรองอยู่ระหว่างใต้ผิวหน้าแม่พิมพ์ชุดล่างของแม่พิมพ์โปรเกรสซีฟว์กับแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(ภาพบน) และกรณีเศษวัสดุหนุนที่เกิดขึ้นกับแม่พิมพ์แบลงกิง ทำให้แม่พิมพ์ชุดล่างเอียงไปด้านใดๆจึงทำให้ระนาบของแม่พิมพ์ชุดบนกับชุดล่างไม่ขนานกัน(ภาพล่าง) ซึ่งจะส่งผลให้ทั้งแม่พิมพ์ ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปตลอดจนเครื่องปั๊มเกิดความเสียหายขึ้นได้(หมายเหตุ ภาพแม่พิมพ์ที่เอียงดูจะเกินจริงไปบ้างทั้งนี้ก็เพื่อทำให้เกิดความเข้าใจได้ง่ายยิ่งขึ้น).......................................................393
ภาพที่ 301 รูปถ่ายกับภาพสเก็ตช์แสดงส่วนต่างๆของผิวหน้าวัสดุที่ผ่านการตัดเฉือนแล้วกับภาคตัดของผิววัสดุที่ผ่านการตัดเฉือนด้วยแม่พิมพ์ที่มีค่าเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่เป็นช่องว่าง(gap, スキマ, すきま, ซุคิมะ)ระหว่างขอบคมตัดของพันช์กับดายที่แตกต่างกัน 5 แบบโดยวัสดุที่ถูกตัดเฉือนก็จะเกิดส่วนที่เรียกว่าส่วนโค้งมนจากการตัดเฉือน(R) แถบรอยตัดหรือขอบตัดเฉือน(C) ผิวฉีกขาด(F) ครีบหรือรอยเยิน และมุมของรอยแตก-ฉีกขาด(A)เป็นส่วนประกอบ...............................................................................................397
ภาพที่ 302 ภาคตัดขวางของเหล็กคาร์บอนผสมต่ำที่ถูกตัดเฉือนด้วยแม่พิมพ์ที่มีเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ต่างๆกัน เรียงจากเคลียแรนซ์มากที่สุดตามภาพย่อยที่ 1(ภาพซ้ายมือ) ไปจนถึงภาพย่อยที่ 5(ภาพขวามือ)ซึ่งมีเคลียแรนซ์น้อยที่สุดที่มีค่าน้อยจนเกินไปจึงส่งผลทำให้เกิดรอยแตกขึ้นถึงสองครั้ง เพราะรอยแตกของส่วนรูกับเศษ(หรือแผ่นแบลงก์)ไม่ได้มาบรรจบกัน.........................................................................................................................397
ภาพที่ 303 รูปถ่ายภาคตัดของผิวหน้าวัสดุที่ผ่านการตัดเฉือนแล้วด้วยแม่พิมพ์ที่มีค่าเคลียแรนซ์ที่แตกต่างกัน โดยเป็นแบบที่มีเคลียแรนซ์ปรกติที่เหมาะสมพอดี(ภาพบน) เคลียแรนซ์ที่แคบมากจนเกินไป(ภาพกลาง) และเคลียแรนซ์ที่กว้างมากจนเกินไป(ภาพล่าง)ตามลำดับ.............................................................................................................................398
ภาพที่ 304 ภาคตัดขวางการตัดเฉือนของรูในแผ่นโลหะที่แสดงสัดส่วนกับความสัมพันธ์(relation, 関係, かんけい, คังเค)ของส่วนต่างๆ โดยระยะที่พันช์กดซึมลึกเข้าไปในเนื้อวัสดุคือ “ระยะความลึกของส่วนโค้งมน” รวมกับ “ระยะความลึกของขอบตัดเฉือน”.............400
ภาพที่ 305 แผนภาพความสัมพันธ์(relation, 関係, かんけい, คังเค)ของแรงในการเฉือนกับระยะการเคลื่อนที่ของขอบคมตัดพันช์เข้าไปภายในเนื้อของแผ่นวัสดุตัวอย่าง โดยแต่ละช่วงจาก A ถึง D จะแสดงการเปลี่ยนแปลงที่เกิดขึ้นในเนื้อวัสดุ ซึ่งภายหลังที่พันช์เคลื่อนที่กดเข้าไปในวัสดุเพียง 30% กว่าๆเท่านั้นก็จะเริ่มเกิดรอยแตกร้าวขึ้น จึงทำให้ความต้องการแรงในการเฉือนวัสดุเริ่มลดลงจนกระทั่งไม่ต้องการแรงแต่อย่างใดอีกเลยวัสดุก็จะยังคงฉีกขาดออกจากกันได้ต่อไป..........................................................................................402
ภาพที่ 306 เปรียบเทียบการปั๊มตัดเฉือนโลหะแบบการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ)กับการตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)ด้วยเคลียแรนซ์ปรกติหรือเคลียแรนซ์ที่ถูกต้องเหมาะสม(regular clearanceหรือproper clearanceหรือnormal clearance, 適正クリアランス, てきせいくりあらんす, เตะคิเซคุเรียรันซุ)ในทางทฤษฎี.................................403
ภาพที่ 307 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่น้อยกว่าส่งผลให้โลหะได้รับความเค้นกดมากกว่า จนทำให้เกิดการโก่งแล้วในขณะเดียวกันก็ส่งแรงปฏิกิริยาต้านกับเส้นรอบรูปของพันช์ในขณะที่ตัดเฉือนโลหะมากกว่าปรกติด้วย แต่ภายหลังจากสิ้นสุดการตัดเฉือนแล้วพันช์ได้เคลื่อนถอนตัวออกจากรูไปแล้วนั้น ส่วนเนื้อโลหะที่โก่งอยู่ก็จะพยายามที่จะกลับคืนมาแบนเรียบดังเดิม จึงส่งผลให้ขนาดรูภายหลังการตัดเฉือนแล้วเล็กกว่าขนาดของปลายพันช์อีกเล็กน้อย.................................................................................................................405
ภาพที่ 308 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่มากกว่าจะส่งผลให้โลหะได้รับความเค้นดึงในขณะที่ตัดเฉือนโลหะมากขึ้นตามไปด้วย ดังนั้นภายหลังจากโลหะฉีกขาดจนสิ้นสุดการตัดเฉือนแล้วพันช์เคลื่อนถอนตัวออกจากรูในแผ่นโลหะไป ส่วนเนื้อโลหะที่ถูกดึงอยู่นั้นก็จะพยายามย้อนกลับคืนสู่สภาพเดิม จึงส่งผลให้ขนาดรูภายหลังการตัดเฉือนแล้วโตกว่าขนาดของปลายพันช์เล็กน้อย.................................................................................................................406
ภาพที่ 309 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างพันช์กับดายตลอดแนวเส้นรอบรูปสม่ำเสมอกัน และที่มุมของพันช์เป็นส่วนแหลม-คมซึ่งเป็นจุดอ่อนแอ.......................................................407
ภาพที่ 310 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างพันช์กับดายตามแนวเส้นรอบรูปปรกติแล้วแก้ไขเฉพาะ 4 มุมของดายให้มีเคลียแรนซ์กับพันช์เป็น 1.5 ถึง 2 เท่าของค่าเคลียแรนซ์ปรกติที่ใช้ โดยที่พันช์ยังคงมีส่วนแหลม-คมซึ่งเป็นจุดอ่อนแออยู่.........................................................408
ภาพที่ 311 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างพันช์กับดายตามแนวเส้นรอบรูปปรกติแล้วแก้ไขที่มุมทั้ง 4 ของพันช์กับดายให้มีเคลียแรนซ์เป็น 1.5 ถึง 2 เท่าของค่าเคลียแรนซ์ปรกติ รวมทั้งกำจัดจุดแหลม-คมที่อ่อนแอให้เป็นส่วนโค้งมนทั้งที่พันช์กับดายตามไปด้วย.................408
ภาพที่ 312 การขัดเกลาขอบงาน(Burnishing, バニシングหรือバーニッシュ, ばにしんぐหรือばーにっしゅ, บะนิชชิงงุหรือบานิชชุ)สำหรับชิ้นงานที่ต้องการให้ส่วนผิวของรูราบเรียบสวยงาม(ภาพซ้ายมือ) และสำหรับชิ้นงานที่ต้องการให้ส่วนผิวของขอบตามแนวเส้นรอบรูปภายนอกราบเรียบสวยงาม(ภาพขวามือ)...................................................410
ภาพที่ 313 การประยุกต์ใช้กระบวนการตัดครึ่งส่วนแบบมีเคลียแรนซ์ติดลบ(พันช์มีขนาดโตกว่าดาย)ร่วมกันกระบวนการกดเรียบ(Flat Pressing Process, 平押し工程, ひらおしこうてい, ฮิระโอะชิ โคเต) เพื่อการตัดเฉือนวัสดุแบบไร้ครีบทั้งสองด้านของชิ้นงาน(เรียงลำดับการตัดเฉือน-ขึ้นรูปโดยเริ่มจากภาพซ้ายมือบน ภาพขวามือบน ภาพขวามือล่าง และภาพซ้ายมือล่างตามลำดับ)...............................................................................411
ภาพที่ 314 ภาพตัดขวางบางส่วนของการตัดเฉือนขั้นสำเร็จหรือฟินิชแบลงกิง(Finish Blanking, 仕上げ抜き加工หรือフィニッシュブランキング, しあげぬきかこうหรือふぃにっしゅぶらんきんぐ, ชิอะเงะนุคิคะโคหรือฟินิชชู บุรังคิงงุ) โดยในที่นี้จะเป็นการทำให้เป็นรัศมีเล็กน้อยที่ขอบคมตัดของดายสำหรับใช้ในการแบลงกิงหรือการตัดแผ่นวัสดุขนาดพร้อมใช้.................................................................................................................411
ภาพที่ 315 การตัดเฉือนขั้นสำเร็จหรือฟินิชแบลงกิง(Finish Blanking, 仕上げ抜き加工หรือフィニッシュブランキング, しあげぬきかこうหรือふぃにっしゅぶらんきんぐ, ชิอะเงะนุคิคะโคหรือฟินิชชู บุรังคิงงุ)สำหรับการเพียร์ซซิงกับการแบลงกิง(2 ภาพบน) แต่ในกรณีที่ต้องการผิวสำเร็จที่ได้จากการตัดเฉือนที่สมบูรณ์แบบก็จะทำได้โดยการทำให้แม่พิมพ์มีค่าเคลียแรนซ์ติดลบ ซึ่งพันช์จะมีขนาดเส้นรอบรูปของคมตัดที่โตกว่าเส้นรอบรูปคมตัดของดายตัวเมียเล็กน้อย เพื่อที่จะทำให้การตัดเฉือนเป็นไปในลักษณะที่มีการบีบอัดวัสดุไปด้วย(2 ภาพล่าง)...........................................................................................412
ภาพที่ 316 การไหลของอากาศเพื่อระบายออกจากบริเวณผิวหน้าพันช์ผ่านทางรูที่อยู่ภายในพันช์พร้อมแกนดันปลดหรือพันช์พร้อมแกนเตะปลด(ejector punchหรือpunch with spring ejector pinหรือslug ejector punchหรือslug ejection punch, ジェクタパンチ, じぇくたぱんち, เย็คตะพันจิ)(พันช์พร้อมแกนดันปลดหรือพันช์พร้อมแกนเตะปลดมีชื่อทางการค้าว่า Jektole punch และjector punch) ดังนั้นจึงไม่เกิดสภาวะสุญญากาศที่ผิวหน้าพันช์จึงทำให้ส่วนเศษวัสดุที่ถูกตัดแล้วไม่ถูกดูดติดกับผิวหน้าของพันช์ ซึ่งถือเป็นวิธีหนึ่งในการกำจัดปัญหาการดึงเศษวัสดุในกรณีที่ใช้เคลียแรนซ์เชิงวิศวกรรมทำการตัดเฉือนโลหะ......................................................................................................................413
ภาพที่ 317 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ระหว่างเคลียแรนซ์ที่มีค่าตั้งแต่ 5 ถึง 18 เปอร์เซ็นต์กับความลึกแถบรอยตัดหรือความลึกขอบตัดเฉือนรวมทั้งส่วนอื่นๆที่เกิดขึ้นกับแรงตัดเฉือนที่จะสัมพันธ์กันกับพื้นที่ของขอบตัดเฉือนนี้ ซึ่งผลทดลองนี้ได้จากการตัดเฉือนด้วยพันช์ขนาดเส้นผ่านศูนย์กลาง 4.76 มิลลิเมตร ในแผ่นเหล็กรีดเย็นหนา 0.7 มิลลิเมตรที่มีความความแข็ง 59 HRB(ร็อกเวลล์สเกลบี) ส่วนขนาดความสูงครีบ 0.013* มิลลิเมตรนั้นเกิดขึ้นจากการทดลองทำให้ขอบคมตัดของพันช์เป็นรัศมีขนาด 0.1 มิลลิเมตร...............................................................................................................416
ภาพที่ 318 เปรียบเทียบการเพียร์ซซิงรูกลมขนาดเส้นผ่านศูนย์กลาง 2.5 มิลลิเมตร(รูเล็ก)กับ13 มิลลิเมตร(รูใหญ่)ในแผ่นเหล็กกล้าไร้สนิมหรือสเตนเลสกลุ่มรหัส 300 ที่มีความหนา 2.5 มิลลิเมตรด้วยเคลียแรนซ์ที่เท่ากันคือ 13 เปอร์เซ็นต์ของความหนาวัสดุหรือประมาณ 0.33 มิลลิเมตร ซึ่งพันช์ของรูขนาดเล็กจะรับแรงในขณะตัดเฉือนแล้วเกิดการเสียดสีมากกว่าจึงทำให้อายุการใช้งานสั้นกว่า ดังนั้นการเพียร์ซซิงรูขนาดเล็กจึงควรเปลี่ยนแปลงไปใช้เคลียแรนซ์ที่มากกว่าคือที่ 18 เปอร์เซ็นต์ของความหนาวัสดุ แม้ว่าจะใช้ตัดเฉือนวัสดุที่มีคุณสมบัติความแข็ง ความหนา และอื่นๆที่เหมือนกับรูขนาดใหญ่ก็ตาม..................419
ภาพที่ 319 การตัดเฉือนวัสดุด้วยแม่พิมพ์โดยเครื่องปั๊มทั่วๆไป ซึ่งทั้งขอบคมตัดของพันช์กับดายตัวเมียก็จะกดซึมลึกเข้าไปในโลหะที่เป็นวัสดุสำหรับผลิตเป็นชิ้นงานแล้วทำให้เกิดส่วนโค้งมน แถบรอยตัดหรือขอบตัดเฉือน รอยแตก และครีบหรือรอยเยินจากการตัดเฉือนขึ้นตามลำดับ(ภาพซ้ายมือ) ส่วนภาพด้านขวามือเป็นมุมมองแบบ 3 มิติของผิววัสดุที่ผ่านการตัดเฉือนแล้วทั้งที่เกิดขึ้นกับผิวหน้าของรูกับผิวหน้าของส่วนที่ถูกตัดออกจากแผ่นโลหะตามแนวเส้นรอบรูปภายนอก...................................................................................422
ภาพที่ 320 การออกแบบขนาดพันช์กับดายตัดเฉือนให้สัมพันธ์กับขนาดของชิ้นงานแบลงกิงกับชิ้นงานเพียร์ซซิงที่ต้องการ และเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)......................................................423
ภาพที่ 321 วิธีการคำนวณหาขนาดของพันช์สำหรับการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ)โดยคำนวณลดหรือเพิ่มขนาดจากเคลียแรนซ์ที่ใช้เทียบกันกับขนาดของชิ้นงานตามแบบ ซึ่งขนาดของดายจะกำหนดให้เท่ากันกับขนาดของชิ้นงาน(ภาพซ้ายมือ) และวิธีการคำนวณหาขนาดของดายสำหรับการตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)โดยคำนวณลดหรือเพิ่มขนาดจากเคลียแรนซ์ที่ใช้เทียบกันกับขนาดของชิ้นงานตามแบบ ซึ่งขนาดของพันช์จะกำหนดให้เท่ากันกับขนาดของชิ้นงาน(ภาพขวามือ)...............................................423
ภาพที่ 322 เคลียแรนซ์(clearance, クリアランス, くりあらんす, คุเรียรันซุ)ที่แนะนำสำหรับการตัดเฉือนแบบสลักกิงหรือการตัดครึ่งส่วน(SluggingหรือHalf Blanking, スラッギングหรือ半抜きหรือハーフカット, すらっぎんぐหรือはんぬきหรือはーふかっと, ซุรัคงิงงุหรือฮังนุคิหรือฮาฟคัตโตะ)...........................................................................424
ภาพที่ 323 การตัดขอบเรียบ(Shaving, シェービング, しぇーびんぐ, เชบิงงุ)ที่นำมาใช้ในการตัดเฉือนเอาผิวหน้าของชิ้นงานที่ผ่านการตัดเฉือนมาแล้วด้วยการตัดเฉือนปรกติ เพื่อทำให้ส่วนที่ไม่ต้องการหลุดออกไปแล้วเหลือแต่เพียงส่วนแถบรอยตัดหรือขอบตัดเฉือนเท่านั้น...................................................................................................................427
ภาพที่ 324 ลำดับการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)ที่ผลิตชิ้นงานลักษณะวงแหวนกลมที่มีรูเจาะอยู่ตรงกลาง.............................................................................................................................429
ภาพที่ 325 เปรียบเทียบคุณภาพผิว-รอยตัดเฉือนภายในรู และหรือตามเส้นรอบรูปภายนอกของชิ้นงานที่ได้จากการตัดเฉือนแบลงกิงแบบธรรมดา(Conventional Blanking, 従来の打抜きหรือ一般打抜き, じゅうらいのうちぬきหรือいっぱんうちぬき, ยูไรโนะอุจินุคิหรืออิปปังอุจินุคิ)กับการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ).........................................................................429
ภาพที่ 326 ภาพถ่ายภาคตัดขวางของผิวหน้าที่ผ่านการตัดเฉือนแล้วของอะลูมิเนียม ซึ่งถ่ายด้วยการใช้กำลังขยาย 25 45กับ450 เท่าตามลำดับ(3 ภาพบน) และภาพถ่ายของรอยร้าวที่ทำให้ชิ้นงานฉีกขาดใหญ่ขึ้นในภายหลังจากที่ได้นำไปใช้งาน(2 ภาพล่าง) ซึ่งมีอิทธิพลมาจากการเตรียมชิ้นงานซึ่งผิวหน้าที่ได้จากการตัดเฉือนยังคงมีรอยร้าวขนาดจิ๋วอยู่แล้วก็ถูกนำไปขึ้นรูป ดังนั้นในงานที่ละเอียด-เที่ยงตรงสูงจำเป็นต้องเลือกกระบวนการตัดเฉือนเพื่อให้ได้ผิวตัดเฉือนที่ปราศจากรอยร้าวขนาดจิ๋วอยู่ด้วย....................................430
ภาพที่ 327 ภาคตัดของผิวหน้าวัสดุซึ่งแสดงระยะที่ทำการตรวจวัดความสูงของครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)โดยทางอ้อมของชิ้นงานที่ได้จากแม่พิมพ์ตัดเฉือน โดยอาจจะใช้เวอร์เนียร์วัดความสูง(Height GaugeหรือVernier Height Gauge, ハイトゲージ, はいとげーじ, ไฮโตะเงยิ)หรือโดยการใช้ไดแอลอินดิเคเตอร์หรือไดแอลเกจ(Dial IndicatorหรือDial Gauge, ダイヤルインジケータหรือダイヤルゲージ, だいやるいんじけーたหรือだいやるげーじ, ไดยัลอินยิเคตะหรือไดยัลเงยิ)เป็นเครื่องมือช่วยในการตรวจวัด................................................................432
ภาพที่ 328 แนวคิดต่างๆในการยึดดายตัวเมียเพื่อป้องกันการเคลื่อนที่ไปทางด้านข้างอันเกิดจากแรงรุนหรือแรงกระทำทางด้านข้าง(Side Thrust Force, 側方力หรือ側面圧力, そくほうりょくหรือそくめんあつりょく, ซคคุโฮเรียคหรือซคคุเม็งอัทซึเรียค)ที่เกิดขึ้นในระหว่างการตัดเฉือน-ขึ้นรูป ซึ่งเป็นสาเหตุของปัญหาครีบที่ผิดปรกติเกิดขึ้นในชิ้นงาน...434
ภาพที่ 329 แนวคิดในการแก้ไข-ป้องกันไม่ให้เกิดปัญหาครีบที่ผิดปรกติในชิ้นงานปั๊มตัดเฉือนด้วยแม่พิมพ์ โดยการทำให้พันช์ที่ใช้ขอบคมตัดสำหรับตัดเฉือนวัสดุมีส่วนของส้นของพันช์(punch’s heel, パンチのヒール, ぱんちのひーる, พันจิโนะฮีรุ)ซึ่งอยู่ในส่วนที่ไม่ใช้ตัดเฉือนวัสดุด้วย เพื่อช่วยต้านทานต่อแรงรุนซึ่งเกิดจากการตัดเฉือน..........................435
ภาพที่ 330 ดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)ในลักษณะต่างๆกัน ที่มีการออกแบบแล้วนำมาใช้ร่วมกันกับแผ่นดายของแม่พิมพ์ได้ตามความต้องการใช้งาน.......436
ภาพที่ 331 ลักษณะแผ่นดายแบบแผ่นเดียว(Solid type Die Plate, 一体式ダイプレートหรือソリッドタイプダイ, いったいしきだいぷれーとหรือそりっどたいぷだい, อิตไตชิคิดาย-พุเรโตะหรือโซะริดโดะดาย) และลักษณะดายกับพันช์ที่เกิดความผิดพลาดอันเนื่องมาจากความไม่ตั้งฉากอย่างที่ควรจะเป็น...........................................................437
ภาพที่ 332 เปรียบเทียบตัวอย่างของแผ่นดายแบบกรอบยึด(yoke type, ヨークタイプหรือ入れ子積層式, よーくたいぷหรือいれこせきそうしき, โยคุไทปุหรืออิเระโคะเซะคิโซชิคิ) แผ่นดายแบบร่องยึด(pocket typeหรือcounterbore type, ポケットタイプหรือ座ぐり入れ子, ぽけっとたいぷหรือざぐりいれこしき, โพะเค็ตโตะไทปุหรือซะงุริอิเระโคะชิคิ) และแผ่นดายแบบอินเสิร์ตหรือแบบสอดใส่(insert type, インサートタイプหรือ入れ子式, いんさーとたいぷหรือいれこしき, อินซาโตะไทปุหรืออิเระโคะชิคิ)ที่ออกแบบสำหรับการตัดเฉือนชิ้นงานรูปร่างเดียวกัน.................................................................................438
ภาพที่ 333 กรณีที่เส้นรอบรูปของพันช์เป็นส่วนคมตัดทั้งหมด ซึ่งไม่สามารถออกแบบให้มีส้นของพันช์ติดอยู่กับพันช์สำหรับช่วยนำทางพันช์เข้าคู่กับดายตัวเมียได้ ดังนั้นจึงต้องออกแบบให้แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้มีส่วนที่ทำหน้าที่นำทางพันช์ที่เที่ยงตรงเข้ามาช่วยในการประคองพันช์ แต่อย่างไรก็ตามหากความตั้งฉากระหว่างพันช์กับรูดายไม่ถูกต้อง ก็จะทำให้ขอบคมตัดของพันช์กับดายเบียดกันแล้วเป็นสาเหตุให้เกิดครีบขึ้นได้เช่นกัน............................................................................................................................438
ภาพที่ 334 แนวคิดในการออกแบบแก้ไขแม่พิมพ์ที่เดิมเป็นแผ่นดายแบบแผ่นเดียว(Solid type Die Plate, 一体式ダイプレートหรือソリッドタイプダイ, いったいしきだいぷれーとหรือそりっどたいぷだい, อิตไตชิคิดาย-พุเรโตะหรือโซะริดโดะดาย) โดยการตัดเฉือนส่วนที่เสียทิ้งแล้วผลิตเป็นดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)ที่ถูกต้องมาประกอบเข้าไปแทนที่...........................................................................................................440
ภาพที่ 335 การปรับแก้เคลียแรนซ์ที่ดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)ซึ่งประกอบอยู่ในแผ่นดาย เนื่องจากมีเคลียแรนซ์ด้านหนึ่งๆแคบกว่าปรกติ แต่ด้านตรงกันข้ามกลับกว้างกว่าปรกติ โดยการคำนวณหาค่าที่ต้องการปรับแล้วเจียระไนด้านข้างของอินเสิร์ตดายด้านที่เคลียแรนซ์แคบกว่าปรกติ แล้วนำแผ่นชิมหรือสเปเซอร์ที่หนาเท่ากับค่าที่เจียระไนออกมาประกอบใส่เข้าไปในด้านตรงกันข้าม.........................................................................441
ภาพที่ 336 การปรับแก้เคลียแรนซ์ที่อินเสิร์ตพันช์หรือพันช์แบบสอดใส่ ซึ่งมีเคลียแรนซ์ด้านหนึ่งๆแคบกว่าปรกติแต่ในด้านตรงกันข้ามกลับมีเคลียแรนซ์กว้างกว่าปรกติ โดยการคำนวณหาค่าที่ต้องการปรับแล้วเจียระไนด้านข้างของอินเสิร์ตพันช์ในด้านที่มีเคลียแรนซ์กว้างกว่าปรกติ แล้วนำแผ่นชิมหรือสเปเซอร์ที่หนาเท่ากับค่าที่เจียระไนออกมาประกอบใส่เข้าไปในด้านตรงข้ามกับผิวที่ถูกเจียระไนออกไป.......................................................444
ภาพที่ 337 ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีส่วนขอบของรูที่บอบบางแล้วก็ยังอยู่ใกล้กับเส้นรอบรูปของชิ้นงานอีกด้วย หรือมีรูอยู่ใกล้ๆกันมากโดยเฉพาะรูขนาดเล็กอยู่ใกล้กับรูขนาดใหญ่จึงทำให้เกิดปัญหาครีบที่สูงมากกว่าปรกติได้.....................................................445
ภาพที่ 338 การแก้ไขปัญหาครีบที่สูงผิดปรกติในชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีส่วนขอบของรูที่บอบบางแล้วก็ยังอยู่ใกล้กับเส้นรอบรูปของชิ้นงานหรือชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีรูอยู่ใกล้กันมากโดยเฉพาะรูขนาดเล็กอยู่ใกล้กับรูขนาดใหญ่.............................................445
ภาพที่ 339 ชิ้นงาน 5 รูปแบบที่ได้จากการตัดเฉือนหรือการตัดแยกออกที่มีรูปร่างของเส้นขอบคมตัดเฉือนของพันช์กับดายแตกต่างกันไปตามเส้นรอบรูปชิ้นงานที่ต้องการ(ภาพบน) และการเอียงลงของชิ้นงานในขณะพันช์เคลื่อนที่ลงตัดแยกชิ้นงานออกจากกัน ซึ่งจะส่งผลให้เกิดปัญหาครีบในชิ้นงานได้(ภาพล่าง)..................................................................446
ภาพที่ 340 การแก้ไขปัญหาครีบที่สูงผิดปรกติแล้วได้ผิวฉีกขาดหรือรอยแตกของการตัดเฉือนที่ไม่เรียบร้อยซึ่งเกิดขึ้นจากการตัดแยกชิ้นงานออกจากกัน.................................446
ภาพที่ 341 ปัญหาขอบคมตัดของพันช์กับดายตัดเฉือนที่เกิดการเบียดหรือเกยทับกัน ซึ่งมีสาเหตุมาจากพันช์หรือดายตัดเฉือนหมุนรอบตัวได้ระหว่างการทำงานของแม่พิมพ์ การป้องกันการหมุนรอบตัวของพันช์หรือดายตัดเฉือนจะทำได้โดยใช้ลิ่มกำหนดตำแหน่งประกอบเข้าไปด้วย.................................................................................................448
ภาพที่ 342 สาเหตุของปัญหาขอบคมตัดเกิดการบุบยุบตัว บิ่น และหรือแตกหักนั้นส่วนหนึ่งที่เกิดขึ้นกับพันช์ที่มีรูปร่างผอมบางก็คือเกิดมีเศษอุดตันภายในผนังของรูดาย(ภาพซ้ายมือ) ความยาวส่วนตรงของพันช์มากเกินไปจึงเกิดโมเมนต์ดัด(ภาพกลาง) และแนวศูนย์ของแรงที่กระทำที่หน้าตัดของพันช์กับโคนพันช์เยื้องศูนย์กันแล้วเกิดโมเมนต์ดัดร่วมด้วย(ภาพขวามือ)...................................................................................................450
ภาพที่ 343 แนวทางการแก้ไขเพื่อลดความรุนแรงของปัญหาการบุบยุบตัว บิ่น และหรือแตกหักจากพันช์ตัดเฉือนให้ทุเลาลงโดยการเลือกใช้พันช์แบบเป็นขั้น ใช้พันช์ที่มีคุณภาพผิวด้านข้างที่เนียน-ราบรื่น โดยมีแนวต่อของเส้นเป็นอันเดียวกันแล้วใช้สารหล่อลื่นมาช่วยลดความรุนแรงของการเสียดสีระหว่างพันช์กับแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ลงด้วย.............................................................................................................................451
ภาพที่ 344 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ระหว่างส่วนปลายเพียร์ซซิงพันช์กับส่วนที่ทำหน้าที่นำทางปลายพันช์ของสตริปเปอร์เคลื่อนที่ได้ ซึ่งนำมาใช้กับพันช์ทั้งสองลักษณะคือเพียร์ซซิงพันช์แบบธรรมดากับเพียร์ซซิงพันช์แบบเป็นขั้น.....................452
ภาพที่ 345 ขนาดต่างๆรวมทั้งค่าพิกัดความเผื่องานสวมที่เกี่ยวข้องในการยึดพันช์เข้ากับพันช์เพลตหรือแผ่นรองรับพันช์ ซึ่งจะมีทั้งแบบที่ใช้กับแม่พิมพ์ที่ใช้แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้(ซึ่งสตริปเปอร์จะยึดกับแม่พิมพ์ชุดบน) และแม่พิมพ์แบบที่ใช้แผ่นปลดวัสดุยึดคงที่(ซึ่งสตริปเปอร์จะยึดกับแม่พิมพ์ชุดล่าง).............................................................453
ภาพที่ 346 ลักษณะการงอของพันช์(Bend of punch, パンチが折る, ぱんちがおる, พันจิงะโอะรุ)กับการโก่งของพันช์(Buckling of punch, パンチが座屈, ぱんちがざくつ, พันจิงะซะคุทซึ)เมื่อได้รับแรงต้านจากการเคลื่อนที่เข้าตัดเฉือนแผ่นวัสดุ.................................454
ภาพที่ 347 แผ่นวัสดุที่มีค่ามอดุลัสความยืดหยุ่น(E)เท่ากับ 21,000 kgf/mm2 และมีความแข็งแรงต้านทานแรงดึงเท่ากับ 60 kgf/mm2 ซึ่งมีความหนา 1 มิลลิเมตรที่จะนำมาทำการตัดเฉือนรูกลมหรือการเพียร์ซซิงรูกลมขนาดเส้นผ่านศูนย์กลาง 8 มิลลิเมตร.................462
ภาพที่ 348 เปรียบเทียบลักษณะการใช้งานและจับยึดพันช์กลมตรงที่มีขนาดความยาว 88 มิลลิเมตร ในกรณียึดถือพันช์เพลตเป็นหลักกับกรณียึดถือสตริปเปอร์เพลตเป็นหลัก ซึ่งจะตัดเฉือนวัสดุตามที่ต้องการได้โดยไม่เกิดการโก่ง-แตกหักเสียหายขึ้น และทั้งสองกรณีนี้เป็นกรณีที่สตริปเปอร์เพลตเคลื่อนที่ได้ทำหน้าที่นำทางปลายพันช์ด้วย(n = 2)...................466
ภาพที่ 349 ลักษณะการใช้งานและจับยึดพันช์กลมตรงขนาดเส้นผ่านศูนย์กลาง 8 มิลลิเมตร โดยการยึดถือพันช์เพลตเป็นหลักแล้วสตริปเปอร์เพลตเคลื่อนที่ได้ไม่ได้ทำหน้าที่นำทางปลายพันช์(n = 1).........................................................................................467
ภาพที่ 350 เพียร์ซซิงพันช์ขนาดเส้นผ่านศูนย์กลางขอบคมตัด 2 มิลลิเมตรที่มีความยาวส่วนปลายคมตัด 8 มิลลิเมตร ซึ่งทำจากเหล็ก SKD11 ตามมาตรฐาน JIS(หรือเกรด D2 ตามมาตรฐาน AISI) และมีค่ามอดุลัสความยืดหยุ่น 21,000 kgf/mm2 ทำให้พันช์สามารถตัดเฉือนวัสดุที่มีค่าความแข็งแรงต้านทานแรงเฉือนของวัสดุ 48 kgf/mm2ได้โดยจะไม่เกิดการโก่ง-แตกหักเสียหายแม้ว่าสตริปเปอร์จะไม่ได้ทำหน้าที่นำทางปลายพันช์นี้ก็ตาม....468
ภาพที่ 351 ลักษณะของพันช์ซึ่งมีปัญหาเกิดการแตกร้าวที่รอยต่อของบ่าพันช์กับหัวพันช์ โดยอาจจะเกิดมาจากสาเหตุที่แตกต่างกัน................................................................469
ภาพที่ 352 การเสียหายในแผ่นยึดแม่พิมพ์ชุดบนหรือด้านบน(upper shoeหรือupper die shoeหรือpunch shoeหรือpunch holder, ダイセット上型, だいせっとうわがた, ดายเซ็ตโตะอุวะงะตะ) และการแตกหักในพันช์ที่มีส่วนหัวขนาดเล็กๆพร้อมวิธีการป้องกัน-แก้ไขด้วยการเสริมแผ่นรองรับแรงไว้ที่ด้านหลังของหัวพันช์ ซึ่งแผ่นรองรับแรงจะทำจากวัสดุที่มีคุณสมบัติดีมากกว่าวัสดุของแผ่นยึดแม่พิมพ์ชุดบนเดิม.............................................470
ภาพที่ 353 เปรียบเทียบเส้นรอบรูปขอบคมตัดของดายกับเส้นรอบรูปของแผ่นรองหลังดายในแบบที่มองจากด้านบนรวมทั้งแบบที่มองในมุมมอง 3 มิติ ซึ่งจะมีทั้งแบบที่ส่วนขอบคมตัดมีส่วนรองรับด้านล่างอยู่ที่แผ่นรองหลังดายกับแบบที่ส่วนขอบคมตัดไม่มีส่วนรองรับด้านล่างอยู่ที่แผ่นรองหลังดาย จึงทำให้ดายตัวเมียมีความอ่อนแอแล้วแตกหักได้ง่ายที่ต่างกัน โดยเฉพาะอย่างยิ่งเมื่อนำมาใช้ในการตัดเฉือนวัสดุที่มีความแข็งแรงต้านทานแรงดึงสูง เช่น สเตนเลสเกรดที่มีคุณสมบัติเป็นสปริง.......................................................472
ภาพที่ 354 แนวคิดในการออกแบบดายตัวเมียทั้งแบบที่เป็นแผ่นดายแบบแผ่นเดียว(Solid type Die Plate, 一体式ダイプレートหรือソリッドタイプダイ, いったいしきだいぷれーとหรือそりっどたいぷだい, อิตไตชิคิดาย-พุเรโตะหรือโซะริดโดะดาย) และแผ่นดายแบบอินเสิร์ตหรือแบบสอดใส่(insert type, インサートタイプหรือ入れ子式, いんさーとたいぷหรือいれこしき, อินซาโตะไทปุหรืออิเระโคะชิคิ)เพื่อให้มีความแข็งแรงเพียงพอต่อการใช้ในการตัดเฉือนวัสดุ.............................................................................................472
ภาพที่ 355 ภาคตัดผิวหน้าการตัดเฉือนในแผ่นวัสดุที่มีรอยตำหนิหรือข้อบกพร่องครูดเป็นทางตามแนวตั้งบนส่วนของแถบรอยตัดหรือขอบตัดเฉือน(Sheared EdgeหรือBurnishหรือCut Band, せん断面, せんだんめん, เซ็นดัมเม็ง)......................................................474
ภาพที่ 356 การทำเชียร์ที่ขอบคมตัดของพันช์เพื่อลดแรงตัดเฉือนสูงสุดในช่วงเวลาเดียวกันลง แต่มีโอกาสที่จะเกิดการแตก-บิ่นของขอบคมตัดเฉือนได้ง่าย(ภาพบน) และลักษณะรอยแตก-บิ่นที่ขอบคมตัดของปลายพันช์(ภาพล่าง)..........................................................475
ภาพที่ 357 ผิวหน้าพันช์ตัดเฉือนเป็นรอยเส้นกับครีบหลงเหลือเนื่องจากการเจียระไนอย่างหยาบหรือสภาวะในการเจียระไนไม่เหมาะสม ได้แก่การป้อนกินลึก-การป้อนทางขวางเร็วเกินไป การใช้ล้อหินเจียระไนที่ไม่ถูกต้องกับวัสดุที่ทำพันช์(หรือดาย)-ไม่ได้แต่งหน้าหินเจียระไนให้เกิดคมตัดหรือปริมาณการใช้สารหล่อเย็นในขณะทำการเจียระไนไม่เพียงพอ ดังนั้นจึงควรหลีกเลี่ยงการเกิดสภาพผิวงานเจียระไนเช่นนี้..........................................476
ภาพที่ 358 ครีบซึ่งเกิดขึ้นในระหว่างกระบวนการเจียระไนชิ้นส่วนพันช์หรือดาย ซึ่งต้องกำจัดออกให้หมดด้วยความประณีตก่อนนำไปประกอบในแม่พิมพ์.............................477
ภาพที่ 359 การเกิดรอยร้าวขนาดเล็กภายในผิวหน้าพันช์หรือดายที่กำลังเจียระไนคมตัด เนื่องจากความร้อนสะสมในขณะเจียระไนพันช์หรือดายจนทำให้เนื้อวัสดุเปลี่ยนสีหรือไหม้แล้วทำให้ความแข็งของวัสดุที่ใช้ทำพันช์หรือดายเปลี่ยนแปลงไปด้วย.........................477
ภาพที่ 360 ทิศทางการตัดเฉือนผิวด้านข้างของพันช์กับความหยาบผิวที่มีผลต่อการสึกหรอซึ่งสามารถทำให้พันช์กับดายแตกหักได้....................................................................479
ภาพที่ 361 ส่วนตรงของขอบคมตัดกับส่วนหลบของดายซึ่งมีผลต่อการแตกหักเสียหายของดายกับพันช์ได้(รายละเอียดในการออกแบบมุมหลบกับส่วนที่เกี่ยวข้องนั้น จะได้อธิบายไว้ในตารางที่ 3.14 ในลำดับต่อไป)..............................................................................480
ภาพที่ 362 การเตรียมรูหลบเศษตัดของสเปเซอร์ที่รองอยู่ด้านล่างอินเสิร์ตดายไม่ถูกต้อง เนื่องจากมีส่วนยื่นเข้ามาขวางการลอดผ่านของเศษวัสดุที่จะต้องตกลงสู่ด้านล่าง(ภาพซ้ายมือ) และการเตรียมสเปเซอร์ขึ้นมาใช้ใหม่แต่ไม่ได้กำจัดครีบออกไปหรือกำจัดครีบออกไม่หมด(ภาพขวามือ)...............................................................................................480
ภาพที่ 363 เปรียบเทียบขนาดเส้นรอบรูปโคนพันช์หรือดาย(ภาพซ้ายมือ)กับขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปของสเปเซอร์ที่ใช้กับอินเสิร์ตพันช์หรืออินเสิร์ตดายที่ไม่จำเป็นต้องมีรูอยู่ภายใน(ภาพกลาง) และขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปของสเปเซอร์ที่ใช้กับอินเสิร์ตดายสำหรับใช้ตัดเฉือนวัสดุซึ่งต้องมีรูให้เศษวัสดุลอดผ่านได้(ภาพขวามือ)................................................................................................481
ภาพที่ 364 ขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปของสเปเซอร์ที่ใช้กับอินเสิร์ตดายสำหรับใช้ตัดเฉือนวัสดุ(ภาพซ้ายมือ)..................................................................482
ภาพที่ 365 ขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปภายนอกกับรูภายในของสเปเซอร์ที่ใช้กับอินเสิร์ตที่ต้องการใช้ลมอัดไหลผ่าน(ภาพซ้ายมือ) และขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปภายนอกกับรูภายในของสเปเซอร์ที่ใช้กับอินเสิร์ตซึ่งต้องทำการยึดด้วยสกรู(ภาพขวามือ)...................................................................................483
ภาพที่ 366 รูหลบส่วนปลายแกนนำร่องกำหนดตำแหน่งหรือไพลอตพินที่อยู่ภายในดายแบบสอดใส่ทั้ง 2 ลักษณะ ซึ่งแสดงในมุมมอง 3 มิติ(ภาพซ้ายมือ)กับมุมมองตามภาคตัดขวาง(ภาพขวามือ).......................................................................................484
ภาพที่ 367 แผ่นชิมหรือสเปเซอร์แบบแผ่นหนาที่ออกแบบมาใช้รองอยู่ด้านล่างสุดของดายแบบสอดใส่หรืออินเสิร์ตดาย เพื่อให้การถอดอินเสิร์ตดายออกจากแผ่นดายทำได้ง่ายแล้วก็เป็นการป้องกันไม่ให้สเปเซอร์แผ่นบางเสียหายขณะตอกอินเสิร์ตดายออกจึงสามารถนำกลับมาใช้งานได้อีก.................................................................................................485
ภาพที่ 368 แผ่นชิมหรือสเปเซอร์ที่มีโครงสร้างอ่อนแอซึ่งไม่ควรนำมาใช้ในงานแม่พิมพ์ โดยเฉพาะอย่างยิ่งในแม่พิมพ์โปรเกรสซีฟว์เที่ยงตรง..................................................485
ภาพที่ 369 ตัวอย่างพันช์ที่ผลิตส่วนขอบคมตัดด้วยเครื่องเจียระไนรูปร่างกับพันช์ต้นทุนต่ำซึ่งสร้างจากชิ้นส่วนที่ผลิตด้วยเครื่องจักรอื่นๆที่นำมาประกอบร่วมกันแล้วใช้ทดแทนพันช์ที่ผลิตด้วยเครื่องเจียระไนรูปร่างในกรณีฉุกเฉิน-เร่งด่วนได้............................................485
ภาพที่ 370 การนำชิ้นส่วนย่อยทั้ง 3 ชิ้นมาประกอบแล้วยึดเข้าด้วยกันให้กลายเป็นพันช์ต้นทุนต่ำชิ้นเดียวซึ่งสามารถนำไปใช้ทดแทนพันช์ที่ผลิตด้วยเครื่องเจียระไนรูปร่างได้ เพื่อให้การผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปทำได้อย่างทันเวลาตามกำหนดส่งมอบ.........487
ภาพที่ 371 ระยะในการทำเชียร์เพื่อลดแรงตัดเฉือนทั้งในการตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)ซึ่งจะนำรูที่ได้จากการตัดเฉือนไปใช้งานกับการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ)ซึ่งจะนำแผ่นชิ้นงานที่ตัดเฉือนออกมาได้นั้นไปใช้งาน....................................................488
ภาพที่ 372 การบิดงอเสียรูปร่างของส่วนที่ไม่ต้องการหรือส่วนที่จะกลายเป็นเศษจากการทำเชียร์ทั้งการทำเชียร์ที่ดายของการแบลงกิงกับการทำเชียร์ที่พันช์ของการเพียร์ซซิง และการทำเชียร์ที่เพียร์ซซิงพันช์เพื่อหักเศษให้งอแล้วตกลงสู่ด้านล่างได้ง่ายโดยไม่ถูกพันช์ดึงย้อนกลับขึ้นไปด้านบนอีก(ภาพขวามือ)....................................................................489
ภาพที่ 373 เปรียบเทียบลักษณะการตัดเฉือนในวัสดุที่มีระยะกดซึมลึกเท่ากับ 50 เปอร์เซ็นต์หรือมากกว่า โดยเป็นการตัดเฉือนแบบที่ไม่มีการทำเชียร์ที่ขอบคมตัดพันช์หรือดายเทียบกับการตัดเฉือนแบบที่มีการทำเชียร์ที่พันช์เท่ากับครึ่งหนึ่งของความหนาวัสดุ การตัดเฉือนแบบที่มีการทำเชียร์ที่พันช์เท่ากับหนึ่งเท่าของความหนาวัสดุ และการตัดเฉือนแบบที่มีการทำเชียร์ที่พันช์เท่ากับสองเท่าของความหนาวัสดุตามลำดับ.......................492
ภาพที่ 374 ภาพถ่ายของรอยแตกในวัสดุที่เริ่มเกิดขึ้นเมื่อขอบคมตัดของพันช์-ดายเคลื่อนที่เข้าไปในวัสดุ และเกิดส่วนโค้งมนรวมกันกับส่วนแถบรอยตัดแล้วถือเป็นระยะกดซึมลึกของวัสดุ ซึ่งในทางอุดมคติเมื่อเลยจุดนี้ไปแล้วก็จะไม่ต้องเพิ่มแรงตัดเฉือนอีกต่อไปแต่วัสดุก็ยังคงฉีกขาดออกจากกันได้......................................................................................494
ภาพที่ 375 การสึกหรอที่ขอบคมตัดของพันช์กับดายที่ใช้สำหรับตัดเฉือนวัสดุ ซึ่งจะทำให้ส่วนที่เป็นขอบคมตัดทื่อแล้วส่งผลให้ขนาดของเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่เป็นช่องว่าง(gap, スキマ, すきま, ซุคิมะ)ระหว่างขอบคมตัดของพันช์กับดายเพิ่มมากขึ้นกว่าที่ออกแบบ-และสร้างแม่พิมพ์ตั้งแต่ครั้งแรก จึงส่งผลให้ต้องใช้แรงตัดเฉือนมากกว่าปรกติ ทำให้อุณหภูมิของการตัดเฉือนสูงขึ้นแล้วครีบหรือรอยเยินจากการตัดเฉือนสูงขึ้นกว่าปรกติด้วย.........494
ภาพที่ 376 เปรียบเทียบลักษณะการพิจารณาจัดวางสปริงขดขนาดเส้นผ่านศูนย์กลางภายนอก 25 มิลลิเมตร จำนวน 6 และ 8 ตัวในแม่พิมพ์โปรเกรสซีฟว์หรือโปรเกรสซีฟว์ดายที่มีขนาดเดียวกัน....................................................................................................501
ภาพที่ 377 ลักษณะของระยะที่สปริงขดยุบตัวทำงานเพื่อเคลื่อนที่ตัดเฉือนวัสดุหนา 1.2 มิลลิเมตรในแม่พิมพ์ซึ่งมีระยะเท่ากับ 3 มิลลิเมตร โดยจะยุบตัวเรียงลำดับก่อน-หลังเป็น 1 มิลลิเมตร 1.2 มิลลิเมตรแล้วก็ 0.8 มิลลิเมตรเป็นลำดับสุดท้ายเมื่อแม่พิมพ์เคลื่อนตัวลงสู่จุดศูนย์ตายล่าง......................................................................................................502
ภาพที่ 378 ลักษณะสปริงขดที่ประกอบอยู่ในแม่พิมพ์แล้วได้รับภาระก่อนล่วงหน้าโดยถูกกดให้ยุบตัวเป็นระยะ 5 มิลลิเมตร ซึ่งเป็นสภาพก่อนที่แม่พิมพ์จะเคลื่อนที่ลงตัดเฉือนวัสดุที่หนา 1.2 มิลลิเมตรแล้วแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้มีแรงจากสปริงขดที่เพียงพอสำหรับทำการปลดแผ่นวัสดุออกจากปลายพันช์หลังเสร็จสิ้นการตัดเฉือนไปแล้วด้วย....503
ภาพที่ 379 สปริงขดของสตริปเปอร์ และหรือสปริงขดที่ใช้งานอยู่ภายในส่วนกลไกต่างๆของแม่พิมพ์ในขณะที่อยู่ในสภาวะผิดปรกติเมื่อถูกกดให้ยุบตัวทำงาน.........................506
ภาพที่ 380 สปริงขดของสตริปเปอร์ที่ความยาวอิสระก่อนที่จะประกอบเข้าในแม่พิมพ์(ภาพซ้ายมือ) สปริงขดในขณะประกอบเข้าในแม่พิมพ์แล้วเริ่มได้รับภาระในเบื้องต้นก่อนล่วงหน้าแต่แม่พิมพ์ยังไม่ได้ปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานแต่อย่างใด(ภาพกลาง) และสปริงขดในขณะที่แม่พิมพ์เคลื่อนที่ลงทำงานที่จุดศูนย์ตายล่าง(Bottom Dead CenterหรือBDC,下死点, かしてん, คะชิเต็ง)(ภาพขวามือ).....................................................................508
ภาพที่ 381 เปรียบเทียบลักษณะการประกอบ และการใช้งานของสปริงขดในแม่พิมพ์ที่มีโครงสร้างแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้ ซึ่งมีรูปแบบกับรายละเอียดที่แตกต่างกัน........................................................................................510
ภาพที่ 382 รูปถ่ายเปรียบเทียบสภาพการล้มหรือการบิดตัวตามแรงตัดเฉือนวัสดุในชิ้นงานรูปร่างผอมบาง-ยาวซึ่งมีส่วนความกว้างของชิ้นงานเมื่อเทียบกับความหนาของวัสดุนั้นแตกต่างกัน............................................................................................................510
ภาพที่ 383 ส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, サンหรือブリッジ, さんหรือぶりっじ, ซังหรือบุริจยิ)ที่เผื่อไว้ตามทิศทางการป้อนวัสดุกับส่วนเชื่อมต่อที่เผื่อไว้ที่ส่วนขอบวัสดุที่ป้อนส่งเข้าไปในแม่พิมพ์โปรเกรสซีฟว์ และส่วนเชื่อมต่อที่เผื่อไว้สำหรับแม่พิมพ์ตัดแผ่นแบลงก์ขนาดเส้นผ่านศูนย์กลาง “D” ทั้ง 2 รูปแบบซึ่งมีการตัดเฉือนที่แตกต่างกัน.......................................................................511
ภาพที่ 384 การจัดวางชิ้นงานของแม่พิมพ์โปรเกรสซีฟว์สำหรับปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นส่วนขั้วโลหะสำหรับผลิตเป็นข้อต่อในงานด้านไฟฟ้า-อิเล็กทรอนิกส์ที่มีรูปร่างชิ้นงานบอบบาง(ภาพซ้ายมือบน) และลำดับการตัดเฉือน-ขึ้นรูปที่แสดงเพียงบางส่วนในแม่พิมพ์โปรเกรสซีฟว์ซึ่งชิ้นงานจะถ่างออกจากกันได้ด้วยแรงในขั้นตอนการตัดแยกส่วนชิ้นงานออกจากกัน(ภาพขวามือบน)ถ้าหากว่าไม่มีวิธีป้องกัน-แก้ไขที่ดีพอ.....................................513
ภาพที่ 385 ปัญหาการล้มหรือการบิดตัวกับปัญหาการถ่างออกเมื่อทำการตัดเฉือนในส่วนที่มีลักษณะผอมบางแล้วก็มีความยาวด้วย(ภาพซ้ายมือ) และวิธีป้องกันไม่ให้ปัญหาเหล่านี้เกิดขึ้นทั้ง 2 แนวทาง(ภาพกลางกับภาพขวามือ)โดยใช้แนวคิดการจัดลำดับก่อน-หลังในการตัดเฉือนวัสดุที่ผอมบางใหม่ รวมทั้งใช้แนวคิดในการออกแบบให้แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้มีส่วนจับยึดวัสดุที่ผอมบางให้แนบแน่นก่อนที่จะถูกตัดเฉือนมาร่วมกันกับการแก้ไขให้ชิ้นงานมีรัศมีเพื่อช่วยทำให้ชิ้นงานมีความแข็งแรงมากยิ่งขึ้นด้วย.....................514
ภาพที่ 386 ปัญหาการตัดเฉือนในแถบวัสดุที่มีส่วนผอมบางแล้วก็มีความยาวด้วย และแนวคิดในการออกแบบให้มีส่วนระนาบที่ต่ำกว่าระนาบปรกติของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ของแม่พิมพ์โปรเกรสซีฟว์ เพื่อใช้สำหรับจับยึดวัสดุส่วนที่ผอมบาง-ยาวแล้วป้องกันไม่ให้เกิดปัญหาขึ้น.......................................................................................514
ภาพที่ 387 แม่พิมพ์โปรเกรสซีฟว์ที่ใช้พันช์ตัดเฉือนชิ้นงานซึ่งผอมบางแล้วมีความยาวมาก โดยชิ้นงานมีสัดส่วนความกว้างของชิ้นงานที่ต้องการภายหลังการตัดเฉือน(w)น้อยกว่า 2 เท่าของความหนาวัสดุ(t)ที่ใช้ปั๊มตัดเฉือน-ขึ้นรูปหรือสัดส่วนของชิ้นงานที่ผอมบางซึ่งค่า w ≤ 2t.......................................................................................................................515
ภาพที่ 388 สตริปเปอร์เพลตเคลื่อนที่ได้ที่ออกแบบระนาบซึ่งใช้จับยึด-ปลดชิ้นงานไม่เหมาะสมกับชิ้นงานที่ผอมบาง ซึ่งมีสัดส่วนความกว้างของชิ้นงานที่ต้องการภายหลังการตัดเฉือน(w)น้อยกว่า 2 เท่าของความหนาวัสดุ(t)ที่ใช้ปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานนั้นหรือสัดส่วนของชิ้นงานที่ผอมบางซึ่งค่า w ≤ 2t ตามภาพที่ 387.......................................516
ภาพที่ 389 แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้ที่ออกแบบให้มีส่วนสันนูนสำหรับจับยึดวัสดุกับส่วนส้นสำหรับประคองวัสดุไว้ด้วยในขณะพันช์เคลื่อนที่เข้าตัดเฉือน-ขึ้นรูปวัสดุชิ้นงาน.................................................................................517
ภาพที่ 390 แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้ที่ออกแบบไม่เหมาะสม อาจจะทำให้ชิ้นงานที่ถูกตัดเฉือนดัดงอไปทางด้านข้าง และหรืออาจจะทำให้ภาคตัดขวางของชิ้นงานเกิดการล้มหรือการบิดตัวอันเนื่องมาจากแรงตัดเฉือนไปพร้อมๆกันได้..........................................................................................................................518
ภาพที่ 391 ลักษณะชิ้นงานที่ผิดปรกติซึ่งไม่ต้องการให้เกิดขึ้นในแม่พิมพ์แล้วอาจจะเกิดปัญหาใดปัญหาหนึ่งหรือเกิดขึ้นร่วมกันได้คือ การบิดตัวหรือการล้ม(twistหรือtumble, ねじれหรือ 転び, ネジレหรือころび, เนะยิเระหรือโคะโระบิ) การเอียงหนีออกจากกัน(leanหรือslant, 傾く, かたむく, คะตะมุคุ) และการโก่งหรือการโค้งออกไปทางด้านข้าง(warpหรือcurvature, 反りหรือ歪み, そりหรือゆがみ, โซะริหรือยุงะมิ)....................519
ภาพที่ 392 การออกแบบค่าเผื่อระหว่างสตริปเปอร์เพลตเคลื่อนที่ได้กับดายเพลต และหรือระหว่างสตริปเปอร์เพลตเคลื่อนที่ได้กับตัวนำทางวัสดุที่มีความเหมาะสม ซึ่งแสดงภาพตามทิศทางการป้อนวัสดุชิ้นงานเข้าหรือออกจากแม่พิมพ์.................................................519
ภาพที่ 393 สตริปเปอร์เพลตเคลื่อนที่ได้ซึ่งได้มีการออกแบบค่าเผื่อเอาไว้แล้วจะยังคงสามารถทำหน้าที่จับยึดวัสดุให้แนบแน่นได้ก่อนที่พันช์จะเคลื่อนที่ตัดเฉือน-ขึ้นรูปได้ แม้ว่าวัสดุมีค่าความหนาอยู่ทางพิกัดความเผื่อด้านล่าง(บางที่สุด)หรือวัสดุมีค่าความหนาอยู่ที่ค่ากลางของขนาดกำหนดหรือวัสดุมีค่าความหนาอยู่ทางพิกัดความเผื่อด้านบน(หนาที่สุด)ก็ตาม.....................................................................................................................520
ภาพที่ 394 แนวคิดในการออกแบบแก้ไขแม่พิมพ์เพื่อช่วยลดความรุนแรงของปัญหาการเอียงหนีออกจากกันของชิ้นงานในขณะที่ถูกพันช์ตัดเฉือนวัสดุ(ภาพซ้ายมือ) ด้วยการออกแบบให้มีสถานีงานที่ใช้แคมพันช์หรือพันช์ที่มีกลไกปรับให้ทำงานแบบลูกเบี้ยวอยู่ถัดจากการตัดเฉือนวัสดุที่ผอมบางแล้วมีความยาว(ภาพขวามือ) เพื่อใช้สำหรับปรับให้ชิ้นงานกลับมาให้อยู่ในแนวตรงตามที่ควรจะเป็น.................................................................522
ภาพที่ 395 แนวคิดในการออกแบบแก้ไขแม่พิมพ์เพื่อช่วยลดความรุนแรงของปัญหาการเอียงหนีออกจากกันของชิ้นงาน ด้วยการออกแบบแก้ไขให้สตริปเปอร์เพลตเคลื่อนที่ได้หรือแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้มีส่วนสันนูนเพิ่มขึ้นเฉพาะส่วนเพื่อทำการจับยึดวัสดุให้แนบกับแผ่นดายมากยิ่งขึ้น และการแก้ไขการเอียงบิดตัวออกจากตำแหน่งปรกติของส่วนนำพาโดยการออกแบบเพิ่มการกดอัดวัสดุให้ขยายตัวเพื่อปรับแก้การเอียงบิดหรือการคดเคี้ยว......................................................................................................................523
ภาพที่ 396 ครีบของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีสาเหตุมาจากการออกแบบแม่พิมพ์ที่เลว จึงทำให้การต่อที่ไม่เข้ากันของแนวเส้นการตัดเฉือนก่อให้เกิดครีบที่จุดตัดหรือต่อเข้ากันนั้น.............................................................................................................................524
ภาพที่ 397 ตัวอย่างแบบโครงร่างการตัดเฉือนแผ่นแบลงก์(blank layoutหรือstock layout, ブランクレイアウトหรือストックレイアウトหรือ板取り, ぶらんくれいあうとหรือすとっくれいあうとหรือいたどり, บุรังคุ-เรเอาโตะหรือซุตค-เรเอาโตะหรืออิตะโดะริ)โดยมีการจัดวางอย่างง่ายๆ 2 รูปแบบ และเพื่อป้องกันไม่ให้พันช์แตกหักได้ง่ายนั้นค่า aกับB จะออกแบบโดยเผื่อไว้ 2-3 เท่าของความหนาวัสดุที่ตัดเฉือน..........................................525
ภาพที่ 398 เทคนิคการจัดวางชิ้นงาน(Nesting, ネスティング, ねすてぃんぐ, เนซติงงุ)สำหรับตัดเฉือนแผ่นแบลงก์รูปร่างต่างๆที่เป็นการจัดวางชิ้นงานในกลุ่มชิ้นงานที่มีรูปร่างเหมือนกันกับการจัดวางชิ้นงานในกลุ่มชิ้นงานที่มีรูปร่างแตกต่างกัน และแผ่นแบลงก์ที่จะนำไปขึ้นรูปเป็นชิ้นงานต่อไปนั้นก็จะต้องพิจารณาทิศทางในการจัดวางชิ้นงานให้สอดคล้องกับทิศทางของเกรนหรือทิศทางของการรีดในแถบวัสดุนั้นเพื่อให้ได้ชิ้นงานที่มีความแข็งแรงแล้วไม่เกิดรอยแตกแล้วหักได้ง่ายอีกด้วย..................................................................526
ภาพที่ 399 แบบโครงร่างการตัดเฉือนแผ่นแบลงก์(blank layoutหรือstock layout, ブランクレイアウトหรือストックレイアウトหรือ板取り, ぶらんくれいあうとหรือすとっくれいあうとหรือいたどり, บุรังคุ-เรเอาโตะหรือซุตค-เรเอาโตะหรืออิตะโดะริ)ที่แตกต่างกันโดยใช้พันช์ตัดแยกส่วนเพียงชิ้นเดียวในการตัดเฉือนชิ้นงานตัวอย่าง ทำให้เกิดจุดต่อกันของแนวเส้นการตัดเฉือนที่ในภาพซ้ายมือกับภาพขวามือนั้นจะก่อให้เกิดครีบที่จุดต่อได้ง่ายกว่าภาพกลาง ส่วนแนวที่ลูกศรเส้นประชี้นั้นจะแสดงตำแหน่งแนวเส้นสมมุติของเส้นรอบรูปชิ้นงานซึ่งยังไม่เกิดการตัดเฉือนจริงในวัสดุ............................................................527
ภาพที่ 400 แบบโครงร่างการตัดเฉือนแผ่นแบลงก์(blank layoutหรือstock layout, ブランクレイアウトหรือストックレイアウトหรือ板取り, ぶらんくれいあうとหรือすとっくれいあうとหรือいたどり, บุรังคุ-เรเอาโตะหรือซุตค-เรเอาโตะหรืออิตะโดะริ)ที่มีจุดต่อกันของแนวเส้นการตัดเฉือนซึ่งทำให้เกิดครีบได้ง่าย(ภาพซ้ายมือบน) จึงควรพิจารณาออกแบบแก้ไข(ภาพขวามือบน) สำหรับการจัดแบ่งจำนวนพันช์ที่ใช้ในการตัดเฉือนเพื่อให้ได้รูปร่างชิ้นงานที่ต้องการออกเป็น 4 ชิ้น ซึ่งจะมี 2 ชิ้นที่มีรูปร่างพันช์อ่อนแอแล้วมีจุดต่อที่เกิดครีบได้ง่าย(ภาพซ้ายมือล่าง) จึงควรพิจารณาออกแบบรวมพันช์เป็นตัวเดียวกัน(ภาพขวามือล่าง)............................................................................................................528
ภาพที่ 401 แนวคิดในการออกแบบจุดตัดที่ทำให้ได้จุดต่อกันของแนวเส้นการตัดเฉือนเพื่อไม่ให้เกิดผลกระทบต่อรูปร่างชิ้นงานแล้วก็ยังป้องกันโอกาสที่จะเกิดครีบซึ่งเป็นปัญหาได้อีกด้วย...................................................................................................................528
ภาพที่ 402 แนวคิดในการออกแบบจุดต่อกันของแนวเส้นการตัดเฉือนที่มีแนวเส้นเดียวกันที่เลว การออกแบบจุดต่อกันของแนวเส้นการตัดเฉือนที่มีแนวเส้นเดียวกันที่ดีขึ้นแต่ยังมีโอกาสเกิดครีบได้ง่าย และการออกแบบจุดต่อกันของแนวเส้นการตัดเฉือนที่มีแนวเส้นเดียวกันที่ดีที่สุด......................................................................................................529
ภาพที่ 403 แนวคิดในการออกแบบจุดต่อกันของแนวเส้นการตัดเฉือนที่มีลักษณะเป็นแนวเส้นโค้ง ซึ่งไม่สามารถใช้วิธีเผื่อตามภาพที่ 402 ได้เพราะจะทำให้จุดต่อกันของเส้นโค้งกับเส้นตรงที่ตัดเฉือนมาจากสถานีงานก่อนหน้าเกิดเป็นครีบ...........................................529
ภาพที่ 404 เปรียบเทียบ 3 แนวคิดในการออกแบบการต่อที่เข้ากันของแนวเส้นการตัดเฉือนหรือแมตชิง(matching, マッチング, まっちんぐ, มัจจิงงุ)ที่มีลักษณะเป็นแนวเส้นตรงที่ต้องตัดเฉือน 2 ครั้ง.................................................................................................530
ภาพที่ 405 ลักษณะของครีบแบบเส้นขนหนวด-เครา(Whisker Burr, 髭バリ, ひげばり, ฮิเงะบะริ)ที่เกาะเกี่ยวอยู่กับชิ้นงาน แต่มีโอกาสที่จะหลุดออกไปแล้วทำให้สภาพภายนอกของชิ้นงานเกิดเป็นรอยตำหนิหรือข้อบกพร่องขึ้นได้โดยง่าย(ภาพด้านบน) และสาเหตุหนึ่งของการเกิดครีบแบบเส้นขนหนวด-เครา(ภาพด้านล่าง)..............................................531
ภาพที่ 406 การแก้ปัญหาชิ้นงานแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ที่ได้มาจากกระบวนการแบลงกิง(Blanking ProcessหรือBlanking Operation, 打抜き加工หรือブランキング加工หรือ外形抜き加工, うちぬきかこうหรือぶらんきんぐかこうหรือがいけいぬきかこう, อุจินุคิคะโคหรือบุรังคิงงุคะโคหรือไงเคนุคิคะโค)ซึ่งชิ้นงานแบลงก์ที่ได้จะเกิดการโค้งงอภายหลังการตัดเฉือนออกมาจากแม่พิมพ์ โดยใช้กระบวนการตัดเฉือนหรือกระบวนการตัดแยกออก(Cutting ProcessหรือCutoff ProcessหรือCut off Process, 切断加工หรือカットオフ加工, せつだんかこうหรือかっとおふかこう, เซ็ทซึดังคะโคหรือคัตโตะอฟฟุคะโค)ที่เป็นแบบการตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)เข้ามาแทนซึ่งเป็นการตัดเฉือนไปตามแนวเส้นรอบรูปของชิ้นงานทีละส่วน......................................................................................................531
ภาพที่ 407 ตัวอย่างแนวคิดในลักษณะต่างๆกันที่เสนอแนะให้ผู้ออกแบบแม่พิมพ์นำไปแก้ให้เป็นแบบปรับแก้(Arrangement Drawingหรือpart shape establish, アレンジ図, あれんじず, อะเร็นยิซึ)ของผลิตภัณฑ์หรือชิ้นงานที่จะทำการตัดเฉือน เพื่อแก้ไขปัญหาในการตัดเฉือนวัสดุให้เป็นชิ้นงานของแม่พิมพ์นั้นๆ ถ้าหากว่าผู้ออกแบบผลิตภัณฑ์ยังไม่ได้ออกแบบชิ้นงานปั๊มมาให้เหมาะสมต่อการออกแบบ ผลิต และการใช้งานของแม่พิมพ์.............................................................................................................................535
ภาพที่ 408 กระบวนการดัดขึ้นรูปวัสดุในรูปแบบต่างๆทั้งแบบรูปร่างพื้นฐานอย่างเดียว และรูปร่างพื้นฐานที่ต่างกันแล้วรวมเข้ามาอยู่ในชิ้นงานเดียวกัน เช่นการดัดขึ้นรูปรูปตัววีกับตัววี การดัดขึ้นรูปรูปตัววีกับตัวแอล และการดัดขึ้นรูปรูปตัววีกับตัวพี เป็นต้น..........536
ภาพที่ 409 ลักษณะโครงสร้างพื้นฐานอย่างง่ายของกลไกแบบต่างๆของแม่พิมพ์ดัดขึ้นรูปวัสดุ ที่ใช้ในการดัดขึ้นรูปวัสดุให้เป็นชิ้นงานที่มีรูปร่างแตกต่างกัน...............................537
ภาพที่ 410 การเกิดปรากฏการณ์การดีดตัวกลับคืนหรือสปริงแบ็ก(Springback, スプリングバック, すぷりんぐばっく, ซุ-ปริงงุบัคคุ) และการดีดตัวไปข้างหน้าหรือสปริงโกหรือสปริงอิน(Spring ForwardหรือSpring GoหรือSpring In, スプリングフォワードหรือ スプリングゴーหรือ スプリングイン, すぷりんぐふぉわーどหรือ すぷりんぐごーหรือ すぷりんぐいん, ซุ-ปริงงุโฟวาโดะหรือซุ-ปริงงุโงหรือซุ-ปริงงุอิน)เปรียบเทียบกับมุมดัดขึ้นรูปที่ต้องการ ในแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัววี ชิ้นงานรูปตัวแอล และชิ้นงานรูปตัวยู.........538
ภาพที่ 411 การเกิดความโก่ง-โค้งงอในชิ้นงานรูปตัวยูที่มีแรงกระทำในทิศทางตรงกันข้ามกับการขึ้นรูปน้อยเกินไป(ภาพซ้ายมือ) และสัดส่วนระหว่างการเกิดสปริงแบ็กของทั้งส่วนที่ถูกดัดขึ้นรูปกับส่วนที่ดีดตัวกลับคืนเนื่องจากส่วนก้นของชิ้นงาน(ภาพขวามือ).............540
ภาพที่ 412 การกระแทกกดอัดที่ส่วนก้นหรือด้านล่างของชิ้นงานดัดขึ้นรูป ซึ่งในระหว่างการดัดขึ้นรูปนั้นความยาวของส่วนก้นหรือด้านล่าง(ความยาว B)จะมีความยาวกว่าส่วนความกว้างของพันช์(ความยาว A) แต่ก็จะถูกกดอัดเมื่อแม่พิมพ์เคลื่อนที่ลงลู่จุดศูนย์ตายล่างจึงทำให้สามารถป้องกันการดีดตัวกลับคืนของชิ้นงานได้................................................541
ภาพที่ 413 การป้องกันการดีดตัวกลับคืนที่เกิดขึ้นเนื่องมาจากคุณสมบัติความยืดหยุ่นตัวของวัสดุในชิ้นงานดัดขึ้นรูปรูปตัวยู...........................................................................541
ภาพที่ 414 การหาค่ามุมในการดัดขึ้นรูปที่ถูกต้องแล้วเหมาะสมสำหรับการป้องกันการดีดตัวกลับคืนภายหลังการดัดขึ้นรูปอันเนื่องมาจากความยืดหยุ่นตัวของวัสดุ โดยการพิจารณาส่วนรัศมีดัดขึ้นรูป(R)ร่วมด้วย.....................................................................543
ภาพที่ 415 ชิ้นงานรูปตัวแอลดีดตัวกลับคืนภายหลังจากผ่านการดัดขึ้นรูปไปแล้ว ซึ่งอาจจะมีสาเหตุมาจากพันช์ได้รับแรงกระทำทางด้านข้างในขณะดัดขึ้นรูปแล้วทำให้พันช์หนีตัวออกไปตามทิศทางของแรงที่มากระทำ และหรืออาจจะมีสาเหตุมาจากแรงกดจับยึดชิ้นงานดัดขึ้นรูปน้อยเกินไป......................................................................................543
ภาพที่ 416 การดัดขึ้นรูปแบบที่พันช์มีส่วนส้นช่วยนำทางหรือมีแท่งรองรับด้านหลังพันช์เพื่อต้านทานกับแรงรุนโดยตรง การดัดขึ้นรูปแบบที่มีชุดแท่งต้านแรงรุนโดยทางอ้อมเพื่อทำหน้าที่นำทางพันช์รวมทั้งช่วยต้านต่อแรงทางด้านข้างที่เกิดจากการดัดขึ้นรูปด้วย และการดัดขึ้นรูปแบบที่มีการปรับให้เคลียแรนซ์ในการดัดขึ้นรูป(Bending Clearance, 曲げクリアランスหรือ曲げ加工のクリアランス, まげくりあらんすหรือまげかこうのくりあらんす, มะเงะ-คุเรียรันซุหรือมะเงะคะโคโนะ-คุเรียรันซุ)ลดลงแล้วก็เพิ่มสปริงของแผ่นปลดเพื่อทำให้แรงจับยึดชิ้นงานมากยิ่งขึ้นหรืออาจใช้วิธีทำให้มีส่วนกดอัดที่มุมของการดัดขึ้นรูปชิ้นงานร่วมด้วย.................................................................................................................544
ภาพที่ 417 แนวคิดในการแก้ไขแม่พิมพ์เพื่อป้องกันการดีดตัวกลับคืนโดยการทำให้ดายตัวเมียมีส่วนหลบเอียงทำมุมให้สอดคล้องกับมุมที่ดีดตัวกลับคืนของชิ้นงาน(ภาพซ้ายมือล่าง)หรือแก้ไขแม่พิมพ์โดยการทำให้ส่วนมุมที่ดัดขึ้นรูปของพันช์มีรัศมีสำหรับทำการกดอัดวัสดุในขณะดัดขึ้นรูปไปด้วย(ภาพขวามือล่าง).................................................................546
ภาพที่ 418 การป้องกันการดีดตัวกลับคืนภายหลังการดัดขึ้นรูปโดยใช้วิธีการดัดขึ้นรูปสองครั้ง........................................................................................................................547
ภาพที่ 419 การดัดขึ้นรูปมากกว่ามุมดัดที่ต้องการด้วยพันช์แกว่งไกว(Swing Punch, スイングパンチ, すいんぐぱんち, ซุอิงงุพันจิ)เพื่อดัดขึ้นรูปซึ่งจะแกว่งไกวให้ตัวได้ในขณะดัดขึ้นรูป.....................................................................................................................547
ภาพที่ 420 การดัดขึ้นรูปชิ้นงานรูปตัววีที่ใช้วิธีการปรับแก้ที่พันช์ และหรือปรับแก้ที่ดายเพื่อให้ชิ้นงานอยู่ตัว.................................................................................................548
ภาพที่ 421 วิธีการปรับแก้การดัดขึ้นรูปชิ้นงานรูปตัวยูที่ใช้วิธีการปรับแก้ที่พันช์ และหรือดายเพื่อให้ชิ้นงานอยู่ตัว..........................................................................................550
ภาพที่ 422 เทคนิควิธีการปรับแก้การดัดขึ้นรูปชิ้นงานรูปตัวยูโดยแบ่งการดัดขึ้นรูปออกเป็น 2 ครั้ง.....................................................................................................................550
ภาพที่ 423 วิธีการปรับแก้การดัดขึ้นรูปโดยอาศัยการทำงานด้วยชุดกลไกของลูกเบี้ยวขับ(แคมขับ)ร่วมกับลูกเบี้ยวตาม(แคมตาม)...................................................................552
ภาพที่ 424 วิธีการปรับแก้การดัดขึ้นรูปโดยอาศัยการเคลื่อนชิ้นงานเข้าปะทะกับส่วนระนาบที่เป็นผิวเอียง................................................................................................553
ภาพที่ 425 วิธีการปรับแก้การดัดขึ้นรูปโดยอาศัยการส่งแรงให้ขอบของชิ้นงานถูกกดอัดเอาไว้.....................................................................................................................553
ภาพที่ 426 ปัญหาการดีดตัวกลับคืนภายหลังการดัดขึ้นรูปชิ้นงานรูปตัวยู การแก้ไขปัญหานี้โดยทำให้มีการกดอัดที่บริเวณรัศมีด้านในของชิ้นงานรูปตัวยูนั้นจะให้ผลที่แตกต่างกันระหว่างชิ้นงานรูปตัวยูกับชิ้นงานรูปตัวแอล และแนวคิดในการออกแบบให้มีส่วนนูนที่ดายตัวเมียสำหรับกดอัดที่ด้านในของชิ้นงานรูปตัวยูร่วมไปด้วยสำหรับใช้แก้ไขปัญหาการดีดตัวกลับคืนของชิ้นงานรูปตัวแอล...................................................................................556
ภาพที่ 427 มุมดัดเสียหรือมุมดัดไม่ได้ตามต้องการในชิ้นงานดัดขึ้นรูปรูปตัวยูที่เกิดการดีดตัวกลับคืน และมุมดัดถ่างเปิดออก(unfold angleหรือopen angle, 角度が開く, かくどがひらく, คะคุโดะงะฮิรัคคุ)ไปทางด้านนอกภายหลังการดัดขึ้นรูป.................................556
ภาพที่ 428 การแก้ไขให้เกิดการกดอัดเข้มข้นมากยิ่งขึ้นในส่วนที่ดัดขึ้นรูปชิ้นงานรูปตัวยูโดยการแก้ไขให้พันช์กดอัดส่วนมุมดัดขึ้นรูปชิ้นงานรูปตัวยูมากขึ้น(ภาพซ้ายมือ) และการแก้ไขรัศมีที่ดายดัดขึ้นรูปชิ้นงานรูปตัวยู(ภาพขวามือ).................................................556
ภาพที่ 429 การแก้ไขบ่าของดายดัดขึ้นรูปชิ้นงานรูปตัวยูจากเดิมที่เป็นแบบการต่อมุมด้วยรัศมีเท่านั้น(ภาพซ้ายมือ)ให้เป็นดายดัดขึ้นรูปชิ้นงานรูปตัวยูที่มีรัศมีขนาดเล็กลงแล้วมีมุมเอียง 30 องศาร่วมด้วย(ภาพขวามือ)........................................................................557
ภาพที่ 430 มุมดัดเสียหรือมุมดัดไม่ได้ตามต้องการในชิ้นงานดัดขึ้นรูปรูปตัวยูที่มีมุมดัดหุบปิดเข้า(shut angleหรือclose angle, 角度が閉じる, かくどがとじる, คะคุโดะงะโตะยิรุ)ด้านในภายหลังการดัดขึ้นรูป(ภาพซ้ายมือ) และวิธีการแก้ไขปัญหามุมดัดหุบปิดเข้าของชิ้นงานดัดขึ้นรูปรูปตัวยูโดยการปรับระนาบแผ่นซึมซับแรงของชุดกลไกน็อกเอาต์(ภาพขวามือ)..................................................................................................................557
ภาพที่ 431 มุมดัดเสียหรือมุมดัดไม่ได้ตามต้องการในชิ้นงานดัดขึ้นรูปรูปตัวยูเนื่องจากมุมดัดที่ได้มีความเบี่ยงเบนแตกต่างกันมาก(ภาพซ้ายมือ) และแนวทางการแก้ไขเพื่อทำให้ได้แม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวยูที่มีเคลียแรนซ์ในการดัดขึ้นรูป(Bending Clearance, 曲げクリアランスหรือ曲げ加工のクリアランス, まげくりあらんすหรือまげかこうのくりあらんす, มะเงะ-คุเรียรันซุหรือมะเงะคะโคโนะ-คุเรียรันซุ)ที่คงที่แน่นอน(ภาพขวามือ) .............................................................................................................................558
ภาพที่ 432 เปรียบเทียบแม่พิมพ์โปรเกรสซีฟว์แบบที่มีกับไม่มีขั้นตอน(สถานีงาน)ว่างหรือขั้นตอน(สถานีงาน)ว่างเปล่า(idle stage, アイドルステージหรือアイドル工程หรือ遊び工程, あいどるすてーじหรือあいどるこうていหรือあそびこうてい, ไอดลรุ-ซุเตยิหรือไอดลรุโคเตหรืออะโซะบิโคเต)เผื่อเอาไว้ โดยการเผื่อขั้นตอนว่างหรือขั้นตอนว่างเปล่าไว้ในแม่พิมพ์โปรเกรสซีฟว์ทำให้การดัดแปลง-แก้ไขขั้นตอนว่างเปล่าให้กลายมาเป็นขั้นตอนดัดขึ้นรูปซ้ำอีกครั้งได้ เพื่อใช้ในการแก้ไขปัญหาการเกิดสปริงแบ็กในชิ้นงานดัดขึ้นรูปซึ่งอาจพบภายหลังจากที่ได้นำแม่พิมพ์ใหม่มาทดลอง..........................................................558
ภาพที่ 433 ตัวอย่างการนำแท่งคงความสูงหรือเสาคงความสูงแบบชิ้นเดียวกับแท่งคงความสูงหรือเสาคงความสูงแบบ 2 ชิ้นมาใช้กับแม่พิมพ์ เพื่อทำการควบคุม-รักษาความสูงปิดของแม่พิมพ์เพียร์ซซิงในขณะที่แรมของเครื่องปั๊มอยู่ที่จุดศูนย์ตายล่างจึงได้ค่าความสูงปิดของแม่พิมพ์เพียร์ซซิงที่เสถียรแล้วเท่ากันทุกรอบวัฏจักรการปั๊มตัดเฉือนแม้ว่าอุณหภูมิของเครื่องปั๊ม แม่พิมพ์กับสภาพแวดล้อมอื่นๆจะเปลี่ยนไปบ้างในขณะที่ใช้เครื่องปั๊มทำงานอย่างต่อเนื่องยาวนานก็ตาม....................................................................................560
ภาพที่ 434 ตำแหน่งการจัดวางแท่งคงความสูงหรือเสาคงความสูงแบบ 2 ตำแหน่งในแม่พิมพ์ที่ไม่เหมาะสม ซึ่งเป็นวิธีที่ส่งผลให้ความสูงปิดของแม่พิมพ์ในบางแนวแกนไม่เสถียรแล้วมีผลกระทบกับคุณภาพของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปด้วยแม่พิมพ์เที่ยงตรงด้วย(ภาพแสดงในมุมมองจากทางด้านบนของแม่พิมพ์)....................................................560
ภาพที่ 435 ตำแหน่งการจัดวางแท่งคงความสูงหรือเสาคงความสูงแบบ 4 ตำแหน่งในแม่พิมพ์(ภาพซ้ายมือซึ่งเป็นมุมมองจากทางด้านบนของแม่พิมพ์)ส่วนอีก 2 ภาพเป็นลักษณะชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตสำเร็จรูปมาตรฐานแบบ 4 เสา ซึ่งจะช่วยให้แม่พิมพ์มีความเสถียรในการผลิตชิ้นงานได้ดียิ่งขึ้นอีกทางหนึ่งด้วยเหมือนกัน.............................................................................................................................561
ภาพที่ 436 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets, ダイセット, だいせっと, ดายเซ็ตโตะ)ที่เป็นภาพที่มองจากทางด้านบนจะแสดงพื้นที่ในการใช้เป็นส่วนทำงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุของดายเซ็ต(ตามพื้นที่แรเงา) และภาพแบบ 3 มิติแสดงเฉพาะชุดล่างของดายเซ็ตที่มีเสานำทาง(ไกด์โพสต์)ของชุดโครงแม่พิมพ์ประกอบอยู่ อันเป็นข้อจำกัดต่อทิศทางในการป้อนส่งวัสดุหรือป้อนชิ้นงานจากกระบวนการก่อนหน้าเข้าสู่พื้นที่ในการทำงานของแม่พิมพ์.................................................................................................561
ภาพที่ 437 แนวคิดในการแก้ไขปัญหาการลื่นไถลของวัสดุภายในแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวแอลกับแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัววี............................................................564
ภาพที่ 438 ตัวอย่างปัญหาการดัดขึ้นรูปชิ้นงานรูปตัวแอลซึ่งมีแนวเส้นการดัดขึ้นรูปที่ยาวแต่มีส่วนความกว้างของชิ้นงานดัดขึ้นรูปรูปตัวแอลน้อย และแนวทางการแก้ไขแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวแอล............................................................................................565
ภาพที่ 439 แนวคิดในการแก้ไขปัญหาความเบี่ยงเบนในขนาดของชิ้นงานดัดขึ้นรูปซึ่งมีความแตกต่างกันภายหลังการดัดขึ้นรูปแล้ว สำหรับวิธีการทำให้เกิดเป็นร่องขั้นต้นตามแนวเส้นการดัดขึ้นรูปของชิ้นงานภายในแผ่นแบลงก์เสียก่อนที่จะนำไปดัดขึ้นรูปจะมีเป้าหมายเพื่อลดความเบี่ยงเบนที่เกิดขึ้นภายหลังการดัดขึ้นรูป.................................................565
ภาพที่ 440 ปัญหาในการดัดขึ้นรูปชิ้นงานรูปตัวแอลที่มีรูปร่างบอบบาง-อ่อนแอ ซึ่งอาจจะทำให้ชิ้นงานที่ได้ภายหลังการดัดขึ้นรูปเกิดการบิดตัวเสียรูปแล้วไม่ได้ขนาดตามที่ต้องการ.............................................................................................................................566
ภาพที่ 441 ขนาดหรือระยะระหว่างศูนย์กลางของรูในชิ้นงานภายหลังการดัดขึ้นรูปมีความเบี่ยงเบน จึงมีโอกาสทำให้เกิดชิ้นงานเสียขึ้นได้ในแม่พิมพ์โปรเกรสซีฟว์(ภาพบน) สำหรับวิธีที่ดีกว่าคือต้องจัดแบบโครงร่างลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปในแม่พิมพ์(strip layoutหรือprogressive stock layoutsหรือprogressive strip, ストリップレイアウト, すとりっぷれいあうと, ซุโตะริป-เรเอาโตะ)ให้ขั้นตอนการตัดเฉือนรู 2 รูภายหลังจากวัสดุในตำแหน่งที่จะตัดเฉือนรูได้ถูกดัดขึ้นรูปแล้ว(ภาพล่าง)..................................................567
ภาพที่ 442 ขนาดความสูงของชิ้นงานดัดขึ้นรูปรูปตัวยูมีขนาดความสูงมากเกินไป อาจทำการแก้ไขแม่พิมพ์ดัดขึ้นรูปรูปตัวยูโดยให้ส่วนดัดขึ้นรูปของพันช์มีส่วนสันนูนขึ้นหรือแก้ไขให้รัศมีในการดัดขึ้นรูปของพันช์มีขนาดเล็กลงอีกเพื่อทำให้เกิดการกดอัดขึ้นรูปที่รุนแรงมากยิ่งขึ้นตรงส่วนมุมดัดของชิ้นงานรูปตัวยู.....................................................................568
ภาพที่ 443 วิธีการแก้ไขปัญหาขนาดความสูงของชิ้นงานดัดขึ้นรูปรูปตัวยูได้อย่างมีประสิทธิผล(effectiveness, 有効性, ゆうこうせい, ยูโคเซ)ในกรณีที่ขนาดชิ้นงานรูปตัวยูทั้งสองด้านมีความสูงไม่เสถียรแล้วทำให้ชิ้นงานมีส่วนดัดขึ้นรูปยาวไม่เท่ากันหรือชิ้นงานรูปตัวยูเกิดการบิดเสียรูปร่างไปภายหลังการดัดขึ้นรูป................................................569
ภาพที่ 444 อินเสิร์ตพันช์ที่มีส่วนขอบคมตัดบอบบางมากของแม่พิมพ์โปรเกรสซีฟว์ซึ่งได้มีการเคลือบผิวระดับเพชร-คาร์บอนแบบไอริสเพื่อปรับปรุงคุณสมบัติให้ดียิ่งขึ้น(ภาพบน) และภาพขยายของส่วนปลายขอบคมตัดพันช์เที่ยงตรงที่ผ่านการเคลือบผิวระดับเพชร-คาร์บอนแบบไอริสแล้ว(ภาพล่าง).............................................................................572
ภาพที่ 445 กรณีรัศมีการดัดขึ้นรูปน้อยจนเกินไปจะส่งผลให้วัสดุไม่สามารถทนทานต่อแรงที่มากระทำให้วัสดุยืดตัวออกได้ จึงทำให้วัสดุที่จุดรัศมีการดัดขึ้นรูปเกิดการยืดตัวออกแล้วเกิดรอยแตกร้าวขึ้น.................................................................................................574
ภาพที่ 446 แนวคิดในการแก้ไขการแตกร้าวในชิ้นงานดัดขึ้นรูปโดยการปรับแก้ให้มีรัศมีดัดขึ้นรูปโตขึ้นแล้วทำการจัดให้ด้านครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)จากการตัดเฉือนของแผ่นแบลงก์หรือชิ้นงานที่จะนำมาดัดขึ้นรูปอยู่ด้านในของการดัดขึ้นรูปหรือทำการจัดให้ด้านแถบรอยตัดหรือขอบตัดเฉือน(Sheared EdgeหรือBurnishหรือCut Band, せん断面, せんだんめん, เซ็นดัมเม็ง)ของแผ่นแบลงก์หรือชิ้นงานที่จะนำมาดัดขึ้นรูปอยู่ด้านนอกของการดัดขึ้นรูปตามทิศทางในการดัดขึ้นรูป.............................................................................................................................574
ภาพที่ 447 การแก้ไขชิ้นงานหรือแผ่นแบลงก์ที่จะนำมาดัดขึ้นรูปให้ได้ด้านของครีบที่สอดคล้องกับทิศทางในการดัดขึ้นรูปโดยใช้การตัดบากร่องหรือนอตชิง(Notching, 切欠きหรือノッチング, きりかきหรือのっちんぐ, คิริคะคิหรือนจจิงงุ)ร่วมกับการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ).....................................................................................575
ภาพที่ 448 ชิ้นงานที่มีส่วนดัดขึ้นรูปแคบหรือชิ้นงานที่มีส่วนดัดขึ้นรูปกว้างน้อยกว่า 8 เท่าของความหนาวัสดุ จะมีความเสี่ยงต่อการเกิดรอยแตกร้าวที่ด้านนอกของมุมดัดขึ้นรูปเนื่องจากวัสดุยืดขยายตัวออก ซึ่งการแก้ไขปัญหารอยแตกในส่วนดัดขึ้นรูปที่แคบในเบื้องต้นให้ปรึกษาลูกค้าหรือผู้ออกแบบผลิตภัณฑ์เพื่อทำการแก้ไขความกว้างส่วนดัดขึ้นรูปของชิ้นงานให้มากกว่า 8 เท่าของความหนาวัสดุเล็กน้อย.......................................575
ภาพที่ 449 ชิ้นงานที่ส่วนดัดขึ้นรูปรูปตัวแอลมีความสูงน้อยเกินไปทำให้ได้รูปร่างชิ้นงานที่เลวเพราะมุมดัดขึ้นรูปไม่ได้ตามที่ต้องการแล้วส่วนปลายของการดัดขึ้นรูปของชิ้นงานเอียงล้มลงด้วย ซึ่งการแก้ไขปัญหาชิ้นงานมีรูปร่างการดัดขึ้นรูปที่เลวทำได้ด้วยการดัดขึ้นรูปด้วยความสูงส่วนดัดขึ้นรูปมากกว่าที่ต้องการแล้วจึงทำการตัดเฉือนให้ได้ความสูงลดลงตามที่ต้องการ..................................................................................................................576
ภาพที่ 450 แนวคิดในการแก้ไขการแตกร้าวของชิ้นงานรูปตัววีตามแนวเส้นการดัดขึ้นรูป โดยการกดอัดสร้างแนวเส้นนำทางไปตามแนวเส้นที่จะทำการดัดขึ้นรูปของชิ้นงาน และหรือดำเนินการกำจัดหรือลดความสูงของครีบในแผ่นแบลงก์เสียก่อนที่จะนำไปดัดขึ้นรูปถ้าหากว่าการดัดขึ้นรูปที่มีความจำเป็นต้องให้ครีบของชิ้นงานอยู่ทางด้านนอก.................577
ภาพที่ 451 การดัดขึ้นรูปชิ้นงานรูปตัววีที่มีขนาดความกว้างไม่ถูกต้องกับการดัดขึ้นรูปชิ้นงานรูปตัวยูที่มีรอยตำหนิหรือข้อบกพร่อง(defect, 欠点หรือ欠陥หรือ不良, けってんหรือけっかんหรือふりょう, เค็ตเต็งหรือเค็คคังหรือฟุเรียว)ที่ด้านนอกของผนังชิ้นงาน ซึ่งการแก้ไขปัญหารอยตำหนิในชิ้นงานดัดขึ้นรูปรูปตัวยูในเบื้องต้นทำได้ด้วยการเพิ่มขนาดรัศมีของดายดัดขึ้นรูปให้โตขึ้น และหรือทำการแก้ไขทางเข้าของดายดัดขึ้นรูปให้เป็นเรียวด้วย.......................................................................................................................578
ภาพที่ 452 แนวคิดที่แนะนำให้ใช้ในการออกแบบเพื่อแก้ไขปัญหาในการดัดขึ้นรูปชิ้นงานรูปตัววีกับชิ้นงานรูปตัวยู โดยการกำหนดขนาดรัศมีของดายดัดขึ้นรูป ความยาวของส่วนที่ดัดขึ้นรูป และส่วนอื่นๆของดายดัดขึ้นรูปให้สัมพันธ์กันกับรูปแบบในการดัดขึ้นรูป........579
ภาพที่ 453 ปัญหาความเบี่ยงเบนของขอบชิ้นงานรูปตัวยูภายหลังการดัดขึ้นรูป(ภาพด้านบน) ซึ่งมีทั้งชิ้นงานรูปตัวยูที่มีความสูงไม่เท่ากันหรือเป็นขั้น(step, 段差, だんさ, ดันซะ) ชิ้นงานรูปตัวยูที่เกิดการบิดตัว(twist, ネジレ, ねじれ, เนะยิเระ) และชิ้นงานรูปตัวยูที่ด้านหนึ่งถ่างออก-ด้านหนึ่งหุบเข้า(open-close, 開くー閉じる, ひらくーとじる, ฮิระคุ-โตะยิรุ) ส่วนภาพด้านล่างนั้นเป็นแนวคิดของโครงสร้างแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวยูที่ใช้ในการแก้ไขหรือการป้องกันไม่ให้เกิดปัญหาความเบี่ยงเบนของขอบชิ้นงาน.................580
ภาพที่ 454 แนวคิดในการดัดขึ้นรูปส่วนปลายของชิ้นงานให้เป็นรูปตัวยูในแม่พิมพ์โปรเกรสซีฟว์ โดยการดัดขึ้นรูปด้วยกลไกชุดลูกเบี้ยวหรือการดัดขึ้นรูปด้วยแคม(cam die bending, カム式曲げ, かむしきまげ, คัมชิคิมะเงะ).................................................................581
ภาพที่ 455 แนวคิดในการแก้ไขแม่พิมพ์ให้มีส่วนส้นของพันช์ดัดขึ้นรูปชิ้นงานรูปตัวยูสำหรับเคลื่อนที่นำทางเข้าไปในดายก่อนที่จะทำการดัดขึ้นรูปชิ้นงานรูปตัวยูที่มีแนวเส้นการดัดขึ้นรูปสองด้านยาวไม่เท่ากัน เพื่อเป็นการป้องกันชิ้นงานที่มีแนวเส้นการดัดขึ้นรูปสองด้านยาวไม่เท่ากันเกิดการเคลื่อนตัวได้ในขณะดัดขึ้นรูปแล้วทำให้ชิ้นงานด้านที่มีแนวเส้นการดัดขึ้นรูปที่ยาวกว่าถ่างออกด้านนอกในขณะเดียวกันชิ้นงานด้านที่มีแนวเส้นการดัดขึ้นรูปที่สั้นกว่าหุบเข้าด้านใน...............................................................................581
ภาพที่ 456 ลักษณะโครงสร้างแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวแอลที่มีความไม่เหมาะสม ทั้งแม่พิมพ์ดัดขึ้นรูปแบบที่มีการดัดขึ้นรูปชิ้นงานรูปตัวแอลขึ้นสู่ด้านบน(ภาพซ้ายมือ)กับแม่พิมพ์ดัดขึ้นรูปแบบที่มีการดัดขึ้นรูปชิ้นงานรูปตัวแอลลงสู่ด้านล่าง(ภาพขวามือ)......582
ภาพที่ 457 การออกแบบโครงสร้างแม่พิมพ์เพื่อป้องกันการหนีตัวของพันช์หรือดายแล้วทำให้เคลียแรนซ์ในการดัดขึ้นรูป(Bending Clearance, 曲げクリアランスหรือ曲げ加工のクリアランス, まげくりあらんすหรือまげかこうのくりあらんす, มะเงะ-คุเรียรันซุหรือมะเงะคะโคโนะ-คุเรียรันซุ)เปลี่ยนไปในขณะดัดขึ้นรูป โดยการออกแบบแม่พิมพ์ให้มีส่วนจับยึดดายไม่ให้หนีตัวได้ในขณะดัดขึ้นรูป(ภาพซ้ายมือ)หรือโดยการออกแบบแม่พิมพ์ให้เป็นแบบอินเสิร์ตดายหรือดายแบบสอดใส่ประกอบอยู่ภายในแผ่นดาย(ภาพขวามือ)....582
ภาพที่ 458 แนวคิดในการแก้ไขแม่พิมพ์ดัดขึ้นรูปให้มีบ่ากั้นที่ตัวกระทุ้งดันปลดหรือน็อกเอาต์ เพื่อเป็นการป้องกันไม่ให้ชิ้นงานดัดขึ้นรูปที่มีแนวเส้นการดัดขึ้นรูปเป็นรูปเรียวเคลื่อนตัวได้ในขณะดัดขึ้นรูปแล้วทำให้การดัดขึ้นรูปชิ้นงานทั้งสองด้านไม่สมดุลกันจนส่งผลให้มุมดัดขึ้นรูปถ่างตัวออก ทั้งนี้อาจทำการแก้ไขให้ส่วนดัดขึ้นรูปของพันช์มีส่วนนูนสำหรับกดอัดขึ้นรูป และหรือทำการปรับให้ความดันของตัวซึมซับแรงเพิ่มมากขึ้นร่วมไปด้วย............583
ภาพที่ 459 ส่วนที่บอบบาง-อ่อนแอของชิ้นงานรูปตัวยูเกิดการเสียรูปในระหว่างการดัดขึ้นรูป และแนวทางการแก้ไขการเสียรูปร่างของชิ้นงานดัดขึ้นรูปรูปตัวยูโดยทำการตัดเฉือนผนังของดายดัดขึ้นรูปตัวเมียออกทำเป็นส่วนหลบ เพื่อหลีกเลี่ยงการเสียดสีระหว่างผิวของชิ้นงานดัดขึ้นรูปกับผิวของผนังดายดัดขึ้นรูป.............................................................584
ภาพที่ 460 ขนาดของชิ้นงานดัดขึ้นรูปรูปตัววีทั้งสองด้านไม่เท่ากัน ซึ่งมีสาเหตุมาจากชิ้นงานดัดขึ้นรูปรูปตัววีมีความยาวส่วนดัดขึ้นรูปยาวมากหรือชิ้นงานดัดขึ้นรูปรูปตัววีมีส่วนที่จะไม่ถูกดัดขึ้นรูปซึ่งอยู่ติดกันกับส่วนดัดขึ้นรูปของชิ้นงานที่ทางด้านซ้ายกับด้านขวา โดยส่วนที่ไม่ถูกดัดขึ้นรูปอยู่ขนานกันไปกับแนวเส้นการดัดขึ้นรูปแล้วมีความยาวไม่เท่ากันอีกด้วย.......................................................................................................................584
ภาพที่ 461 ตัวอย่างบางส่วนของหมุดกำหนดตำแหน่งหรือหมุดหยุด-กั้น(positioning pinหรือstop pin, 位置決めピンหรือストップピン, いちぎめぴんหรือすとっぷぴん, อิจิงิเมะปินหรือซุตปปิน)แผ่นแบลงก์หรือวัสดุ ซึ่งเป็นชิ้นส่วนของแม่พิมพ์ที่ใช้สำหรับกำหนดตำแหน่งแผ่นแบลงก์หรือกำหนดตำแหน่งวัสดุที่ป้อนเข้าสู่แม่พิมพ์ให้ถูกต้องก่อนที่จะถูกตัดเฉือน-ขึ้นรูปในลำดับถัดไป.......................................................................................585
ภาพที่ 462 ชิ้นงานดัดขึ้นรูปรูปตัววีที่เกิดการหมุนหรือการบิดตัวไปตามแนวความยาวของชิ้นงานภายหลังการดัดขึ้นรูปแล้ว.............................................................................586
ภาพที่ 463 พันช์กับดายดัดขึ้นรูปชิ้นงานรูปตัววีที่เป็นสาเหตุของปัญหาการหมุนหรือการบิดตัวของชิ้นงานดัดขึ้นรูปรูปตัววีภายหลังการดัดขึ้นรูป.............................................586
ภาพที่ 464 การป้องกันไม่ให้พันช์ดัดขึ้นรูปชิ้นงานรูปตัววีเกิดการบิดหรือโก่งตัวเนื่องจากกระบวนการผลิตพันช์ โดยการออกแบบแยกพันช์ดัดขึ้นรูปเป็นแบบ 3 ชิ้นย่อยแทนที่จะเป็นพันช์ดัดขึ้นรูปแบบชิ้นเดียวหรือการออกแบบให้ส่วนดัดขึ้นรูปกับส่วนโคนพันช์ดัดขึ้นรูปเป็นแบบขั้น เพื่อลดการบิดหรือโก่งตัวในระหว่างการผลิตพันช์ดัดขึ้นรูป.............................587
ภาพที่ 465 การดัดขึ้นรูปชิ้นงานที่มีขนาดในทิศทางตามความกว้างของวัสดุที่ค่อนข้างแคบแล้วส่งผลให้วัสดุด้านนอก-ด้านในกับวัสดุด้านบน-ด้านล่างที่ดัดขึ้นรูปถูกกระทำในทิศทางที่แตกต่างกัน จึงทำให้เกิดปัญหาแนวเส้นการดัดขึ้นรูปของชิ้นงานมีลักษณะโค้งแอ่นลงจากปลายด้านหนึ่งไปยังปลายอีกด้านหนึ่งคล้ายกับอานม้า........................................587
ภาพที่ 466 ชิ้นงานดัดขึ้นรูปที่มีความกว้างของส่วนดัดขึ้นรูปในทิศทางตามความกว้างของแผ่นวัสดุมากก็จะส่งผลให้เกิดการโค้งแอ่นเสียรูปเฉพาะที่ส่วนปลายทั้งสองด้านตามแนวเส้นการดัดขึ้นรูปของชิ้นงานเท่านั้น..........................................................................589
ภาพที่ 467 พันช์ดัดขึ้นรูปที่ทำการตัดเฉือนแก้ไขส่วนดัดขึ้นรูปให้มีความสูง-ต่ำกว่าระดับปรกติในลักษณะสามมิติ เพื่อทำการชดเชยการโค้งแอ่นเสียรูปของชิ้นงานดัดขึ้นรูปแล้วแก้ไขให้ชิ้นงานดัดขึ้นรูปได้ความเรียบกับความตรงที่ดียิ่งขึ้น.......................................590
ภาพที่ 468 ชิ้นงานทดลองสำหรับทดสอบการดึงยืดของวัสดุเพื่อหาอัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์ โดยเป็นชิ้นงานทดลองก่อนการดึงยืดกับชิ้นงานทดลองภายหลังการดึงยืดออกจนเกินกว่าขอบเขตความยืดหยุ่นตัวได้(Elastic Limit, 弾性限度, だんせいげんど, ดันเซเง็นโดะ)ของชิ้นงานทดลอง........................................................591
ภาพที่ 469 การเตรียมชิ้นงานทดลองที่ทำมุม 0 45 และ90 องศา(ขนาน ทแยงมุม และตั้งฉากตามลำดับ)กับทิศทางของการรีดหรือทิศทางของเกรนวัสดุที่ผ่านการรีดลดขนาดความหนามาแล้ว............................................................................................................592
ภาพที่ 470 ชิ้นงานทดลองสำหรับหาอัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์(Plastic Strain Ratioหรือr Value, 塑性ひずみ比หรือ塑性ひずみ率หรือr値, そせいひずみひหรือそせいひずみりつหรือrち, โซะเซฮิซึมิฮิหรือโซะเซฮิซึมิริทซึหรืออาจิ)ทั้งในกรณีที่ชิ้นงานทดลองมีค่าอาร์น้อยกับกรณีที่ชิ้นงานทดลองมีค่าอาร์มาก.............................595
ภาพที่ 471 ตัวอย่างแนวคิดที่แนะนำให้นำไปประยุกต์ใช้สำหรับการป้องกันหรือการแก้ไขปัญหาในกระบวนการดัดขึ้นรูปชิ้นงานที่มีลักษณะต่างๆกัน รวมทั้งการตัดแหวก-ขึ้นรูป(lancing, 切曲げ, きりまげ, คิริมะเงะ)ด้วย..............................................................597
ภาพที่ 472 ตัวอย่างของแนวทางในการออกแบบ-จัดวางลำดับขั้นตอนต่างๆในการดึงขึ้นรูปชิ้นงานรูปทรงกระบอกกลมแบบที่มีขอบหรือหน้าแปลนของชิ้นงานอยู่ด้วย และเพื่อให้ขนาดกับรูปร่างชิ้นงานสำเร็จลุล่วงได้ตามที่ต้องการจึงต้องมีการดึงขึ้นรูปซ้ำ(Redrawing, 再絞り, さいしぼり,ไซชิโบะริ)รวมอยู่ด้วย.................................................................599
ภาพที่ 473 ชิ้นงานหรือผลิตภัณฑ์(WorkpieceหรือProduct, 製品, せいひん, เซฮิง)ที่ได้จากกระบวนการดึงขึ้นรูป โดยอาจจะทำการแบ่งผลิตภัณฑ์ตามความลึกในการดึงขึ้นรูป(การดึงขึ้นรูปตื้นกับการดึงขึ้นรูปลึก) และการแบ่งผลิตภัณฑ์ตามรูปร่างชิ้นงานที่ดึงขึ้นรูป(การดึงขึ้นรูปรูปร่างไม่สมมาตร รูปสี่เหลี่ยม รูปทรงกระบอกกลม รูปครึ่งทรงกลม รูปทรงกรวยสี่เหลี่ยม และรูปทรงกรวยกลม)........................................................................600
ภาพที่ 474 ภาคตัดเฉพาะส่วนขณะพันช์ดึงขึ้นรูปเคลื่อนที่ลงทำให้แผ่นแบลงก์ถูกดึงขึ้นรูปเป็นชิ้นงานรูปทรงกระบอกกลม โดยมีตัวจับยึดแผ่นแบลงก์ช่วยจับยึดแล้วควบคุมการไหลตัวของวัสดุในแม่พิมพ์ขณะดึงขึ้นรูปด้วย...................................................................601
ภาพที่ 475 การดึงขึ้นรูปชิ้นงานแบบมีขอบหรือชิ้นงานแบบมีหน้าแปลนแล้วมีโอกาสที่เกิดรอยยับย่นที่ขอบหรือหน้าแปลนของชิ้นงาน(Flange Wrinkle, フランジシワ, ふらんじしわ, ฟรันยิชิวะ) เนื่องจากแรงกระทำกับเนื้อวัสดุในทิศทางต่างๆแล้วทำให้เกิดการเปลี่ยนแปลงรูปร่างในขณะดึงขึ้นรูป............................................................................................602
ภาพที่ 476 ความหนาของชิ้นงานดึงขึ้นรูปแบบที่ไม่มีขอบซึ่งผ่านการดึงขึ้นรูปแล้ว ทั้งชิ้นงานดึงขึ้นรูปซึ่งแสดงด้วยหน่วยมิลลิเมตรที่ความหนาเปลี่ยนไปกับชิ้นงานดึงขึ้นรูปซึ่งแสดงด้วยหน่วยเปอร์เซ็นต์ของความหนาที่เปลี่ยนไป.................................................603
ภาพที่ 477 ภาคตัดขวางในแม่พิมพ์ดึงขึ้นรูปซึ่งแสดงผลที่เกิดขึ้นกับวัสดุที่ถูกดึงขึ้นรูปตามจุดต่างๆจากจุด A ถึง H ในขณะที่เคลื่อนที่เข้าไปในดายดึงขึ้นรูปตัวเมีย......................604
ภาพที่ 478 อิทธิพลของสารหล่อลื่นที่มีผลต่อความสูง(หรือยาว)ในการขึ้นรูป-ดึงขึ้นรูปชิ้นงาน โดยภาพด้านซ้ายมือจะใช้สารหล่อลื่นที่มีความหนืด 40 เซนติสโตค(Centistokeหรือcst, センチストーク , せんちすとーく, เซ็นจิซุโตค) และใช้สารหล่อลื่นที่มีความหนืด 500 เซนติสโตคกับชิ้นงานในภาพด้านขวามือ.........................................606
ภาพที่ 479 ลักษณะรอยตำหนิหรือข้อบกพร่องจากการดึงขึ้นรูป(Drawing Defects, 絞り加工の欠陥, しぼりかこうのけっかん, ชิโบะริคะโคโนะเค็คคัง)ที่ทำให้ชิ้นงานดึงขึ้นรูปกลายเป็นของเสียหรือชิ้นงานเสีย(Defective part, 不良品, ふりょうひん, ฟุเรียวฮิง) ซึ่งรอยตำหนิเหล่านี้มักเกิดขึ้นในระหว่างการผลิตด้วยกระบวนการดึงขึ้นรูป.....................608
ภาพที่ 480 ชิ้นงานที่เกิดความเครียดภายหลังการถูกดึงยืด(Stretcher StrainหรือLüder’s Lines, 応力-ひずみหรือストレッチャストレインหรือリューダース線, おうりょく-ひずみหรือすとれっちゃすとれいんหรือりゅーだーすせん, โอเรียคฮิซึมิหรือซุเตร็ชยะซุโตะเรนหรือรีวดาเซ็น)ทำให้กลายเป็นรอยตำหนิหรือข้อบกพร่องของชิ้นงาน.................610
ภาพที่ 481 เครื่องปั๊มที่เหมาะสำหรับการดึงขึ้นรูปลึก 3 ลักษณะคือ เครื่องปั๊มทำงาน 2 จังหวะพร้อมแรมด้านใน-ด้านนอก(ภาพซ้ายมือ) เครื่องปั๊มทำงานจังหวะเดียวพร้อมระบบเบาะซึมซับแรงในโต๊ะงาน(ภาพกลาง) และเครื่องปั๊มที่มีกระบอกสูบติดตั้งอยู่ทั้ง 4 มุมของโต๊ะงาน(ภาพขวามือ)..............................................................................................613
ภาพที่ 482 ลักษณะกลไกของเครื่องปั๊มทำงานจังหวะเดียว(Single Action Press, 単動プレス, たんどうぷれす, ตันโด-พุเร็ซซุ)พร้อมชุดเบาะซึมซับแรงไฮดรอลิก......................613
ภาพที่ 483 การเอียงของแรมหรือสไลด์กับตัวจับยึดแผ่นแบลงก์ในเครื่องปั๊มทำงานจังหวะเดียวจากการดึงขึ้นรูปชิ้นงานที่มีรูปร่างไม่สมมาตรแล้วมีแนวศูนย์ของแรงในการขึ้นรูปกับแนวศูนย์ของเครื่องปั๊มเยื้องกัน จึงส่งผลให้หน้าสัมผัสของตัวจับยึดแผ่นแบลงก์ที่ปะทะกับแผ่นโลหะไม่เป็นไปตามที่ต้องการ............................................................................614
ภาพที่ 484 ลักษณะรอยตำหนิหรือข้อบกพร่องในชิ้นงานดึงขึ้นรูปที่มีความสัมพันธ์กับปัจจัยต่างๆในการผลิต............................................................................................615
ภาพที่ 485 เปรียบเทียบชิ้นงานภายหลังการดึงขึ้นรูปที่ไม่เกิดปัญหาแคนนิงในชิ้นงานกับชิ้นงานภายหลังการดึงขึ้นรูปที่เกิดปัญหาแคนนิงขึ้นในชิ้นงาน(ภาพด้านบนด้านซ้ายมือกับขวามือ) และชิ้นงานดึงขึ้นรูปทรงสี่เหลี่ยมที่ดีซึ่งไม่มีช่องว่างให้เห็นเมื่อตรวจสอบด้วยการทาบด้วยสันของบรรทัดเหล็ก(ภาพด้านล่างซ้ายมือกับขวามือ)....................................617
ภาพที่ 486 ชื่อเรียกส่วนต่างๆของชิ้นงานดึงขึ้นรูป การไหลตัวของโลหะในระหว่างการดึงขึ้นรูปแล้วเป็นสาเหตุให้เกิดแคนนิง และการควบคุมการไหลตัวของโลหะโดยอาศัยสันนูนดึงขึ้นรูปหรือบีดดึงขึ้นรูปแบบสอดใส่อยู่ในตัวจับยึดแผ่นแบลงก์ของแม่พิมพ์ดึงขึ้นรูปชิ้นงานรูปทรงสี่เหลี่ยม.............................................................................................619
ภาพที่ 487 ตัวอย่างชิ้นงานดึงขึ้นรูปที่ได้จากการปรับหาสภาวะในการดึงขึ้นรูปที่ทำให้ได้ชิ้นงานดี ซึ่งเป็นสภาวะหมิ่นเหม่ที่อยู่ตรงกลางระหว่างสภาวะที่เลวซึ่งจะทำให้เกิดรอยยับย่นที่ขอบหรือหน้าแปลนของชิ้นงาน(Flange Wrinkle, フランジシワ, ふらんじしわ, ฟรันยิชิวะ)กับสภาวะที่เลวซึ่งจะทำให้ชิ้นงานดึงขึ้นรูปเกิดแตก-ร้าว(Crack, 割れ, われ, วะเระ)....................................................................................................................619
ภาพที่ 488 ภาคตัดกับองค์ประกอบต่างๆของแม่พิมพ์ดึงขึ้นรูปซึ่งระบุถึงส่วนสำคัญต่างๆที่ต้องระมัดระวัง และเอาใจใส่ในการดึงขึ้นรูปชิ้นงานทรงกระบอกกลม..........................621
ภาพที่ 489 ลักษณะโครงสร้างของแม่พิมพ์ดึงขึ้นรูปที่สามารถให้ความร้อนกับแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ในระหว่างการดึงขึ้นรูปได้(ภาพซ้ายมือ) และเปรียบเทียบชิ้นงานดึงขึ้นรูประหว่างชิ้นงานที่ไม่ได้ให้ความร้อนกับแผ่นแบลงก์ในระหว่างการดึงขึ้นรูปกับชิ้นงานที่ได้ให้ความร้อนกับแผ่นแบลงก์ในระหว่างการดึงขึ้นรูปเพื่อทำการเพิ่มขีดจำกัดของอัตราส่วนการดึงขึ้นรูปของวัสดุ(ภาพขวามือ).......................................................623
ภาพที่ 490 เครื่องปั๊มที่มีชุดเบาะซึมซับแรงไฮดรอลิกสำหรับช่วยป้องกันการเกิดรอยยับย่นหรือความเสียหายกับชิ้นงานในระหว่างการดึงขึ้นรูปลึก โดยจะทำหน้าที่ในการจับยึดแผ่นแบลงก์ในระหว่างที่ถูกดึงขึ้นรูปให้กลายเป็นชิ้นงานกับทำหน้าที่ในการปลดชิ้นงานออกจากแม่พิมพ์ขณะที่แรมหรือสไลด์ของเครื่องปั๊มเคลื่อนที่กลับขึ้นสู่ด้านบนอีกด้วย...............626
ภาพที่ 491 ปัญหาข้อบกพร่องเป็นรอยตำหนิกับรอยขีดข่วน(scratch, スクラッチหรือスクラッチ傷, すくらっちหรือすくらっちきず, ซุครัจจิหรือซุครัจจิคิซึ)บนผิวของชิ้นงานที่ผ่านการดึงขึ้นรูปมาแล้ว..........................................................................................629
ภาพที่ 492 ลักษณะข้อบกพร่องของชิ้นงานดึงขึ้นรูปที่มีการแตก-ฉีกขาดที่ส่วนก้นของชิ้นงาน(ภาพซ้ายมือ) ชิ้นงานดึงขึ้นรูปที่มีการแตก-ฉีกขาดที่ส่วนใกล้กับขอบหรือหน้าแปลนของชิ้นงาน(ภาพกลาง) และชิ้นงานดึงขึ้นรูปที่มีการแตก-ฉีกขาดที่ส่วนลำตัวของชิ้นงาน(ภาพขวามือ)..........................................................................................................630
ภาพที่ 493 ตัวอย่างชิ้นงานรูปทรงกระบอกแบบมีหน้าแปลนหรือขอบที่ต้องการให้ได้มาจากกระบวนการดึงขึ้นรูป และขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์ 52.5 มิลลิเมตรที่คำนวณออกมาได้จากขนาดชิ้นงานตัวอย่าง ซึ่งเป็นขนาดแผ่นแบลงก์ที่จะนำไปพิจารณาหาจำนวนครั้งในการดึงขึ้นรูปที่เหมาะสมต่อไป..........................................................636
ภาพที่ 494 ชิ้นงานที่เริ่มดึงขึ้นรูปจากขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์(D) 52.5 มิลลิเมตร ความหนา 1 มิลลิเมตรให้ลดลงเป็นขนาด 26.25 มิลลิเมตรโดยใช้อัตราการดึงขึ้นรูป(m1) = 0.50 ซึ่งขนาดเส้นผ่านศูนย์กลาง 26.25 นั้นคำนวณได้มาจาก 52.5 × 0.50 ในลักษณะเดียวกันขนาดเส้นผ่านศูนย์กลาง 13.07 ก็จะคำนวณได้มาจาก 15.75 × 0.83 โดยใช้อัตราการดึงขึ้นรูป(m4) = 0.83.......................................................................637
ภาพที่ 495 ชิ้นงานที่ดึงขึ้นรูปจากขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์(D) 52.5 มิลลิเมตรที่มีความหนา 1 มิลลิเมตรให้ได้ขนาดเส้นผ่านศูนย์กลางภายในของชิ้นงานครั้งสุดท้ายเป็น 14.30 มิลลิเมตรตามที่ต้องการ โดยปรับแก้อัตราการดึงขึ้นรูปครั้งที่ 3 กับ 4 เป็น 0.81 และ 0.89 ก็จะได้ขนาดเส้นผ่านศูนย์กลางในการดึงขึ้นรูปครั้งที่ 3 และ 4 เป็น 16.00 กับ 14.30 มิลลิเมตรโดยประมาณ(คำนวณได้จาก 19.70 × 0.81 กับ 16.00 × 0.89 ตามลำดับ).............................................................................................................638
ภาพที่ 496 ภาพด้านหน้ากับภาพด้านบนที่แสดงขนาดเส้นผ่านศูนย์กลางของพันช์ดึงขึ้นรูป(ขนาดเส้นผ่านศูนย์กลางภายในของชิ้นงานดึงขึ้นรูป) ซึ่งทำการดึงขึ้นรูปจากแผ่นแบลงก์ที่มีขนาดเส้นผ่านศูนย์กลาง(D) 52.5 มิลลิเมตรแล้วมีความหนา 1 มิลลิเมตรให้บรรลุลงได้ภายใน 4 ครั้ง..................................................................................................639
ภาพที่ 497 รัศมีของพันช์ดึงขึ้นรูปหรือรัศมีของบ่าพันช์ดึงขึ้นรูปครั้งที่ 1 ถึงครั้งที่ 4 ซึ่งคำนวณได้ และขนาดรัศมีของพันช์ดึงขึ้นรูปที่ทำการปรับแก้ให้มีขนาดที่ลงตัวซึ่งง่ายต่อการผลิตพันช์ยิ่งขึ้น.......................................................................................................640
ภาพที่ 498 การแตก-ร้าวภายหลังผ่านการดึงขึ้นรูปไปแล้วช่วงระยะเวลาหนึ่ง(Season Crack, 置き割れหรือシーズンクラックหรือ時期割れ, おきわれหรือしーずんくらっくหรือじきわれ, โอะคิวะเระหรือชีซึนครัคคุหรือยิคิวะเระ).............................................642
ภาพที่ 499 ภาคตัดขวางของลักษณะชิ้นงานเสียเนื่องจากส่วนเนื้อโลหะแตก-ฉีกขาดที่บริเวณด้านล่างของชิ้นงานดึงขึ้นรูป(ภาพซ้ายมือ) ส่วนชิ้นงานที่มีการฉีกขาดที่ด้านล่างของชิ้นงานตามภาพทางขวามือนั้นนอกจากจะมีสาเหตุที่เกิดจากแรงจับยึดแผ่นแบลงก์มากเกินไปแล้วก็อาจจะเกิดจากสาเหตุที่เป็นไปได้อื่นๆอีกคือ รัศมีของดายดึงขึ้นรูปน้อยเกินไป เคลียแรนซ์ในการดึงขึ้นรูป(Drawing Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)น้อยเกินไป และหรือความเร็วในการดึงขึ้นรูปมากเกินไป........643
ภาพที่ 500 ตัวอย่างลักษณะชิ้นงานดึงขึ้นรูปแล้วเกิดข้อบกพร่องเป็นรอยยับย่นที่ขอบหรือหน้าแปลนของชิ้นงาน(Flange Wrinkle, フランジシワ, ふらんじしわ, ฟรันยิชิวะ)......644
ภาพที่ 501 แผ่นแบลงก์สำหรับใช้ในการดึงขึ้นรูปเป็นชิ้นงานรูปทรงกระบอกที่มีขนาดเส้นผ่านศูนย์กลาง “D” และมีความหนา “t” ซึ่งแสดงความสัมพันธ์ของความหนาสัมพัทธ์ได้เป็นความหนาสัมพัทธ์ = {ความหนาแผ่นวัสดุ(t) ÷ ขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์(D)} × 100 %...................................................................................................645
ภาพที่ 502 ลักษณะชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมภายหลังการดึงขึ้นรูปแล้วทำให้มีขอบของชิ้นงานสูงต่ำแตกต่างกันแล้วเบ้ไปทางใดทางหนึ่ง.........................................647
ภาพที่ 503 ภาคตัดขวางกับภาพตัดบางส่วนของลักษณะผนังชิ้นงานดึงขึ้นรูป ที่โดยปรกติก็จะมีส่วนที่ผนังชิ้นงานดึงขึ้นรูปหนามากขึ้นกับมีส่วนที่ผนังชิ้นงานดึงขึ้นรูปบางน้อยลงกว่าความหนาของวัสดุหรือแผ่นแบลงก์จึงทำให้ส่วนผนังชิ้นงานดึงขึ้นรูปมีรูปร่างเป็นเรียว.............................................................................................................................648
ภาพที่ 504 ภาคตัดขวางดายดึงขึ้นรูปตัวเมียที่มีส่วนเนื้อนูนยื่นออกมาแตะหรือสัมผัสกับวัสดุเล็กน้อยเพื่อรีดเรียบขึ้นรูปผนังของชิ้นงานไปด้วยในขณะดึงขึ้นรูป และเคลียแรนซ์ในการดึงขึ้นรูป(Drawing Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)ที่แนะนำให้ใช้สำหรับสภาวะในการดึงขึ้นรูปที่มีลักษณะแตกต่างกัน ซึ่งรวมทั้งแบบที่มีการรีดเรียบขึ้นรูป(Ironing, シゴキหรือアイロニングหรือアイヨニングหรือアイアニング, しごきหรือあいろにんぐหรือあいよにんぐหรือあいあにんぐ, ชิโงะคิหรือไอโระนิงงุหรือไอโยะนิงงุหรือไออะนิงงุ)ร่วมด้วย...........................................648
ภาพที่ 505 ภาคตัดขวางของดายดึงขึ้นรูปครั้งที่ 1 ถึง 4 สำหรับวัสดุที่มีความหนา 1 มิลลิเมตรนั้น จะแสดงให้เห็นขนาดเส้นผ่านศูนย์กลางของดายดังที่คำนวณได้ในตารางที่ 3.23 และขนาดรัศมีของบ่าดายดึงขึ้นรูปซึ่งได้มาจากหลักเกณฑ์ดังต่อไปนี้..................651
ภาพที่ 506 ชิ้นงานดึงขึ้นรูปที่ต้องการซึ่งเป็นชิ้นงานรูปทรงกระบอกแบบที่มีส่วนรัศมีของขอบหรือหน้าแปลน 0.3 มิลลิเมตร(R0.3) โดยแต่เดิมจะคำนวณจำนวนครั้งในการดึงขึ้นรูปได้เป็น 4 ครั้ง แต่ในภายหลังก็ต้องพิจารณาเพิ่มการตี-กระแทกซ้ำให้ได้ขนาดหรือรี-สไตรค์กิง( RestrikingหรือRestrike Drawing, リストライクหรือリストライキングหรือ整形絞り, りすとらいくหรือりすとらいきんぐหรือせいけいしぼり, ริซุโตะไรคุหรือริซุโตะไรคิงงุหรือเซเคชิโบะริ)อีกหนึ่งขั้นตอน เพื่อทำให้รัศมีส่วนหน้าแปลนได้ขนาดเท่ากับ 0.3 มิลลิเมตรอย่างแท้จริง.............................................................................................653
ภาพที่ 507 การคำนวณหาความสูงสำหรับการดึงขึ้นรูปครั้งที่1 ถึง 4 ของชิ้นงานตัวอย่างแบบมีหน้าแปลนหรือขอบ ซึ่งได้พิจาณาจากขนาดเผื่อที่ได้ปรับแก้เส้นผ่านศูนย์กลางหน้าแปลนเพิ่มจาก 30 เป็น 34 มิลลิเมตรเพื่อทำการขริบตัดขอบส่วนที่จะเสียรูปร่างออกไปภายหลังการดึงขึ้นรูปกับการคำนวณด้วยสูตรออกมาเป็นขนาดแผ่นแบลงก์ที่มีเส้นผ่านศูนย์กลาง 52.5 มิลลิเมตร(สำหรับดึงขึ้นรูปเป็นชิ้นงาน) และการคำนวณด้วยสูตรให้ได้ความสูงสำหรับการดึงขึ้นรูปในแต่ละครั้งด้วย............................................................655
ภาพที่ 508 ค่าความสูงในการดึงขึ้นรูปในครั้งที่ 1 ถึง 4 ซึ่งมีที่มาจากการคำนวณดังในภาพที่ 507 ซึ่งในที่นี้เป็นการคำนวณความสูงในการดึงขึ้นรูปที่ยังไม่ได้คำนึงถึงรัศมีของพันช์กับดายที่มีการรีดเรียบขึ้นรูป(Ironing, シゴキหรือアイロニングหรือアイヨニングหรือアイアニング, しごきหรือあいろにんぐหรือあいよにんぐหรือあいあにんぐ, ชิโงะคิหรือไอโระนิงงุหรือไอโยะนิงงุหรือไออะนิงงุ)วัสดุไปพร้อมกับการดึงขึ้นรูปด้วย จึงเป็นสมมุติฐานว่าจะต้องพิจารณาแล้วทำการปรับแก้ละเอียดอีกครั้งหนึ่งในสภาวะการดึงขึ้นรูปจริง........656
ภาพที่ 509 รอยยับย่นซึ่งเกิดขึ้นที่ริมหรือปากของชิ้นงานดึงขึ้นรูปรูปถ้วย(ภาพซ้ายมือสุด) ซึ่งมีสาเหตุมาจากขนาดรัศมีของดายดึงขึ้นรูปโตเกินไป(ภาพขวามือสุด) ส่วนในภาพกลางนั้นจะแสดงให้เห็นถึงสภาพรัศมีของดายดึงขึ้นรูปที่เหมาะสมต่อการจับยึดแผ่นแบลงก์.............................................................................................................................657
ภาพที่ 510 รอยยับย่นที่ผนังชิ้นงานดึงขึ้นรูปรูปทรงกระบอก(ภาพซ้ายมือ) และบริเวณที่จะเกิดปัญหารอยยับย่นได้ง่ายในดายตัวเมียที่มีเคลียแรนซ์ในการดึงขึ้นรูปมากเกินไป(ภาพขวามือ)................................................................................................................. 658
ภาพที่ 511 ปัญหารอยยับย่นที่ลำตัวชิ้นงานดึงขึ้นรูป(ภาพซ้ายมือ) และตำแหน่งของช่องว่างระหว่างพันช์กับดายดึงขึ้นรูปซึ่งจะทำให้วัสดุเป็นอิสระในขณะดึงขึ้นรูปที่ผิวชิ้นงานมีลักษณะเอียง(ภาพขวามือ)................................................................................... 659
ภาพที่ 512 ลักษณะรอยวงแหวนเป็นขั้นๆหรือรอยห่วงเป็นขั้นๆหรือรอยแนวเส้นจากการกระชากดึงขึ้นรูป(Step RingหรือShock MarkหรือShock Line, 側壁のリングマークหรือショックマークหรือショックライン, そくへきのりんぐまーくหรือしょっくまーくหรือしょっくらいん, ซคเฮะคิโนะริงมาคุหรือชคคุมาคุหรือชคคุไรน์)ที่เกิดขึ้นในชิ้นงานดึงขึ้นรูปภาชนะรูปเหลี่ยมที่มีขอบของชิ้นงาน(ภาพซ้ายมือ) และชิ้นงานรูปทรงกระบอกแบบไร้ขอบของชิ้นงาน(ภาพขวามือ)...................................................................................660
ภาพที่ 513 ภาคตัดของผนังชิ้นงานดึงขึ้นรูปที่ความหนาของวัสดุชิ้นงานลดลงภายหลังการดึงขึ้นรูปในขั้นแรกแล้วกลายเป็นรอยวงแหวนเป็นขั้นๆหรือรอยห่วงเป็นขั้นๆหรือรอยแนวเส้นจากการกระชากดึงขึ้นรูป(Step RingหรือShock MarkหรือShock Line, 側壁のリングマークหรือショックマークหรือショックライン, そくへきのりんぐまーくหรือしょっくまーくหรือしょっくらいん, ซคเฮะคิโนะริงมาคุหรือชคคุมาคุหรือชคคุไรน์)ในการดึงขึ้นรูปลำดับถัดไป........................................................................................................660
ภาพที่ 514 การเกิดส่วนยืดออกมาเป็นหูหรือเอียริงในการดึงขึ้นรูปลึก(Deep Drawing, 深絞り, ふかしぼり, ฟุคะชิโบะริ)ภาชนะหรือชิ้นงานรูปทรงกระบอก ทั้งในชิ้นงานดึงขึ้นรูปลึกแบบมีขอบของชิ้นงานกับชิ้นงานดึงขึ้นรูปลึกแบบไม่มีขอบของชิ้นงาน.........................662
ภาพที่ 515 กรณีที่วัสดุมีค่าอาร์แตกต่าง(Δ r)หรือค่าเดลต้าอาร์(Delta r)น้อยกว่าจะทำให้ความสูงของส่วนยืดออกมาเป็นหูที่ต้องขริบตัดขอบออกในภายหลังน้อยกว่า(ภาพซ้ายมือ) แต่ในทางตรงกันข้ามกรณีที่วัสดุมีค่าอาร์แตกต่างมากกว่าจะทำให้ความสูงของส่วนยืดออกมาเป็นหูที่ต้องขริบตัดขอบออกในภายหลังมากกว่าตามไปด้วย(ภาพขวามือ)แล้วก็ต้องใช้ขนาดแผ่นแบลงก์ที่โตกว่าจึงทำให้เกิดความสิ้นเปลืองวัสดุมากกว่าถ้าหากต้องการความสูงของชิ้นงานภายหลังการดึงขึ้นรูปที่เท่ากันกับชิ้นงานในภาพซ้ายมือ.........................664
ภาพที่ 516 การเกิดส่วนยืดออกมาเป็นหูหรือเอียริงคล้ายเนินเขา(หรือยอดเขา)กับหุบเขาอันเนื่องมาจากค่าอาร์แตกต่าง(Δ r)ในโลหะแผ่นที่มีรูปแบบต่างกัน.............................666
ภาพที่ 517 กรณีที่โลหะมีอัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์(r )มาก จึงทำให้โลหะสามารถดึงขึ้นรูปให้ยืดยาวออกได้มากโดยเปลี่ยนแปลงมาจากส่วนความกว้างของวัสดุ แต่ส่วนความหนาของวัสดุจะมีการเปลี่ยนแปลงน้อยมากจึงทำให้ไม่เกิดการฉีกขาดเสียหาย ซึ่งถือเป็นคุณสมบัติที่ดีของโลหะที่ใช้ในการดึงขึ้นรูปลึก................................666
ภาพที่ 518 ชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมทางอุดมคติที่ต้องการ(ภาพซ้ายมือ) และชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมที่เกิดจริงซึ่งปรกติจะเกิดส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳, みみ, มิมิ)4 จุด(ภาพขวามือ).............................................................669
ภาพที่ 519 การแก้ไขแล้วปรับปรุงชิ้นงานดึงขึ้นรูปให้ส่วนยืดออกมาเป็นหูมีความสูงแตกต่างที่น้อยลง และเป็นการช่วยให้ชิ้นงานภายหลังการดึงขึ้นรูปแล้วมีความกลมมากยิ่งขึ้นได้โดยเฉพาะอย่างยิ่งในบริเวณขอบชิ้นงาน(ซึ่งมักจะมีแนวโน้มเป็นรูปสี่เหลี่ยม) โดยการปรับเพิ่มขนาดของแผ่นแบลงก์ในแนวทแยงมุม 45 องศาให้โตขึ้นกับการปรับให้มีส่วนนูนของตัวจับยึดแผ่นแบลงก์ในแนวทแยงมุม 45 องศาสำหรับจับยึดวัสดุได้แน่นยิ่งขึ้น.............................................................................................................................669
ภาพที่ 520 ข้อบกพร่องของส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳, みみ, มิมิ)ที่เกิดขึ้นในชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมแบบมีขอบหรือหน้าแปลน โดยจะเกิดส่วนยืดออกมาเป็นหู 4 จุดในลักษณะเช่นเดียวกับที่เกิดกับชิ้นงานรูปทรงกระบอกกลมแบบไร้ขอบ.............................................................................................................................670
ภาพที่ 521 ข้อบกพร่องของส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳, みみ, มิมิ)ที่เกิดขึ้นเพียงจุดใดจุดหนึ่งในชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมแบบมีขอบหรือหน้าแปลน.....671
ภาพที่ 522 แนวเส้นขริบตัดขอบ(trim line, トリムラインหรือトリミングライン, とりむらいんหรือとりみんぐらいん, โทะริมไรน์หรือโทะริมมิงไรน์)ในชิ้นงานที่ผ่านการดึงขึ้นรูปหรือขึ้นรูปมาแล้ว ทั้งชิ้นงานดึงขึ้นรูปที่มีขอบหรือหน้าแปลนกับชิ้นงานดึงขึ้นรูปที่ไม่มีขอบหรือไม่มีหน้าแปลน.................................................................................................671
ภาพที่ 523 ลักษณะชิ้นงานดึงขึ้นรูปแบบที่ไม่มีส่วนหน้าแปลนหรือชิ้นงานดึงขึ้นรูปแบบไร้ขอบกับชิ้นงานดึงขึ้นรูปแบบที่มีขอบ และสภาพของชิ้นงานที่ได้ภายหลังการขริบตัดขอบด้วยกระบวนการที่แตกต่างกันเพื่อให้ได้รูปร่างที่สอดคล้องกับการนำไปใช้งานตามต้องการ.............................................................................................................................673
ภาพที่ 524 ภาคตัดขวางแสดงลักษณะโครงสร้างของแม่พิมพ์ส่ายขริบตัดขอบหรือชิมมี-ทริมมิงดาย(Brehm’s Shimmy Die®) และตัวอย่างชิ้นงานดึงขึ้นรูปที่ผ่านการขริบตัดขอบแล้วซึ่งเป็นสัญลักษณ์หรือเครื่องหมายการค้าที่จดทะเบียนแล้วโดยบริษัท “Vulcan Tool” .............................................................................................................................673
ภาพที่ 525 การขริบตัดริมหรือการขริบตัดขอบของชิ้นงานดึงขึ้นรูปแบบไร้หน้าแปลนด้วยแม่พิมพ์ส่ายขริบตัดขอบหรือชิมมี-ทริมมิงดาย(Shimmy DieหรือShimmy Trimming Die, シミー型หรือシミートリム型หรือフレームのトリム型หรือよろめき型, しみーがたหรือしみーとりむがたหรือふれーむのとりむがたหรือよろめきがた, ชิมีงะตะหรือชิมีโทะริมงะตะหรือฟุเรมโนะโทะริมงะตะหรือโยะโระเมะคิงะตะ)ของบริษัทโอนิชิเซโค(大西精工).........................................................................................................................675
ภาพที่ 526 โครงสร้างแม่พิมพ์แบบส่ายขริบตัดขอบอีกลักษณะหนึ่งที่ทำการขริบตัดริมหรือการขริบตัดขอบของชิ้นงานดึงขึ้นรูปแบบไร้หน้าแปลนซึ่งคว่ำให้ส่วนริมของชิ้นงานอยู่ทางด้านล่าง...........................................................................................................676
ภาพที่ 527 ลักษณะโครงสร้างของแม่พิมพ์หนีบขริบตัดขอบหรือพินช์ทริมมิงดาย(Pinch Trimming Die, ピンチトリム型, ぴんちとりむがた, พินจิโทะริมงะตะ)ในรูปแบบที่แตกต่างกัน และแม่พิมพ์แบบอื่นซึ่งขริบตัดขอบของชิ้นงานที่อยู่ในแนวนอนเช่นกัน......678
ภาพที่ 528 การเสียรูปร่างในผนังของชิ้นงานดึงขึ้นรูปทั้งวงแหวนแบบโป่งนูนขึ้นกับวงแหวนแบบยุบเว้าเข้าซึ่งเกิดขึ้นในช่วงที่พันช์ดึงขึ้นรูปเคลื่อนที่ถอดออกจากชิ้นงานเพื่อเลื่อนกลับสู่จุดศูนย์ตายบน(Top Dead CenterหรือTDC, 上死点 , じょうしてん, โยชิเต็ง) .............................................................................................................................678
ภาพที่ 529 ช่วงจังหวะเวลา(Timing, タイミング, たいみんぐ, ไทมิงงุ)ในการดึงขึ้นรูปชิ้นงานรูปถ้วยที่มีหน้าแปลนหรือขอบ และการเคลื่อนที่กลับสู่จุดศูนย์ตายบน(Top Dead CenterหรือTDC, 上死点 , じょうしてん, โยชิเต็ง)ของพันช์ดึงขึ้นรูปในขณะที่ตัวกระทุ้งดันปลดทำการดันปลดชิ้นงานออกจากโพรงของดาย.................................................679
ภาพที่ 530 การเสียรูปที่ผนังชิ้นงานดึงขึ้นรูปในลักษณะเป็นวงแหวนโป่งนูนออกขณะที่พันช์ถอนตัวออกจากชิ้นงานดึงขึ้นรูปซึ่งเป็นขณะเดียวกันที่ชิ้นงานดึงขึ้นรูปได้รับแรงกดอัดอยู่ตรงกลางระหว่างตัวจับยึดแผ่นแบลงก์กับตัวกระทุ้งดันปลดจึงทำให้ผนังของชิ้นงานดึงขึ้นรูปเสียรูปร่างได้..................................................................................................680
ภาพที่ 531 ผนังชิ้นงานดึงขึ้นรูปเสียรูปร่างเป็นวงแหวนโป่งนูนออกในขณะที่อยู่ในดายดึงขึ้นรูปตัวเมีย เนื่องจากมีการลดระยะความยาวของส่วนที่ใช้ดึงขึ้นรูปของดายดึงขึ้นรูปตัวเมียลงเพื่อลดแรงเสียดทานในการดึงขึ้นรูปให้น้อยลงตามไปด้วย จึงไม่มีส่วนของผนังดายดึงขึ้นรูปตัวเมียสำหรับรองรับกับผนังชิ้นงานดึงขึ้นรูปอย่างเพียงพอจึงทำให้เกิดปัญหาการเสียรูปเป็นวงแหวนโป่งนูนออกได้.............................................................................680
ภาพที่ 532 ผนังชิ้นงานดึงขึ้นรูปเสียรูปร่างเป็นวงแหวนเว้าเข้าข้างในในขณะที่อยู่ภายในดายดึงขึ้นรูปตัวเมีย ซึ่งปัญหาลักษณะนี้มักจะเกิดขึ้นในการดึงขึ้นรูปชิ้นงานที่ทำมาจากโลหะแผ่นที่บางๆแล้วมีความอ่อนด้วย......................................................................681
ภาพที่ 533 ตัวอย่างการใช้งานตัวกระทุ้งดันปลดแบบยกขึ้นหรือน็อกเอาต์แบบยกขึ้น(lifting type of knockout)ในกระบวนการตัดแผ่นแบลงก์แล้วดึงขึ้นรูป(blanking and drawing process, 抜き絞り加工, ぬきしぼりかこう, นุคิชิโบะริคะโค)ชิ้นงานรูปถ้วยที่มีขอบหรือหน้าแปลนด้วย และโครงสร้างแม่พิมพ์ตัดแผ่นแบลงก์แล้วดึงขึ้นรูปที่ทำงานในทิศทางตรงข้ามกัน ซึ่งมีจุดที่ควรระวังในการออกแบบแล้วต้องปรับแต่งรัศมีที่ใช้ในการขึ้นรูปด้วยเมื่อมีการเจียระไนลับขอบคมตัดพันช์ที่ใช้ตัดแผ่นแบลงก์.....................................682
ภาพที่ 534 การแก้ไขปัญหาชิ้นงานดึงขึ้นรูปที่เกิดจากการเสียรูปเนื่องจากรูปร่าง-รูปทรงของตัวกระทุ้งดันปลดหรือน็อกเอาต์ไม่รับกันกับรูปร่าง-รูปทรงที่ส่วนก้นหรือด้านล่างของชิ้นงาน...................................................................................................................683
ภาพที่ 535 ความขนานกันระหว่างระนาบของดายกับผิวหน้าของแผ่นจับยึดวัสดุไม่ดี(ภาพซ้ายมือ) และหรือแกนซึมซับแรงมีสภาพที่ไม่สมบูรณ์(ภาพขวามือ)ก็อาจจะเป็นสาเหตุที่ทำให้ขอบของชิ้นงานดึงขึ้นรูปส่วนหนึ่งเกิดรอยยับย่นในขณะที่อีกส่วนหนึ่งที่อยู่ในด้านตรงกันข้ามเกิดการแตก-ฉีกขาดขึ้นได้.................................................................................684
ภาพที่ 536 การตรวจสอบความแตกต่างของความดันในการจับยึดชิ้นงานดึงขึ้นรูประหว่างผิวหน้าของแผ่นจับยึดวัสดุกับระนาบของดายโดยใช้กระดาษชนิดไวต่อความดัน(ภาพซ้ายมือ) และลักษณะการดึงขึ้นรูปจากแผ่นแบลงก์ซึ่งเกิดการดึงขึ้นรูปที่ด้านใดด้านหนึ่งมีความสูงของครีบในแผ่นแบลงก์มากกว่าปรกติ ก็อาจจะทำให้ชิ้นงานดึงขึ้นรูปมีทั้งการแตก-ฉีกขาดกับรอยยับย่นอยู่ภายในชิ้นงานเดียวกัน(ภาพขวามือ)......................................684
ภาพที่ 537 การพิจารณาคำนวณค่าขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูป(Deformation LimitหรือLimiting Drawing RatioหรือLDR, 限界絞り比, げんかいしぼりひ, เง็งไคชิโบะริฮิ)ของวัสดุซึ่งมีที่มาจากสองกรณีที่แตกต่างกันเล็กน้อย โดยค่าขอบเขตการเปลี่ยนรูปในกรณีแรกจะคำนวณจากขนาดเส้นผ่านศูนย์กลางภายในของชิ้นงานที่ดึงขึ้นรูป และค่าขอบเขตการเปลี่ยนรูปกรณีที่สองจะคำนวณจากขนาดเส้นผ่านศูนย์กลางภายนอกของชิ้นงานที่ดึงขึ้นรูป..................................................................687
ภาพที่ 538 การคำนวณหาขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้โดยการคลี่พื้นที่(AreaหรือA, 面積, めんせき, เม็นเซะคิ)ของชิ้นงานให้กลายมาเป็นขนาดเส้นผ่านศูนย์กลาง(diameter, 直径, ちょっけい, จคเค)ของแผ่นแบลงก์สำหรับใช้ดึงขึ้นรูปเป็นชิ้นงาน...................................................................................................................691
ภาพที่ 539 การคำนวณหาขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้โดยการนำชิ้นงานมาชั่งน้ำหนัก(Weight, 重量, じゅうりょう, ยูเรียว)แล้วคำนวณหาปริมาตร(Volume, 体積, たいせき, ไทเซะคิ)ของชิ้นงานดึงขึ้นรูป จากนั้นก็ทำการคำนวณหาปริมาตรเทียบเท่าจนได้ขนาดเส้นผ่านศูนย์กลาง(diameter,, 直径, ちょっけい, จคเค)ของแผ่นแบลงก์สำหรับใช้ดึงขึ้นรูปเป็นชิ้นงาน.................................................................692
ภาพที่ 540 การคำนวณหาขนาดแผ่นแบลงก์จากชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบไม่มีหน้าแปลนหรือไร้ขอบ ตามวิธีการคำนวณหาพื้นที่ผิวหรือพื้นที่ของชิ้นงานในตารางที่ 3.26 ทั้งนี้ขนาดแผ่นแบลงก์ที่คำนวณได้เป็นขนาดที่ยังไม่ได้เผื่อสำหรับขริบตัดขอบส่วนเสียรูปจากการดึงขึ้นรูปออกในภายหลัง..............................................................................698
ภาพที่ 541 ตัวอย่างชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบมีหน้าแปลนหรือชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบมีขอบที่ต้องการ ซึ่งจะมีขนาดที่นำไปคำนวณหาขนาดแผ่นแบลงก์ตามวิธีการคำนวณหาพื้นที่ผิวหรือพื้นที่ของชิ้นงานในตารางที่ 3.26...................................699
ภาพที่ 542 ตัวอย่างการคำนวณหาขนาดแผ่นแบลงก์จากชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบมีหน้าแปลนหรือชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบมีขอบตามวิธีการคำนวณหาพื้นที่ผิวหรือพื้นที่ของชิ้นงานในตารางที่ 3.26 ซึ่งขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์ที่คำนวณได้ 52.5 มิลลิเมตรเป็นขนาดที่ได้เผื่อสำหรับขริบตัดขอบส่วนเสียรูปจากการดึงขึ้นรูปออกในภายหลังไว้แล้ว.........................................................................................699
ภาพที่ 543 ขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้(Blank size, ブランク寸法, ぶらんくすんぽう, บุรังคุ-ซุมโป)พื้นฐาน 3 รูปแบบคือ ขนาดของแผ่นวัสดุขนาดพร้อมใช้แบบที่ไม่ได้คำนวณคลี่ออกมาจากชิ้นงานสำเร็จรูป ขนาดของแผ่นวัสดุขนาดพร้อมใช้แบบกึ่งสมบูรณ์แบบ และขนาดของแผ่นวัสดุขนาดพร้อมใช้แบบสมบูรณ์แบบ รวมทั้งลักษณะของชิ้นงานที่ได้ภายหลังการขึ้นรูปมาจากทั้ง 3 รูปแบบของแผ่นแบลงก์นั้นแล้ว.......................................................................................................................700
ภาพที่ 544 แนวคิดในการออกแบบกับการจัดวางบีดดึงขึ้นรูปหรือสันนูนดึงขึ้นรูปในลักษณะที่แตกต่างกัน รวมทั้งแนวคิดของสันนูนดึงขึ้นรูปแบบที่นำมาประยุกต์ใช้กับเหล็กความแข็งแรงสูงมาก(Advanced High Strength SteelหรือAHSS, 先端高強度鋼หรือ高強度ハイテン材หรือ高性能の高強度鋼材, せんたんこうきょうどこうหรือこうきょうどはいてんざいหรือこうせいのうのこうきょうどこうざい, เซ็นตันโคเคียวโดะโคหรือโคเคียวโดะไฮเท็นไซหรือโคเซโนโนะโคเคียวโดะโคไซ)ด้วย เพื่อช่วยทำให้การไหลตัวของวัสดุเข้าในโพรงของดายดึงขึ้นรูปสมดุลมากที่สุดเท่าที่จะมากได้........................................702
ภาพที่ 545 ตัวกระทุ้งดันปลดหรือน็อกเอาต์(knockout, ノックアウト, のっくあうと, นคเอาโตะ)ทั้งแบบที่ติดตั้งกับแม่พิมพ์ดึงขึ้นรูปชุดล่างหรือแบบที่ติดตั้งอยู่กับแม่พิมพ์ดึงขึ้นรูปชุดบน ซึ่งสันนิษฐานว่าที่ผิวหน้าของน็อกเอาต์ไม่ได้กดแผ่นแบลงก์ให้แนบกับผิวหน้าของพันช์ดึงขึ้นรูปอย่างเพียงพอแล้วเป็นสาเหตุของปัญหาส่วนก้นของชิ้นงานดึงขึ้นรูปไม่เรียบ.............................................................................................................................704
ภาพที่ 546 ลักษณะการทำงานของการแลปปิงด้วยเครื่องกำเนิดความเร็วเหนือเสียงโดยการสั่นสะเทือน-เคลื่อนที่ 30,000 ครั้งต่อวินาทีที่มีขนาดคลื่น 40 ไมครอนกับชิ้นงานที่มีความประณีต.........................................................................................................707
ภาพที่ 547 ตัวอย่างเครื่องแลปปิงที่ใช้ชื่อทางการค้าว่า “แลปตรอน(Laptron)” ของบริษัทซันวะโชะโคะ(Sanwa Shoko Co., Ltd., 三和商工株式会社).............................707
ภาพที่ 548 ตัวอย่างแบบฟอร์มใบข้อมูลผลการตรวจสอบการทดลองแม่พิมพ์ ซึ่งอาจจะนำมาประยุกต์ใช้สำหรับตรวจยืนยันความสามารถของกระบวนการผลิตในการปั๊มตัดเฉือน-ขึ้นรูปขณะนั้นๆได้..........................................................................................711
ภาพที่ 549 ตัวอย่างแบบฟอร์มรายงานการทดลองแม่พิมพ์แล้ววิเคราะห์ปัญหา-สาเหตุที่ทำให้ผลการทดลองไม่ได้ตามความต้องการของลูกค้า...............................................716
ภาพที่ 550 ตัวอย่างการใช้งานแท่งนิรภัยชนิดที่สามารถปรับความสูงได้ตามแนวคิดปลอดภัยไว้ก่อน(Safety First, 安全第一, あんぜんだいいち, อันเซ็นไดอิจิ) และต้องหลีกเลี่ยงการเกิดอุบัติเหตุอันเนื่องมาจากการกระทำที่ไม่ปลอดภัย(unsafe act, 不安全行動หรือ不安全行為, ふあんぜんこうどうหรือふあんぜんこうい, ฟุอันเซ็นโคโดหรือฟุอันเซ็นโคอิ).................................................................................................................720
ภาพที่ 551 การใช้หินน้ำมันขัดเพื่อกำจัดรอยเยิน เศษตัดของวัสดุขนาดเล็กๆหรือสิ่งแปลกปลอมที่ผิวหน้าของแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊มกับผิวหน้าของแรมหรือสไลด์ของเครื่องปั๊มแล้วขัดที่พื้นผิวหน้าของแผ่นยึดแม่พิมพ์หรือดายชูส์(die shoes, ダイセット上型と下型, だいせっとうわがたとしたがた, ดายเซ็ตโตะอุวะงะตะโตะชิตะงะตะ)ทางด้านบนกับทางด้านล่างของแม่พิมพ์ก่อนทำการติดตั้ง..........................................721
ภาพที่ 552 เปรียบเทียบการติดตั้งแม่พิมพ์เข้ากับเครื่องปั๊มแบบที่ได้ความขนานกันกับอุปกรณ์คลายม้วนวัสดุที่มีม้วนวัสดุติดตั้งอยู่ และการติดตั้งแม่พิมพ์เข้ากับเครื่องปั๊มแบบที่ไม่ได้ความขนานกันกับอุปกรณ์คลายม้วนวัสดุที่มีม้วนวัสดุติดตั้งอยู่...........................722
ภาพที่ 553 เปรียบเทียบการติดตั้งแม่พิมพ์ การติดตั้งอุปกรณ์ป้อนส่งวัสดุกับแถบวัสดุแบบที่ได้ความขนานแล้วร่วมศูนย์กันกับการติดตั้งแม่พิมพ์ การติดตั้งอุปกรณ์ป้อนส่งวัสดุกับแถบวัสดุแบบที่ไม่ได้ความขนานกันแล้วทำให้เกิดการไม่ได้แนวศูนย์ร่วมกันหรือการเยื้องศูนย์กัน..................................................................................................................722
ภาพที่ 554 ตัวอย่างการกำหนดตำแหน่งปลายแถบวัสดุที่ป้อนส่งเข้าไปในแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)ที่สถานีงานแรก เพื่อให้ได้การตัดเฉือนแต่ละสถานีงานได้การตัดเฉือนอย่างเต็มพื้นที่หน้าตัดของพันช์กับดาย.............................................................................723
ภาพที่ 555 เปรียบเทียบวิธีการป้อนส่งวัสดุเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ที่เลวกับวิธีการป้อนส่งวัสดุเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ที่ดีซึ่งเป็นการหลีกเลี่ยงการตัดเฉือนที่ไม่เต็มพื้นที่หน้าตัดตามแนวขอบคมตัดของพันช์กับดายแล้วป้องกันความเสียหายที่จะเกิดขึ้นกับแม่พิมพ์ได้.............................................................................................................................725
ภาพที่ 556 ระยะยกของแม่พิมพ์ที่ควรทำการปรับระยะยกของอุปกรณ์ป้อนส่งวัสดุที่ใช้ร่วมกับเครื่องปั๊มให้มีความสูงเท่ากันกับระยะยกของแม่พิมพ์ เพื่อเป็นการป้องกันการโก่งงอของแถบวัสดุที่ป้อนเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ซึ่งจะส่งผลให้เกิดการป้อนผิดจนทำให้แม่พิมพ์เสียหายได้..................................................................................................725
ภาพที่ 557 ตัวอย่างของแม่พิมพ์โปรเกรสซีฟว์ที่ใช้แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินที่ใช้ในการกำหนดตำแหน่งแถบวัสดุ โดยจังหวะเวลาในการเคลื่อนที่เข้ากำหนดตำแหน่งแถบวัสดุของไพลอตพินจะสอดคล้องกับการป้อนส่งแถบวัสดุ การคลายการจับยึดแถบวัสดุแล้วกลับมาจับยึดแถบวัสดุอีกครั้งของอุปกรณ์ป้อนส่งวัสดุ............................726
ภาพที่ 558 มุมในการทำงานของอุปกรณ์ป้อนส่งวัสดุของ “BRUDERER” รุ่น “BSV” ที่สามารถทำการเขียนชุดคำสั่งหรือโปรแกรมควบคุมให้เปลี่ยนแปลงหรือปรับเปลี่ยนมุมคลายการจับยึดแถบวัสดุได้(เพื่อให้ไพลอตพินกำหนดตำแหน่ง) และสามารถทำการเขียนโปรแกรมควบคุมให้ปรับเปลี่ยนมุมในการป้อนส่งวัสดุได้ด้วย......................................728
ภาพที่ 559 การใช้สีเสน(red lead, 光明丹หรือ新明丹, こうみょうたんหรือしんみょうたん, โคเมียวตังหรือชินเมียวตัง)ช่วยในการตรวจยืนยันความสูงปิดของแม่พิมพ์ โดยภาพที่แสดงจุดศูนย์ตายบนกับศูนย์ตายล่างในที่นี้จะแสดงให้เห็นเฉพาะแท่งคงความสูงหรือเสาคงความสูงโดยปราศจากชิ้นส่วนใดๆของแม่พิมพ์......................................................730
ภาพที่ 560 แม่พิมพ์โปรเกรสซีฟว์สำหรับผลิตชิ้นส่วนโรเตอร์หรือตัวหมุน(Rotor, ロータหรือ回転子, ろーたหรือかいてんし, โรตะหรือไคเต็งชิ)กับสเตเตอร์หรือส่วนคงที่(Stator, ステータหรือ固定子, すてーたหรือこていし, ซุเตตะหรือโคะเตชิ)พร้อมส่วนโครงวัสดุกับชิ้นงานในสภาวะการผลิตล่าสุดที่นำแม่พิมพ์ลงจากเครื่องปั๊มแล้ว ซึ่งต้องนำส่งให้ส่วนงานซ่อมบำรุงแม่พิมพ์พร้อมใบแจ้งซ่อม-เตรียมแม่พิมพ์กับผลการตรวจวัดชิ้นงานต่อไป และจะกระทำภายหลังจากแม่พิมพ์ลูกใหม่ที่ได้เปลี่ยนแล้วติดตั้งเข้าไปในเครื่องปั๊มนั้นสามารถเดินเครื่องผลิตชิ้นงานไปแล้ว...................................................................................731
ภาพที่ 561 ลักษณะของแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วที่จับยึดอยู่กับเครื่องปั๊ม โดยจะประกอบด้วยชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตที่เป็นส่วนตัวจับยึดเร็ว(ชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็วซึ่งสามารถใช้ร่วมกันกับหลายๆแม่พิมพ์ได้)แล้วมีส่วนแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็วประกอบอยู่ด้วย......................................................735
ภาพที่ 562 แม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว(QDC die, QDC金型, QDCかながた, คิวดีชีคะนะงะตะ)ซึ่งมีแผ่นฐานยึดเข้ากับส่วนของแม่พิมพ์ด้วย โดยภายในแผ่นฐานยึดนี้จะมีร่องสำหรับให้หมุดกำหนดตำแหน่งที่ตั้งของชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็วซึ่งยึดอยู่กับเครื่องปั๊มสามารถเลื่อนสอดเข้ามากำหนดตำแหน่งในขณะทำการติดตั้งได้ง่าย............737
ภาพที่ 563 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต “Die-Matic System” ตามมาตรฐานของบริษัทฟุตะบะ “双葉(Futaba)” ที่สามารถนำไปประยุกต์ออกแบบใช้งานร่วมกับส่วนที่เป็นแม่พิมพ์ซึ่งมีลักษณะแตกต่างกันออกไปแล้วใช้ดายเซ็ตนี้ร่วมกันได้....738
ภาพที่ 564 ส่วนประกอบที่ต้องใช้งานร่วมกันของแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วในระบบ “Die-Matic” ของบริษัทฟุตะบะ “双葉(Futaba)” และตัวอย่างการใช้งานจริงของดายเซ็ตระบบ“Die-Matic”กับแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)......................................................................................................739
ภาพที่ 565 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต “Die-Matic System” ของบริษัทฟุตะบะที่สามารถเลือกกำหนดลักษณะรายละเอียดในทำการตัดเฉือนเพิ่มเติมให้มีความแตกต่างไปจากรุ่นมาตรฐานได้(ภาพใหญ่ด้านบนสุด) ส่วนอีก 6 ภาพเล็กด้านล่างเป็นรูปแบบดายเซ็ตที่มีให้เลือกนำไปออกแบบประยุกต์ใช้ในงานที่มีความต้องการรายละเอียดแตกต่างกันไป ซึ่งการจับยึดมีทั้งแบบกลไกกับแบบไฮดรอลิกส์..................741
ภาพที่ 566 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว(QDC die setup, QDC金型段取り, QDCかながただんどり, คิวดีชีคะนะงะตะดันโดะริ)ภายในโรงงานผลิตจริง โดยผู้ปฏิบัติงานของบริษัทมะเอะดะ “前田テクニカ株式会社(Maeda-Technica Kabushiki Gaisya)” ซึ่งใช้เวลาเพียง 2 นาทีโดยประมาณ.........................................745
ภาพที่ 567 ปุ่มกดหรือสวิตช์ควบคุมแบบสองมือ(Two-hand operated push buttonsหรือTwo-hand control buttonsหรือTwo-hand control switches, 両手操作押しボタンหรือ両手起動ボタン, りょうてそうさおしぼたんหรือりょうてきどうぼたん, เรียวเทะโซซะโอะชิโบะตันหรือเรียวเทะคิโดโบะตัน)ที่มีการออกแบบป้องกันการกดควบคุมให้เครื่องปั๊มทำงานโดยไม่ตั้งใจในลักษณะที่แตกต่างกัน ซึ่งมีวัตถุประสงค์เพื่อการป้องกันการเกิดอุบัติเหตุกับนิ้วหรือมือของผู้ปฏิบัติงาน เพราะในระหว่างที่จะควบคุมให้เครื่องปั๊มกับแม่พิมพ์เคลื่อนที่ปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานนั้นผู้ปฏิบัติงานต้องใช้สองมือกดสวิตช์ควบคุม จึงไม่มีโอกาสที่นิ้วและมือของข้างใดข้างหนึ่งจะยื่นเข้าไปภายในพื้นที่ทำงานที่เป็นอันตรายของแม่พิมพ์-เครื่องปั๊มได้.........................................................................................747
ภาพที่ 568 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว(QDC die setup, QDC金型段取り, QDCかながただんどり, คิวดีชีคะนะงะตะดันโดะริ)เฉพาะชุดพันช์กับดายภายในสถานีงานหรือขั้นตอนเดียวเท่านั้นภายในโรงงานผลิตจริง โดยผู้ปฏิบัติงานของบริษัทพุเร็ซซุ งิยุทซึเค็งคีวโชะ “プレス技術研究所株式会社(Puresu Gijutsukenkyuosho Kabushiki Gaisya)” ใช้เวลาประมาณ 1 นาที...........................................................748
ภาพที่ 569 ตัวอย่างขั้นตอนการถอดเปลี่ยนแม่พิมพ์โดยสรุปภายหลังจากสิ้นสุดการผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นก่อนหน้าแล้ว ซึ่งจะทำการเปลี่ยนเฉพาะชิ้นส่วนแม่พิมพ์ที่อยู่ภายในดายเซ็ตเท่านั้น โดยบริษัทคะวะจิซังเงียว “河内産業株式会社(Kawachi Sangyou Kabushi Gaisya)”.................................................................................................750
ภาพที่ 570 ตัวอย่างลักษณะชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่เป็นชิ้นส่วนยานยนต์ อุปกรณ์ไฟฟ้า และอื่นๆซึ่งสามารถออกแบบแล้วสร้างแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วขึ้นมาใช้ในการผลิตภายในของตนเองได้ โดยบริษัทคะวะจิซังเงียว “河内産業株式会社(Kawachi Sangyou Kabushi Gaisya)”..................................................................................751
ภาพที่ 571 ตัวอย่างของส่วนเฉพาะที่ต้องทำการถอด-เปลี่ยนภายในแม่พิมพ์แบบเปลี่ยน-ติดตั้งด้วยความรวดเร็วเท่านั้นของ 3 บริษัทคือ บริษัทคะวะจิซังเงียว(Kawachi Sangyou Kabushi Gaisya) บริษัทมะเอะดะ(Maeda-Technica Kabushi Gaisya) และบริษัทนะคะฮะตะเซซัคคุโชะ(Nakahata Seisakusho).................................................................751
ภาพที่ 572 เปรียบเทียบเวลานำในการผลิต(production lead time, 生産リードタイム, せいさんりーどたいむ, เซซังรีโดะไทมุ)แม่พิมพ์สำหรับปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานเดียวกันระหว่างแม่พิมพ์โปรเกรสซีฟว์จำนวน 1 ลูกกับแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วจำนวน 3 ลูก โดยบริษัททะคะงิเซซัคคุโชะ “高木製作所株式会社(Takagi Seisakusyo Kabushiki Gaisya)”................................................................................................................752
ภาพที่ 573 การนำเอาแม่เหล็กที่มีสนามแม่เหล็กความเข้มสูงของบริษัท “Tecnomagnete” มารวมเข้าไว้ด้วยกันกับส่วนแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊ม และรวมเข้าไว้ด้วยกันกับแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ของเครื่องปั๊ม เพื่อช่วยให้สามารถทำการจับยึดแม่พิมพ์ได้อย่างรวดเร็วภายในเวลาเพียง 1 วินาที.....................................................................756
ภาพที่ 574 แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊มของเครื่องปั๊มที่มีลักษณะการเชื่อมต่อคล้ายกันกับขบวนรถไฟ ซึ่งสามารถทำการเลื่อนนำพาแม่พิมพ์เข้า-ออกจากพื้นที่ทำงานของเครื่องปั๊มได้ด้วยความรวดเร็วในทิศทางจากซ้ายมือไปขวามือหรือจากขวามือไปซ้ายมือ ซึ่งถือเป็นส่วนหนึ่งของระบบการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายใน 1 นาทีได้ด้วยการสัมผัสโดยปลายนิ้วนี้.........................................................................757
ภาพที่ 575 แม่พิมพ์ของรุ่นก่อนหน้าที่ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปโลหะครบล็อตการผลิตแล้ว ผู้ปฏิบัติงานเริ่มดำเนินการเรียกข้อมูลของแม่พิมพ์จากแผงควบคุมแบบหน้าจอสัมผัสได้(ภาพซ้ายมือ)แล้วระบบการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วเริ่มสั่งแล้วควบคุมให้แม่พิมพ์ชุดบนเลื่อนลงสู่ด้านล่างโดยอัตโนมัติ(ภาพขวามือ)........................758
ภาพที่ 576 แรมหรือสไลด์ของเครื่องปั๊มที่คลายการจับยึดแม่พิมพ์ด้วยอำนาจแม่เหล็กแล้วจะเคลื่อนที่ขึ้นสู่จุดศูนย์ตายบน(ภาพซ้ายมือ) หลังจากนั้นแม่พิมพ์ที่ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นก่อนหน้าที่ผลิตเสร็จแล้วจะเริ่มเคลื่อนที่ออกจากพื้นที่ทำงานของเครื่องปั๊มในขณะเดียวกันแม่พิมพ์สำหรับใช้ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นถัดมาจะเริ่มเคลื่อนเข้ามาแทนที่(ภาพขวามือ)............................................................................................759
ภาพที่ 577 แม่พิมพ์สำหรับผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นถัดไปได้เคลื่อนเข้ามาแทนที่ของแม่พิมพ์รุ่นก่อนหน้าในตำแหน่งที่กำหนดภายในพื้นที่ทำงานของเครื่องปั๊มแล้ว หลังจากนั้นแรมหรือสไลด์ของเครื่องปั๊มจะเริ่มเคลื่อนลงเพื่อทำการจับยึดแม่พิมพ์ชุดบนด้วยอำนาจแม่เหล็กต่อไป........................................................................................760
ภาพที่ 578 แรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊มได้เคลื่อนลงประกบกับแม่พิมพ์ชุดบนที่จุดศูนย์ตายล่างแล้วก็ทำการจับยึดด้วยอำนาจแม่เหล็ก หลังจากนั้นก็จะเคลื่อนที่นำแม่พิมพ์ชุดบนกลับคืนสู่ตำแหน่งจุดศูนย์ตายบนซึ่งเป็นสภาวะที่แม่พิมพ์พร้อมสำหรับการผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นถัดไปได้ทันที..............................................................................................761
ภาพที่ 579 ตัวอย่างสิ่งของที่สามารถตรวจสอบแล้วต้องจัดเตรียมให้เสร็จสิ้นก่อนที่การผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปของรุ่นก่อนหน้าจะสิ้นสุดลง แต่ถ้ามาเริ่มเตรียมสิ่งเหล่านี้ในขณะที่เครื่องปั๊มได้หยุดไปแล้วนั้นก็จะถือเป็นความสูญเสียเวลาทำงานของเครื่องปั๊มกับอุปกรณ์ต่างๆที่อยู่รายรอบนั้น แม้ว่าผู้ติดตั้งแม่พิมพ์จะใช้เวลาทำงานเพื่อเตรียมสิ่งเหล่านี้ในทุกกิจกรรมเหมือนกันก็ตาม.................................................................................763
ภาพที่ 580 ขั้นตอนทั้ง 4 ของกระบวนการลดเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ เพื่อให้ทำได้อย่างรวดเร็วแล้วมุ่งไปสู่การติดตั้งให้เสร็จสิ้นภายในเวลา 1 นาที...............766
ภาพที่ 581 ตัวอย่างใบรายการตรวจสอบสำหรับใช้ตรวจสอบแล้วเตรียมสิ่งต่างๆ ซึ่งเป็นแบบฟอร์มสำหรับตรวจสอบแล้วเตรียมสิ่งต่างๆเพื่อการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปโลหะที่เป็นส่วนหน้าสัมผัสของอุปกรณ์ข้อต่อทางไฟฟ้าหรือคอนเน็กเตอร์.................................................................................................................768
ภาพที่ 582 ตัวอย่างแบบฟอร์มของแผนภูมิสำหรับนำไปประยุกต์ใช้ในการวิเคราะห์การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์โปรเกรสซีฟว์ภายในเครื่องปั๊ม ซึ่งสามารถแสดงความสัมพันธ์(relation, 関係, かんけい, คังเค)ระหว่างระยะเวลาที่ใช้ไป(วินาที)กับกิจกรรมหรืองานต่างๆที่ผู้ปฏิบัติงาน 2 คนร่วมกันปฏิบัติงานไปพร้อมๆกัน(ผู้ปฏิบัติงานหลัก= A และผู้ปฏิบัติงานรอง= B)...............................................................................................774
ภาพที่ 583 ตัวอย่างแบบฟอร์มอย่างง่ายที่สามารถเลือกนำไปใช้หรือดัดแปลงสำหรับใช้ในการบันทึกเพื่อการพัฒนาการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ในการปฏิบัติงานจริงได้.......779
ภาพที่ 584 ขั้นตอนที่ 1 ของกระบวนการลดเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ ซึ่งได้ใช้แผนภูมิในภาพที่ 582 และหรือ 583 ทำการบันทึกกิจกรรมต่างๆในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์จากแม่พิมพ์ที่ใช้สำหรับผลิตชิ้นงาน A ไปเป็นแม่พิมพ์ที่ใช้สำหรับผลิตชิ้นงาน B ตามวิธีการในปัจจุบันหรือก่อนที่จะทำการพัฒนา........................................780
ภาพที่ 585 ตัวอย่างการจัดลำดับงานใหม่หรือจัดลำดับกิจกรรมใหม่(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ)ในกระบวนการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ โดยการเปลี่ยนไปทำงานในช่วงการติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)(ภาพขวามือ)แทนการทำงานในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ตามวิธีการทำงานเดิมที่มีลำดับไม่ถูกต้องเพราะเป็นการทำงานขณะหยุดเดินเครื่องโดยไม่จำเป็น(ภาพซ้ายมือ)...781
ภาพที่ 586 ตัวอย่างบางส่วนของอุปกรณ์ และหรือสิ่งต่างๆที่สามารถเตรียมงานล่วงหน้าให้พร้อมสำหรับใช้งานในทันทีได้ในขณะที่เครื่องปั๊มกับแม่พิมพ์ยังคงเดินเครื่องผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปของรุ่นก่อนหน้าอยู่ และต้องจัดลำดับในการจัดเก็บสิ่งเหล่านี้ในภายหลังหลังจากที่ได้เดินเครื่องปั๊มกับแม่พิมพ์เพื่อผลิตชิ้นงานรุ่นถัดมาไปแล้ว ซึ่งการเตรียมงานกับการจัดเก็บนี้จะถือว่าเป็นการติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)นั่นเอง................................................................784
ภาพที่ 587 ขั้นตอนที่ 2 ของกระบวนการลดเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ ก็จะดำเนินการจัดลำดับงานใหม่หรือจัดลำดับกิจกรรมใหม่(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ)อีกครั้งหนึ่ง..........................................................................................784
ภาพที่ 588 ขั้นตอนที่ 3 ของกระบวนการลดเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ โดยอาศัยหลักการกำจัดงานหรือกำจัดกิจกรรมที่ไม่จำเป็นออกไป(Eliminate, 除去, じょきょ, โยะเคียว) รวมงานหรือรวมกิจกรรมให้สามารถทำในช่วงเวลาเดียวกัน(Combine, 結合, けつごう, เค็ทซึโง)แล้วทำให้กิจกรรมทำได้สะดวกแล้วง่ายยิ่งขึ้น(Simplify, 単純か, たんじゅんか, ตันยุงคะ).......................................................................................................785
ภาพที่ 589 ตัวอย่างอุปกรณ์ที่มีรูปแบบการใช้งานแตกต่างกันไปซึ่งใช้สำหรับช่วยให้การนำแม่พิมพ์เข้าจับยึด-ติดตั้งหรือช่วยในการถอดออกจากเครื่องปั๊มด้วยความรวดเร็วมากยิ่งขึ้นในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)อันเป็นช่วงที่จำเป็นต้องหยุดเดินเครื่องแล้วสูญเสียเวลาในการผลิตชิ้นงาน.....787
ภาพที่ 590 อุปกรณ์ขนย้ายแม่พิมพ์ที่มีรูปแบบการใช้งานแตกต่างกันไป ซึ่งนอกจากจะใช้สำหรับช่วยให้การขนส่ง-ขนย้ายแม่พิมพ์ขนาดเล็กแล้ว ก็ยังช่วยทำให้การนำแม่พิมพ์เข้าจับยึด-ติดตั้งกับช่วยถอดออกจากเครื่องปั๊มทำได้ด้วยความรวดเร็วมากยิ่งขึ้นในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ซึ่งเป็นช่วงที่จำเป็นต้องหยุดเดินเครื่องปั๊ม.................................................................788
ภาพที่ 591 ตัวอย่างบางส่วนของอุปกรณ์เปลี่ยนแม่พิมพ์(Die Changer, ダイチェンジャー, だいちぇんじゃー, ดายเช็น-ชยา)ที่ใช้ในการขนส่ง-ขนย้ายแม่พิมพ์ขนาดกลางกับขนาดใหญ่ และช่วยทำให้การนำแม่พิมพ์เข้าติดตั้ง-ถอดออกจากเครื่องปั๊มทำได้ด้วยความรวดเร็วมากยิ่งขึ้นในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ) จึงช่วยให้เวลาหยุดเดินเครื่องของเครื่องปั๊มกับอุปกรณ์ต่างๆที่อยู่รายรอบนั้นสูญเสียน้อยลงได้ ซึ่งจะมีรูปแบบการใช้งานแตกต่างกันไปให้เลือกนำมาใช้งานได้ตามต้องการ.................................................................................................789
ภาพที่ 592 วิธีการกำหนดตำแหน่งของแม่พิมพ์บนแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ด้วยความรวดเร็วในลักษณะต่างๆกัน ซึ่งสามารถเลือกนำไปประยุกต์ใช้ให้เหมาะสมกับลักษณะระบบการผลิตของตนเองตามที่ต้องการ เพื่อช่วยลดเวลาในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ) ลงให้มากที่สุดเท่าที่จะทำได้เพราะเป็นช่วงที่ต้องหยุดเดินเครื่องปั๊ม.........................791
ภาพที่ 593 วิธีการกับอุปกรณ์ต่างๆที่ใช้ในการขันหรือยึดแม่พิมพ์เข้ากับแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊ม และวิธีการกับอุปกรณ์ต่างๆที่ใช้ในการขันหรือยึดแม่พิมพ์เข้ากับแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)..................................................................................792
ภาพที่ 594 วิธีการกับการใช้อุปกรณ์ในการขันยึดแม่พิมพ์ที่ไม่ถูกต้องหรือไม่เหมาะสม แม้ว่าบางวิธีการเป็นการขันยึดเพื่อให้การติดตั้งทำได้ด้วยความรวดเร็วสำหรับงานทั่วไปก็ตาม แต่ไม่สมควรที่จะนำมาใช้ในการจับยึด-ติดตั้งแม่พิมพ์เพราะไม่แข็งแรงเพียงพอแล้วก็อาจจะทำให้เกิดความเสียหายกับแม่พิมพ์หรือเครื่องปั๊ม รวมทั้งเป็นสาเหตุให้เกิดอุบัติเหตุกับผู้ปฏิบัติงานได้อีกด้วย.........................................................................................793
ภาพที่ 595 การจับยึดก้านกระทุ้งดันปลดหรือน็อกเอาต์รอดอย่างรวดเร็วในทันทีด้วยแคลมป์จับยึดไฮดรอลิกของ “Kosmek”(ภาพล่าง)แทนการจับยึดก้านกระทุ้งดันปลดหรือน็อกเอาต์รอดโดยการขันยึดด้วยประแจแอลที่ใช้เวลามากกว่าแล้วก็ยังยึดด้วยแรงที่ไม่สม่ำเสมอกันด้วย(ภาพบน)......................................................................................794
ภาพที่ 596 ตัวอย่างอื่นๆที่จะช่วยทำให้ช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)สามารถดำเนินการได้อย่างรวดเร็วมากยิ่งขึ้น เพื่อจะทำให้เกิดการสูญเสียเวลาของการทำกิจกรรมนั้นๆในขณะที่หยุดเดินเครื่องผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปลดลงได้............................................................................796
ภาพที่ 597 เครื่องปั๊มที่มีการ์ดนิรภัย(Safety Guard, 安全ガード, あんぜんがーど, อันเซ็นกาโดะ)หรือม่านแสงติดตั้งอยู่ และเครื่องปั๊มความเร็วสูงที่มีประตูนิรภัย(Safery Doors, 安全ドア, あんぜんどあ, อันเซ็นดอ)แบบที่มีระบบอินเตอร์ล็อกหลายชั้น เพื่อเพิ่มความปลอดภัยให้กับผู้ปฏิบัติงานที่ทำงานกับเครื่องปั๊มนั้นๆ................................................798
ภาพที่ 598 การระดมเปลี่ยนยาง เติมน้ำมัน และอื่นๆที่จุดให้บริการของทีม “Red Bull” ในการแข่งขันรถสูตรหนึ่ง(ภาพซ้ายมือบน) การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์สามารถทำงานไปพร้อมๆกันได้โดยผู้ปฏิบัติงาน 2 คน(ภาพขวามือบน) และการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ขนาดใหญ่โดยผู้ปฏิบัติงานหลายคน(3 ภาพด้านล่าง)....................................799
ภาพที่ 599 ขั้นตอนที่ 4 ลดหรือกำจัดกิจกรรมที่ใช้ในการปรับแก้ใดๆในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ให้หมดไปให้มากที่สุดเท่าที่จะทำได้หรือลดกิจกรรมที่จะต้องใช้เวลาในช่วงนี้ให้เหลือน้อยที่สุดเท่าที่จะทำได้..........................................................................................................800
ภาพที่ 600 การขดเป็นวงโค้งงอไปตามแนวยาวหรือคอยล์เซ็ต(coil set, 巻き癖, まきぐせ, มะคิงุเซะ)ที่เกิดขึ้นในวัสดุแบบม้วน และสายงานในการตัดเฉือนเตรียมแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ ซึ่งมีอุปกรณ์ดัดวัสดุให้เรียบตรงเป็นส่วนหนึ่งด้วย...................801
ภาพที่ 601 เปรียบเทียบลักษณะการออกแบบลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปภายในแม่พิมพ์โปรเกรสซีฟว์ที่มีขั้นตอนว่างเปล่า และแม่พิมพ์โปรเกรสซีฟว์ที่ไม่มีขั้นตอนว่างเปล่าอยู่ด้วย...................................................................................................................805
ภาพที่ 602 ปัญหาที่ส่วนนำพาหรือแคริเออร์(Carrier, キャリア, きゃりあ, แคะริอะ)เกิดการเอียงบิดในแม่พิมพ์โปรเกรสซีฟว์ที่อาจมีสาเหตุมาจากความเค้นหลงเหลือภายในม้วนวัสดุที่นำมาใช้ปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงาน(ภาพด้านบน) และแนวทางการแก้ไขการเอียงบิดของแคริเออร์ในแม่พิมพ์โปรเกรสซีฟว์ด้วยการใช้แผ่นชิม(ภาพด้านล่าง)..................807
ภาพที่ 603 ปัญหาการเอียงหนีออกจากกันไปทางด้านข้างของชิ้นงานที่มีลักษณะผอม-ยาวในแม่พิมพ์โปรเกรสซีฟว์ซึ่งเป็นแบบที่มีส่วนนำพาหรือแคริเออร์แบบด้านเดียว โดยอาการของปัญหาจะเริ่มเกิดขึ้นในขณะที่วัสดุถูกพันช์เคลื่อนที่ลงมาตัดเฉือนแล้วชิ้นงานเกิดการเอียงหนีออกจากกันภายหลังจากที่สิ้นสุดการตัดเฉือน................................................807
ภาพที่ 604 ลักษณะการทำงานของระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ(Automatic Die Storage and Retrieval SystemsหรือAutomatic Storage and Retrieval SystemsหรือAS/RS)...............................................................................813
ภาพที่ 605 ชั้นวางในการจัดเก็บแม่พิมพ์ของโรงงานที่ใช้แม่พิมพ์สำหรับทำการผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูป(ภาพซ้ายมือ)กับแม่พิมพ์กำลังถูกขนถ่ายด้วยระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ(AS/RS)(ภาพขวามือ)..............................................................816
ภาพที่ 606 ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้นของระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ และแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่วางจัดเก็บไว้บนชั้นวางที่สามารถใช้เนื้อที่ไปจนถึงเพดานของโรงงานให้เป็นประโยชน์ได้...............................................................818
ภาพที่ 607 แบบสาธิตของชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้นของระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ และแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่วางจัดเก็บไว้บนชั้นวางที่ช่วยให้เกิดความปลอดภัยมากยิ่งขึ้นได้...............................................................................819
ภาพที่ 608 ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้นพร้อมด้วยระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ ซึ่งสามารถทำการวางซ้อนแม่พิมพ์โดยใช้เนื้อที่ได้อย่างเต็มที่โดยนับจากพื้นไปจนถึงเพดานของโรงงานได้ จึงช่วยให้เกิดสภาพแวดล้อมในการทำงานที่ดีขึ้น ลดเวลาสูญเสียในการค้นหาแม่พิมพ์แล้วเพิ่มคุณภาพในการจัดเก็บแม่พิมพ์ได้อีกด้วย......820
ภาพที่ 609 เครื่องปั๊มพร้อมด้วยเทคโนโลยีเซอร์โว ซึ่งเป็นเทคโนโลยีที่ได้เริ่มมีการนำมาใช้งานนับตั้งแต่ปี พ.ศ. 2543 โดยจะมีระบบขับเคลื่อนของเครื่องปั๊มเชิงกลเป็นแบบมีมอเตอร์ช่วยควบคุมหรือเครื่องปั๊มเชิงกลแบบเซอร์โว(Servo Mechanical Presses)เป็นองค์ประกอบสำคัญ.................................................................................................823
ภาพที่ 610 ตัวอย่างมอเตอร์เซอร์โวแบบกระแสตรงที่ได้รับการออกแบบแล้วพัฒนาให้มีความสามารถสูง ซึ่งจะให้แรงบิดสูงได้ที่ความเร็วรอบต่ำโดยมีสิทธิบัตรเป็นของตนเอง และภาคตัดของกลไกมอเตอร์เซอร์โวหรือมอเตอร์ช่วยควบคุม ซึ่งเป็นมอเตอร์ช่วยควบคุมที่ให้แรงบิดสูงแล้วเชื่อมต่อโดยตรงเข้ากับการขับเคลื่อนแบบลูกเบี้ยวหรือเยื้องศูนย์ของเครื่องปั๊มที่มีช่องเว้าในเครื่องปั๊มไอดะ“アイダ(Aida)” ........................................................824
ภาพที่ 611 แผนผังโครงร่างที่แสดงให้เห็นถึงการควบคุมแรมหรือสไลด์เครื่องปั๊มเซอร์โวทางด้านซ้ายกับทางด้านขวาของเครื่อง ซึ่งจะมีความเป็นอิสระต่อกันและกันด้วยการอาศัยมอเตอร์เซอร์โวหรือมอเตอร์ช่วยควบคุมที่แยกต่างหากจากกัน....................................826
ภาพที่ 612 เครื่องปั๊มเซอร์โวชนิดที่มีการขับเคลื่อนแบบมีตัวช่วยควบคุมหรือว่าการเคลื่อนที่อย่างไม่มีข้อจำกัดนั้นก็จะทำให้เวลาในการทำงานอัตโนมัติทำได้โดยง่าย เช่น การส่งผ่านชิ้นงานต่อ การพ่น-ทาสี และการประกอบชิ้นงานเข้าด้วยกัน เป็นต้น.................827
ภาพที่ 613 ตัวอย่างเส้นทางของการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่สัมพันธ์กับระยะเวลาในรอบวัฏจักร ซึ่งเป็นการเคลื่อนที่ที่ใช้สำหรับการขึ้นรูปอุ่น(Warm Forming, 温間成形, おんかんせいけい, องคังเซเค)แผ่นแมกนีเซียม และอะลูมิเนียมผสม...........829
ภาพที่ 614 ตัวอย่างของกระบวนการขึ้นรูปอุ่นของบริษัทไอดะ(Aida Engineering Ltd.) สำหรับขึ้นรูปชิ้นส่วนฝาครอบที่ผลิตจากวัสดุแมกนีเซียมซึ่งขึ้นรูปได้ยาก(ภาพด้านบน) และภาพโครงสร้างแม่พิมพ์กับจังหวะการเคลื่อนที่ในการขึ้นรูปอุ่นชิ้นงานที่ผลิตจากวัสดุแมกนีเซียมผสม ซึ่งปรกติก็จะเป็นวัสดุที่ยากต่อการขึ้นรูปเช่นเดียวกัน(ภาพด้านล่าง เรียงลำดับจากซ้ายมือไปขวามือ)โดยเครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)” รุ่น HCP3000..............................................................................................................830
ภาพที่ 615 การปรับปรุงเพื่อช่วยเพิ่มความสามารถในการดึงขึ้นรูปลึกของแผ่นเหล็กความแข็งแรงสูง(High Strength SteelหรือHSS, 高強度鋼, こうきょうどこう, โคเคียวโดะโค)ด้วยการควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว จึงสามารถกำจัดข้อบกพร่องของชิ้นงานจากรอยแตกหรือฉีกขาดให้หมดไปได้......................................831
ภาพที่ 616 การเคลื่อนที่ดัดขึ้นรูปชิ้นส่วนปลอกของแบริงโดยเครื่องปั๊มธรรมดาด้วยวิธีการดั้งเดิม(ภาพบน) และการเคลื่อนที่ดัดขึ้นรูปชิ้นส่วนปลอกของแบริงโดยเครื่องปั๊มเซอร์โว(ภาพล่าง)ซึ่งการปั๊มขึ้นรูปด้วยเครื่องปั๊มเซอร์โวจะช่วยให้สามารถลดการสึกหรอของแม่พิมพ์ได้..............................................................................................................833
ภาพที่ 617 ลักษณะของเบาะซึมซับแรงของแม่พิมพ์แบบไฮดรอลิกที่มีมอเตอร์เซอร์โวหรือมอเตอร์ช่วยควบคุมการทำงาน(Hydraulic Servo Die Cushion) ที่ได้รับการพัฒนาขึ้นมาใช้โดยบริษัทไอดะ“アイダ(Aida)”............................................................................835
ภาพที่ 618 ชิ้นงานดึงขึ้นรูปที่เกิดการฉีกขาดกลายเป็นชิ้นงานเสียในระหว่างการดึงขึ้นรูปด้วยเครื่องปั๊มที่ใช้เบาะซึมซับแรงแม่พิมพ์แบบธรรมดา(Conventional Die Cushion, 普通のダイクッション, ふつうのだいくっしょん, ฟุ-ทซือโนะดายคุชชน) และชิ้นงานดึงขึ้นรูปที่ดีซึ่งได้จากการดึงขึ้นรูปด้วยเครื่องปั๊มเซอร์โวที่ใช้เบาะซึมซับแรงแม่พิมพ์แบบเซอร์โว(Servo Die Cushion, サーボダイクッション, さーぼだいくっしょん, ซาโบดายคุชชน) .............................................................................................................................836
ภาพที่ 619 เปรียบเทียบชิ้นงานที่ผ่านการดึงขึ้นรูปด้วยแม่พิมพ์ซึ่งใช้เครื่องปั๊มธรรมดาแล้วยังคงมีรอยยับย่นภายในชิ้นงานกับชิ้นงานที่ผ่านการดึงขึ้นรูปด้วยแม่พิมพ์โดยเครื่องปั๊มเซอร์โวรุ่น SDE ของบริษัทอะมะดะ “アマダ(Amada)” ที่เลือกใช้รูปแบบการเคลื่อนที่ของแรมหรือสไลด์ในการปั๊มดึงขึ้นรูปชิ้นงานเป็นแบบพัลซ์หรือแบบการเคลื่อนที่ขึ้น-ลงเป็นจังหวะแล้วปราศจากรอยยับย่นภายในชิ้นงาน...........................................................837
ภาพที่ 620 เปรียบเทียบชิ้นงานอะลูมิเนียมที่ผ่านการดึงขึ้นรูปพร้อมการรีดเรียบขึ้นรูปไปด้วยโดยวิธีการธรรมดาดั้งเดิมกับโดยวิธีการเคลื่อนที่แบบการเคลื่อนที่ขึ้น-ลงเป็นจังหวะ(Pulse Motion, パルスモーション, ぱるすもーしょん, พัลซุโมชน)ในเครื่องปั๊มเซอร์โว ซึ่งการรีดเรียบขึ้นรูปด้วยการเคลื่อนที่ขึ้น-ลงเป็นจังหวะจะทำให้ได้ชิ้นงานที่ดีกว่าเดิม.......838
ภาพที่ 621 ตำแหน่งที่ถูกจัดวางเอาไว้ทางด้านความสามารถในการผลิตกับความสามารถในการขึ้นรูปชิ้นงานของเครื่องปั๊มเซอร์โวเปรียบเทียบกับเครื่องปั๊มข้อเหวี่ยง(Crank Press, クランクプレス, くらんくぷれす, ครังคุ-พุเร็ซซุ) เครื่องปั๊มเชิงกลแบบข้อต่อ(Link Press, リンクプレス, りんくぷれす, ริงคุ-พุเร็ซซุ) และเครื่องปั๊มไฮดรอลิก(Hydraulic Press, 液圧プレスหรือ 油圧プレス, えきあつぷれすหรือゆあつぷれす, เอะคิอัทซึ-พุเร็ซซุหรือยุอัทซึ-พุเร็ซซุ) ซึ่งเครื่องปั๊มเซอร์โวจะมีความสามารถในการผลิตสูงที่สุดในขณะที่ความสามารถในการขึ้นรูปนั้นจะเป็นรองก็แต่เพียงเครื่องปั๊มไฮดรอลิกเท่านั้น..............840
ภาพที่ 622 เครื่องปั๊มเซอร์โวโคะมัทซึรุ่น HCP3000 ซึ่งช่วยทำให้ต้นทุนในการผลิตโดยรวมลดลงได้ และกรณีการดึงขึ้นรูปชิ้นงานตัวอย่างที่มีประสิทธิภาพสูงมากขึ้นกว่าเดิมอีก 75 เปอร์เซ็นต์เนื่องจากการเพิ่มความเร็วในการผลิตเป็น 70 รอบต่อนาทีได้จากเดิมที่ผลิตโดยเครื่องปั๊มข้อเหวี่ยงด้วยความเร็วเพียง 40 รอบต่อนาทีเท่านั้น......................................841
ภาพที่ 623 ความเร็วแตะ-สัมผัสภายในช่วงชักกับเส้นโค้งการเคลื่อนที่ในการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานที่เกิดขึ้นได้จากการเขียนชุดคำสั่งหรือโปรแกรมในเครื่องปั๊มเซอร์โวโคะมัทซึ“コマツ(Komatsu)” เนื่องจากมีความสามารถในการเคลื่อนที่อย่างไม่มีข้อจำกัดจึงทำให้เกิดความเหมาะสมแล้วได้ผลผลิตสูงที่สุด ซึ่งเป็นการใช้ระยะทางกับเวลาในการเคลื่อนที่น้อยกว่าการเคลื่อนที่แบบข้อเหวี่ยงในเครื่องปั๊มเชิงกลแบบธรรมดาดั้งเดิม..................843
ภาพที่ 624 รูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวโคะมัทซึซึ่งช่วยให้ความดังของเสียงในการปั๊มตัดเฉือนเหล็กกล้าไร้สนิมที่หนา 0.3 มิลลิเมตรลดลงได้ถึง 10 เดซิเบลเอเมื่อเปรียบเทียบกับการตัดเฉือนด้วยเครื่องปั๊มเชิงกลแบบดั้งเดิม........................844
ภาพที่ 625 การกำจัดรอยยับย่นที่เกิดภายในชิ้นงานดึงขึ้นรูปโดยการเขียนชุดคำสั่งหรือโปรแกรมควบคุมความเร็วของแรมหรือสไลด์เครื่องปั๊มเซอร์โวไอดะ “アイダ(AIDA)” เพื่อให้ได้ความเร็วในขณะดึงขึ้นรูปลดลงอย่างเหมาะสม............................................846
ภาพที่ 626 เปรียบเทียบการเคลื่อนที่ทำงานในเวลารอบวัฏจักรการปั๊มตัดเฉือน-ขึ้นรูปวัสดุในลักษณะต่างๆ โดยการเปรียบเทียบระหว่างเครื่องปั๊มเซอร์โวกับเครื่องปั๊มเชิงกลทั้ง 3 ลักษณะ ซึ่งการทำงานของเครื่องปั๊มเซอร์โวสามารถทำงานด้วยความเร็วที่สูงกว่าจึงเป็นการทำให้ประสิทธิภาพกับผลผลิตที่ออกมาสูงมากกว่าที่ได้จากเครื่องปั๊มเชิงกลธรรมดา.............................................................................................................................847
ภาพที่ 627 เครื่องปั๊มเซอร์โว Schuler รุ่น MSD2-630 ที่ได้นำชุดต๊าปเกลียว “Pronic” มาช่วยในการต๊าปเกลียวภายในชิ้นงานที่กำลังปั๊มตัดเฉือน-ขึ้นรูปอยู่...............................848
ภาพที่ 628 ลักษณะเส้นโค้งการเคลื่อนที่ของแรมหรือสไลด์ในเครื่องปั๊มเซอร์โวไอดะ “アイダ(Aida)” ที่ได้มีการเขียนโปรแกรมหรือการเขียนชุดคำสั่งสำหรับควบคุมการเคลื่อนที่มาตรฐานมาให้พร้อมกับตัวเครื่องปั๊มแล้ว เพื่อทำให้ง่ายต่อการเลือกนำชุดคำสั่งมาประยุกต์ใช้กับแต่ละรูปแบบการปั๊มตัดเฉือน-ขึ้นรูปตามที่ต้องการได้ทันที....................849
ภาพที่ 629 ลักษณะเส้นโค้งการเคลื่อนที่ของแรมหรือสไลด์ในเครื่องปั๊มเซอร์โวที่แสดงอยู่ในหน้าจอแบบสัมผัสของแผงควบคุมเครื่องปั๊มเซอร์โว ซึ่งผู้ผลิตเครื่องปั๊มเซอร์โวแต่ละรายได้มีการสร้างแล้วเขียนโปรแกรมหรือชุดคำสั่งสำหรับควบคุมการเคลื่อนที่เหล่านี้มาให้ในเบื้องต้นพร้อมกับตัวเครื่องแล้ว เพื่อที่จะได้เลือกนำมาประยุกต์ใช้กับแต่ละรูปแบบการปั๊มตัดเฉือน-ขึ้นรูปที่แตกต่างกันได้เลยทันทีเช่นกัน.....................................................851
ภาพที่ 630 ตัวอย่างรูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่ผู้ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปได้ทำการเขียนโปรแกรมหรือการเขียนชุดคำสั่งใหม่ขึ้นมาใช้ในภายหลังเอง ซึ่งมีความแตกต่างไปจากรูปแบบการเคลื่อนที่ที่ให้มาพร้อมกับตัวเครื่องปั๊มเซอร์โวในขั้นต้น....................................................................................................................852
ภาพที่ 631 แรมหรือสไลด์เครื่องปั๊มเซอร์โวไอดะซึ่งจะไม่ได้เคลื่อนที่ผ่านไปจนถึงจุดศูนย์ตายล่างของเครื่องปั๊มเลยจึงเป็นการขจัดปัญหาการค้าง-ติดของแม่พิมพ์ที่จุดล่างสุดของช่วงชักได้................................................................................................................852
ภาพที่ 632 ลักษณะการควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวซึ่งคล้ายกับการแกว่งไปมาของลูกตุ้ม โดยที่แรมไม่จำเป็นต้องเคลื่อนไปอย่างเต็มที่หรือสุดระยะชักเช่นเดียวกันกับการเคลื่อนที่ของแรมเครื่องปั๊มดั้งเดิม ซึ่งเป็นการเคลื่อนที่จากจุดศูนย์ตายบนที่มุม 0 องศาไปยังจุดศูนย์ตายล่างที่มุม 180 องศาแล้วก็ย้อนกลับมาครบรอบวัฏจักรที่จุดศูนย์ตายบนอีกครั้งหนึ่งที่มุม 360หรือ0 องศาซึ่งมีการเคลื่อนที่ที่ไม่ได้งานหรือการสูญเสียเวลาไปมากกว่าเวลาที่จะได้งานจริง..............................................................853
ภาพที่ 633 กราฟแท่งของการเปรียบเทียบให้เข้าใจอย่างง่ายในด้านการใช้พลังงานกับการเปรียบเทียบในแง่มุมอื่นๆระหว่างเครื่องปั๊มเซอร์โวแบบข้อต่อหรือแบบลิงก์ของบริษัทอะมิโนะ(Amino Link Servo Press)กับเครื่องปั๊มเชิงกลแบบมาตรฐานดั้งเดิม(Conventional Mechanical Press) และเครื่องปั๊มไฮดรอลิกแบบมาตรฐานดั้งเดิม(Conventional Hydraulic Press)...................................................................................................855
ภาพที่ 634 การจ่ายกับการใช้พลังงานในเครื่องปั๊มเซอร์โวโดยตลอดระยะทางในการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊ม ซึ่งจะมีตัวเก็บประจุไฟฟ้าขนาดใหญ่ทำหน้าที่จ่ายพลังงาน และหรือประจุไฟฟ้าเข้าไปใหม่ได้อย่างราบรื่นโดยไม่เกิดความสูญเปล่าจึงทำให้สามารถประหยัดพลังงานที่นำไปใช้ได้......................................................................856
ภาพที่ 635 การเขียนโปรแกรมหรือการเขียนชุดคำสั่งควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่ใช้สำหรับการตัดเฉือนแล้วดันย้อนกลับ(Pushed Back)หรือการตัดเฉือนแล้วนำพาไปต่อ(Cut-and-CarryหรือCut and Carry)ซึ่งจะให้คุณภาพการตัดเฉือนของชิ้นงานที่ดีกว่าปรกติ..........................................................................................857
ภาพที่ 636 ผู้ผลิตอุปกรณ์-ชิ้นส่วนยานยนต์แท้ดั้งเดิมในเขตอเมริกาเหนือ(North American Automotive OEM)ได้ทำการติดตั้งสายงานการผลิตชิ้นส่วนด้วยเครื่องปั๊มเซอร์โว ซึ่งถือเป็นการเพิ่มหรือขยายขอบเขตช่วงคุณลักษณะของวัสดุทำให้มีความสามารถในการตัดเฉือน-ขึ้นรูปดีขึ้นมากกว่าปรกติได้ จึงได้รับผลที่น่าพึงพอใจในการที่สามารถทำให้ต้นทุนวัสดุลดลงไปได้..............................................................................................859
ภาพที่ 637 ตัวอย่างชิ้นส่วนยานยนต์สมัยใหม่ซึ่งนิยมที่จะผลิตด้วยอะลูมิเนียมผสมเพื่อช่วยทำให้น้ำหนักยานยนต์ลดลง(ภาพบน) ชิ้นงานที่ได้จากการดึงขึ้นรูปด้วยวิธีการดั้งเดิมจะทำให้ชิ้นงานเกิดรอยแตกหรือฉีกขาดเสียหายเป็นอย่างมาก(ภาพซ้ายมือล่าง) แต่การดึงขึ้นรูปด้วยรูปแบบการเคลื่อนที่แรมหรือสไลด์เฉพาะของเครื่องปั๊มเซอร์โวจะทำให้ข้อบกพร่องรอยแตกหรือฉีกขาดหมดไป(ภาพขวามือล่าง)...........................................860
ภาพที่ 638 เปรียบเทียบการดึงขึ้นรูปลึกชิ้นส่วนโครงตัวถังข้างที่อยู่ทางด้านนอกของรถยนต์ฮอนด้าหรือฮนดะ “本田(Honda)” ที่ได้จากการผลิตด้วยเครื่องปั๊มเชิงกลกับเครื่องปั๊มเซอร์โว ซึ่งชิ้นส่วนโครงตัวถังข้างที่อยู่ด้านนอกนี้สามารถที่จะเพิ่มคุณภาพจากการดึงขึ้นรูปลึกโดยพัฒนากระบวนการผลิตให้เปลี่ยนมาใช้เครื่องปั๊มเซอร์โวได้ จึงทำให้รอยแตกหรือฉีกขาดเสียหายถูกกำจัดหมดไปได้...........................................................................862
ภาพที่ 639 ชิ้นงานดึงขึ้นรูปที่ทำจากวัสดุไทเทเนียม(Titanium, チタン, ちたん, จิตัน)โดยไม่เกิดข้อบกพร่องหรือเกิดการฉีกขาดแต่อย่างใดทั้งๆที่เป็นอีกหนึ่งวัสดุที่ยากต่อการดึงขึ้นรูป ซึ่งจะทำได้ด้วยการอาศัยความสามารถของเครื่องปั๊มเซอร์โวที่เครื่องปั๊มธรรมดาแบบดั้งเดิมจะไม่สามารถทำได้........................................................................................862
ภาพที่ 640 ชิ้นงานซึ่งมีการทำเกลียวตัวเมียหรือการต๊าปเกลียวภายในชิ้นงานที่กำลังปั๊มตัดเฉือน-ขึ้นรูปอยู่ภายในแม่พิมพ์โปรเกรสซีฟว์ โดยอาศัยรูปแบบการเคลื่อนที่ที่เหมาะสมของแรมหรือสไลด์เครื่องปั๊มเซอร์โว...........................................................................863
ภาพที่ 641 ตัวอย่างการตีย้ำ(CaulkingหรือStaking, コーキングหรือコーキンหรือカシメหรือステーキング, こーきんぐหรือこーきんหรือかしめหรือすてーきんぐ, โคคิงงุหรือโคคิงหรือคะชิเมะหรือซุเตคิงงุ)ให้ชิ้นงานยึดติดเข้าด้วยกัน ด้วยการขึ้นรูปเนื้อโลหะชิ้นงานชิ้นที่ 2 ให้ไหลหรือเข้าไปแทนที่ในซอก-ร่องของชิ้นงานชิ้นที่ 1แล้วประกอบเข้าด้วยกัน(ภาพบน) และชิ้นงานจริงที่ผ่านการตีย้ำให้ชิ้นงานยึดติดเข้าด้วยกันภายในแม่พิมพ์โปรเกรสซีฟว์โดยใช้เครื่องปั๊มเซอร์โว(ภาพล่าง)..........................................................865
ภาพที่ 642 ตัวอย่างชิ้นงานที่ผ่านการประกอบเข้าด้วยกันภายในแม่พิมพ์โปรเกรสซีฟว์ด้วยเครื่องปั๊มเซอร์โวแล้วผ่านการตัดแยกออกมาเป็นชิ้นส่วนสำเร็จรูป(ภาพซ้ายมือ)ซึ่งจะได้มาจากการปั๊มตัดเฉือน-ขึ้นรูปแถบโลหะให้กลายเป็นชิ้นงานปั๊มขั้นต้น(ภาพขวามือ)ภายในแม่พิมพ์ จากนั้นนัตแบบหัวสี่เหลี่ยมขนาดเกลียว “M5” ก็จะถูกป้อนเข้ามาแล้วประกอบเข้าไปเป็นชิ้นเดียวกันได้ภายในแม่พิมพ์ซึ่งทำงานภายในหนึ่งวัฏจักรเดียวกัน....................865
ภาพที่ 643 ตัวอย่างการประกอบชิ้นงานที่ปั๊มตัดเฉือน-ขึ้นรูปในแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)โดยการป้อนส่งแถบวัสดุชิ้นงานจากทั้ง 3 ทิศทางเพื่อทำการประกอบเข้าด้วยกันภายในแม่พิมพ์ที่อาศัยการทำงานด้วยเครื่องปั๊มเซอร์โว...................................866
ภาพที่ 644 ตัวอย่างชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปซึ่งมีนัตถูกเชื่อมยึดติดเข้าด้วยกัน อันเป็นการรวมกระบวนการเชื่อมเข้ามาไว้ภายในวัฏจักรการปั๊มเดียวกันในแม่พิมพ์ได้ จึงทำให้ได้กระบวนการผลิตที่มีความน่าเชื่อถือแล้วได้ผลผลิตที่สูงขึ้นอีกด้วย...............................867
ภาพที่ 645 ตัวอย่างแม่พิมพ์ดึงขึ้นรูปสาธิตกับลักษณะรูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวเชยี่ “協易(Seyi)” รุ่น SD1-200 ที่มีการหยุดพักรอในช่วงระหว่างจุด “b” ไป จุด “c” เพื่อให้ความร้อนกับแผ่นวัสดุในระหว่างการดึงขึ้นรูปภายในแม่พิมพ์.....867
ภาพที่ 646 แม่พิมพ์ตัดเฉือน-ขึ้นรูปชิ้นส่วนกล่องใส่นามบัตรที่ทำจากแมกนีเซียมด้วยวิธีการขึ้นรูปอุ่นซึ่งมีการให้ความร้อนเข้าไปในแม่พิมพ์ที่สถานีงานหรือขึ้นตอนที่ 3 ในขณะที่เครื่องปั๊มเซอร์โวไอดะทำการควบคุมการเคลื่อนที่ของแรมหรือสไลด์ให้หยุดพักรออยู่ จนกระทั่งแผ่นแมกนีเซียมมีความร้อนสูงขึ้นจนถึงอุณหภูมิที่เหมาะต่อการขึ้นรูปแล้วจากนั้นแรมของเครื่องปั๊มเซอร์โวจึงจะถูกควบคุมให้เคลื่อนที่ต่ออีกครั้งเพื่อทำการดัดขึ้นรูปแผ่นแมกนีเซียมที่จุดศูนย์ตายล่างต่อไป....................................................................868
ภาพที่ 647 ตัวอย่างการขึ้นรูปอุ่นกล่องใส่นามบัตรที่ทำจากแมกนีเซียมซึ่งจะมีการให้ความร้อนกับวัสดุชิ้นงานขณะที่อยู่ภายในแม่พิมพ์ ในระหว่างช่วงที่แรมหรือสไลด์เครื่องปั๊มเซอร์โวไอดะ“アイダ(Aida)” เคลื่อนที่ลงมาแล้วหยุดพักรอตามรูปแบบที่แสดงในภาพด้านขวามือ จากนั้นจึงจะเคลื่อนที่ลงปั๊มขึ้นรูปแมกนีเซียมซึ่งถูกอุ่นให้ร้อนขึ้นแล้วที่จุดศูนย์ตายล่างต่อไป...............................................................................................................869
ภาพที่ 648 ลักษณะของสายงานการผลิตด้วยเครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)” ความเร็วสูง(Komatsu High Speed Linear Servo Press LineหรือHLS)ซึ่งแต่ละเครื่องที่จัดวางอยู่ต่อเนื่องกันนั้น สามารถใช้รูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่แตกต่างกันไปตามลักษณะของชิ้นงานหรือกระบวนการขึ้นรูปได้......870
ภาพที่ 649 เปรียบเทียบความสามารถของเครื่องปั๊มเซอร์โวเชยี่เพียงเครื่องเดียวแต่ทำงานได้เทียบเท่ากับเครื่องปั๊มเชิงกลกับเครื่องปั๊มไฮดรอลิกรวมกันสองเครื่อง จึงทำให้การใช้เนื้อของโรงงานลดลงแล้วก็ยังช่วยทำให้มีต้นทุนการผลิตที่ต่ำกว่าในระยะยาวได้อีกด้วย.....871
ภาพที่ 650 เปรียบเทียบวิธีการดึงขึ้นรูปชิ้นงานที่ผลิตจากโลหะผสมเบาต่างๆที่ดึงขึ้นรูปได้ยาก(แมกนีเซียม ไทเทเนียมหรืออะลูมิเนียมผสม)ตามวิธีเดิมซึ่งต้องใช้เครื่องปั๊มถึง 2 เครื่อง(ภาพบน) ในขณะที่วิธีที่ปรับปรุงแล้วจะสามารถทำการปั๊มดึงขึ้นรูปอุ่นให้เสร็จสิ้นในแม่พิมพ์ได้ด้วยเครื่องปั๊มเซอร์โวเชยี่เพียงเครื่องเดียวเท่านั้น(ภาพล่าง) จึงช่วยลดจำนวนเครื่องปั๊มที่จะใช้งานลงได้หนึ่งเครื่อง.........................................................................872
ภาพที่ 651 ลักษณะการตัดเฉือนรูหรือการเพียร์ซซิงแบบเที่ยงตรงปรกติทั่วไป(ภาพบน) และการตัดเฉือนรูหรือการเพียร์ซซิงแบบพิเศษในแนวทแยงมุมภายในเหล็กกล้าไร้สนิมหรือสเตนเลสเกรด 304(Steel Use Stainless 304หรือSUS 304 ตามมาตรฐานอุตสาหกรรมญี่ปุ่นหรือJIS)(ภาพล่าง)ที่สามารถกระทำได้ภายในเครื่องปั๊มเซอร์โวไอดะ“アイダ(Aida)” ...........................................................................................................874
ภาพที่ 652 ลักษณะการตัดเฉือนรูหรือการเพียร์ซซิงเที่ยงตรงแบบพิเศษภายในชิ้นงานด้วยเครื่องปั๊มเซอร์โวไอดะ“アイダ(Aida)” ซึ่งชิ้นงานผลิตจากอะลูมิเนียมที่ส่วนรูจะมีลักษณะเป็นขั้นแล้วมีขอบตัดเฉือนที่เรียบเป็นเงามันวาวมากกว่าการตัดเฉือนตามปรกติด้วย....875
ภาพที่ 653 การหมุนของมอเตอร์ในเครื่องปั๊มเซอร์โวแบบเกลียวส่งกำลังจะถูกแปลงไปสู่การเคลื่อนที่ในเชิงเส้นผ่านบอลสกรู(ball screw, ボールネジ, ぼーるねじ, โบรุเนะยิ) ในกรณีที่แรมหรือสไลด์เครื่องปั๊มเซอร์โวกระดกเอียงจะถูกตรวจพบด้วยเซ็นเซอร์ตรวจจับการเคลื่อนที่เชิงเส้นแล้วแก้ไขโดยปรับการเคลื่อนที่ของมอเตอร์แต่ละตัวซึ่งแยกต่างหากจากกันเพื่อให้มีความสอดคล้องตามกันไปด้วย....................................................................877
ภาพที่ 654 ตัวอย่างโครงสร้างบางส่วนในการขับส่งกำลังของบอลสกรู(ball screw, ボールネジ, ぼーるねじ, โบรุเนะยิ) ซึ่งประกอบด้วยส่วนแกนเพลาที่เป็นเกลียวที่เชื่อมต่อเข้ากับส่วนเกลียวของนัตด้วยบอลแบริงหรือลูกปืนเม็ดกลม ซึ่งถูกกักให้หมุนกลิ้งอยู่ในเนื้อที่ที่เป็นช่องว่างซึ่งถูกขึ้นรูปเป็นเกลียวเพื่อช่วยทำให้มีความเสียดทานลดน้อยลง.....................877
ภาพที่ 655 ลักษณะของการขับส่งกำลังด้วยสายพานควบคุมจังหวะเวลาหรือสายพานไทมิง(timing beltหรือtoothed belt, タイミングベルトหรือ歯付きベルト, たいみんぐべるとหรือはづきべると, ไทมิงงุเบะรุโตะหรือฮะทซึคิเบะรุโตะ)ที่ประกอบร่วมอยู่กับรอกหรือพูลเลย์(pulley,滑車หรือプーリหรือプーリー, かっしゃหรือぷーりหรือぷーりー, คัช-ชยะหรือปูริหรือปูรี)ที่ทำหน้าที่เป็นตัวขับหรือทำหน้าที่เป็นตัวตาม เพื่อให้ความเที่ยงตรงในการทำงานด้วยการกำจัดการลื่นไถลที่เกิดขึ้นในสายพานแบบปรกติออกไปได้..............878
ภาพที่ 656 การขับเคลื่อนส่งกำลังแบบข้อต่อหรือแบบลิงก์ร่วมกับเกลียวของเครื่องปั๊มเซอร์โวนี้จะสามารถรองรับภาระในการปั๊มตัดเฉือน-ขึ้นรูปมากๆได้.....................................879
ภาพที่ 657 รูปในมุมมองแบบสามมิติของเฟืองตัวหลักแบบเยื้องศูนย์ในเครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)” ที่ช่วยทำให้บรรลุสู่การเคลื่อนที่อย่างต่อเนื่องด้วยความเร็วสูงได้โดยไม่ต้องมีการเคลื่อนที่กลับด้านหรือกลับทิศทางของมอเตอร์ช่วยควบคุมแต่อย่างใด..........................................................................................................................880
ภาพที่ 658 กลไกการขับเคลื่อนส่งกำลังในมุมมองแบบสองมิติทั้ง 3 รูปแบบที่มีการใช้งานอยู่ในเครื่องปั๊มเซอร์โวของบริษัทโคะมัทซึ“コマツ(Komatsu)”....................................881
ภาพที่ 659 มอเตอร์ช่วยควบคุมแบบแรงบิดสูงที่ความเร็วต่ำซึ่งช่วยให้เครื่องปั๊มเซอร์โวของบริษัทไอดะที่มีเฟืองขับเคลื่อนส่งกำลังโดยตรงมีความสามารถได้สูงถึง 300 เมตริกตันต่อมอเตอร์เซอร์โวที่ใช้ขับเคลื่อนหนึ่งตัว........................................................................881
ภาพที่ 660 การส่งกำลังรวมทั้งช่วยควบคุมการเคลื่อนที่ในเครื่องปั๊มเซอร์โวของบริษัทอะมะดะ “アマダ(Amada)”(ภาพซ้ายมือ) และตัวอย่างลักษณะกลไกในการควบคุมการเคลื่อนที่ส่งกำลังจากมอเตอร์เซอร์โวผ่านไปยังแรมหรือสไลด์เครื่องปั๊มเซอร์โวเพื่อส่งแรงในการปั๊มตัดเฉือน-ขึ้นรูปให้กับแม่พิมพ์อีกทอดหนึ่ง(ภาพขวามือ)...................................882
ภาพที่ 661 เครื่องปั๊มเซอร์โวแบบเพลาหมุนขับโดยตรงจะเชื่อมต่อมอเตอร์เซอร์โวไปยังเพลาหมุนขับแบบเกลียวโดยตรง และในแต่ละเพลาหมุนขับแบบเกลียวทั้ง 4 เพลาได้ถูกจัดวางเอาใกล้ๆกันกับเสานำทางหรือไกด์โพสต์แล้วเชื่อมต่อเข้ากับมอเตอร์ช่วยควบคุมด้วย.............................................................................................................................883
ภาพที่ 662 แผ่นฟอยล์ที่ต้องการการปั๊มตัดเฉือนที่แม่นยำเนื่องจากมีความบางมาก(ภาพซ้ายมือบน) ภาพขยายที่เปรียบเทียบแล้วทำให้เข้าใจถึงขนาด 1 หน่วยไมครอนง่ายขึ้น และการเปรียบเทียบความเสถียรของความสูงปิดของแม่พิมพ์หรือดายไฮต์หรือดายชัตไฮต์(Die HeightหรือDie Shut Height, ダイハイトหรือダイシャットハイト, だいはいと หรือだいしゃっとはいと, ดายไฮโตะหรือดาย-ชยัตไฮโตะ)ที่ได้จากเครื่องปั๊มเซอร์โวเปรียบเทียบกับเครื่องปั๊มเชิงกลแบบดั้งเดิม(ภาพล่าง)..................................................................885
ภาพที่ 663 ลักษณะภายนอกของเครื่องปั๊มโคะมัทซึขนาดกำลังปั๊ม 60 ตันที่เป็นแบบเครื่องปั๊มเซอร์โวโคะมัทซึรุ่น H1F60 และเครื่องปั๊มโคะมัทซึธรรมดารุ่น OBS60.....................886
ภาพที่ 664 แม่พิมพ์ที่ติดตั้งแล้วใช้งานในเครื่องปั๊มเชิงกลมีความจำเป็นต้องนำมาเจียระไนลับคมตัดใหม่อีกครั้งภายหลังการตัดเฉือนแผ่นแบลงก์ไปแล้ว 30,000 ชิ้น แต่แม่พิมพ์ซึ่งติดตั้งแล้วใช้งานในเครื่องปั๊มเซอร์โวยังคงมีความคมของขอบคมตัดพันช์กับดายอยู่แม้ว่าจะตัดเฉือนแผ่นแบลงก์ถึง 30,000 ชิ้นแล้วจึงใช้งานได้อีกโดยไม่จำเป็นต้องนำมาเจียระไนลับคมตัดแต่อย่างใด...............................................................................................887
ภาพที่ 665 แม่พิมพ์ตัดแผ่นแบลงก์หรือแม่พิมพ์แบลงกิง(Blanking Die, 打抜き型หรือブランキングダイ, うちぬきがたหรือぶらんきんぐだい, อุจินุคิงะตะหรือบุรังคิงงุดาย)ที่ทำการตัดเฉือนเหล็กกล้าความแข็งแรงสูงผสมต่ำเกรด 340หรือHSLA 340 ซึ่งมีความแข็งแรงต้านทานแรงดึงที่จุดครากอย่างน้อยเท่ากับ 340 เมกะปาสคาล(MPa)ด้วยเครื่องปั๊มเซอร์โว.............................................................................................................................889
ภาพที่ 666 โครงสร้างอย่างง่ายของแม่พิมพ์แบลงกิงแบบเที่ยงตรง(Precision Blanking)ที่ออกแบบโดยบริษัทโทโดโคเงียว “藤堂工業株式会社(Toudou Kougyou Kabushikigaisha)”................................................................................................890
ภาพที่ 667 ลักษณะเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ของแม่พิมพ์ซึ่งเป็นช่องว่าง(gap, スキマ, すきま, ซุคิมะ)ระหว่างขอบคมตัดของพันช์กับดายตัวเมีย(ภาพซ้ายมือ) และภาคตัดขวางวัสดุของการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)กับการตัดเฉือนแบลงกิงแบบธรรมดา(Conventional Blanking, 従来の打抜きหรือ一般打抜き, じゅうらいのうちぬきหรือいっぱんうちぬき, ยูไรโนะอุจินุคิหรืออิปปังอุจินุคิ)ซึ่งจะมีส่วนหน้าตัดวัสดุที่ได้จากการตัดเฉือนแตกต่างกัน(ภาพกลางกับภาพขวามือ) .............................................................................................................................892
ภาพที่ 668 ลักษณะอีกรูปแบบหนึ่งของลำดับขั้นตอนของกระบวนการแบลงกิงแบบเที่ยงตรงกับลักษณะตัวอย่างชิ้นงานที่ได้จากการผลิตด้วยกระบวนการแบลงกิงแบบเที่ยงตรง ทั้งภาพที่แสดงในขณะที่ผ่านการตัดเฉือนเข้าไปภายในเนื้อวัสดุบางส่วนกับภาพที่แสดงตัวอย่างชิ้นงานที่ได้ออกมาเป็นชิ้นส่วนสำเร็จรูปแล้ว.........................................893
ภาพที่ 669 การเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่ใช้ในการตัดเฉือน-ขึ้นรูปชิ้นงานโลหะเที่ยงตรงสูงในภาพที่ 668 ที่ผ่านมา ด้วยกระบวนการตัดเฉือนขึ้นรูปแบบ “แบลงกิงแบบเที่ยงตรงหรือการตัดเฉือนเที่ยงตรง”(Precision Blanking)...........................894
ภาพที่ 670 การตีขึ้นรูปแมกนีเซียมแผ่นกลมขนาดโต 30 มิลลิเมตรหนา 3 มิลลิเมตรที่ผ่านการทำให้มีอุณหภูมิสูงกว่าปรกติ ซึ่งจะสามารถทำให้สำเร็จลุล่วงได้ภายในวัฏจักรเดียวด้วยการเขียนชุดคำสั่งหรือโปรแกรมควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวขึ้นมาใช้เป็นการเฉพาะ........................................................................................895
ภาพที่ 671 คอมพิวเตอร์พกพาโตชิบาหรือโตชิบะ “東芝(Toshiba)”(ภาพซ้ายมือบน) และตัวอย่างชิ้นส่วนโครงฝาครอบของคอมพิวเตอร์พกพาที่ผ่านการขึ้นรูปอุ่นจากแผ่นวัสดุแมกนีเซียมด้วยเครื่องปั๊มเซอร์โว(ภาพขวามือบน)......................................................896
ภาพที่ 672 ชิ้นงานที่ได้จากการดึงขึ้นรูปเหล็กกล้าไร้สนิมหรือสเตนเลส(Stainless SteelหรือSteel Use StainlessหรือSUS, ステンレス鋼หรือサス, すてんれすこうหรือさす, ซุเต็นเร็ซซุโคหรือซัซซุ)เกรด 304ที่อุณหภูมิห้องปรกติกับที่อุณหภูมิ 150 องศาเซลเซียส ซึ่งการดึงขึ้นรูปที่อุณหภูมิ 150 องศาเซลเซียสจะทำให้พันช์สามารถเคลื่อนที่ดึงขึ้นรูปวัสดุให้เข้าไปภายในช่องของดายตัวเมียด้วยระยะที่มีความลึกหรือมีความสูงมากกว่าการดึงขึ้นรูปที่อุณหภูมิปรกติได้..................................................................................................897
ภาพที่ 673 ตัวอย่างแม่พิมพ์ปั๊มขึ้นรูปอุ่น(Warm Forming Die, 温間成形用金型, おんかんせいけいようかながた, องคังเซเคโยคะนะงะตะ)ในขณะที่ติดตั้งในเครื่องปั๊มเซอร์โวไอดะ“アイダ(Aida)” (ภาพบน) และภาพล่างจะเป็นขณะที่เปิดแยกแม่พิมพ์ออกจากการประกบกันอยู่เพื่อแสดงให้เห็นส่วนประกอบต่างๆที่อยู่ภายในแม่พิมพ์ โดยแม่พิมพ์ชุดล่างจะอยู่ด้านซ้ายมือส่วนแม่พิมพ์ชุดบนจะอยู่ด้านขวามือ.......................................................898
ภาพที่ 674 กลไกสำหรับการเคลื่อนที่ป้อนชิ้นงานแบบส่งผ่านแบบ 3 แนวแกน ซึ่งใช้กับการผลิตชิ้นงานดึงขึ้นรูปลึก(Deeper Drawn Part)หรือชิ้นงานที่มีความสูงมากกว่า(ภาพขวามือ) และแบบที่ใช้สำหรับการผลิตชิ้นงานที่ตื้น(Shallower Part)หรือชิ้นงานที่มีความสูงน้อยกว่า(ภาพซ้ายมือ).............................................................................................900
ภาพที่ 675 การขับเคลื่อนแบบมีตัวช่วยควบคุม(Servo Drive)จะยอมให้ความเร็วของเครื่องปั๊มเซอร์โวเปลี่ยนแปลงได้ โดยจะลดความเร็วในช่วงมุมจาก 0 ถึง 120 องศาให้น้อยลงแล้วหลังจากนั้นก็จะปรับมาเคลื่อนที่ทำงานด้วยความเร็วในการทำงานตามที่ได้มีการกำหนดเอาไว้ แล้วก็จะเพิ่มความเร่งขึ้นไปสู่ความเร็วสูงสุดเต็มที่อีกครั้งในตอนที่แรมหรือสไลด์เครื่องปั๊มเซอร์โวเคลื่อนที่กลับในช่วงที่อยู่ทางด้านบนของช่วงชัก..................901
ภาพที่ 676 กลไกการส่งกำลังแบบข้อต่อหรือแบบลิงก์(ภาพซ้ายมือ) และการเปรียบเทียบเส้นโค้งการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มที่มีการส่งกำลังแบบข้อต่อหรือแบบลิงก์(Link Motion)กับการเคลื่อนที่ส่งกำลังแบบข้อเหวี่ยง(Crank Motion)ที่มีระยะชักเท่ากัน(ภาพขวามือ)..........................................................................................................902
ภาพที่ 677 กลไกสำหรับการเคลื่อนที่ป้อนชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปแบบส่งผ่านที่มีการเคลื่อนที่ทำงานอย่างสอดประสานร่วมกันกับการเคลื่อนที่ของแม่พิมพ์ชุดบน ซึ่งยึดอยู่กับส่วนแรมหรือสไลด์เครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)”................................903
ภาพที่ 678 แบบโครงร่างลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปในแม่พิมพ์(strip layoutหรือprogressive stock layoutsหรือprogressive strip, ストリップレイアウト, すとりっぷれいあうと, ซุโตะริป-เรเอาโตะ)ของแม่พิมพ์โปรเกรสซีฟว์ที่มีสถานีงานหรือขั้นตอนการตี-กระแทกซ้ำให้ได้ขนาดหรือรี-สไตรค์กิง(RestrikingหรือRestrike Drawing, リストライクหรือリストライキングหรือ整形絞り, りすとらいくหรือりすとらいきんぐหรือせいけいしぼり, ริซุโตะไรคุหรือริซุโตะไรคิงงุหรือเซเคชิโบะริ)อีกครั้งภายหลังการดึงขึ้นรูปครั้งที่ 3 ไปแล้ว...................................................................................................................906
ภาพที่ 679 ตัวอย่างการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มในการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานพร้อมกับการประกอบสกรูเข้าด้วยกันภายในวัฏจักรทำงานเดียวกันได้ เพราะว่าเทคโนโลยีเครื่องปั๊มเซอร์โวไม่เพียงแต่จะยอมให้ทำการเปลี่ยนแปลงความเร็วได้เท่านั้นแต่ยังรวมไปถึงการเปลี่ยนแปลงทิศทางได้อีกด้วย..........................................................908
ภาพที่ 680 การเขียนโปรแกรมหรือชุดคำสั่งขึ้นเพื่อใช้ควบคุมการเคลื่อนที่ของแรมหรือสไลด์ในเครื่องปั๊มเซอร์โวไอดะขนาดกำลังในการปั๊ม 800 ตันให้ทำการปั๊มบีบอัดประทับตราชิ้นงานที่ขึ้นรูปได้ยากเป็นจำนวน 3 ครั้งที่ช่วงล่างของช่วงชักภายในวัฏจักรงานเดียวกัน ซึ่งจะให้ประสิทธิผล(effectiveness, 有効性, ゆうこうせい, ยูโคเซ)ที่ดีกว่าการปั๊มขึ้นรูปด้วยเครื่องปั๊มเชิงกลดั้งเดิมที่มีขนาดกำลังในการปั๊ม 1200 ตันหรือให้ประสิทธิผลที่ดีกว่าวิธีการเพิ่มขั้นตอนการตี-กระแทกซ้ำเข้าไปภายในแม่พิมพ์เดิมอีกด้วย..............910
ภาพที่ 681 ตัวอย่างของการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวในรูปแบบที่เรียกว่าการปั๊มตีซ้ำหลายๆครั้ง(Multistroke)ในเครื่องปั๊มเซอร์โวโคะมัทซึ(ภาพซ้ายมือ) และกรอบเลนส์แว่นตาที่ผลิตจากโลหะผสมจำรูปร่างซึ่งเป็นโลหะที่สามารถดัดแล้วให้ตัวได้เป็นอย่างมาก(ภาพขวามือ)...........................................................................................911
ภาพที่ 682 ตัวอย่างชิ้นงานที่ได้จากกระบวนการปั๊มตัดเฉือน-ขึ้นรูปงานเที่ยงตรงจิ๋วซึ่งเทียบกับเหรียญกษาปณ์หรือต้องใช้คีมขนาดเล็กในการหยิบจับ..................................913
ภาพที่ 683 ชิ้นงานจิ๋วเมื่อเทียบกับปลายนิ้วของมนุษย์ซึ่งได้จากกระบวนการปั๊มตัดเฉือน-ขึ้นรูปวัสดุเพื่อนำไปใช้ในการประกอบแล้วผลิตเป็นผลิตภัณฑ์ขนาดเล็กย่อส่วน(ภาพซ้ายมือ) และสำหรับภาพกลางกับภาพขวามือนั้นจะเป็นชิ้นส่วนโลหะจิ๋วที่ใช้ผลิตเป็นไมโครคอนเน็กเตอร์หรือข้อต่อทางไฟฟ้า-อิเล็กทรอนิกส์จิ๋วซึ่งขนาดที่ระบุในภาพมีหน่วยเป็นไมโครเมตร.............................................................................................................915
ภาพที่ 684 ขวดยามาตรฐานตามใบสั่งแพทย์ที่เทียบกับขนาดมือของเภสัชกร ซึ่งชิ้นงานจิ๋วสามารถบรรจุเข้าไปได้มากถึง 5 พันชิ้นภายในเนื้อที่เพียงครึ่งเดียวของขวดยามาตรฐาน.............................................................................................................................916
ภาพที่ 685 ภาพขยายที่เปรียบเทียบได้ว่าด้วยเทคโนโลยีที่นำมาใช้ในงานปั๊มชิ้นงานเที่ยงตรงจิ๋วระดับไมครอนสามารถที่จะสร้างรูขนาดจิ๋วที่มีขนาดเล็กกว่าเส้นผมของมนุษย์ขนาดระหว่าง 50 ถึง 70 ไมครอนได้ และตัวอย่างชิ้นงานที่ตัดเฉือนเป็นช่องว่างคล้ายกับเฟืองโซ่ด้วยกระบวนการไวร์คัตที่ใช้เส้นลวดไวร์คัตขนาดเส้นผ่านศูนย์กลางประมาณ 20 ไมครอน(0.0008 นิ้ว)..............................................................................................918
ภาพที่ 686 ม้วนโลหะล้ำค่าทั้งแบบเป็นแถบวัสดุกับแบบเป็นเส้นที่ใช้สำหรับปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานสำหรับผลิตเป็นอุปกรณ์ทางการแพทย์ เช่น เครื่องช่วยฟัง(Hearing Aids)ดังภาพด้านขวามือ......................................................................................................921
ภาพที่ 687 สายงานการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานโลหะขนาดจิ๋วภายในโรงงานของบริษัท “Top Tool”.............................................................................................................926
ภาพที่ 688 ม้วนโลหะที่เป็นวัสดุสำหรับใช้ในการปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานขนาดจิ๋ว(ภาพซ้ายมือ) และอุปกรณ์คลายม้วนวัสดุชนิดที่ใช้อุปกรณ์ตรวจสอบอัตโนมัติแบบภาพถ่ายร่วมด้วย(ภาพขวามือ)................................................................................927
ภาพที่ 689 เครื่องตัดเฉือนโดยการไวร์คัตหรือการตัดเฉือนโดยการสปาร์กทางไฟฟ้าด้วยอิเล็กโทรดแบบเส้นลวด(Wire Electrical Discharge MachiningหรือElectrical Discharge Wire Cuttingหรือwire-cut EDMหรือwire EDM, ワイヤカットหรือワイヤーカットหรือワイヤカット加工หรือワイヤーカット加工หรือワイヤ放電加工หรือワイヤー放電加工หรือワイヤカット放電加工หรือワイヤーカット放電加工, わいやかっとหรือわいやーかっとหรือわいやかっとかこうหรือわいやーかっとかこうหรือわいやほうでんかこうหรือわいやーほうでんかこうหรือわいやかっとほうでんかこうหรือわいやーかっとほうでんかこう, ไวยะคัตโตะหรือไวยาคัตโตะหรือไวยะคัตโตะคะโคหรือไวยาคัตโตะคะโคหรือไวยะโฮเด็งคะโคหรือไวยาโฮเด็งคะโคหรือไวยะคัตโตะโฮเด็งคะโคหรือไวยาคัตโตะโฮเด็งคะโค)ของAgieCharmillesที่ใช้เส้นลวดในการตัดเฉือนที่มีขนาดเส้นผ่านศูนย์กลางเล็กเพียง 20 ไมครอน(0.020 มิลลิเมตร)....................................................936
ภาพที่ 690 ภาพขยายแม่พิมพ์ปั๊มเที่ยงตรงจิ๋วเทียบกับขนาดสเกล 100 ไมโครเมตรซึ่งผลิตขึ้นโดยใช้เครื่องตัดเฉือนโดยการสปาร์กทางไฟฟ้าด้วยอิเล็กโทรดแบบเส้นลวดหรือเครื่องไวร์คัตของAgieCharmillesที่ใช้อิเล็กโทรดแบบเส้นลวดขนาดเส้นผ่านศูนย์กลาง 20 ไมครอน และการเปรียบเทียบขนาดของเส้นลวดไวร์คัตกับผลึกเกลือ และเส้นผมของมนุษย์.............................................................................................................................937
ภาพที่ 691 หุ่นยนต์หรือแขนกลที่ทำงานร่วมกับเครื่องปั๊มหรือเครื่องปั๊มตัดเฉือน-ขึ้นรูป(PressหรือPress MachineหรือPressing MachineหรือPresswork machineryหรือStamping Machine, プレス機械 , ぷれすきかい, พุเร็ซซุ-คิไค)(ภาพซ้ายมือ) และหุ่นยนต์หรือแขนกลที่ทำงานร่วมกับเครื่องจักรตัดเฉือนที่มีการควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์(CNC machine tool, cnc工作機械, cncこうさくきかい, ชีเอ็นชีโคซัคคุคิไค)(ภาพขวามือ)..................................................................................................................939
ภาพที่ 692 สายงานการผลิตโรโบไลน์(Roboline)ที่สมบูรณ์แบบในการผลิตแม่พิมพ์แบบอัตโนมัติในโรงงานตัวอย่าง ซึ่งจะมีการทำงานที่ขึ้นอยู่กับลักษณะภาระงานที่ถูกสร้างจากระบบศูนย์กลาง......................................................................................................946
ภาพที่ 693 ผู้ปฏิบัติงานจัดเตรียมหัวจับยึดอิเล็กโทรดเข้าสู่เครื่องอีดีเอ็ม จากนั้นก็ปิดประตูเครื่องจักรแล้วเปิดสวิตช์ให้เครื่องอีดีเอ็มเดินเครื่องทำการตัดเฉือนชิ้นส่วนของแม่พิมพ์ฉีดขึ้นรูปพลาสติกโดยอัตโนมัติตามลำดับคำสั่งที่ได้เขียนชุดคำสั่งหรือโปรแกรมเอาไว้แล้ว.............................................................................................................................946
ภาพที่ 694 หุ่นยนต์หรือแขนกลหยิบเอาหัวจับพร้อมแกรไฟต์อิเล็กโทรดที่เรียกว่าขนาดแบลงก์หรือขนาดพร้อมใช้ออกจากซองจัดเก็บหรือแมกกาซีน(magazine)(ภาพซ้ายมือ) เพื่อนำไปส่งแล้วบรรจุเข้าในเครื่องศูนย์รวมเครื่องมือตัดเฉือนด้วยความเร็วสูง(High Speed Machining CenterหรือHSC รุ่น HAWK 550)ตามที่ถูกกำหนดให้ปฏิบัติการ(ภาพขวามือ) .............................................................................................................................947
ภาพที่ 695 หุ่นยนต์หรือแขนกลนำเอาหัวจับแท่งแกรไฟต์อิเล็กโทรดมาวางแล้วจับยึดบนโต๊ะงานของเครื่องศูนย์รวมเครื่องมือตัดเฉือนด้วยความเร็วสูง(ภาพซ้ายมือ) และภาพขณะที่เพลาหมุนเครื่องมือตัดเฉือน(Spindle, スピンドル, すぴんどる, ซุปิน-ดลรุ)หมุนนำพาให้ดอกกัดตัดเฉือน-ขึ้นรูปร่างแกรไฟต์อิเล็กโทรด(ภาพขวามือ)...........................948
ภาพที่ 696 ลักษณะการระบุตัวตนด้วยการใช้คลื่นความถี่วิทยุ(Radio Frequency IdentificationหรือRFID, 無線周波数識別, むせんしゅうはすうしきべつ, มุเซ็นชูฮะซูชิคิเบ็ทซึ)ให้กับชิ้นส่วนแม่พิมพ์ในโรงงานตัวอย่าง..........................................................949
ภาพที่ 697 แกรไฟต์อิเล็กโทรดที่ผ่านการตัดเฉือนเสร็จสิ้นแล้วจะถูกหุ่นยนต์หรือแขนกลนำออกมาแล้วนำส่งไปยังเครื่องมือตรวจวัดขนาดในโรงงานตัวอย่าง...............................950
ภาพที่ 698 หุ่นยนต์หรือแขนกลในโรงงานตัวอย่างนำหัวจับยึดแกรไฟต์อิเล็กโทรดที่ผ่านการอนุมัติผลการตรวจวัดขนาดแล้วเข้าจัดเก็บไว้ในแมกกาซีนตามที่กำหนดไว้............851
ภาพที่ 699 การตัดเฉือนโดยการสปาร์กทางไฟฟ้าด้วยอิเล็กโทรดหรือการอีดีเอ็ม(Electrical Discharge MachiningหรือEDMหรือRam Electrical Discharge Machiningหรือconventional EDMหรือsinker EDMหรือdie sinkerหรือvertical EDMหรือplunge EDM, 放電加工, ほうでんかこう, โฮเด็งคะโค)แบบแกรไฟต์ เพื่อตัดเฉือนชิ้นส่วนแม่พิมพ์ให้ได้รูปร่างตามที่ต้องการ และการสปาร์กตัดเฉือนหรือกัดเซาะเอาเนื้อโลหะที่ไม่ต้องการออกไปแล้วได้ตามรูปร่าง-รูปทรงของชิ้นส่วนแม่พิมพ์ตามที่ออกแบบไว้..................................952
ภาพที่ 700 ชิ้นส่วนแม่พิมพ์ที่ผ่านการตัดเฉือนเสร็จแล้วถูกหุ่นยนต์หรือแขนกลในโรงงานตัวอย่างนำไปยังเครื่องล้างทำความสะอาด เพื่อทำการกำจัดคราบน้ำมันออกไปแล้วนำกลับมาตรวจวัดขนาด.........................................................................................954
ภาพที่ 701 ชิ้นส่วนแม่พิมพ์ภายในโรงงานตัวอย่างที่ถูกตรวจวัดขนาดจนผ่านการอนุมัติแล้วจะถูกหุ่นยนต์หรือแขนกลนำมาจัดเก็บไว้สำหรับรอนำไปประกอบเข้าภายในชุดโครงแม่พิมพ์ฉีดมาตรฐานหรือโมลด์เบส(Mold Base)ต่อไป..............................................954
ภาพที่ 702 ตัวอย่างของแม่พิมพ์ฉีดขึ้นรูปพลาสติกที่ประกอบชิ้นส่วนแม่พิมพ์ต่างๆเข้าไปภายในชุดโครงแม่พิมพ์ฉีดมาตรฐานแล้ว..................................................................955
ภาพที่ 703 เครื่องปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่ทำงานอย่างอัตโนมัติ ซึ่งในพื้นที่การผลิตของโรงงานในอนาคตนั้นยิ่งจะมีการทำงานแบบอัตโนมัติที่พร้อมไปด้วยอุปกรณ์ที่สามารถทำการเฝ้าสังเกตสภาวะการผลิตด้วยตนเองแล้วก็จะจำกัดการมีปฏิสัมพันธ์โดยมนุษย์มากกว่าในปัจจุบันขึ้นไปอีก.....................................................................................956
ภาพที่ 704 เซ็นเซอร์ที่ชาญฉลาดที่ทำหน้าที่หูกับตาในทางอุตสาหกรรมซึ่งถูกนำมาใช้กับในการทำงานของสายพานลำเลียงผลิตภัณฑ์ เพื่อทำหน้าที่รายงานการตรวจวินิจฉัยผ่านทางการเชื่อมต่อสื่อสารแบบ IO-Link และระบบเครือข่ายภายในที่ใช้สำหรับงานอุตสาหกรรม...........................................................................................................958
ภาพที่ 705 หุ่นยนต์หรือแขนกลที่ใช้ในงานอุตสาหกรรมที่เรียกว่า “Sawyer” ของบริษัท Rethink Robotics และแขนกลที่สามารถทำงานร่วมกับมนุษย์ได้ของบริษัท KUKA ซึ่งในอนาคตจะมีเซ็นเซอร์สำหรับตรวจวัดขนาดของชิ้นงานได้ฝังอยู่ภายในส่วนหยิบจับชิ้นงาน.............................................................................................................................959
ภาพที่ 706 ตัวอย่างอุปกรณ์ที่เป็นคอมพิวเตอร์พกพาเคลื่อนที่ได้ซึ่งจะสามารถใช้ในการทำงานได้ทุกที่ภายในโรงงานปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานโลหะ ส่วนโปรแกรมประยุกต์สำหรับแท็บเล็ตกับโทรศัพท์ดังที่แสดงในภาพนี้จะให้ข้อมูลสถิติการผลิตรวมทั้งเครื่องมือโต้ตอบกับพนักงานที่ปฏิบัติงานอยู่ในเวลานั้นได้ตามเวลาที่แท้จริงในขณะนั้นเลย..................961
ภาพที่ 707 ช่องทางสำหรับการเคลื่อนที่ภายในโรงงาน ซึ่งมีปัจจัยสำคัญที่นำไปสู่ความสำเร็จก็คือการที่สามารถทำการตรวจสอบย้อนกลับได้ในทันทีของวัสดุหรือชิ้นงานต่างๆที่มีการเคลื่อนย้ายไปมาภายในโรงงานที่มีขนาดใหญ่.........................................964
ภาพที่ 708 รอยแตก-บิ่นตามขอบคมตัดของพันช์ที่ผิดปรกติตามภาพซ้ายมือ และภาพขวามือจะเป็นการสึกหรอปรกติที่ขอบคมตัดของพันช์กับดายจากการใช้ตัดเฉือนวัสดุซึ่งทำให้ส่วนขอบคมตัดทื่อแล้วทำให้ขนาดของเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างขอบคมตัดของพันช์กับดายเพิ่มมากขึ้นกว่าที่ออกแบบ-และสร้างแม่พิมพ์ตั้งแต่ครั้งแรก จึงส่งผลให้ต้องใช้แรงตัดเฉือน อุณหภูมิของการตัดเฉือนกับครีบสูงมากกว่าปรกติ.....................................................965
สารบัญตารางของหนังสือเล่มนี้(16 กุมภาพันธ์ 2564)
ตารางที่ 1.1 เปรียบเทียบกระบวนการในการปั๊มตัดเฉือน-ขึ้นรูปที่เหมือนกันแต่ใช้ชื่อเรียกต่างกัน และกระบวนการในการปั๊มตัดเฉือน-ขึ้นรูปที่ต่างกันแต่ใช้ชื่อเรียกเดียวกัน........201
ตารางที่ 1.2 ตารางเปรียบเทียบคาร์ไบด์ที่ต้านทานต่อการสึกหรอเนื่องจากการเสียดสี ซึ่งเป็นของผู้ผลิตประเทศญี่ปุ่นแต่ละราย......................................................................227
ตารางที่ 2.1 ค่าขอบเขตจำกัดพื้นฐานของระยะที่เป็นไปได้ในการปรับแก้ความคลาดเคลื่อนของการป้อนส่งวัสดุด้วยแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ)ในไพลอตพินแต่ละขนาดกับในแต่ละความหนาวัสดุ ซึ่งเป็นค่าขอบเขตพื้นฐานสำหรับแผ่นเหล็กอ่อน(Mild Steel Plate, 軟鋼板, なんこういた, นังโคอิตะ)เพื่อนำไปอ้างอิงแล้วประยุกต์ใช้(หน่วยเป็น ± มิลลิเมตร)....................352
ตารางที่ 2.2 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ระหว่างขนาดเส้นผ่านศูนย์กลางของรูไพลอต(รูสำหรับให้ไพลอตพินเคลื่อนที่เข้าไปนำร่องแล้วกำหนดตำแหน่งของแผ่นวัสดุ)กับขนาดความหนา และความกว้างของแผ่นวัสดุที่ป้อนเข้าสู่แม่พิมพ์......353
ตารางที่ 3.1 เปอร์เซ็นต์เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ของวัสดุต่างๆตามลักษณะรอยตัดเฉือนในภาพที่ 301 และ302.................................................................................................................398
ตารางที่ 3.2 ลักษณะรอยตัดเฉือนที่แตกต่างกันตามเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่แตกต่างกันในภาพที่ 301 และ302..........................................................................................................399
ตารางที่ 3.3 เปอร์เซ็นต์เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)สำหรับงานที่ต้องการความเที่ยงตรง และเคลียแรนซ์สำหรับงานทั่วไป.....................................................................................................420
ตารางที่ 3.4 เปอร์เซ็นต์เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)สำหรับงานเที่ยงตรง และเคลียแรนซ์สำหรับงานทั่วไป(ค่าในตารางนี้เป็นค่าแนะนำจากแหล่งที่มาต่างกันกับตารางที่ 3.3 ที่ผ่านมา)..............421
ตารางที่ 3.5 เคลียแรนซ์ระหว่างพันช์กับส่วนนำทางปลายพันช์ของสตริปเปอร์ที่แนะนำ เมื่อพิจารณาถึงความเที่ยงตรงของลักษณะงาน และหน้าที่การทำงานของสตริปเปอร์ร่วมด้วย.......................................................................................................................455
ตารางที่ 3.6 มอดุลัสของ“ยัง”หรือมอดุลัสความยืดหยุ่น(E)ซึ่งเป็นค่าที่ระบุระดับความแข็งแกร่งของวัสดุที่นำมาใช้ผลิตเป็นชิ้นส่วนของแม่พิมพ์............................................456
ตารางที่ 3.7 ค่าความแข็งแรงต้านทานแรงเฉือนหรือความเค้นต้านทานแรงเฉือน(Shear Strength, せん断強度หรือせん断抵抗, せんだんきょうどหรือせんだんていこう, เซ็นดังเคียวโดะหรือเซ็นดังเตโค) และค่าความแข็งแรงต้านทานแรงดึงหรือความเค้นต้านทานแรงดึง(Tensile Strength, 引張り強度หรือ引張強さ, ひっぱりきょうどหรือひっぱりつよさ, ฮิปปะริเคียวโดะหรือฮิปปะริ-ทซึโยะซะ)ของวัสดุแต่ละชนิด................................458
ตารางที่ 3.8 วัสดุที่นิยมนำมาใช้ในการปั๊มตัดเฉือน-ขึ้นรูป ซึ่งระบุให้ไว้แต่เพียงค่าความแข็งแรงต้านทานแรงดึงหรือความเค้นต้านทานแรงดึง(Tensile Strength, 引張り強度หรือ引張強さ, ひっぱりきょうどหรือひっぱりつよさ, ฮิปปะริเคียวโดะหรือฮิปปะริ-ทซึโยะซะ)ของวัสดุ............................................................................................................460
ตารางที่ 3.9 มอดุลัสของหน้าตัด โมเมนต์ความเฉื่อยที่สอง ระยะของศูนย์ถ่วง พื้นที่ของหน้าตัด และลักษณะของหน้าตัดของวัตถุ ซึ่งในที่นี้จะใช้สำหรับพันช์และชิ้นส่วนต่างๆของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ................................................................................463
ตารางที่ 3.10 เปอร์เซ็นต์กดซึมลึก(Percentage of PenetrationหรือPenetration rate, 食込み率, くいこみりつ, คุอิโคะมิริทซึ)ของวัสดุแต่ละชนิด ที่แสดงอยู่ในรูปเปอร์เซ็นต์ของความหนาวัสดุ ซึ่งเป็นระยะที่พันช์เคลื่อนที่เข้าไปในเนื้อวัสดุจนถึงจุดที่เกิดการแตก-ฉีกขาดอย่างสมบูรณ์ขึ้น โดยระยะกดซึมลึกนี้จะประกอบด้วยส่วนโค้งมนกับส่วนแถบรอยตัดหรือขอบตัดเฉือนเป็นเงาวาวจากการตัดเฉือนในวัสดุนั้นๆ................................................490
ตารางที่ 3.11 ค่าตัวคูณคงที่ของแรงตัดเฉือนที่ลดลงได้โดยมีความสัมพันธ์(relation, 関係, かんけい, คังเค)กับระยะที่ทำเชียร์ และเคลียแรนซ์....................................................492
ตารางที่ 3.12 บางส่วนของตารางซึ่งเป็นข้อมูลที่ตัดตอนมาของสปริงขดรหัส SWB บริษัท “มิซุมิ(Misumi)” ขนาดเส้นผ่านศูนย์กลางภายนอก 25 มิลลิเมตร ขนาดเส้นผ่านศูนย์กลางภายใน 12.5 มิลลิเมตร ที่มีความยาวตั้งแต่ 25 ไปจนถึง 175 มิลลิเมตร และมีอายุการใช้งานของสปริงขดตามจำนวนครั้งในการทำงานเป็น 1,000,000 500,000 และ 300,000 ครั้งซึ่งแปรผันตามระยะการยุบตัวที่ใช้งานที่ 16 18 และ 20 เปอร์เซ็นต์ตามลำดับ........499
ตารางที่ 3.13 บางส่วนของตารางที่ตัดตอนมา ซึ่งเป็นข้อมูลสปริงขดของบริษัท “มิซุมิ(Misumi)” ขนาดเส้นผ่านศูนย์กลางภายนอก 25 มิลลิเมตร ขนาดเส้นผ่านศูนย์กลางภายใน 12.5 มิลลิเมตร รหัส SWBกับรหัส SWH ที่มีความยาวตั้งแต่ 25 ไปจนถึง 175 มิลลิเมตร และมีอายุการใช้งานของสปริงขดตามจำนวนครั้งในการทำงานเป็น 1,000,000 500,000 และ 300,000 ครั้งซึ่งแปรผันตามระยะการยุบตัวที่ใช้งานที่ 16% 18% 20% และ 19.2% 21.6% 24% ตามลำดับ...............................................................................504
ตารางที่ 3.14 แสดงการออกแบบมุมหลบสำหรับดายที่มีลักษณะการออกแบบต่างๆกันโดยมีความสัมพันธ์กับความหนาวัสดุ(t)....................................................................533
ตารางที่ 3.15 เปรียบเทียบคุณสมบัติระหว่างการเคลือบผิวระดับเพชร-คาร์บอนแบบไอริสกับการเคลือบผิวระดับเพชร-คาร์บอนแบบเดิม..........................................................573
ตารางที่ 3.16 ส่วนที่ได้รับการกดอัดให้หดตัวเข้ากับส่วนที่ได้รับการดึงยืดให้ขยายออกในขณะวัสดุถูกดัดขึ้นรูปตามที่แสดงความสัมพันธ์ในภาพที่ 465.................................588
ตารางที่ 3.17 ความสัมพันธ์ของสภาวะในการดึงขึ้นรูป(drawing condition, 絞り成形条件, しぼりせいけいじょうけん, ชิโบะริเซเคโยเค็ง)ที่สำคัญต่างๆกับการเกิดปัญหารอยยับย่นกับปัญหาการแตก-ฉีกขาดในชิ้นงานดึงขึ้นรูป สำหรับใช้ตรวจยืนยันแล้วจดบันทึกในขณะทดลองแม่พิมพ์จริง.................................................................................................619
ตารางที่ 3.18 ค่าที่แนะนำสำหรับความดันจับยึดแผ่นแบลงก์(Blank Holder PressureหรือBHPหรือPad Pressure, ブランクホルダ圧制御หรือしわ押さえ圧力หรือパッド圧力, ぶらんくホルだあつせいぎょหรือしわおさえあつりょくหรือぱっどあつりょく, บุรังคุโฮะรุดะอัทซึเซเงียวหรือชิวะโอะซะเอะอัทซึเรียคหรือพัดโดะอัทซึเรียค)ในการดึงขึ้นรูปวัสดุชนิดต่างๆ ซึ่งเป็นค่าที่ได้มาจากการทดลอง.....................................................................625
ตารางที่ 3.19 ตัวอย่างเปอร์เซ็นต์การลดลงสำหรับการดึงขึ้นรูปครั้งแรก ครั้งที่ 2 และครั้งที่ 3 สำหรับชิ้นงานที่มีความสูงแล้วมีขนาดเส้นผ่านศูนย์กลางเล็กมากกับเหล็กที่มีคุณภาพเหมาะสำหรับการดึงขึ้นรูปโดยเฉพาะซึ่งมีความหนาต่างๆกัน.....................................630
ตารางที่ 3.20 อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)ที่ใช้สำหรับแผ่นวัสดุกลุ่มเหล็กอ่อน สเตนเลส และทองเหลืองอ่อน ซึ่งมีความสัมพันธ์กับแต่ละความหนาสัมพัทธ์(relative thicknessหรือrelative plate thickness หรือrelative sheet thickness, 相対板厚, そうたいいたあつ, โซไตอิตะอัทซึ)ของแผ่นวัสดุที่นำมาดึงขึ้นรูป.............................................................................................................................638
ตารางที่ 3.21 ตัวอย่างค่ารัศมีที่ทางเข้าของดายน้อยที่สุดที่ยอมได้ทั่วไปสำหรับการดึงขึ้นรูปชิ้นงานรูปร่างทรงกระบอกกลมที่มีความหนาแตกต่างกันโดยใช้เหล็กอย่างดีที่ใช้สำหรับงานดึงขึ้นรูปโดยเฉพาะ...........................................................................................641
ตารางที่ 3.22 ค่าเคลียแรนซ์ในการดึงขึ้นรูป(Drawding Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)ที่พิจารณาถึงความหนาวัสดุกับขั้นตอนในการดึงขึ้นรูปที่มีการดึงขึ้นรูปซ้ำ(Redrawing, 再絞り, さいしぼり,ไซชิโบะริ)หรือที่มีการดึงขึ้นรูปมากกว่าหนึ่งครั้ง............................................................................................649
ตารางที่ 3.23 ผลการคำนวณหาเคลียแรนซ์ในการดึงขึ้นรูป(Drawding Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)กับขนาดเส้นผ่านศูนย์กลางของดายดึงขึ้นรูปครั้งที่ 1 ถึง 4 เมื่อพันช์ดึงขึ้นรูปครั้งที่ 1 ถึง 4 มีขนาด 26.25, 19.70, 16.00 และ14.30 มิลลิเมตรตามลำดับ...............................................................................650
ตารางที่ 3.24 ค่าอาร์เฉลี่ยของโลหะชนิดต่างๆที่แสดงความสามารถในการดึงขึ้นรูปลึกที่แปรผันตามไปด้วย..................................................................................................667
ตารางที่ 3.25 ขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูป(Deformation LimitหรือLimiting Drawing RatioหรือLDR, 限界絞り比, げんかいしぼりひ, เง็งไคชิโบะริฮิ)ของวัสดุแต่ละชนิด.............................................................................................688
ตารางที่ 3.26 การคำนวณหาพื้นที่ผิวหรือพื้นที่ของชิ้นงานและขนาดแผ่นแบลงก์ของชิ้นงานดึงขึ้นรูปรูปทรงถ้วยต่างๆ..............................................................................693
หนังสืออีบุ๊ก “งานปั๊มโลหะแผ่น(Sheet Metal Stamping_プレス加工の基本技術)” นี้ได้วางจำหน่ายในเว็บไซต์ของ “บริษัท เมพ คอร์ปอเรชั่น จำกัด(MEB Corporation Ltd. )” ตามลิงก์ดังต่อไปนี้ครับ
https://www.mebmarket.com/index.php?action=BookDetails&data=YToyOntzOjc6InVzZXJfaWQiO3M6NzoiMjAyNjI0NiI7czo3OiJib29rX2lkIjtzOjU6IjgzMjYwIjt9 หรือ
http://bit.ly/2UFYx2K
หากท่านผู้อ่านท่านใดที่สนใจทดลองอ่านตัวอย่างฟรี(Free Sample)ของหนังสือเล่มนี้ที่มีจำนวนหน้าตัวอย่าง 650 หน้าจากจำนวนหน้าทั้งหมด 1,785 หน้า กรุณาติดตามได้ที่ลิงก์ต่อไปนี้ครับ
https://drive.google.com/file/d/1yAYXWebqJYdGKodJoCNVp0u641RvpmIL/view
ซึ่งท่านสามารถพิมพ์ค้นหาคำที่ต้องการในตัวอย่างหนังสืองานปั๊มโลหะแผ่นนี้ เช่น คำว่า "かながた" ได้โดยการคลิกที่เครื่องหมายจุด 3 จุดที่มุมขวาบนแล้วเลือกคำว่า "ค้นหา" จากนั้นก็พิมพ์คำที่ต้องการค้นหาในช่องสี่เหลี่ยมแล้วกดปุ่ม "Enter" ที่คีย์บอร์ดต่อไป ( ซึ่งท่านอาจจะไม่พบคำที่ค้นหาก็ได้แม้ว่าจะมีคำและเนื้อหานั้นอยู่ในหนังสือก็ตาม เพราะเป็นเพียงตัวอย่างหนังสือเท่านั้น ) ดังตัวอย่างรูปต่อไปนี้
หรือเข้าไปอ่านตามวิธีการของทางเว็บไซต์ https://www.mebmarket.com/ ก็ได้ครับ และหากท่านผู้อ่านท่านใดที่สนใจจะสั่งซื้อหนังสือ งานปั๊มโลหะแผ่น(Sheet Metal Stamping)นี้ เชิญเข้าไปชมแล้วสั่งซื้อได้ตามลิงก์ต่อไปนี้ครับ
http://www.mebmarket.com/index.php?action=BookDetails&data=YToyOntzOjc6InVzZXJfaWQiO3M6NzoiMjAyNjI0NiI7czo3OiJib29rX2lkIjtzOjU6IjgzMjYwIjt9
ขอขอบพระคุณเป็นการล่วงหน้าครับ
นายอำนาจ แก้วสามัคคี
หนังสืองานปั๊มโลหะแผ่น(Sheet Metal Stamping)นี้แบ่งเนื้อหาออกเป็น 5 บทคือ บทที่ 1 พื้นฐานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป บทที่ 2 พื้นฐานการปั๊มตัดเฉือน-ขึ้นรูปวัสดุ และการเยียวยาแก้ไขข้อบกพร่องทั่วไป บทที่ 3 ข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และสาเหตุ-แนวทางการแก้ไขตามชนิดของแม่พิมพ์ บทที่ 4 การพัฒนาในงานติดตั้งแม่พิมพ์ และบทที่ 5 เทคโนโลยีที่ทันสมัยในอุตสาหกรรมแม่พิมพ์ ที่เป็นความรู้ที่จำเป็นตั้งแต่ความรู้พื้นฐานจนถึงเทคโนโลยีขั้นสูงที่ใช้อยู่ในปัจจุบันสำหรับการทำงานจริงในอุตสาหกรรมปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์กับเครื่องปั๊ม เขียนโดยใช้ระบบเมตริก มาตรฐานอุตสาหกรรมญี่ปุ่น(JISหรือJapanese Industrial Standard, ジスหรือ日本工業規格, じすหรือにほんこうぎょうきかく, ยิซุหรือนิฮงโคเงียวคิคัคคุ)ร่วมกับเทคโนโลยีการผลิตที่ทันสมัยโดยอ้างอิงจากภาษาญี่ปุ่นเป็นหลัก ที่มีเนื้อหาความรู้ตั้งแต่พื้นฐานที่เป็นปัจจุบันไปจนถึงเทคโนโลยีล่าสุดที่มีการนำมาใช้ในงานปั๊มโลหะแผ่น ซึ่งล้วนแล้วแต่เป็นสิ่งที่จำเป็นสำหรับการทำงานปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานจากโลหะแผ่นโดยอาศัยการส่งแรงด้วยเครื่องปั๊มหรือเครื่องปั๊มตัดเฉือน-ขึ้นรูป(PressหรือPress MachineหรือPressing MachineหรือPresswork machineryหรือStamping Machine, プレス機械 , ぷれすきかい, พุเร็ซซุ-คิไค) ผ่านแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(Press ToolsหรือPress DieหรือStamping Die, プレス金型, ぷれすかながた, พุเร็ซซุคะนะงะตะ)แล้วทำให้แผ่นโลหะถูกแปรรูปไปจากกระบวนการตัดเฉือนที่ชิ้นส่วนพันช์กับดายของแม่พิมพ์จะเฉือนให้โลหะเปลี่ยนรูปร่างไปจนเกินกว่าความแข็งแรงต้านทานแรงเฉือนหรือความเค้นต้านทานแรงเฉือน(Shear Strength, せん断強度หรือせん断抵抗, せんだんきょうどหรือせんだんていこう, เซ็นดังเคียวโดะหรือเซ็นดังเตโค)ของวัสดุ และหรือกระบวนการขึ้นรูปที่ชิ้นส่วนพันช์กับดายของแม่พิมพ์จะขึ้นรูป(ดัดขึ้นรูป ดึงขึ้นรูปหรืออื่นๆ)ให้โลหะเปลี่ยนรูปร่างจนเกินไปกว่าความแข็งแรงต้านทานแรงดึงหรือความเค้นต้านทานแรงดึง(Tensile Strength, 引張り強度หรือ引張強さ, ひっぱりきょうどหรือひっぱりつよさ, ฮิปปะริเคียวโดะหรือฮิปปะริ-ทซึโยะซะ)ของวัสดุ ก็จะทำให้ได้ชิ้นงานตามแต่ละรูปแบบของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่ได้ออกแบบแล้วสร้างขึ้นมาใช้งาน และถ้าหากสามารถนำความรู้ไปประยุกต์ใช้ในการทำงานในอุตสาหกรรมแม่พิมพ์ได้อย่างเข้าใจแล้วก็จะกลายเป็นผู้มีความรู้ซึ่งสามารถคิด-วิเคราะห์-แก้ไขปัญหาได้แล้วก็จะถือว่าเป็นผู้ที่มีคุณสมบัติซึ่งสามารถพึ่งพาตนเองได้(to become fully qualified, 一人前になる, いちにんまえになる, อิจินินไมนินะรุ)โดยไม่ต้องขอคำปรึกษากับผู้ใดมากนักแล้วทำให้ได้รับเงินเดือนที่สูงมากขึ้นอย่างสมเหตุสมผล ซึ่งเนื้อหาภายในหนังสือก็จะมีภาพประกอบคำอธิบายตลอดทั้งเล่มพร้อมทั้งมีคำศัพท์เทคนิคภาษาไทย อังกฤษ ญี่ปุ่น(KanjiกับKatakana และHiragana)ที่สอดแทรกอยู่ตลอดทั้งเล่ม นอกจากนี้ก็ยังได้ทำการจัดเรียงคำศัพท์เทคนิคภาษาไทย อังกฤษ ญี่ปุ่นโดยจัดแยกแล้วเรียงตามอักษรภาษาอังกฤษกับภาษาญี่ปุ่นไว้ที่ท้ายเล่มเพื่อให้สะดวกต่อการค้นหาได้ง่ายอีกทางหนึ่งด้วย
หนังสือเล่มนี้เป็นหนังสือที่เขียนขึ้นสำหรับจำหน่ายในรูปแบบหนังสือหนังสืออิเล็กทรอนิกส์หรืออีบุ๊ก(E-Book)ในเบื้องต้นแล้ววางจำหน่ายอยู่ในเว็บไซต์ของบริษัท เมพ คอร์ปอเรชั่น จำกัด(MEB Corporation Ltd. )เท่านั้น ซึ่งก็คือเว็บไซต์ https://www.mebmarket.com/ ในหมวดหมู่วิศวกรรมศาสตร์ มีจำนวนหน้าขนาด A4 เท่ากับ 1,785 หน้า โดยมีขนาดของตัวอักษรภาษาไทยกับภาษาอังกฤษเท่ากับขนาด 18(Cordia New 18) และตัวอักษรภาษาญี่ปุ่นเท่ากับขนาด 11(Ms Mincho 11)(ภาษาอังกฤษกับภาษาญี่ปุ่นนั้นจะเป็นส่วนของคำศัพท์เทคนิคที่เกี่ยวข้องกับงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น และแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น) เพื่อให้สะดวกต่อการอ่านด้วยอุปกรณ์อิเล็กทรอนิกส์หรืออุปกรณ์ไอทีแบบพกพาได้ด้วย มีเลขมาตรฐานสากลประจำหนังสือหนังสืออิเล็กทรอนิกส์(อีบุ๊ก)คือ ISBN 978-616-474-596-4 ตามข้อมูลทางบรรณานุกรมของสำนักหอสมุดแห่งชาติ ซึ่งได้จำหน่ายในราคา 690 บาทต่อเล่ม(จากราคาปก 1,190 บาท)
สารบัญของหนังสือเล่มนี้(24 มกราคม 2563)
บทที่ 1 พื้นฐานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป
1.1 แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปพื้นฐาน
1.2 ลำดับขั้นตอนหรือการไหลอย่างง่ายของกระบวนการออกแบบ และผลิตแม่พิมพ์
1.3 รับคำสั่งซื้อ(receive an orderหรือreceive purchase order, 受注, じゅちゅう, ยุจู)
1.4 ข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์(Die/Mold specificationsหรือDie/Mold making specificationsหรือDie/Mold structure specifications, 金型仕様書หรือ金型製作仕様書หรือ金型構造仕様書, かながたしようしょหรือかながたせいさくしようしょหรือかながたこうぞうしようしょ, คะนะงะตะชิโยโชะหรือคะนะงะตะเซซัคคุชิโยโชะหรือคะนะงะตะโคโซชิโยโชะ)
1.5 รายละเอียดกับข้อกำหนดที่ลูกค้าได้มีการระบุเอาไว้ในคู่มือมาตรฐานการออกแบบ-ผลิต และโครงสร้างแม่พิมพ์
1.6 ออกแบบแม่พิมพ์(Die design, 金型設計, かながたせっけい, คะนะงะตะเซ็คเค)
1.7 ทำการผลิตหรือตัดเฉือน-ขึ้นรูป(manufacturingหรือprocessing, 加工หรือ製造, かこうหรือせいぞう, คะโคหรือเซโซ)แม่พิมพ์
1.8 ประกอบแม่พิมพ์(Die assembly, 金型組立, かながたくみたて, คะนะงะตะคุมิตะเตะ)
1.9 การปรับให้เข้าคู่กันหรือการปรับแม่พิมพ์ปั๊มให้เข้าคู่กัน(SpottingหรือDie Matching, 型合わせ, かたあわせ, คะตะอะวะเซะ)
1.10 ทดลอง และปรับแก้แม่พิมพ์(Die tryout and adjustment, 金型トライと調整, かながたとらいとちょうせい, คะนะงะตะทรัยโตะโจเซ)
1.11 ส่งมอบชิ้นงานตัวอย่างที่สมบูรณ์แบบ(deliver perfect product, 完全納品, かんぜんのうひん, คันเซ็นโนฮิง)
1.12 การร้องขอเปลี่ยนแปลงทางด้านวิศวกรรม(Engineering Change Requestหรือecr, 技術変更要求, ぎじゅつへんこうようきゅう, งิยุทซึเฮ็งโคโยคีว)หรือข้อสังเกตแจ้งการเปลี่ยนแปลงทางด้านวิศวกรรม(Engineering Change Noticeหรือecn, 技術変更通知, ぎじゅつへんこうつうち, งิยุทซึเฮ็งโค-ทซือจิ)
1.13 ปัญหา(problem, 問題, もんだい, มนได)ซึ่งเกิดขึ้นในเฉพาะขั้นตอนที่เกี่ยวข้องกับการสร้างแม่พิมพ์โดยตรง
1.14 การเตรียมการทดลองแม่พิมพ์ปั๊ม
1.15 แผนภูมิแสดงเหตุ และผล(cause and effect diagram, 特性要因図, とくせいよういんず, ทคเซโยอินซึ)
1.16 การวิเคราะห์สาเหตุของปัญหาในกระบวนการออกแบบ และผลิตแม่พิมพ์
1.17 คนหรือผู้ปฏิบัติงานหรือพนักงาน(ManหรือManpowerหรือOperatorหรือWorker, 人หรือ作業者, ひとหรือさぎょうしゃ, ฮิโตะหรือซะเงียว-ชยะ)
1.18 เครื่องปั๊ม แม่พิมพ์กับอุปกรณ์ต่างๆ(Press Machine-Die and Accessories, プレス機械-金型と周辺機器, ぷれすきかい-かながたとしゅうへんきき, พุเร็ซซุคิไค-คะนะงะตะโตะชูเฮ็งคิคิ)
1.19 ชนิดและลักษณะของเครื่องปั๊ม
1.20 กำลังของเครื่องปั๊ม
1.21 ชนิดของเครื่องปั๊ม
1.22 เครื่องปั๊มที่มีช่องเปิดทางด้านหลังเครื่องแล้วปรับเอียงได้(Open Back Inclinable pressหรือOBI press, 後開き式可傾プレス, うしろひらきしきかけいぷれす, อุชิโระฮิระคิชิคิคะเคพุเร็ซซุ)
1.23 ชิ้นส่วนหลักที่สำคัญของเครื่องปั๊ม
1.24 แท่นเครื่องหรือฐานรองของเครื่องปั๊มหรือเพรสเบด(press bed, プレスベッド, ぷれすべっど, พุเร็ซซุ-เบ็ดโดะ)
1.25 แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)
1.26 แรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)
1.27 ตัวกระทุ้งดันปลดหรือน็อกเอาต์(knockoutหรือslide knockoutหรือtop knockout, ノックアウトหรือスライドノックアウトหรือ上部ノックアウト, のっくあうとหรือすらいどのっくあうとหรือじょうぶのっくあうと, นคเอาโตะหรือซุไรโดะ-นคเอาโตะหรือโยบุ-นคเอาโตะ)ของเครื่องปั๊ม
1.28 เบาะซึมซับแรงหรือคูฌัน(cushion, クッション, くっしょん, คุชชน)
1.29 เครื่องปั๊มที่มีโครงค้ำยันด้านข้างเครื่องเป็นแนวตรง(Straight Side Press, ストレートサイドプレス, すとれーとさいどぷれす, ซุเตรตโตะไซโดะ พุเร็ซซุ)
1.30 เครื่องปั๊มเพรสเบรก(Press Brake, プレスブレーキ, ぷれすぶれーき, พุเร็ซซุ บุเรคิ)
1.31 เครื่องปั๊มทำงาน 2 จังหวะ(Double Action Press, 複動プレス, ふくどうぷれす, ฟุคุโดพุเร็ซซุ)
1.32 เครื่องปั๊มทำงาน 3 จังหวะ(Triple Action Press, 三動プレス, さんどうぷれす, ซันโดพุเร็ซซุ)
1.33 เครื่องปั๊มข้อต่อนิ้วมือหรือเครื่องปั๊มนักเกิล(Knuckle Joint PressหรือKnuckle Press, ナックルプレス, なっくるぷれす, นัคคุร-พุเร็ซซุ)
1.34 เครื่องปั๊มไฮดรอลิก(Hydraulic Press, 液圧プレスหรือ 油圧プレス, えきあつぷれすหรือゆあつぷれす, เอะคิอัทซึ-พุเร็ซซุหรือยุอัทซึ-พุเร็ซซุ)
1.35 กระบวนการในการปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น
1.35.1 กระบวนการตัดเฉือนหรือกระบวนการตัดแยกออก(Cutting ProcessหรือCutoff ProcessหรือCut off Process, 切断加工หรือカットオフ加工, せつだんかこうหรือかっとおふかこう, เซ็ทซึดังคะโคหรือคัตโตะอฟฟุคะโค)
1.35.2 กระบวนการดัดขึ้นรูป(Bending Process, 曲げ加工, まげかこう, มะเงะคะโค)
1.35.3 กระบวนการขึ้นรูป(Forming Process, 成形加工, せいけいかこう, เซเคคะโค)
1.35.4 กระบวนการดึงขึ้นรูป(Drawing Process, 絞り加工, しぼりかこう, ชิโบะริคะโค)
1.35.5 กระบวนการกดอัดขึ้นรูป(Compressing ProcessหรือCompression Forming, 圧縮加工, あっしゅくかこう, อัชชูคคุคะโค)
1.36 วัสดุที่ใช้ปั๊มตัดเฉือน-ขึ้นรูป(Stamping Material,プレス加工用材料, ぷれすかこうようざいりょう, พุเร็ซซุคะโคโยไซเรียว)
1.37 ชนิดรูปร่าง-รูปทรงของวัสดุ
1.37.1 วัสดุแบบม้วน(roll materialหรือcoil material, コイル材料หรือコイル材, こいるざいりょうหรือこいるざい, โคยรุไซเรียวหรือโคยรุไซ)
1.37.2 วัสดุแบบแผ่นยาว(stock stripหรือstripหรือsheet, プレートหรือ板, ぷれーとหรือいた, พุเรโตะหรืออิตะ)
1.37.3 วัสดุแบบท่อ(pipeหรือtube, 管หรือチューブหรือパイプหรือ筒 , かんหรือちゅーぶหรือぱいぷหรือつつ, คังหรือจิยูบุหรือไปปุหรือทซึ-ทซึ)
1.37.4 วัสดุแบบเส้นหรือเส้นลวด(wire, 線材หรือワイヤ, せんざいหรือわいや, เซ็นไซหรือไวยะ)
1.37.5 วัสดุแบบแผ่นวัสดุขนาดพร้อมใช้หรือวัสดุแบบแผ่นแบลงก์(blank sheetหรือblank partหรือunit stock, ブランクหรือブランクシートหรือスケッチ材หรือ切り板, ぶらんくหรือぶらんくしーとหรือすけっちざいหรือきりいた, บุรังคุหรือบุรังคุชีโตะหรือซุเค็จจิไซหรือคิริอิตะ)
1.38 ชนิดของการชุบเคลือบผิว(Plating, メッキ, めっき, เม็คคิ)กับความหนาของการชุบเคลือบผิววัสด
1.39 ขนาดต่างๆทั้งความหนา ความกว้าง และความยาวของวัสดุ
1.40 การโก่งหรือการโค้งออกไปทางด้านข้าง(warpหรือcurvature, 反りหรือ歪み, そりหรือゆがみ, โซะริหรือยุงะมิ)ของวัสดุสูงสุดที่ยอมรับได้
1.41 ทิศทางของเกรนหรือทิศทางของการรีด(grain directionหรือrolling direction, 圧延方向 , あつえんほうこう, อัทซึเอ็งโฮโค)
1.42 ความเป็นคลื่นของวัสดุ(waviness, ウネリ, うねり, อุเนะริ)
1.43 รายละเอียดอื่นๆที่เกี่ยวข้องกับวัสดุ
1.44 วิธีการเตรียม-ติดตั้งทดลองแม่พิมพ์(Die Setup and Tryout Method, 金型段取りとトライ方法 , かながただんどりととらいほうほう, คะนะงะตะดันโดะริโตะทรัยโฮโฮ)
1.45 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายในเวลาหลักหน่วย(Single Minute Exchange of Dieหรือ Single-Digit Minute Exchange of DieหรือSMED, シングル段取りหรือ一段取り, しんぐるだんどりหรือいちだんどり, ชิงงุร-ดันโดะริหรืออิจิดันโดะริ)
1.46 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วด้วยสัมผัสเดียว(One Touch Exchange of Dieหรือoted, 金型のワンタッチ交換, かながたのわんたっちこうかん, คะนะงะตะโนะ วันทัจจิโคคัง)
1.47 การตรวจวัดชิ้นงาน(Measurement, 測定, そくてい, ซคเต)
1.48 รายงานปัญหาความผิดพลาดที่เกิดขึ้น-ดำเนินการแก้ไข(Mistaken and Action Report)
1.49 ค่าดายไฮต์ ดายชัตไฮต์ และเพรสชัตไฮต์ในการปั๊มตัดเฉือนขึ้นรูปวัสดุ
1.50 ความสูงปิดของเครื่องปั๊ม และการปรับ
1.51 การปรับแม่พิมพ์เพื่อให้สามารถติดตั้งเข้ากับเครื่องปั๊มได้
1.52 การติดตั้ง และทดลองแม่พิมพ์
1.53 การแบ่งชนิดของแม่พิมพ์ตามกระบวนการ และตามลักษณะโครงสร้างของแม่พิมพ์
1.53.1 การแบ่งกลุ่มตามกระบวนการหรือกระบวนการที่ใช้ปฏิบัติการปั๊มตัดเฉือน-ขึ้นรูปวัสดุ
1.53.2 การแบ่งกลุ่มตามลักษณะโครงสร้างของแม่พิมพ์ที่สร้างขึ้น
1.54 แม่พิมพ์ตัดแยกออกหรือคัตออฟดาย(Cutoff DieหรือCut off Die, カットオフ ダイ, かっとおふだい, คัตโตะอฟฟุดาย)
1.55 แม่พิมพ์แบบชิ้นงานตก-ลอดทะลุผ่านแม่พิมพ์หรือดรอป-ทรูดาย(Drop-Through Die, 製品落し式金型 , せいひんおとししきかながた, เซฮิงโอะโตะชิชิคิ คะนะงะตะ)
1.56 แม่พิมพ์แบบดันกลับ(Return Type Die, プッシュバック式金型, ぷっしゅばっくしきかながた, พุชชุบัคคุชิคิ คะนะงะตะ)
1.57 ตัวนำภาระงานออกหรืออันโหลดเดอร์(Unloader, アンローダー, あんろーだー, อันโรดา)
1.58 แม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ 総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)
1.59 แม่พิมพ์ผสมกระบวนการหรือคอมบิเนชันดาย(Combination Die, 複合型หรือコンビネーションダイ, ふくごうがたหรือこんびねーしょんだい, ฟุคุโงงะตะหรือคมบิเนชนดาย)
1.60 แม่พิมพ์แบบดั้งเดิมหรือแม่พิมพ์คอนติเนนทัล(Continental Die, コンチネンタルダイ, こんちねんたるだい, คนจิเน็นตัลรุดาย)
1.61 การผลิตชิ้นส่วนพันช์-ดายของแม่พิมพ์ตัดเฉือนพร้อมกันโดยการตัดเซาะด้วยกระบวนการไวร์คัตจากเหล็กแผ่นเดียวกัน
1.62 แม่พิมพ์ปั๊มงานย่อยหรือซับเพรสดาย(Subpress Die, サブプレスダイ, さぶぷれすだい, ซับบุพุเร็ซซุดาย)
1.62.1 แม่พิมพ์ซับเพรสแบบที่มีเสาค้ำ(Pillar-Type Subpress Die)
1.62.2 แม่พิมพ์ซับเพรสแบบทรงกระบอก(Cylindrical Subpress Die)
1.63 แม่พิมพ์ฟอลโลว์(Follow Die, フォローダイ, ふぉろーだい, ฟอโลดาย)
1.64 กระบวนการปั๊มตัดเฉือน-ขึ้นรูปเหมือนกันแต่ใช้ชื่อเรียกต่างกัน และกระบวนการปั๊มตัดเฉือน-ขึ้นรูปต่างกันแต่ใช้ชื่อเรียกเดียวกัน
1.65 แม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)
1.66 แม่พิมพ์ส่งผ่านหรือทรานสเฟอร์ดาย(Transfer Die,トランスファーダイหรือトランスファー金型, とらんすふぁーだいหรือとらんすふぁーかながた, ทรันซุฟาดายหรือทรันซุฟาคะนะงะตะ)
1.67 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่าน
1.67.1 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบมิติเดียว(1D transfer feeding equipment, 一次元トランスファー送り装置, いちじげんとらんすふぁーおくりそうち, อิจิยิเง็ง ทรันซุฟาโอะคุริโซจิ)
1.67.2 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบสองมิติ(2D transfer feeding equipment, 二次元トランスファー送り装置, にじげんとらんすふぁーおくりそうち, นิยิเง็ง ทรันซุฟาโอะคุริโซจิ)
1.67.3 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบสามมิติ(3D transfer feeding equipment, 三次元トランスファー送り装置, さんじげんとらんすふぁーおくりそうち, ซันยิเง็ง ทรันซุฟาโอะคุริโซจิ)
1.68 แม่พิมพ์แบบกระสวยหรือชัตเติลดาย(Shuttle Die, シャトルダイ, しゃとるだい, ชยัต-ตลดาย)
1.69 การแบ่งชนิด และโครงสร้างของแม่พิมพ์ในลักษณะอื่นๆ
1.69.1 โครงสร้างแม่พิมพ์พื้นฐานที่แบ่งตามตำแหน่งของพันช์กับดาย
1.69.2 โครงสร้างแม่พิมพ์พื้นฐานที่แบ่งตามลักษณะของแผ่นปลดวัสดุหรือสตริปเปอร์เพลต
1.69.2.1 โครงสร้างแบบปรกติที่มีพันช์อยู่ด้านบนแล้วดายอยู่ทางด้านล่างแต่ไร้ตัวปลดวัสดุหรือสตริปเปอร์(normal position with stripperless structure, 順配置ストリッパレス構造, じゅんはいち すとりっぱれす こうぞう, ยุนไฮจิ ซุตริปปะเรซ โคโซ)
1.69.2.2 โครงสร้างแบบปรกติที่มีพันช์อยู่ด้านบนแล้วดายอยู่ทางด้านล่างโดยมีตัวปลดวัสดุยึดคงที่หรือสตริปเปอร์ยึดคงที่ที่ด้านดาย(normal position with fixed stripper structure, 順配置固定ストリッパ構造, じゅんはいち こていすとりっぱ こうぞう, ยุนไฮจิ โคะเตซุตริปปะ โคโซ)
1.69.2.3 โครงสร้างแบบปรกติที่มีพันช์อยู่ด้านบนแล้วดายอยู่ทางด้านล่างโดยมีตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เคลื่อนที่ได้(normal position with movable stripper structure, 順配置可動ストリッパ構造, じゅんはいち かどうすとりっぱ こうぞう, ยุนไฮจิ คะโดซุตริปปะ โคโซ)
1.69.2.4 โครงสร้างแบบปรกติที่มีพันช์อยู่ด้านบนแล้วดายอยู่ทางด้านล่างแต่มีตัวปลดวัสดุกึ่งคงที่-กึ่งเคลื่อนที่ได้หรือสตริปเปอร์กึ่งคงที่-กึ่งเคลื่อนที่ได้ยึดอยู่ด้านดาย(normal position with semi-fixed stripper structure, 順配置下型可動ストリッパ構造, じゅんはいち したがた かどうすとりっぱ こうぞう, ยุนไฮจิ ชิตะงะตะคะโดซุตริปปะ โคโซ)
1.69.2.5 โครงสร้างแบบที่ตรงกันข้ามกับแบบปรกติซึ่งจะมีพันช์อยู่ด้านล่างแล้วดายอยู่ทางด้านบนโดยไร้ตัวปลดวัสดุหรือสตริปเปอร์(reverse position with stripperless structure, 逆配置ストリッパレス構造, ぎゃくはいち すとりっぱれす こうぞう, เงียคไฮจิ ซุตริปปะเรซ โคโซ)
1.69.2.6 โครงสร้างแบบที่ตรงกันข้ามกับแบบปรกติ โดยมีพันช์อยู่ด้านล่างแล้วดายอยู่ทางด้านบนโดยมีตัวปลด-จับยึดวัสดุเคลื่อนที่ได้อยู่ด้านล่างด้านเดียวกับพันช์(reverse position with movable stripper structure, 逆配置可動ストリッパ構造, ぎゃくはいち かどうすとりっぱ こうぞう, เงียคไฮจิ คะโดซุตริปปะโคโซ)
1.70 วัสดุสำหรับทำแม่พิมพ์เที่ยงตรง และกรรมวิธีเพิ่มคุณสมบัติ
1.71 ชนิดวัสดุที่แนะนำสำหรับเลือกนำไปประยุกต์ใช้ผลิตแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะ
1.72 อายุการใช้งานของแม่พิมพ์หรืออายุของแม่พิมพ์(Die lifeหรือTool life, 型寿命หรือ金型寿命, かたじゅみょうหรือかながたじゅみょう, คะตะยุเมียวหรือคะนะงะตะยุเมียว)
1.73 วัสดุประเภทคาร์ไบด์ที่นำมาใช้ผลิตแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะ
1.74 การเลือกใช้วัสดุตามมาตรฐานอุตสาหกรรมญี่ปุ่นสำหรับผลิตเป็นชิ้นส่วนของแม่พิมพ์
1.75 การเลือกใช้วัสดุสำหรับแม่พิมพ์ที่มีโครงสร้างตัวปลดวัสดุยึดคงที่หรือโครงสร้างสตริปเปอร์ยึดคงที่(fixed stripper structure, 固定ストリッパ構造, こていすとりっぱこうぞう, โคะเตซุโตะริปปะโคโซ)
1.76 การเลือกใช้วัสดุสำหรับแม่พิมพ์ที่มีโครงสร้างตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือโครงสร้างสตริปเปอร์เคลื่อนที่ได้(movable stripper structure, 可動ストリッパ構造, かどうすとりっぱこうぞう, คะโดซุโตะริปปะโคโซ)
1.77 การเลือกใช้วัสดุสำหรับแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)
1.78 การเคลือบผิวแม่พิมพ์ และกระบวนการเพิ่มคุณสมบัติผิวแม่พิมพ์แบบต่างๆ
1.79 การชุบเคลือบผิวด้วยโครเมียม(Chrome Plating, クロムメッキ, くろむめっき, คุรมมุเม็คคิ)
1.80 กรรมวิธีแก๊สไนไตรดิง(Gas Nitriding, ガス窒化法, がすちっかほう, งัซซุจิคคะโฮ)
1.81 กรรมวิธีไอออนไนไตรดิง(Ion Nitriding, イオン窒化, いおんちっか, อิอนจิคคะ)
1.82 วัสดุที่ใช้ในการเคลือบผิว(coating material, コーティング材, こーてぃんぐざい, โคติงงุไซ)
1.83 กรรมวิธีเคลือบผิวแบบไทเทเนียมไนไตรด์ และไทเทเนียมคาร์ไบด์(Titanium NitrideหรือTiN and Titanium CarbideหรือTiC)
1.84 กรรมวิธีเคลือบผิวด้วยไทเทเนียมไนไตรด์โดยวิธีเคลือบผิวสะสมหรือเคลือบพอกผิวแบบไอกายภาพ(Physical Vapour Deposition of Titanium NitrideหรือPVD of TiN)
1.85 กรรมวิธีเคลือบผิวด้วยไทเทเนียมคาร์ไบด์ และไนไตรด์โดยวิธีเคลือบผิวสะสมหรือเคลือบพอกผิวแบบไอเคมี(Chemical Vapour Deposition of Titanium Carbide and NitrideหรือCVD of TiC and TiN)
1.86 กรรมวิธีแพร่ทางความร้อน(Thermal DiffusionหรือTD, 熱拡散, ねつかくさん, เน็ทซึคัคซัง)
1.87 วิธีการเลือกการเคลือบผิวไปใช้งาน
บทที่ 2 พื้นฐานการปั๊มตัดเฉือน-ขึ้นรูปวัสดุ และการเยียวยาแก้ไขข้อบกพร่องทั่วไป
2.1 ใบมาตรฐานการติดตั้งแม่พิมพ์(Die setup standard sheet, 金型段取り基準書, かながただんどりきじゅんしょ, คะนะงะตะดันโดะริคิยุงโชะ)
2.2 ปัจจัยต่างๆ และรายละเอียดที่มีผลต่อสมรรถนะหรือคุณภาพของแม่พิมพ์
2.3 ขนาด-รูปร่างของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่ได้รับไม่ถูกต้องตามต้องการ(Wrong Size or Shape of The Part)
2.4 แบบปรับแก้(Arrangement Drawingหรือpart shape establish, アレンジ図, あれんじず, อะเร็นยิซึ)
2.5 ชิ้นงานที่ได้เกิดการโก่งหรืองอ(Bent Workpiece)
2.6 ความเรียบ(flatness, 平面度, へいめんど, เฮเม็นโดะ)
2.7 สลักกิงหรือการตัดครึ่งส่วน(SluggingหรือHalf Blanking, スラッギングหรือ半抜きหรือハーフカット, すらっぎんぐหรือはんぬきหรือはーふかっと, ซุรัคงิงงุหรือฮังนุคิหรือฮาฟคัตโตะ)
2.8 กระบวนการที่ทำให้ได้ความเรียบของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปได้มากยิ่งขึ้น
2.9 การตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)
2.10 กระบวนการกริปโฟลว์(Grip Flow Process)
2.11 แม่พิมพ์ตัดแยกออกหรือคัตออฟดาย(Cutoff DieหรือCut off Die, カットオフ ダイ, かっとおふだい, คัตโตะอฟฟุดาย)กับการตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)
2.12 การปั๊มตัดเฉือน-ขึ้นรูปโดยใช้แม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)
2.13 การปั๊มขึ้นลายจุดหรือการปั๊มขึ้นลายขนมวาฟเฟิลหรือสติปปลิง(StipplingหรือDot Ring, 星打ち加工หรือ七子目ならしหรือドットリング, ほしうちかこうหรือななこめならしหรือどっとりんぐ, โฮะชิอุจิคะโคหรือนะนะโคะเมะนะระชิหรือดตโตะริงงุ)
2.14 อุปกรณ์ดัดวัสดุให้เรียบตรง(levellerหรือlevelerหรือlevelling machineหรือcoil straightener, レベラー, れべらー, เระเบะรา)
2.15 เกิดครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)
2.16 พันช์แบบมีขอบคมตัดเป็นเรียวย้อนกลับด้าน(Reverse Taper PunchหรือBack Taper PunchหรือExtra Back Taper on Punch, テーパパンチหรือテーパーパンチหรือ逆テーパーパンチ, てーぱぱんちหรือてーぱーぱんちหรือぎゃくてーぱーぱんち, เตปะพันจิหรือเตปาพันจิหรือเงียคเตปาพันจิ)
2.17 ผิวหน้ารอยตัดเฉือนของวัสดุไม่สม่ำเสมอกัน(uneven surface of cut)
2.18 เกิดการอุดตันของเศษวัสดุหรือการติดขัดของเศษวัสดุ(slug jammingหรือslug cloggingหรือslug stacking, カス詰まり, かすつまり, คะซุ-ทซึมะริ)
2.19 กลไกของปัญหาการอุดตันของเศษวัสดุที่มีสาเหตุเกิดมาจากแม่พิมพ์
2.20 เกิดการดึงเศษวัสดุหรือเศษวัสดุลอย(slug pullingหรือslug floatingหรือslug rising, カス上がりหรือかす浮き, かすあがりหรือかすうき, คะซุอะงะริหรือคะซุอุคิ)
2.21 เครื่องเจียระไนรูปร่าง(Profile GrinderหรือProfile Grinding MachineหรือContour GrinderหรือOptical Profile Grinding Machine, プロファイルグラインダหรือプロファイル研削盤หรือ倣い研削盤หรือ光学式倣いの成形研削盤, ぷろふぁいるぐらいんだหรือぷろふぁいるけんさくばんหรือならいけんさくばんหรือこうがくしきならいのせいけいけんさくばん, ปุโระไฟรุ-งรัยดะหรือปุโระไฟรุเค็งซัคคุบังหรือนะไรเค็งซัคคุบังหรือโคงัคคุชิคินะไรโนะเซเคเค็งซัคคุบัง)
2.22 การอาร์กผนังของรูดายตัวเมียเพื่อป้องกันการดึงเศษวัสดุหรือเศษวัสดุลอย
2.23 การเคลือบฝังตัวยึดเกาะเพื่อป้องกันการดึงเศษวัสดุหรือเศษวัสดุลอย
2.24 สภาวะสุญญากาศกับการป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.25 สภาวะอากาศอัดกับการป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.26 การใช้แกนดันปลดหรือแกนเตะปลด(ejector pinหรือkicker pin, エジェクタピンหรือキッカーピン, えじぇくたぴんหรือきっかーぴん, เอะเย็คตะปินหรือคิคคาปิน)ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.27 การปรับปรุงส่วนปลายของพันช์เพื่อช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.28 การใช้ยางยูรีเทน(urethane, ウレタン, うれたん, อุเระตัน)ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.29 การใช้ร่องเอียง(slant groove, 傾斜溝, けいしゃみぞ, เค-ชยะมิโซะ)ในดายตัวเมียเพื่อช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.30 การใช้อุปกรณ์ทำลาย-กำจัดอำนาจแม่เหล็ก(Demagnitizer, 消磁器, しょうじき, โชยิคิ)ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.31 การต่อที่เข้ากันของแนวเส้นการตัดเฉือนหรือแมตชิง(matching, マッチング, まっちんぐ, มัจจิงงุ)กับการตัดเฉือนวัสดุทางด้านข้าง(Side Cutting, サイドカット, さいどかっと, ไซโดะคัตโตะ)ที่ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.32 การใช้ดายที่มีขอบคมตัดเอียงกลับด้านคล้ายปากระฆัง(bell mouthing dieหรือdie with reverse taper, ダイにベルマウス形状を付けるหรือダイに逆テーパーを付ける, だいにべるまうすけいじょうをつけるหรือだいにぎゃくてーぱーをつける, ดายนิเบะรุเมาซุเคโยโวะทซึเคะรุหรือดายนิเงียคเตปาโวะทซึเคะรุ)ช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.33 การใช้ดายลักษณะอื่นๆช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.34 อุปกรณ์ทำร่องเอียงสำหรับกักเศษ(Slug Retention Machine)
2.35 การขัดแต่งหรือแลปปิง(LappingหรือLap, ラッピングหรือラップ, らっぴんぐหรือらっぷ, รัปปิงงุหรือรัปปุ)ให้มีขอบคมตัดคล้ายปากระฆัง
2.36 สลักฟรีดาย(Slug Free Die, スラグ・フリー・ダイหรือカス上がりの発生しないダイ, すらぐ・ふりー・だいหรือかすあがりのはっせいしないだい, ซุรักงุ-ฟุรี-ดายหรือคะซุอะงะริโนะฮัซเซชิไนดาย)
2.37 การปรับให้พันช์ยาวขึ้นเพื่อช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.38 การปรับปรุงส่วนคมตัดของดายตัวเมียเพื่อช่วยป้องกันการดึงเศษวัสดุหรือป้องกันเศษวัสดุลอย
2.39 เทคโนโลยีของอุปกรณ์ตรวจสอบความสูงปิดของแม่พิมพ์หรืออุปกรณ์ตรวจจับเศษ
2.39.1 เซ็นเซอร์ตรวจรับสัญญาณโดยใช้กระแสแบบเอ็ดดี้(Eddy Current Sensors)
2.39.2 เซ็นเซอร์ตรวจรับสัญญาณของแรง(Force Sensors)
2.39.3 เซ็นเซอร์ตรวจรับสัญญาณคลื่นเสียงที่เกิดขึ้น(Acoustic Emission Sensors)
2.39.4 เซ็นเซอร์ตรวจรับสัญญาณแบบพันธุ์ผสม(Hybrid Sensors)
2.40 เกิดการติดขัดของแผ่นวัสดุที่ป้อนเข้าสู่แม่พิมพ์(jammed strip)ที่มีสาเหตุมาจากระยะความกว้างของช่องป้อนของตัวนำทางวัสดุ
2.41 ค่าเผื่อความกว้างของตัวนำทางวัสดุ(material guideหรือguide bar, 材料ガイド, ざいりょうがいど, ไซเรียวไงโดะ)ให้เหมาะกับความกว้างของแผ่นวัสดุ
2.42 เกิดการเอียงบิดออกทางด้านข้างของส่วนนำพาหรือแคริเออร์แบบด้านเดียว(bent of one side carrier, 片側キャリアが曲がる, かたがわきゃりあがまがる, คะตะงะวะแคะริอะงะมะงะรุ)
2.43 ส่วนนำพาหรือแคริเออร์แบบด้านเดียว(one side carrier, 片側キャリア, かたがわきゃりあ, คะตะงะวะแคะริอะ)ของแผ่นวัสดุเกิดปัญหาเอียงบิดหรือคดเคี้ยวออกไปทางด้านข้าง
2.44 การปรับแก้การคดเคี้ยว(meander adjustmentหรือcamber adjustment, 蛇行修正หรือキャンバー修正, だこうしゅうせいหรือきゃんばーしゅうせい, ดะโคชูเซหรือแคมบาชูเซ)
2.45 เกิดการป้อนส่งวัสดุผิดพลาดเพราะการป้อนเข้าสู่แม่พิมพ์ติดขัดจนเกิดรอยตำหนิหรือข้อบกพร่องเนื่องจากตัวยกหรือตัวยกวัสดุ(lifter, リフター, りふたー, ริฟุตา) และหรือตัวยกพร้อมนำทางวัสดุ(guide lifterหรือstock guide lifter, ガイドリフターหรือリフターガイドหรือストックガイドリフター, がいどりふたーหรือりふたーがいどหรือすとっくがいどりふたー, ไงโดะริฟุตาหรือริฟุตาไงโดะหรือซุตคไงโดะริฟุตา)
2.46 การจัดวาง และออกแบบตัวยกวัสดุ
2.47 การคลายการจับยึด(releasing, リリーシング, りりーしんぐ, ริรีชิงงุ)แถบวัสดุ
2.48 การป้อนส่งวัสดุที่บางๆเกิดการติดขัดแล้วทำให้เกิดการป้อนผิด
2.49 การเลือกออกแบบ-ติดตั้งแกนนำร่องกำหนดตำแหน่งหรือไพลอตพินภายในโครงสร้างแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะ
2.50 เกิดความคลาดเคลื่อนในการกำหนดตำแหน่งของแผ่นวัสดุที่ป้อนส่งในแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型 หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)
2.51 การเลือกใช้ขนาดของไพลอตพินให้เหมาะสมกับขนาดความหนา-ความกว้างของแผ่นวัสดุกับระยะที่เป็นไปได้ในการปรับแก้ความคลาดเคลื่อนของการป้อนส่ง
2.52 การกำหนดขนาดเส้นผ่านศูนย์กลางของไพลอตพิน(Pilot Pin, パイロットピン, ぱいろっとぴん, ไพ-รตปิน)ให้สัมพันธ์กับขนาดเส้นผ่านศูนย์กลางของรูไพลอต(Pilot hole, パイロット穴หรือパイロット用穴หรือパイロットの穴, ぱいろっとあなหรือぱいろっとようあなหรือぱいろっとのあな, ไพ-รตอะนะหรือไพ-รตโยอะนะหรือไพ-รตโนะอะนะ)
2.53 ความแม่นยำในการกำหนดตำแหน่ง(positioning accuracy, 位置決め精度, いちぎめせいど, อิจิงิเมะเซโดะ)ของไพลอตพิน
2.54 ส่วนที่ใช้ในการนำร่องแล้วปรับแก้ความคลาดเคลื่อนจากการป้อนส่งและกำหนดตำแหน่งแผ่นวัสดุของรูไพลอต
2.55 การออกแบบและเผื่อขนาดต่างๆสำหรับการใช้ไพลอตพิน(Pilot Pin, パイロットピン, ぱいろっとぴん, ไพ-รตปิน)
2.56 การออกแบบเผื่อส่วนยื่นโผล่ออกมาของไพลอตพิน(amount of pilot pin projection, パイロットピンの突出し量, ぱいろっとぴんのつきだしりょう, ไพ-รตโตะปินโนะทซึคิดะชิเรียว)
2.57 การนำร่องแล้วกำหนดตำแหน่งแผ่นวัสดุภายในแม่พิมพ์โดยตรงกับการนำร่องแล้วกำหนดตำแหน่งแผ่นวัสดุภายในแม่พิมพ์โดยอ้อม
2.58 เกิดการยุบ-เว้าแหว่งหรือแตกหักของขอบคมตัดของพันช์หรือดายตัวเมียของแม่พิมพ์
2.59 การออกแบบส่วนส้นรองรับด้านหลัง(backup heel, バックアップヒール, ばっくあっぷひーる, บัคอัปฮีรุ)หรือแท่งประคองส้นหรือแท่งรองรับด้านหลัง(heel blockหรือbackup block, ヒールブロックหรือバックアップブロック, ひーるぶろっくหรือばっくあっぷぶろっく, ฮีรุ-บรคคุหรือบัคอัป-บรคคุ)
2.60 การจับยึดแม่พิมพ์ชุดบนกับแม่พิมพ์ชุดล่างด้วยแคลมป์จับยึดหรือจับยึดด้วยวิธีการอื่นๆ
2.61 เกิดความไม่ราบรื่นในขณะที่แม่พิมพ์เคลื่อนที่ปิดเข้าหากัน
2.62 ความไม่ราบรื่นในการปิดเข้าหากันของแม่พิมพ์เนื่องจากความไม่สอดคล้องกันของค่าพิกัดความเผื่อของเสานำทางกับปลอกนำทาง
2.63 ความไม่ราบรื่นในการปิดเข้าหากันของแม่พิมพ์เนื่องจากความไม่ได้ฉากกันของชิ้นส่วนแม่พิมพ์
2.64 พันช์ถูกดึงกระชากออกจากการจับยึด
2.65 การจับยึดพันช์ภายในแม่พิมพ์
2.66 ชิ้นงานเกิดการไหลตัวเข้าไปในตำแหน่งที่ไม่ต้องการในระหว่างการดัดขึ้นรูปหรือเกิดการแตก-ฉีกขาดในการดึงขึ้นรูป
2.67 เกิดการบิดตัวของชิ้นงานตามแนวพื้นที่หน้าตัดของการดัดขึ้นรูปวัสดุ
2.68 เกิดรอยกดลึกอย่างมากในผิวชิ้นงานที่เป็นส่วนถูกขึ้นรูป
2.69 เกิดรอยยับย่นของวัสดุแล้วโค้งงอในการดึงขึ้นรูป
2.70 เกิดการยับย่นหรือการฉีกขาดที่ขอบของชิ้นงานที่ถูกดึงขึ้นรูป
2.71 เกิดการโป่งนูนหรือเกิดการเว้าเป็นแอ่งขึ้นที่บริเวณด้านล่างของชิ้นงานที่ผ่านการดึงขึ้นรูป
2.72 เกิดรอยลากที่ส่องเป็นประกายบนผิวของชิ้นงานที่ผ่านการดึงขึ้นรูป
2.73 เกิดปัญหาในการกำหนดตำแหน่งของแผ่นแบลงก์
2.74 ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปยังคงตกค้างอยู่ภายในแม่พิมพ์โปรเกรสซีฟว์เนื่องมาจากการเป่าชิ้นงานด้วยลมอัดมีข้อบกพร่อง
2.75 เกิดการคลายตัวของสกรูยึดชิ้นส่วนต่างๆของแม่พิมพ์ในขณะปั๊มตัดเฉือน-ขึ้นรูปเนื่องจากการสั่นสะเทือน(vibration, 振動, しんどう, ชินโด)
2.76 ปัญหาเศษวัสดุภายในแผ่นดายตกลงสู่ด้านล่างแล้วหนุนรองอยู่ใต้แผ่นยึดแม่พิมพ์ชุดล่าง
บทที่ 3 ข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และสาเหตุ-แนวทางการแก้ไขตามชนิดของแม่พิมพ์
3.1 ลักษณะข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และแนวทางการแก้ไขแม่พิมพ์สำหรับตัดเฉือน-เฉือน(Cutting-Shearing Die, せん断加工用金型, せんだんかこうようかながた, เซ็นดังคะโคโยคะนะงะตะ)
3.2 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)
3.3 เคลียแรนซ์ระหว่างพันช์กับดายที่ใช้ในการตัดเฉือนซึ่งมีผลต่อขนาดของรู
3.4 การปรับแก้เคลียแรนซ์ให้เหมาะสมกับเส้นรอบรูปที่ตัดเฉือน
3.5 เคลียแรนซ์เชิงวิศวกรรม(Engineered ClearanceหรือEngineered Cutting Clearance)
3.6 การขัดเกลาขอบงาน(Burnishing, バニシングหรือバーニッシュ, ばにしんぐหรือばーにっしゅ, บะนิชชิงงุหรือบานิชชุ)
3.7 การตัดเฉือนขั้นสำเร็จหรือฟินิชแบลงกิง(Finish Blanking, 仕上げ抜き加工หรือフィニッシュブランキング, しあげぬきかこうหรือふぃにっしゅぶらんきんぐ, ชิอะเงะนุคิคะโคหรือฟินิชชู บุรังคิงงุ)
3.8 เคลียแรนซ์ตัดเฉือนโลหะเหมือนกันแต่มีอิทธิพลต่อสภาพการตัดเฉือนขนาดเล็กกับใหญ่ที่แตกต่างกัน
3.9 การเลือกใช้เคลียแรนซ์ในการตัดเฉือนโลหะต่างๆตามลักษณะงาน
3.10 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ของเคลียแรนซ์กับขนาดของชิ้นงาน และขนาดพันช์-ดายในการแบลงกิงกับการเพียร์ซซิง
3.11 เคลียแรนซ์สำหรับการตัดเฉือนแบบสลักกิงหรือการตัดครึ่งส่วน(SluggingหรือHalf Blanking, スラッギングหรือ半抜きหรือハーフカット, すらっぎんぐหรือはんぬきหรือはーふかっと, ซุรัคงิงงุหรือฮังนุคิหรือฮาฟคัตโตะ)
3.12 เคลียแรนซ์สำหรับการตัดขอบเรียบ(Shaving, シェービング, しぇーびんぐ, เชบิงงุ)กับการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)
3.13 ครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)
3.14 ความสูงของครีบหรือความสูงของรอยเยิน(Burr Height, バリ高さ, ばりたかさ, บะริทะคะซะ)
3.15 รายละเอียดลักษณะข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และแนวทางการแก้ไขแม่พิมพ์ตัดเฉือนวัสดุ
3.16 ลักษณะข้อบกพร่องที่เกิดครีบที่สูงผิดปรกติในชิ้นงานแบลงก์หรือชิ้นงานเพียร์ซซิง
3.17 ดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)
3.18 แผ่นดายในลักษณะอื่นที่นอกเหนือไปจากแผ่นดายแบบแผ่นเดียว
3.19 การใช้แผ่นชิมหรือสเปเซอร์ปรับแก้เคลียแรนซ์ทางด้านข้าง
3.20 การใช้แผ่นชิมหรือสเปเซอร์รองหนุนอินเสิร์ตพันช์กับอินเสิร์ตดาย
3.20.1 หลีกเลี่ยงการใช้แผ่นรองที่บางจำนวนหลายๆชิ้น
3.20.2 ตรวจสอบภายในแผ่นรองที่ใช้สำหรับอินเสิร์ตดายตัวเมียนั้นๆ
3.20.3 หลีกเลี่ยงที่จะใช้แผ่นรองเสริมด้านล่างอินเสิร์ตดายแบบแยกส่วนเฉพาะส่วนใดส่วนหนึ่งเท่านั้น
3.20.4 กำจัดครีบของแผ่นรองให้หมดไป
3.20.5 ตรวจทำความสะอาดก่อนที่จะประกอบแผ่นรองเข้าในแม่พิมพ์
3.21 การตัดเฉือนหรือการตัดแยกออก(CuttingหรือCutoffหรือCut off, 切断หรือカットオフ, せつだんหรือかっとおふ, เซ็ทซึดังหรือคัตโตะอฟฟุ)
3.22 ลักษณะข้อบกพร่องที่เกิดรอยบุ๋ม-เว้าเป็นแอ่งบนชิ้นงานที่ปั๊มตัดเฉือนที่บริเวณใกล้ๆรูที่ถูกตัดเจาะ
3.23 ลักษณะข้อบกพร่องที่ขอบคมตัดเกิดการบุบยุบตัว บิ่น และหรือแตกหัก
3.24 ความยาวส่วนนำทางปลายพันช์ของสตริปเปอร์กับส่วนปลายพันช์
3.25 เคลียแรนซ์ระหว่างส่วนปลายของพันช์กับสตริปเปอร์
3.26 การหาความยาวของพันช์โดยสูตรของออยเลอร์(Euler's formula, オイラーの式, おいらーのしき, โอยราโนะชิคิ)
3.27 แรงตัดเฉือนวัสดุ
3.28 การพิจารณาความยาวของพันช์ร่วมกันกับวิธีการจับยึดพันช์
3.28.1 กรณียึดถือพันช์เพลตหรือแผ่นรองรับพันช์เป็นหลัก(Based on punch plate, パンチプレート基準, ぱんちぷれーときじゅん, พันจิพุเรโตะคิยุง)ในการจับยึดพันช์
3.28.2 กรณียึดถือแผ่นปลดวัสดุหรือสตริปเปอร์เพลตเป็นหลัก(Based on stripper plate, ストリッパプレート基準, すとりっぱぷれーときじゅん, ซุโตะริปปะพุเรโตะคิยุง)ในการจับยึดพันช์
3.29 การแตกร้าวที่รอยต่อของบ่าพันช์กับหัวพันช์
3.30 การออกแบบแผ่นดายแบบแผ่นเดียว(Solid type Die Plate, 一体式ダイプレートหรือソリッドタイプダイ, いったいしきだいぷれーとหรือそりっどたいぷだい, อิตไตชิคิดาย-พุเรโตะหรือโซะริดโดะดาย)กับแผ่นดายแบบอินเสิร์ตหรือแบบสอดใส่(insert type, インサートタイプหรือ入れ子式, いんさーとたいぷหรือいれこしき, อินซาโตะไทปุหรืออิเระโคะชิคิ)
3.31 การเกิดรอยตำหนิหรือข้อบกพร่องครูดเป็นทางตามแนวตั้งบนแถบรอยตัดของการตัดเฉือน
3.32 การแตก-บิ่นที่ขอบคมตัดของพันช์ที่มีสาเหตุมาจากการทำเชียร์
3.33 การแตก-บิ่นที่ขอบคมตัดของพันช์หรือดายที่เกิดจากการกำจัดครีบคงเหลือซึ่งเกิดขึ้นในขณะทำการผลิตชิ้นส่วนด้วยกระบวนการเจียระไนอย่างไม่ถูกต้องหรือลืมทำการกำจัดครีบคงเหลือจากการเจียระไน
3.34 การแตก-บิ่นส่วนที่มีสาเหตุจากการเลือกใช้วัสดุทำพันช์กับดายไม่เหมาะสม
3.35 การแตกบิ่น การสึกหรออย่างรุนแรงหรือการแตกหักของพันช์ที่มีสาเหตุจากความหยาบผิวด้านข้างของพันช์
3.36 การแตกหักเสียหายของดายจากปัญหาเศษวัสดุจากการตัดเฉือนอุดตันในรูดาย
3.37 การแตกหักเสียหายของพันช์-ดายจากปัญหาแผ่นชิมหรือสเปเซอร์(shimหรือspacer, シムหรือスペーサ, しむหรือすぺーさ, ชิมมุหรือซุเปซะ)ขัดขวางการลอดผ่านของเศษวัสดุ
3.38 การออกแบบแผ่นชิมหรือสเปเซอร์สำหรับการซ่อมบำรุงแม่พิมพ์
3.38.1 เส้นรอบรูปภายนอกของสเปเซอร์จะต้องมีขนาดน้อยกว่าขนาดเส้นรอบรูปของอินเสิร์ตพันช์หรืออินเสิร์ตดาย
3.38.2 เส้นรอบรูปภายในหรือรูของสเปเซอร์สำหรับอินเสิร์ตดายที่ใช้ตัดเฉือนวัสดุแล้วต้องให้เศษวัสดุตกผ่านลงสู่ด้านล่างได้
3.38.3 แผ่นชิมหรือสเปเซอร์จะต้องออกแบบแล้วทำรูผ่านไว้ภายในด้วย(ในบางกรณี)
3.38.4 แผ่นชิมหรือสเปเซอร์จะต้องทำรูผ่านสำหรับรูหลบส่วนปลายไพลอตพินไว้ภายในด้วย(ในบางกรณี)
3.38.5 ออกแบบให้มีสเปเซอร์ที่มีขนาดความหนา 2 ถึง 4 มิลลิเมตรเป็นแผ่นรองรับที่ต้องจัดวางเอาไว้เป็นแผ่นที่อยู่ด้านล่างสุดของดายแบบสอดใส่หรืออินเสิร์ตดาย
3.38.6 วัสดุสำหรับทำสเปเซอร์ควรใช้ชนิดที่มีความแข็งระหว่าง 55 ถึง 65 HRC(ร็อกเวลล์สเกลซี)ซึ่งหาได้ง่ายและมีจำหน่ายอยู่แล้ว
3.39 การทำพันช์ต้นทุนต่ำอย่างฉุกเฉินขึ้นมาใช้แทนพันช์ที่ขอบคมตัดผลิตด้วยเครื่องเจียระไนรูปร่าง
3.40 ลักษณะข้อบกพร่องที่เครื่องปั๊มเกิดการสะดุดหรือกระตุกเมื่อทำการปั๊มตัดชิ้นงานแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้
3.41 ระยะในการทำเชียร์ที่สัมพันธ์กับเปอร์เซ็นต์กดซึมลึก(Percentage of PenetrationหรือPenetration rate, 食込み率, くいこみりつ, คุอิโคะมิริทซึ)ของวัสดุ
3.42 แรงตัดเฉือนวัสดุที่ลดลงตามระยะในการทำเชียร์กับเคลียแรนซ์ที่ใช้
3.43 การสึกหรอที่ขอบคมตัดของพันช์กับดายทำให้ต้องใช้แรงตัดเฉือนเพิ่มขึ้น
3.44 ลักษณะข้อบกพร่องที่แผ่นปลดวัสดุไม่สามารถปลดแผ่นวัสดุออกได้ภายหลังการตัดเฉือนวัสดุแล้ว
3.45 แรงปลดวัสดุ(Stripping Force, ストリッピング力หรือかす取り力, すとりっぴんぐりょくหรือかすとりりょく, ซุโตะริปปิงเรียคหรือคะซุโทะริเรียค)
3.46 การคำนวณ และเลือกใช้สปริงขดในการปลดวัสดุที่ตัดเฉือน-ขึ้นรูป
3.47 การออกแบบช่องว่างหรือค่าเผื่อในการประกอบเข้ากับสปริง
3.48 การออกแบบจัดวางสปริงของสตริปเปอร์ในโครงสร้างแม่พิมพ์
3.49 ลักษณะข้อบกพร่องซึ่งเกิดขึ้นกับส่วนวัสดุที่ถูกตัด และหรือเกิดขึ้นกับส่วนวัสดุที่ถูกจับยึดด้วยแผ่นปลดวัสดุ
3.50 การออกแบบส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, サンหรือブリッジ, さんหรือぶりっじ, ซังหรือบุริจยิ)ที่เผื่อระหว่างชิ้นงานกับชิ้นงาน ระหว่างชิ้นงานกับขอบวัสดุ และระหว่างชิ้นงานกับส่วนนำพาหรือแคริเออร์
3.51 การออกแบบแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้ของแม่พิมพ์โปรเกรสซีฟว์สำหรับจับยึดส่วนวัสดุที่ผอมบางแล้วยาว
3.52 การออกแบบช่องว่างระหว่างผิวสัมผัสของสตริปเปอร์เพลตเคลื่อนที่ได้กับแผ่นดาย(die plate, ダイプレート, だいぷれーと, ดาย-พุเรโตะ) และหรือกับตัวนำทางวัสดุ(material guideหรือguide bar, 材料ガイド, ざいりょうがいど, ไซเรียวไงโดะ)
3.53 การปรับแก้การเอียงหนีไปทางด้านข้างภายหลังการตัดเฉือนของชิ้นงาน
3.54 การปรับแก้การเอียงบิดหรือการคดเคี้ยวของส่วนนำพา(แคริเออร์)
3.55 เกิดติ่งยื่น เป็นขั้น มีครีบที่สูงกว่าปรกติ และหรือครีบแบบเส้นขนหนวด-เครา
3.56 การต่อที่เข้ากันของแนวเส้นการตัดเฉือนหรือแมตชิง(matching, マッチング, まっちんぐ, มัจจิงงุ)
3.57 การจัดวางชิ้นงาน(Nesting, ネスティング, ねすてぃんぐ, เนซติงงุ)
3.58 การแก้ไขชิ้นงานแอ่นภายหลังการตัดเฉือนโดยใช้วิธีการตัดแยกส่วนร่วมกับการแมตชิง
3.59 เศษตัดหรือเศษวัสดุถูกพันช์ดึงย้อนกลับขึ้นมาบนแผ่นดายภายหลังการตัดเฉือนหรือเกิดปัญหาที่กลับกันคือเศษวัสดุเกิดอุดตันภายในผนังรูดายภายหลังการตัดเฉือน
3.60 การออกแบบช่องหรือรูหลบของดายตัวเมีย(openingหรือdie openingหรือdie reliefหรือslug relief opening, ダイの逃がしหรือオープニングหรือダイオープニングหรือ逃がし穴หรือ落とし穴, だいのにがしหรือおーぷにんぐหรือだいおーぷにんぐหรือにがしあなหรือおとしあな, ดายโนะนิงะชิหรือโอพุนิงงุหรือดายโอพุนิงงุหรือนิงะชิอะนะหรือโอะโตะชิอะนะ)
3.61 ลักษณะข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และแนวทางการแก้ไขแม่พิมพ์ดัดขึ้นรูป(Bending Die, 曲げ型, まげがた, มะเงะงะตะ)
3.62 ชิ้นงานกับแม่พิมพ์ดัดขึ้นรูปโลหะพื้นฐาน
3.63 ลักษณะข้อบกพร่องที่ขนาดของชิ้นงานปั๊มดัดขึ้นรูปที่ได้ไม่ถูกต้อง
3.64 การดีดตัวกลับคืนหรือสปริงแบ็ก(Springback, スプリングバック, すぷりんぐばっく, ซุ-ปริงงุบัคคุ)ภายหลังขึ้นรูปในการดัดขึ้นรูป
3.65 การดีดตัวไปข้างหน้าหรือสปริงโกหรือสปริงอิน(Spring ForwardหรือSpring GoหรือSpring In, スプリングフォワードหรือ スプリングゴーหรือ スプリングイン, すぷりんぐふぉわーどหรือ すぷりんぐごーหรือ すぷりんぐいん, ซุ-ปริงงุโฟวาโดะหรือซุ-ปริงงุโงหรือซุ-ปริงงุอิน)
3.66 การป้องกันการดีดตัวกลับคืนหรือสปริงแบ็กภายหลังการขึ้นรูปวัสดุ
3.67 วิธีการที่เกี่ยวกับเคลียแรนซ์กับความลึกในการดัดขึ้นรูป(clearance and bending depth, クリアランスと噛み合い深さ, くりあらんす と かみあいふかさ, คุเรียรันซุโตะคะมิอายฟุคุซะ)
3.68 วิธีการที่เกี่ยวกับแรงกดที่กระทำในทิศทางตรงกันข้ามกับการขึ้นรูปหรือแรงกระทุ้งดันปลด(Knockout Force, ノックアウト力, のっくあうとりょく, นคเอาโตะเรียค)จากชุดกลไกน็อกเอาต์
3.69 วิธีการที่เกี่ยวกับการตี-กระแทกที่ส่วนก้น(Bottom Striking, 底突き, そこつき, โซะโคะทซึคิ)ของชิ้นงาน
3.70 วิธีการที่เกี่ยวกับการดัดขึ้นรูปมากกว่ามุมดัดที่ต้องการ(Over Bending, オーバーベンド, おーばーべんど, โอบาเบ็นโดะ)ของชิ้นงาน
3.70.1 วิธีการใช้ประโยชน์จากคุณสมบัติความยืดหยุ่นตัวของวัสดุที่จะนำมาดัดขึ้นรูป
3.70.2 วิธีที่ใช้เคลียแรนซ์กับมุมของดาย(clearance and die angle, クリアランスとダイ角度, くりあらんすとだいかくど, คุเรียรันซุโตะดายคะคุโดะ)
3.70.3 วิธีที่ใช้การดัดขึ้นรูปสองครั้ง(2 times bending method, 2度曲げ法, 2どまげほう, นิโดะมะเงะโฮ)กับชิ้นงาน
3.70.4 การดัดขึ้นรูปแกว่งไกว(Swing Bending, スイング曲げ, すいんぐまげ, ซุอิงงุ มะเงะ)
3.71 วิธีการที่เกี่ยวกับการปรับแก้ที่พันช์-ดาย(Setting Method, セッティング法, せっていんぐほう, เซ็ตติงงุโฮ)เพื่อให้ชิ้นงานอยู่ตัว
3.71.1 การปรับแก้การดัดขึ้นรูปชิ้นงานรูปตัววี(V-Bend Setting, v曲げでのセッティング, vまげでのせっていんぐ, บีมะเงะเดะโนะเซ็ตติงงุ)เพื่อให้ชิ้นงานอยู่ตัว
3.71.2 การปรับแก้การดัดขึ้นรูปชิ้นงานรูปตัวยู(U-Bend Setting, u曲げでのセッティング, uまげでのせっていんぐ, ยูมะเงะเดะโนะเซ็ตติงงุ)เพื่อให้ชิ้นงานอยู่ตัว
3.72 วิธีการที่เกี่ยวกับการแก้ไขชิ้นงานด้วยวิธีการดัดขึ้นรูป(bending correction, 曲げ矯正, まげきょうせい, มะเงะเคียวเซ)
3.73 การดัดขึ้นรูปรูปตัวยูที่ต้องการความเที่ยงตรงสูง(High Precision U-Bending, 精度の高いU曲げ, せいどのたかいUまげ, เซโดะโนะตะไคยูมะเงะ)
3.74 แท่งคงความสูงหรือเสาคงความสูง(Height BlockหรือBumper BlockหรือStop BlockหรือStopper PostหรือHigh StopperหรือSetup Block, ハイトブロックหรือバンバーブロックหรือストップブロックหรือストッパポストหรือハイトストッパ , はいとぶろっくหรือばんばーぶろっくหรือすとっぷぶろっくหรือすとっぱぽすとหรือはいとすとっぱ, ไฮโตะ-บรคคุหรือบัมปา-บรคคุหรือซุตป-บรคคุหรือซุตปปะพซโตะหรือไฮโตะ-ซุตปปะ)
3.75 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets, ダイセット, だいせっと, ดายเซ็ตโตะ)
3.75.1 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตแบบเชิงพาณิชย์(Commercial die sets)
3.75.2 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตแบบเที่ยงตรง(Precision die sets)
3.75.3 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตแบบบอลแบริง(Ball-bearing die sets)
3.76 การดัดขึ้นรูปชิ้นงานด้วยแรงที่ไม่สมดุล
3.77 การดัดขึ้นรูปรูปตัวแอลจากวัสดุที่มีความแข็งแกร่งหรือความแข็งเกร็ง(rigidityหรือstiffness, 剛性, ごうせい, โงเซ)น้อยแล้วมีรูปร่างบอบบาง
3.78 การดัดขึ้นรูปที่ทำให้ระยะระหว่างศูนย์กลางของรูในชิ้นงานไม่ถูกต้อง
3.79 การดัดขึ้นรูปชิ้นงานรูปตัวยูที่ทำให้ระยะความสูงของชิ้นงานสูงเกินไป
3.80 การดัดขึ้นรูปชิ้นงานรูปตัวยูที่ความสูงในการดัดไม่มีความเสถียร
3.81 ลักษณะข้อบกพร่องที่ขอบของชิ้นงานแยกออกหรือปริออกภายหลังการดัดขึ้นรูป
3.82 การเคลือบผิวระดับเพชร-คาร์บอน(Diamond-Like Carbonหรือdlc, ダイヤモンド状炭素 หรือ ダイヤモンドライクカーボン , だいやもんどじょうたんそหรือだいやもんどらいくかーぼん, ไดยะมนโดะโยตันโซะหรือไดยะมนโดะ-ไรคาบน)
3.83 ลักษณะข้อบกพร่องที่ขอบของชิ้นงานโค้งงอในชิ้นงานที่ผ่านการขึ้นรูปแล้ว
3.84 ลักษณะข้อบกพร่องรอยแตกที่แนวเส้นในการดัดขึ้นรูป
3.85 ลักษณะข้อบกพร่องอื่นๆกับแนวคิดในการแก้ไขปัญหาในการดัดขึ้นรูป
3.86 กรณีที่ชิ้นงานดัดขึ้นรูปมีความสูงของส่วนดัดขึ้นรูปเมื่อเทียบกับความหนาของวัสดุแล้วมีค่าน้อย
3.87 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัววีแตกร้าวตามแนวเส้นการดัดขึ้นรูป
3.88 กรณีที่ชิ้นงานดัดขึ้นรูปกับแม่พิมพ์ไม่สอดคล้องกันในการปฏิบัติงาน
3.89 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัวยูเกิดความเบี่ยงเบนของขอบชิ้นงาน
3.90 กรณีที่แม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวยูอ่อนแอ
3.91 กรณีที่แม่พิมพ์ดัดขึ้นรูปมีโครงสร้างที่อ่อนแอแล้วไม่เหมาะต่อการดัดขึ้นรูปชิ้นงาน
3.92 กรณีที่ชิ้นงานดัดขึ้นรูปรูปร่างเรียวเสียรูปภายหลังการดัดขึ้นรูป
3.93 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัวยูซึ่งมีส่วนปลายที่ยื่นออกมาแล้วเสียรูปไปภายหลังการดัดขึ้นรูป
3.94 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัววีมีขอบชิ้นงานไม่เท่ากันทั้งขอบที่อยู่ด้านเดียวกัน และขอบที่อยู่ด้านตรงข้ามกัน
3.95 กรณีที่ชิ้นงานดัดขึ้นรูปรูปตัววีหมุนหรือบิดตัวไปตามแนวความยาวของชิ้นงาน
3.96 อัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์(Plastic Strain Ratioหรือr Value, 塑性ひずみ比หรือ塑性ひずみ率หรือr値, そせいひずみひหรือそせいひずみりつหรือrち, โซะเซฮิซึมิฮิหรือโซะเซฮิซึมิริทซึหรืออาจิ)
3.97 การแก้ไขปัญหาในชิ้นงานดัดขึ้นรูปที่มีสาเหตุมาจากอัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์ของโลหะ
3.98 แนวคิดอื่นๆที่สามารถประยุกต์ใช้ได้กับการดัดขึ้นรูปชิ้นงานในลักษณะต่างๆ
3.99 ลักษณะข้อบกพร่องของชิ้นงานหรือแม่พิมพ์ และแนวทางการแก้ไขแม่พิมพ์ดึงขึ้นรูป(Drawing Die, 絞り型, しぼりがた, ชิโบะริงะตะ)
3.100 การออกแบบ-จัดวางลำดับขั้นตอนต่างๆในการดึงขึ้นรูป
3.101 การดึงขึ้นรูปลึก(Deep Drawing, 深絞り, ふかしぼり, ฟุคะชิโบะริ)
3.102 สภาวะที่เกิดขึ้นในระหว่างการดึงขึ้นรูปชิ้นงานแบบรูปถ้วยจากโลหะแผ่น
3.103 คุณลักษณะทั่วไปกับข้อบกพร่องของชิ้นงานดึงขึ้นรูปแบบรูปถ้วย
3.104 ความหนาของผนัง(Wall Thickness, 側壁板厚, そくへきいたあつ, ซคเฮะคิอิตะอัทซึ)
3.105 ลักษณะรอยคล้ายผิวเปลือกส้ม(Orange Peel, オレンジピールหรือみかん膚, おれんじぴーるหรือみかんはだ, โอะเร็นยิพีรุหรือมิคังฮะดะ)
3.106 ส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳หรือイヤリング, みみหรือいやりんぐ, มิมิหรือเอียริงงุ)
3.107 รอยขีดข่วน(Scratch, スクラッチหรือスクラッチ傷, すくらっちหรือすくらっちきず, ซุครัจจิหรือซุครัจจิคิซึ) รอยถลอก(Scoring, スコアリング, すこありんぐ, ซุ-คอริงงุ) รอยเสียดสี(Galling, カジリ, かじり, คะยิริ)
3.108 ความเครียดภายหลังการถูกดึงยืด(Stretcher StrainหรือLüder’s Lines, 応力-ひずみหรือストレッチャストレインหรือリューダース線, おうりょく-ひずみหรือすとれっちゃすとれいんหรือりゅーだーすせん, โอเรียคฮิซึมิหรือซุเตร็ชยะซุโตะเรนหรือรีวดาเซ็น)
3.109 รอยเงามันวาว(Burnishing, バニシング, ばにしんぐ, บะนิชชิงงุ)
3.110 การดีดตัวกลับคืนหรือสปริงแบ็ก(Springback, スプリングバック, すぷりんぐばっく, ซุ-ปริงงุบัคคุ)ภายหลังการขึ้นรูปในการดึงขึ้นรูป
3.111 ปัจจัยที่มีอิทธิพลต่อการเกิดรอยตำหนิหรือข้อบกพร่อง(defect, 欠点หรือ欠陥หรือ不良, けってんหรือけっかんหรือふりょう, เค็ตเต็งหรือเค็คคังหรือฟุเรียว)ในชิ้นงานดึงขึ้นรูป
3.111.1 ปัจจัยหลักที่1 รูปร่างชิ้นงานหรือผลิตภัณฑ์(product shape, 製品形状, せいひんけいじょう, เซฮิงเคโย)
3.111.2 ปัจจัยหลักที่2 แม่พิมพ์ดึงขึ้นรูป(Drawing Die, 絞り金型, しぼりかながた, ชิโบะริคะนะงะตะ)
3.111.3 ปัจจัยหลักที่3 สภาวะในการปั๊มหรือดึงขึ้นรูป(stamping or drawing condition, プレス加工条件, ぷれすかこうじょうけん, พุเร็ซซุคะโคโยเค็ง)
3.111.4 ปัจจัยหลักที่4 คุณสมบัติของวัสดุที่ใช้ปั๊มตัดเฉือน-ขึ้นรูป(stamping material properties, プレス加工用材料の性質, ぷれすかこうようざいりょうのせいしつ, พุเร็ซซุคะโคโยไซเรียวโนะเซชิทซึ)
3.112 แคนนิงหรือออยล์แคนนิง(CanningหรือOil Canning, キャニングหรือオイルキャニングหรือベコหรือペコツキ, きゃにんぐหรือおいるきゃにんぐหรือべこหรือぺこつき, แคนนิงงุหรือโอยรุแคนนิงงุหรือเบะโคะหรือเบะโคะทซึคิ)
3.113 ชื่อเรียกส่วนต่างๆของชิ้นงานดึงขึ้นรูป
3.114 การเกิดการแตก-ฉีกขาดกับการเกิดรอยยับย่นในชิ้นงานดึงขึ้นรูป
3.115 ส่วนสำคัญๆของแม่พิมพ์ดึงขึ้นรูปที่มีอิทธิพลต่อคุณภาพ(Quality, 品質, ひんしつ, ฮินชิทซึ)ของชิ้นงาน
3.116 การดึงขึ้นรูปที่มีการให้ความร้อนกับแผ่นแบลงก์เพื่อเพิ่มขีดจำกัดของอัตราส่วนการดึงขึ้นรูปของวัสดุ
3.117 สิ่งที่ต้องคำนึงถึงในการดึงขึ้นรูปชิ้นงานรูปทรงต่างๆ
3.118 ลักษณะข้อบกพร่องที่เกิดรอยที่ด้านข้างชิ้นงานดึงขึ้นรูป
3.119 เปอร์เซ็นต์การลดลงในการดึงขึ้นรูป(Reduction percentageหรือPercentage of Reduction)
3.120 ลักษณะข้อบกพร่องที่ชิ้นงานดึงขึ้นรูปฉีกขาดหรือปริแตก
3.121 อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)
3.122 อัตราส่วนการดึงขึ้นรูป(Drawing Ratio, 絞り比, しぼりひ, ชิโบะริฮิ)
3.123 ความหนาสัมพัทธ์(relative thicknessหรือrelative plate thickness หรือrelative sheet thickness, 相対板厚, そうたいいたあつ, โซไตอิตะอัทซึ)
3.124 อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)ที่แนะนำ
3.125 การคำนวณหาจำนวนครั้งในการดึงขึ้นรูปที่เหมาะสมวิธีที่ 1
3.126 การคำนวณหาจำนวนครั้งในการดึงขึ้นรูปที่เหมาะสมวิธีที่ 2
3.127 อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)ที่ใช้กับแผ่นวัสดุกลุ่มเหล็กอ่อน สเตนเลส และทองเหลืองอ่อน
3.128 รัศมีของพันช์หรือรัศมีของบ่าพันช์ดึงขึ้นรูป(Drawing Punch Radius, 絞りのパンチ肩半径, しぼりのぱんちかたはんけい, ชิโบะริโนะพันจิคะตะฮังเค)
3.129 การแตก-ร้าวภายหลังผ่านการดึงขึ้นรูปไปแล้วช่วงระยะเวลาหนึ่ง(Season Crack, 置き割れหรือシーズンクラックหรือ時期割れ, おきわれหรือしーずんくらっくหรือじきわれ, โอะคิวะเระหรือชีซึนครัคคุหรือยิคิวะเระ)
3.130 ลักษณะข้อบกพร่องที่ชิ้นงานรูปทรงกระบอกมีการแตก-ฉีกขาดของเนื้อโลหะแล้วมีรอยลากเป็นเงาสุกใสที่แนวขอบของชิ้นงาน
3.131 ลักษณะข้อบกพร่องที่เนื้อโลหะแตก-ฉีกขาดหรือส่วนด้านล่างของชิ้นงานขาดแยกออกเมื่อทำการดึงขึ้นรูปซ้ำ(Redrawing, 再絞り, さいしぼり,ไซชิโบะริ)
3.132 ลักษณะข้อบกพร่องที่เกิดรอยยับย่น(Wrinkle, 皺, しわ, ชิวะ)ที่ขอบของชิ้นงานหรือที่ผนังของชิ้นงานดึงขึ้นรูป
3.133 เปรียบเทียบความหนาสัมพัทธ์ของแผ่นวัสดุที่มีความหนา 1 มิลลิเมตรกับ 0.1 มิลลิเมตรที่มีผลต่อการดึงขึ้นรูป
3.134 ลักษณะข้อบกพร่องที่เกิดผิวไม่สม่ำเสมอ มีความสูง-ต่ำแตกต่างกันหรือเบ้ไปทางใดทางหนึ่งในชิ้นงานดึงขึ้นรูปทรงกระบอกที่ปราศจากขอบชิ้นงาน
3.135 ลักษณะข้อบกพร่องที่ขนาดความหนาของผนังชิ้นงานภายหลังการดึงขึ้นรูปแล้วมีความแตกต่างกันหรือมีรูปร่างเป็นเรียว
3.136 ค่าเคลียแรนซ์ในการดึงขึ้นรูป(Drawing Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)
3.137 รัศมีของดายหรือรัศมีของบ่าดายดึงขึ้นรูป(Drawing Die Radius, 絞りのダイ肩半径, しぼりのだいかたはんけい, ชิโบะริโนะดายคะตะฮังเค)
3.138 การตี-กระแทกซ้ำให้ได้ขนาดหรือรี-สไตรค์กิง(RestrikingหรือRestrike Drawing, リストライクหรือリストライキングหรือ整形絞り, りすとらいくหรือりすとらいきんぐหรือせいけいしぼり, ริซุโตะไรคุหรือริซุโตะไรคิงงุหรือเซเคชิโบะริ)
3.139 การกำหนดความสูงในการดึงขึ้นรูป(Depth of Drawing Determination, 絞りの絞り高さを決める, しぼりのしぼりたかさをきめる, ชิโบะริโนะชิโบะริทะคะซะโวะคิเมะรุ)
3.140 ลักษณะข้อบกพร่องที่เกิดแนวริ้ว-เส้น ทำให้ชิ้นงานดึงขึ้นรูปรูปสี่เหลี่ยมผืนผ้าหรือรูปร่างที่ไม่สมมาตรกันมีผิวที่ไม่ราบเรียบ
3.141 ลักษณะข้อบกพร่องที่เกิดการฉีกขาดหรือแตกหักเสียหายของโบลต์ที่ยึดพันช์หรือดายดึงขึ้นรูปในขณะปั๊มขึ้นรูป
3.142 ลักษณะข้อบกพร่องในการทำงานของตัวจับยึดแผ่นแบลงก์หรือตัวจับยึดวัสดุหรือตัวยึด(ไบเดอร์)หรือตัวจ่ายแรงดัน(แพด)(blankholderหรือbinderหรือpad, ブランクホルダーหรือブランクホルダหรือ皺押さえ(しわ押え)หรือパッド, ぶらんくほるだーหรือぶらんくほるだหรือしわおさえหรือぱっど, บุรังคุโฮะรุดาหรือบุรังคุโฮะรุดะหรือชิวะโอะซะเอะหรือพัดโดะ)หยุดหรือสิ้นสุดลงในขณะที่พันช์เพิ่งเริ่มเคลื่อนที่ขึ้นรูปแล้วก็ยังอยู่ทางด้านบนของช่วงชักในการปั๊มดึงขึ้นรูปชิ้นงาน
3.143 ลักษณะข้อบกพร่องที่ริมหรือปากชิ้นงานรูปทรงกระบอกเกิดรอยยับย่น(Lip of drawn cup be Wrinkle, 口辺シワ, こうへんしわ, โคเฮ็นชิวะ)
3.144 ลักษณะข้อบกพร่องแบบรอยยับย่นที่ผนังกับลำตัว(Wall and Body Wrinkle, 側壁シワとボデーシワ, そくへきしわとぼーでーしわ, ซคเฮะคิโตะโบะเดชิวะ)ของชิ้นงานดึงขึ้นรูป
3.145 ลักษณะข้อบกพร่องที่ผนังดึงขึ้นรูปเป็นรอยวงแหวนเป็นขั้นๆหรือรอยห่วงเป็นขั้นๆหรือรอยแนวเส้นจากการกระชากดึงขึ้นรูป(Step RingหรือShock MarkหรือShock Line, 側壁のリングマークหรือショックマークหรือショックライン, そくへきのりんぐまーくหรือしょっくまーくหรือしょっくらいん, ซคเฮะคิโนะริงมาคุหรือชคคุมาคุหรือชคคุไรน์)
3.146 ลักษณะข้อบกพร่องของชิ้นงานดึงขึ้นรูปที่มีส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳, みみ, มิมิ)
3.147 อัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์(Plastic Strain Ratioหรือr Value,塑性ひずみ比หรือ塑性ひずみ率หรือr値, そせいひずみひหรือそせいひずみりつหรือrち, โซะเซฮิซึมิฮิหรือโซะเซฮิซึมิริทซึหรืออาจิ)
3.148 ค่าอาร์กับส่วนยืดออกมาเป็นหูหรือเอียริงของชิ้นงาน
3.149 วัสดุไอโซทรอปี(Isotropy Material, 等方性材料หรือ等方性物質, とうほうせいざいりょうหรือとうほうせいぶっしつ, โทโฮเซไซเรียวหรือโทโฮเซบุชชิทซึ)
3.150 ค่าอาร์เฉลี่ยหรืออัตราส่วนความเครียดในช่วงพลาสติกเฉลี่ย(Average Plastic Strain Ratio, 平均塑性ひずみ比, へいきんそせいひずみひ, เฮคิงโซะเซฮิซึมิฮิ)
3.151 การออกแบบหรือการแก้ไขเพื่อลดปัญหาของส่วนยืดออกมาเป็นหูหรือเอียริงของชิ้นงานดึงขึ้นรูป
3.152 การขริบตัดขอบ(Trimming, トリミングหรือ縁切り, とりみんぐหรือえんきり, โทะริมมิงงุหรือเอ็งคิริ)
3.153 การขริบตัดขอบด้วยแม่พิมพ์ส่ายขริบตัดขอบหรือแม่พิมพ์ชิมมี-ทริมมิง(Trimming with Brehm’s Shimmy Dies®)
3.154 การหนีบขริบตัดขอบ(Pinch Trimming, ピンチ・トリミング, ぴんち・とりみんぐ, พินจิโทะริมมิงงุ)
3.155 ลักษณะข้อบกพร่องที่มีการเสียรูปร่างของผนังชิ้นงานดึงขึ้นรูป(Wall deformation, 絞り側壁の変形, しぼりそくへきのへんけい, ชิโบะริซคเฮะคิโนะเฮ็งเค)
3.156 เกิดรอยของตัวกระทุ้งดันปลดหรือรอยของน็อกเอาต์ซึ่งยุบเป็นแอ่งในบริเวณส่วนก้นของชิ้นงานดึงขึ้นรูป
3.157 ชิ้นงานเกิดทั้งรอยยับย่นกับการแตก-ฉีกขาดภายในชิ้นงานดึงขึ้นรูปเดียวกัน
3.158 ขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูป(Deformation LimitหรือLimiting Drawing RatioหรือLDR, 限界絞り比, げんかいしぼりひ, เง็งไคชิโบะริฮิ)ของวัสดุ
3.159 การเพิ่มค่าขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูปของวัสดุ
3.160 การคำนวณหาขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้
3.161 การคำนวณหาขนาดของแผ่นแบลงก์จากพื้นที่ผิวหรือพื้นที่ของชิ้นงาน
3.162 การคำนวณหาขนาดของแผ่นแบลงก์จากปริมาตรของชิ้นงาน
3.163 การหาขนาดแผ่นแบลงก์หรือขนาดแผ่นคลี่ของชิ้นงานดึงขึ้นรูปรูปทรงถ้วย(Blank size of a drawn shellหรือBlank development for cylindrical shell, 絞り製品のブランク寸法の求め方หรือ絞りのブランク展開หรือ絞り製品のブランク寸法, しぼりせいひんのぶらんくすんぽうのもとめかたหรือしぼりのぶらんくてんかいหรือしぼりせいひんのぶらんくすんぽう, ชิโบะริเซฮิงโนะบุรังคุ-ซุมโปโนะโมะโตะเมะคะตะหรือชิโบะริโนะบุรังคุ-เท็งไคหรือชิโบะริเซฮิงโนะบุรังคุ-ซุมโป)
3.164 ตัวอย่างการคำนวณหาขนาดแผ่นแบลงก์จากชิ้นงานรูปทรงกระบอกแบบไม่มีหน้าแปลนหรือไร้ขอบ
3.165 ตัวอย่างการคำนวณหาขนาดแผ่นแบลงก์จากชิ้นงานรูปทรงกระบอกแบบมีหน้าแปลนหรือชิ้นงานรูปทรงกระบอกแบบมีขอบ
3.166 รูปแบบขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้(Blank size, ブランク寸法, ぶらんくすんぽう, บุรังคุ-ซุมโป)
3.167 ขนาดความหนาของขอบชิ้นงานที่ผ่านการดัดหรือดึงขึ้นรูปแตกต่างกัน
3.168 ส่วนขอบของชิ้นงานดึงขึ้นรูปไหลเคลื่อนตัวไปตามแนวแกนของชิ้นงาน
3.169 เกิดรอยยับย่นเป็นลอนที่ผิวของชิ้นงานดึงขึ้นรูปรูปทรงกระบอกที่ผ่านการดึงขึ้นรูปซ้ำ
3.170 เกิดรอยยับย่นที่ขอบของชิ้นงานแล้วเกิดการโก่งหรือเกิดรอยย่นเป็นลอนบนผนังของชิ้นงานดึงขึ้นรูปรูปทรงสี่เหลี่ยมผืนผ้าหรือรูปทรงที่ไม่สมมาตรกัน
3.171 ส่วนล่างหรือก้นของชิ้นงานทรงกระบอกหรือรูปถ้วยที่ผ่านการดึงขึ้นรูปแล้วไม่เรียบ
3.172 การแก้ไข-ปรับปรุงคุณภาพผิวงานขั้นสำเร็จด้วยการขัดแต่ง(แลปปิง) และหรือการขัดเงา(โพลิชชิง)ในงานแม่พิมพ์
3.173 กระบวนการเพิ่มคุณสมบัติผิว(Surface Treatment, 表面処理, ひょうめんしょり, เฮียวเม็งโชะริ)
3.174 ดัชนีวัดขีดความสามารถหรือสมรรถนะของกระบวนการแบบซีพีหรือดัชนีซีพี(cp Indexหรือcp Process Capability Index, Cp工程能力指数, Cpこうていのうりょくしすう, ชีพีโคเตโนเรียคชิซู)กับดัชนีวัดขีดความสามารถหรือสมรรถนะของกระบวนการแบบซีพีเคหรือดัชนีซีพีเค(Cpk Indexหรือcpk Process Capability Index, Cpk工程能力指数, Cpk こうていのうりょくしすう, ชีพีเคโคเตโนเรียคชิซู)
3.175 รายงานการทดลองแม่พิมพ์
บทที่ 4 การพัฒนาในงานติดตั้งแม่พิมพ์
4.1 ขั้นตอนสำคัญๆที่แนะนำว่าควรต้องกระทำในการเตรียม-ติดตั้งแม่พิมพ์ใดๆ
4.1.1 ต้องสวมใส่หรือใช้อุปกรณ์ป้องกันอันตรายตามกฎความปลอดภัยไว้ก่อน(Safety First, 安全第一, あんぜんだいいち, อันเซ็นไดอิจิ)
4.1.2 เตรียมสิ่งของ-อุปกรณ์ทุกอย่างให้พร้อมสำหรับการนำมาใช้งานติดตั้งแม่พิมพ์ลูกถัดไปได้ทันที
4.1.3 ขัดพื้นผิวหน้าของแผ่นโบลสเตอร์กับผิวหน้าของแรมหรือสไลด์
4.1.4 จัดให้ได้ความขนานกัน(parallelism, 平行度, へいこうど, เฮโคโดะ)ของอุปกรณ์คลายม้วนวัสดุ ม้วนวัสดุ แม่พิมพ์โปรเกรสซีฟว์ เครื่องปั๊ม และหรืออุปกรณ์อื่นๆ
4.1.5 การกำหนดตำแหน่งขอบของส่วนปลายแถบวัสดุที่ป้อนเข้าสู่แม่พิมพ์ในช่วงแรก
4.1.6 การปรับระดับความสูงของการป้อนส่ง(Feeding LevelหรือflหรือPass Line, 送りレベルหรือフィードレベルหรือ送り高さหรือ送り線高さหรือパスライン, おくりれべるหรือふぃーどれべるหรือおくりたかさหรือおくりせんたかさหรือぱすらいん , โอะคุริเระเบะรุหรือฝีโดะเระเบะรุหรือโอะคุริทะคะซะหรือโอะคุริเซ็งทะคะซะหรือพัซซุไรน์)วัสดุเข้าสู่แม่พิมพ์ที่เครื่องปั๊มกับอุปกรณ์ป้อนส่งวัสดุให้เหมาะกับแม่พิมพ์
4.1.7 ตรวจยืนยันการคลายการจับยึด(releasing, リリーシング, りりーしんぐ, ริรีชิงงุ)แถบวัสดุของอุปกรณ์ป้อนส่งวัสดุให้ถูกต้อง
4.1.8 ตรวจยืนยันความสูงปิดของแม่พิมพ์หรือดายไฮต์หรือดายชัตไฮต์(Die HeightหรือDie Shut Height, ダイハイトหรือダイシャットハイト, だいはいとหรือだいしゃっとはいと, ดายไฮโตะหรือดาย-ชยัตไฮโตะ)
4.1.9 เก็บสิ่งของ-อุปกรณ์ทั้งหมดที่ใช้งานแล้ว รวมถึงแม่พิมพ์ วัสดุ และสิ่งใดๆที่ใช้กับแม่พิมพ์ลูกก่อนหน้าเข้าที่ตำแหน่งจัดเก็บให้พร้อมสำหรับนำมาใช้ในครั้งถัดไป
4.2 แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบเปลี่ยน-ติดตั้งเร็วหรือแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว{Quick Die Change type dies, QDCプレス金型หรือクイックダイチェンジ(QDC)金型หรือ迅速交換金型, QDCぷれすかながたหรือくいっくだいちぇんじ(QDC)かながたหรือじんそくこうかんかながた, คิวดีชี พุเร็ซซุ-คะนะงะตะหรือคุอิค-ดายเจ็นยิ(คิวดีชี)คะนะงะตะหรือยินซคคุโคคังคะนะงะตะ}
4.3 ชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็ว(Quick Die Change unit)
4.4 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต “Die-Matic System(ダイ-マチックシステム)”
4.5 ข้อดีของชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต Die-Matic System(ダイ-マチックシステム)
4.6 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว(QDC die setup, QDC金型段取り, QDCかながただんどり, คิวดีชีคะนะงะตะดันโดะริ)
4.7 แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบเปลี่ยน-ติดตั้งเร็วหรือแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว{Quick Die Change type dies, QDCプレス金型หรือクイックダイチェンジ(QDC)金型หรือ迅速交換金型, QDCぷれすかながたหรือくいっくだいちぇんじ(QDC)かながたหรือじんそくこうかんかながた, คิวดีชี พุเร็ซซุ-คะนะงะตะหรือคุอิค-ดายเจ็นยิ(คิวดีชี)คะนะงะตะหรือยินซคคุโคคังคะนะงะตะ} สามารถออกแบบแล้วผลิตด้วยเวลาสั้นๆได้
4.8 การพัฒนาไปสู่การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ได้ภายใน 1 นาทีด้วยการสัมผัส
4.9 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วด้วยสัมผัสเดียว(One Touch Exchange of Dieหรือoted, 金型のワンタッチ交換, かながたのわんたっちこうかん, คะนะงะตะโนะ วันทัจจิโคคัง)
4.10 4 หลักการในการไคเซ็น(4 Improvement Principlesหรือ4 Kaizen Principles, 改善の4原則, かいぜんのよんげんそく, ไคเซ็นโนะยงเง็นซคคุ)โดยยังไม่ต้องลงทุน
4.11 การติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)กับการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)
4.12 กิจกรรมหรือลักษณะการทำงานที่ทำให้เกิดความสูญเสียในกระบวนการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์
4.12.1 ไม่มีรายการตรวจสอบหรือใบตรวจสอบ(ChecklistหรือCheck Sheet, チェックリストหรือチェックシート, ちぇっくりすとหรือちぇっくしーと, เจ็คคุริซโตะหรือเจ็คคุชีโตะ)
4.12.2 ไม่มีเครื่องมือตรวจวัดพื้นฐาน
4.12.3 ไม่มีการออกแบบ-จัดทำคู่มือในการเปลี่ยนหรือสับเปลี่ยนชิ้นส่วนแม่พิมพ์
4.12.4 ไม่มีระบบการผลิตที่สัมพันธ์กับระบบการซ่อมบำรุงแม่พิมพ์
4.12.5 ไม่มีการนำข้อมูล การจดบันทึกผลการตรวจสอบ-ตรวจวัดด้านคุณภาพซึ่งเป็นข้อมูลเชิงสถิติในการใช้แม่พิมพ์มาใช้งาน
4.12.6 ไม่มีการจดบันทึกเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ เดินเครื่องผลิตชิ้นงาน เวลาหยุดเครื่องปั๊มเนื่องจากสาเหตุต่างๆ
4.12.7 ไม่มีอุปกรณ์-เครื่องมือที่ถูกต้อง และหรือเพียงพอสำหรับการติดตั้งแม่พิมพ์
4.13 เทคนิคทางด้านวิศวกรรมอุตสาหการ(Industrial Engineering technicหรือI.E. technic, アイイーの技術หรือインダストリアル・エンジニアリングの技術, あいいーのぎじゅつหรือいんだすとりある・えんじにありんぐのぎじゅつ, ไออีโนะงิยุทซึหรืออินดัซซุโตะเรียรุ เอ็นยิเนียริงงุโนะงิยุทซึ)กับการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์
4.14 ขั้นที่ 1 จดบันทึกกิจกรรมต่างๆในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์เดิมเพื่อแยกกลุ่มของกิจกรรมการติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)กับการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)
4.15 ขั้นที่ 2 แยกกิจกรรมการติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)กับการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)แล้วจัดลำดับการทำงานใหม่
4.16 ขั้นที่ 3 พัฒนากิจกรรมการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ให้กระชับยิ่งขึ้นด้วยการลดหรือกำจัด รวมแล้วทำให้ง่ายขึ้น
4.17 ขั้นที่ 4 กำจัดการปรับแก้ใดๆในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ให้น้อยลง
4.18 กรณีตัวอย่างที่ทำให้เวลาในการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ลดลงไม่สามารถทำได้หรือทำได้ยาก
4.18.1 กรณีตัวอย่างแม่พิมพ์มีโครงสร้างไม่เหมาะสมหรือมีโครงสร้างที่เลว
4.18.2 กรณีตัวอย่างที่ไม่มีการจัดเตรียมทำแผ่นชิมหรือสเปเซอร์(shimหรือspacer, シムหรือスペーサ, しむหรือすぺーさ, ชิมมุหรือซุเปซะ)เอาไว้ล่วงหน้า
4.19 กิจกรรมโลจิสติกส์(logistics, 物流, ぶつりゅう, บุทซึรีว)ในงานที่ใช้แม่พิมพ์ในการผลิต
4.20 ระบบการผลิตอัตโนมัติ(automatic processing system, 自動加工システム, じどうかこうしすてむ, ยิโดคะโคชิซเต็มมุ)
4.21 ข้อดีของงานอัตโนมัติ
4.22 ข้อเสียของงานอัตโนมัติ
4.23 ระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ(Automatic Die Storage and Retrieval SystemsหรือAutomatic Storage and Retrieval SystemsหรือAS/RS, 自動倉庫หรือ自動倉庫システム, じどうそうこหรือじどうそうこしすてむ, ยิโดโซโคะหรือยิโดโซโคะชิซเต็มมุ)
4.24 สามารถลดเนื้อที่ที่จำเป็นสำหรับการจัดเก็บแม่พิมพ์ลงได้เป็นอย่างมาก
4.25 เพิ่มความปลอดภัยด้วยชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้น
4.26 เพิ่มสภาพแวดล้อมในการทำงานได้ด้วยการใช้ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้น
4.27 กำจัดเวลาสูญเสียด้วยการใช้ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้น
4.28 เพิ่มคุณภาพด้วยการใช้ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้น
บทที่ 5 เทคโนโลยีที่ทันสมัยในอุตสาหกรรมแม่พิมพ์
5.1 เครื่องปั๊มเซอร์โวหรือเครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุม(Servo Press, サーボプレス, さーぼぷれす, ซาโบะ-พุเร็ซซุ)
5.2 แนะนำเครื่องปั๊มเซอร์โวเบื้องต้น
5.3 กลไกของมอเตอร์เซอร์โวหรือกลไกของมอเตอร์ช่วยควบคุม(Servomotor mechanics)
5.4 ความยืดหยุ่น-เปลี่ยนแปลงได้(flexibility)
5.5 ข้อดีของการขับเคลื่อนแบบมีตัวช่วยควบคุม(Servo-Drive advantages)
5.5.1 การเคลื่อนที่ของแรมหรือสไลด์(slide motion, スライドモーション, すらいどもーしょん, ซุไรโดะโมชน)
5.5.2 คุณภาพชิ้นงาน(part quality)
5.5.3 อายุการใช้งานของเครื่องปั๊ม และแม่พิมพ์(Press and Tool life)
5.5.4 ความแม่นยำ(accuracy)
5.6 ข้อดีของเครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุมหรือเครื่องปั๊มเซอร์โว(The Servo Press advantage)
5.7 ข้อดีหลักที่สำคัญของเครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)”
5.8 ข้อดีอื่นๆของการเคลื่อนที่แบบฟรีโมชันหรือการเคลื่อนที่อย่างไม่มีข้อจำกัด
5.8.1 การเคลื่อนที่ย้อนหรือการเคลื่อนที่ถอยหลังของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.8.2 การเปลี่ยนแปลงความเร็ว ความเร่ง(acceleration) และการลดความเร่งหรือความหน่วง(deceleration)ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.8.3 ฟังก์ชันการหยุดนิ่ง-ไม่เคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.8.4 เบาะซึมซับแรงแม่พิมพ์(Die Cushion)
5.9 ตัวอย่างของการเขียนชุดคำสั่งหรือโปรแกรมควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.9.1 การเคลื่อนที่แบบข้อต่อนิ้วมือหรือการเคลื่อนที่แบบนักเกิล(Knuckle)
5.9.2 การเคลื่อนที่ที่ให้ความเร็วช้าลง(slowdown)
5.9.3 การเคลื่อนที่ที่มีช่วงชักสั้นๆซึ่งให้ความเร็วที่สูงกว่า(Short Stroke, Higher Speed)
5.9.4 การเคลื่อนที่ที่มีการหยุดพักรอที่จุดศูนย์ตายล่าง(Dwell at BDC)
5.9.5 การเคลื่อนที่ที่ส่งกำลังแบบข้อเหวี่ยง(Crank Motion)
5.10 ข้อดีของการเคลื่อนที่แบบไปข้างหน้า/ย้อนกลับ(advantages of FWD/REV motion)
5.11 ชื่อเรียกของรูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว
5.12 การใช้พลังงานในเครื่องปั๊มเซอร์โว
5.13 ผลดีที่เกิดขึ้นจากความสามารถของเครื่องปั๊มเซอร์โว
5.14 ข้อเสียของเครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุมหรือเครื่องปั๊มเซอร์โว(The Servo Press disadvantage)
5.15 ระบบขับเคลื่อนส่งกำลังของเครื่องปั๊มเซอร์โว(Servo Press-drive systems)
5.16 การขับเคลื่อนส่งกำลังแบบเกลียวหรือบอลสกรู(screw or ball screw, drive)
5.17 การขับเคลื่อนส่งกำลังแบบข้อต่อหรือแบบลิงก์ร่วมกับเกลียว(Screw and Link drive)
5.18 การขับเคลื่อนส่งกำลังด้วยเฟืองโดยตรง(Direct Driven Gear drive)
5.19 การขับเคลื่อนส่งกำลังด้วยเพลาหมุนขับโดยตรง(Direct Driven Spindle drive)
5.20 การขับเคลื่อนส่งกำลังเชิงเส้น(Linear Drive)
5.21 การปั๊มขึ้นรูปชิ้นงานที่อุณหภูมิห้อง และการปั๊มขึ้นรูปชิ้นงานที่อุณหภูมิสูงกว่าปรกติด้วยเครื่องปั๊มเซอร์โว(Forming at room temperature, elevated temperatures by Servo Press)
5.22 การปั๊มขึ้นรูปชิ้นงานที่อุณหภูมิห้อง(Forming at room temperature)
5.23 การปั๊มขึ้นรูปชิ้นงานที่อุณหภูมิสูงกว่าปรกติ(Forming at elevated temperatures)
5.24 เครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุมหรือเครื่องปั๊มเซอร์โวในระบบการผลิต(Servo Presses in a system)
5.25 อุปกรณ์อัตโนมัติ(Automation equipment)
5.26 การส่งผ่าน(transfers)
5.27 การปั๊มตีซ้ำหลายๆครั้ง(Multistroke)
5.28 การปั๊มชิ้นงานเที่ยงตรงจิ๋วระดับไมครอน(Precision Micro Stamping)
5.29 การบรรจบเข้าด้วยกันกลายเป็นการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานจิ๋ว
5.30 จุลภาคหรือขนาดจิ๋วคืออะไร(What is micro?)
5.31 ปัจจัยสำคัญที่มาบรรจบเข้าด้วยกันในการปั๊มตัดเฉือน-ขึ้นรูป
5.32 ปัจจัยสำคัญอันดับที่ 1 การนิยามหรือให้ความหมายในเชิงรุกของคำว่าขนาดจิ๋ว และความซับซ้อน(Aggressive Definitions Of Micro And Complex)
5.33 จุลภาคหรือขนาดจิ๋วคืออะไร?
5.34 ความซับซ้อนคืออะไร?
5.35 ปัจจัยสำคัญอันดับที่ 2 ความรู้ความชำนาญในโลหะล้ำค่ากับวัสดุพิเศษชนิดต่างๆ(Precious and Exotic Metals Expertise)
5.36 ปัจจัยสำคัญอันดับที่ 3 ความเป็นผู้นำในแม่พิมพ์ระดับคุณภาพชั้นเลิศ(Leading with Premier Class Tooling)
5.37 ปัจจัยสำคัญอันดับที่ 4 การใช้เทคนิคกับยุทธวิธีต่างๆที่ก้าวหน้าขั้นสูง(Advanced, Progressive Techniques and Tactics)
5.38 คุณสมบัติของชิ้นงานที่เข้มงวดสูงมาก(Rigorous Part Qualification)
5.39 การผลิตชิ้นงานอย่างรวดเร็วด้วยจำนวนน้อยๆได้(Quick-turn, Low-Volume)
5.40 การวิจัย และพัฒนาคือบทบาทที่สำคัญในการปั๊มตัดเฉือน-ขึ้นรูป(R&D is a stamping role)
5.41 ปัจจัยสำคัญอันดับที่ 5 ความเป็นผู้เชี่ยวชาญ และปรับแก้อย่างประณีตในระบบพื้นฐาน(Specialized, Fine-Tuned And Infrastructure)
5.42 ความชำนาญที่ผ่านการทดสอบ-พิสูจน์ในการวิจัย และพัฒนาแล้ว(Tested, Proven R&D Skills)
5.43 การสร้างชิ้นงานต้นแบบขั้นสูง(Advanced Prototyping)
5.44 การบริหารความเสี่ยงอย่างมีระเบียบแบบแผนแล้วทำให้มีประสิทธิภาพ(Robust, Formalized Risk Management)
5.45 การควบคุมระดับสูง(High-level control)
5.46 ปัจจัยสำคัญอันดับที่ 6 การบริหารจัดการห่วงโซ่อุปทานหรือเครือข่ายลอจิสติกส์ที่มีพลวัตเปลี่ยนแปลงได้ตลอดเวลา(Dynamics supply chain management)
5.47 กิจกรรมโลจิสติกส์(logistics, 物流, ぶつりゅう, บุทซึรีว)ที่ใช้ในการผลิตแม่พิมพ์
5.48 ข้อดีของหุ่นยนต์หรือแขนกลในระบบอัตโนมัติ
5.49 ข้อเสียของหุ่นยนต์หรือแขนกลในระบบอัตโนมัติ
5.50 ความแตกต่างระหว่างการผลิตตามสั่ง(Job Shop Production, 個別生産方式, こべつせいさんほうしき, โคะเบ็ทซึเซซังโฮชิคิ)กับการผลิตจำนวนมาก(Mass ProductionหรือHigh Volume Production, 量産するหรือ大量生産หรือマスプロหรือマスプロダクション, りょうさんするหรือたいりょうせいさんหรือますぷろหรือますぷろだくしょん, เรียวซังซุรุหรือไทเรียวเซซังหรือมัซ-ปุโระหรือมัซ-ปุโระดัคชน)
5.51 ตัวอย่างการนำงานอัตโนมัติมาสนับสนุนในกิจกรรมโลจิสติกส์สำหรับการผลิตแม่พิมพ์
5.52 การผลิตของโรงงานปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานที่ชาญฉลาดในอนาคต
5.53 แรงงานที่ชาญฉลาด(A Smart Workforce)
5.54 เทคโนโลยีการตรวจจับ(Sensing Technology)
5.55 ประสิทธิภาพในการผลิต(Production Efficiency, 生産効率, せいさんこうりつ, เซซังโคริทซึ)
5.56 การซ่อมบำรุงของโรงงานในอนาคต
5.57 ความสามารถในการตรวจสอบย้อนกลับได้(Traceability)
5.58 ทำอย่างไรถึงจะทำให้ผู้ผลิตเติบโตขึ้นได้(How They Thrived)
5.59 ทำอย่างไรถึงจะทำให้ผู้ผลิตเริ่มต้นได้(How They Started)
สารบัญภาพของหนังสือเล่มนี้(16 กุมภาพันธ์ 2564)
ภาพที่ 1 ตัวอย่างภาคตัดแสดงบางส่วนของโครงสร้างแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปพื้นฐาน และลักษณะรูปร่างชิ้นงานที่สามารถผลิตได้โดยอาศัยแม่พิมพ์เหล่านี้..............................2
ภาพที่ 2 แผนภูมิอย่างง่ายแสดงการไหลของกระบวนการออกแบบ และผลิตแม่พิมพ์.......3
ภาพที่ 3 ตัวอย่างแบบฟอร์มข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์(Die or Tooling specifications, 金型製作仕様書หรือ金型構造仕様書, かながたせいさくしようしょหรือかながたこうぞうしようしょ, คะนะงะตะเซซัคคุชิโยโชะหรือคะนะงะตะโคโซชิโยโชะ)สำหรับกำหนดรายละเอียดแม่พิมพ์ที่ต้องการ.........................................................5
ภาพที่ 4 ตัวอย่างแบบฟอร์มข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์ที่มีรายละเอียดมากยิ่งขึ้นกว่าที่อธิบายในภาพที่ 3 ที่ผ่านมา โดยมีการเพิ่มข้อกำหนด และรายละเอียดเกี่ยวกับระบบความปลอดภัยเข้าไว้ด้วย....................................................................................7
ภาพที่ 5 ขั้นตอนว่างหรือขั้นตอนว่างเปล่าที่นำมาใช้ภายในแม่พิมพ์โปรเกรสซีฟว์ทั้ง 2 ลักษณะ ซึ่งมีลำดับการตัดเฉือน-ขึ้นรูปวัสดุที่ทำให้แม่พิมพ์อ่อนแอ-เสี่ยงต่อการเสียหายได้ง่ายเพราะกระบวนการต่างๆอยู่ใกล้กันเกินไป(ภาพบน) และการออกแบบเผื่อไว้สำหรับชิ้นงานที่ผ่านการดัดขึ้นรูปแล้วอาจจะเกิดการดีดตัวกลับคืนทำให้ชิ้นงานมีคุณภาพที่ไม่คงที่ แต่ก็สามารถที่จะเพิ่มขั้นตอนการดัดขึ้นรูปแก้ไขโดยทำการดัดขึ้นรูปซ้ำอีกครั้งเข้าไปแทนในสถานีงานที่ว่างอยู่นี้ในภายหลังได้(ภาพล่าง)......................................................8
ภาพที่ 6 ดายตัวเมียแบบปุ่มกดที่สามารถถอด-ประกอบได้ง่ายโดยไม่ต้องถอดแผ่นดายออกจากชุดล่างของแม่พิมพ์เสียก่อน(ภาพซ้ายมือ) และดายตัวเมียแบบปุ่มกดที่มีหัวหรือบ่าล็อกทำให้การถอด-ประกอบยุ่งยากกว่า เพราะต้องถอดแผ่นดายออกเสียก่อนจึงจะถอดดายชนิดนี้ออกได้(ภาพขวามือ)..................................................................................10
ภาพที่ 7 ตัวอย่างการประยุกต์ใช้เซ็นเซอร์ตรวจยืนยันระยะป้อนส่งวัสดุจริงเพื่อให้ได้ตามระยะพิตของแม่พิมพ์โปรเกรสซีฟว์ดัดขึ้นรูปชิ้นงาน ซึ่งติดตั้งอยู่ทางด้านออกของแม่พิมพ์แล้วจะทำงานแล้วสั่งให้เครื่องปั๊มหยุดทำงานก่อนที่แม่พิมพ์ชุดบนจะเคลื่อนที่ลงปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่จุดศูนย์ตายล่าง ถ้าหากระยะป้อนส่งวัสดุจริงที่เกิดขึ้นไม่ได้ตามระยะพิตของแม่พิมพ์นั้น.........................................................................................................11
ภาพที่ 8 รอยเครื่องหมายหรือรอยบากที่เข้าคู่-ตรงกัน(notch markหรือmatch mark, 合いマーク, あいまーく, ไอมาคุ)ซึ่งทำไว้ที่ชิ้นส่วนคู่นั้นๆ โดยในที่นี้เป็นรอยเครื่องหมายอย่างง่ายในการป้องกันความผิดพลาดในการประกอบพันช์เข้ากับพันช์เพลตหรือแผ่นรองรับพันช์(punch plate, パンチプレート, ぱんちぷれーと, พันจิพุเรโตะ) และในการป้องกันความผิดพลาดในการประกอบอินเสิร์ตดายเข้ากับแผ่นดาย(die plate, ダイプレート, だいぷれーと, ดาย-พุเรโตะ)............................................................................................13
ภาพที่ 9 เคลียแรนซ์ระหว่างเส้นรอบรูปขอบคมตัดของดายตัวเมียกับเส้นรอบรูปขอบคมตัดของพันช์(ส่วนที่แรเงา)ที่อยู่ภายในแผ่นดาย(die plate, ダイプレート, だいぷれーと, ดาย พุเรโตะ)ของแม่พิมพ์ตัดเฉือน(Cutting Die, 抜き型, ぬきがた, นุคิงะตะ)วัสดุ ซึ่งเป็นมุมมองภาพจากทางด้านบนของแผ่นดาย...................................................................16
ภาพที่ 10 การทาตัวกลางสำหรับช่วยในการปรับให้เข้าคู่กันที่ผิวหน้าของชิ้นส่วนแม่พิมพ์ และสารประกอบชนิดครีมที่เรียกว่า Prussian blueหรือspotting blue ตราสินค้า “Permatex”.............................................................................................................16
ภาพที่ 11 ลำดับขั้นการทำงานของเครื่องปั๊มสำหรับปรับแม่พิมพ์ให้เข้าคู่กัน(Die Spotting PressหรือTryout Press, ダイスポッティングプレスหรือトライアウトプレス, だいすぽってぃんぐぷれすหรือとらいあうとぷれす, ดายซุปตติงพุเร็ซซุหรือทรัยเอาโตะพุเร็ซซุ)ซึ่งสามารถหมุนพลิกแม่พิมพ์ชุดบนได้ 180 องศา(จากขวามือไปซ้ายมือ)...........................17
ภาพที่ 12 การปรับให้เข้าคู่กันของพันช์กับดายทุกคู่ภายในแม่พิมพ์รวมทั้งการปรับให้แม่พิมพ์ชุดบนกับแม่พิมพ์ชุดล่างของแม่พิมพ์โปรเกรสซีฟว์เข้าคู่กันที่บนโต๊ะงาน............18
ภาพที่ 13 ส่วนโครงวัสดุ(skeletonหรือskeleton scrapหรือscrap strip, スケルトン, すけるとん, ซุเคะรุตง) และชิ้นงานตัวอย่างหรือผลิตภัณฑ์ตัวอย่าง(Product sample, 製品サンプル, せいひんさんぷる, เซ-ฮิงซัมปุรุ)สมบูรณ์แบบที่ได้จากแม่พิมพ์โปรเกรสซีฟว์ ซึ่งต้องส่งมอบให้กับลูกค้า สำหรับนำรายละเอียดของการตัดเฉือน-ขึ้นรูปในส่วนโครงวัสดุนี้ไปใช้เปรียบเทียบกับสภาพที่เกิดขึ้นในอนาคตที่อาจเกิดความผิดปรกติขึ้นแล้วช่วยให้สามารถที่จะปรับแก้แม่พิมพ์กลับคืนสู่สภาพเดียวกันกับช่วงเริ่มต้นได้.......................................19
ภาพที่ 14 สัดส่วนหรือเปอร์เซ็นต์ที่ตรวจพบว่ามีปัญหาเกิดขึ้นในระหว่างการสร้างแม่พิมพ์ โดยพบปัญหาในส่วนการการออกแบบแม่พิมพ์ 10 เปอร์เซ็นต์ พบปัญหาในส่วนผลิต-สร้างชิ้นส่วนแม่พิมพ์อีก 10 เปอร์เซ็นต์ และพบปัญหาในส่วนประกอบ-ปรับแก้-ทดลองแม่พิมพ์อีก 80 เปอร์เซ็นต์(吉田弘美、 山口文雄、 プレス金型設計▪製作のトラブル対策、 日刊工業新聞社、 2004.).............................................................................................21
ภาพที่ 15 สัดส่วนหรือเปอร์เซ็นต์ของปัญหากับความยุ่งยากที่เกิดขึ้นในการสร้างแม่พิมพ์ ปัญหามีสาเหตุมาจากส่วนการออกแบบแม่พิมพ์มากกว่าหรือเท่ากับ 80 เปอร์เซ็นต์ และปัญหามีสาเหตุมาจากส่วนผลิต-สร้างชิ้นส่วนแม่พิมพ์กับปัญหามีสาเหตุมาจากส่วนการประกอบ-ปรับแก้-ทดลองแม่พิมพ์ส่วนละประมาณ 10 เปอร์เซ็นต์(吉田弘美、 山口文雄、 プレス金型設計▪製作のトラブル対策、 日刊工業新聞社、 2004.)...........................21
ภาพที่ 16 กระบวนการปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์ 3 กลุ่มหลัก ทั้งแม่พิมพ์ตัดเฉือน(Cutting Die, 抜き型, ぬきがた, นุคิงะตะ) แม่พิมพ์ดัดขึ้นรูป(Bending Die, 曲げ型, まげがた, มะเงะงะตะ) และแม่พิมพ์ดึงขึ้นรูป(Drawing Die, 絞り型, しぼりがた, ชิโบะริงะตะ)วัสดุ........................................................................................................25
ภาพที่ 17 แผนภูมิแสดงเหตุ และผล(cause and effect diagram, 特性要因図, とくせいよういんず, ทคเซโยอินซึ)หรือแผนภูมิก้างปลา(fishbone diagram, フィッシュボーンダイアグラムหรือ魚の骨のような図, ふぃっしゅぼーんだいあぐらむหรือさかなのほねのようなず, ฟิชชุโบนไดอะ-งรัมมุหรือซะคะนะโนะโฮะเนะโนะโยนะซึ)อย่างง่าย ที่ช่วยในการวิเคราะห์หารากของสาเหตุ(root cause, 根本原因, こんぽんげんいん, คนปงเง็งอิง)ของปัญหาที่แท้จริงที่เกิดขึ้นในการทดลองแม่พิมพ์............................................................27
ภาพที่ 18 แผนภูมิก้างปลา(fishbone diagram, フィッシュボーンダイアグラムหรือ魚の骨のような図, ふぃっしゅぼーんだいあぐらむหรือさかなのほねのようなず, ฟิชชุโบนไดอะ-งรัมมุหรือซะคะนะโนะโฮะเนะโนะโยนะซึ)ในการวิเคราะห์หาสาเหตุต่างๆซึ่งได้ทำการตรวจสอบแล้วพบข้อสมมุติฐานที่มีโอกาสเป็นไปได้สำหรับปัญหา “มีการส่งชิ้นงานที่มีครีบหรือรอยเยินสูงเกินกว่ากำหนดไปยังลูกค้า”........................................................29
ภาพที่ 19 แม่พิมพ์ที่เกิดการตัดเฉือนวัสดุเพียงบางส่วนแล้วทำให้เกิดแรงรุนหรือแรงกระทำทางด้านข้าง(side thrust force, 側方力หรือ側面圧力, そくほうりょくหรือそくめんあつりょく, ซคคุโฮเรียคหรือซคคุเม็งอัทซึเรียค)ที่ส่วนปลายของพันช์จึงทำให้ขอบคมตัดของพันช์กับดายเกยหรือเบียดกันทำให้แม่พิมพ์เสียหายได้ง่าย............................................32
ภาพที่ 20 การป้องกันแม่พิมพ์เสียหายจากการตัดเฉือนวัสดุไม่เต็มหน้าหรือตลอดขอบคมตัดของพันช์กับดายในแม่พิมพ์โปรเกรสซีฟว์ โดยการดึงแผ่นวัสดุที่ผ่านการตัดเฉือนไปในบางสถานีงานแล้ว(ในที่นี้คือสถานีงาน #1)นำมาตัดส่วนปลายออกเล็กน้อยเพื่อหลีกเลี่ยงการตัดเพียงบางส่วน ซึ่งจะทำให้แม่พิมพ์เสียหาย(ในที่นี้คือสถานีงาน #2).....................33
ภาพที่ 21 กรณีแม่พิมพ์ราคาถูกที่มีโครงสร้างอย่างง่ายซึ่งจะไม่มีเสานำทางอยู่ภายในพื้นที่แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้เพื่อใช้นำทางในขณะเคลื่อนที่ ซึ่งเรียกว่าตัวปลดวัสดุหรือสตริปเปอร์แบบไร้การนำทาง(stripper guideless, ストリッパーガイドレス, すとりっぱーがいどれす, ซุโตะริปปา ไงโดะเระซุ)...................35
ภาพที่ 22 แม่พิมพ์ที่มีการทำเครื่องหมายให้สังเกตเห็นได้ถึงตำแหน่งปลายวัสดุที่ป้อนเข้าสู่แม่พิมพ์ครั้งแรกๆเพื่อหลีกเลี่ยงการตัดไม่เต็มหน้าพันช์-ดายในสถานีงานถัดมา และเทคนิคการตัดวัสดุชนิดเดียวกับที่ใช้ป้อนเข้าสู่แม่พิมพ์แล้วนำมาวางไว้ที่ด้านออกของแม่พิมพ์เมื่อจะเริ่มทำการป้อนวัสดุเข้าสู่แม่พิมพ์เพื่อป้องกันแม่พิมพ์ที่ใช้สตริปเปอร์เพลตแบบไร้การนำทางไม่ให้เกิดความเสียหาย........................................................................................36
ภาพที่ 23 ตัวอย่างบางรูปแบบในการผลิตแบบอัตโนมัติต่อเนื่องกันที่ใช้เครื่องปั๊ม แม่พิมพ์(ไม่ได้แสดงไว้)กับอุปกรณ์ต่างๆที่อยู่รายรอบ เพื่อให้เหมาะสมกับแต่ละรูปแบบการผลิตที่ต้องการ....................................................................................................................38
ภาพที่ 24 ตัวอย่างบางรูปแบบในการผลิตแบบอัตโนมัติต่อเนื่องกันที่ใช้เครื่องฉีดขึ้นรูปพลาสติกหรือเครื่องจักรอัตโนมัติอื่นๆ แม่พิมพ์(ไม่ได้แสดงไว้)กับอุปกรณ์ต่างๆที่อยู่รายรอบ เพื่อให้เหมาะสมกับแต่ละรูปแบบการผลิตที่ต้องการ....................................................39
ภาพที่ 25 รูปแบบการปั๊มงานที่มีการป้อนวัสดุเข้าสู่แม่พิมพ์จากทางด้านขวามือไปยังด้านซ้ายมือโดยใช้อุปกรณ์คลายม้วนวัสดุแนวตั้ง(แบบนี้สามารถติดตั้งวัสดุได้เพียงครั้งละ 1หรือ2 ม้วน) อุปกรณ์ดัดวัสดุให้เรียบตรง และอุปกรณ์ป้อนส่งวัสดุเข้าสู่แม่พิมพ์เป็นแบบอัตโนมัติ...................................................................................................................40
ภาพที่ 26 สายงานการปั๊มชิ้นงานที่มีอุปกรณ์คลายม้วนวัสดุ อุปกรณ์ดัดวัสดุ และอุปกรณ์ป้อนวัสดุแบบซิกแซ็กสำหรับชิ้นงานที่มีรูปร่างสมมาตรกัน โดยเฉพาะอย่างยิ่งการตัดเฉือนแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้(สำหรับแม่พิมพ์หรือกระบวนการใดๆในลำดับถัดไป ซึ่งในที่นี้กระบวนการในลำดับถัดไปคือแม่พิมพ์ดึงขึ้นรูป) และตัวอย่างการป้อนซิกแซ็กตัดเฉือนแผ่นแบลงก์กลมเป็นแบบ 2 แถวกับ 3 แถว..........................................41
ภาพที่ 27 อุปกรณ์คลายม้วนวัสดุแนวนอนแบบมีโต๊ะหมุน ซึ่งสามารถวางม้วนวัสดุซ้อนกันได้จึงช่วยให้ลดเวลาในการหยุดเครื่องปั๊มให้น้อยลงเมื่อต้องใช้วัสดุม้วนถัดไป ให้ทำการตรวจสอบว่าเมื่อเปิดสวิตช์ให้ทำงานแล้วการเริ่มหมุน-การหยุดหมุน การคลายวัสดุ และทิศทางการหมุนได้ปรับเลือกถูกต้องตามต้องการแล้วก่อนที่จะใช้งาน.................................43
ภาพที่ 28 เครื่องเชื่อมต่อม้วนวัสดุเข้าด้วยกันของ Kent Corporation ซึ่งทั้งสองเครื่องเป็นเครื่องเชื่อมต่อม้วนวัสดุเข้าด้วยกันแบบที่สามารถเคลื่อนย้ายได้ และขณะทำการเชื่อมต่อปลายม้วนวัสดุ 2 ม้วนระหว่างปลายม้วนวัสดุที่ใช้ไปเกือบหมดแล้วกับต้นม้วนวัสดุใหม่ที่จะนำมาใช้ต่อไป...........................................................................................................44
ภาพที่ 29 อุปกรณ์ม้วนเก็บชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปกับอุปกรณ์ม้วนดึงกระดาษคั่นระหว่างชั้น(inter-layer paperหรือinterleaf paper, 層間紙, そうかんし, โซคังชิ)ให้ตึง ที่จะใช้สำหรับม้วนเก็บชิ้นงานซึ่งผ่านการปั๊มตัดเฉือน-ขึ้นรูปด้วยแม่พิมพ์โปรเกรสซีฟว์แล้วยังคงมีส่วนนำพาหรือแคริเออร์(carrier, キャリア, きゃりあ, แคะริอะ)ยึดโยงชิ้นงานเรียงติดต่อกันอยู่(ภาพซ้ายมือ) ส่วนภาพขวามือเมื่อหมุนบิดสวิตช์ปรับทิศทางการหมุนของอุปกรณ์ทั้งสองก็จะเป็นการใช้งานในลักษณะที่ตรงกันข้ามกับภาพซ้ายมือ....................46
ภาพที่ 30 การประยุกต์ใช้ชุดม้วนเก็บหรือจ่ายวัสดุพร้อมม้วนกระดาษคั่นระหว่างชั้นของบริษัท Futaba ซึ่งใช้ในการจ่ายชิ้นงานที่ผ่านการปั๊มตัดเฉือน-ขึ้นรูปมาแล้วเข้าไปปั๊มประกอบเข้าด้วยกันกับชิ้นงานอื่นโดยอัตโนมัติ(ภาพบน) และใช้ในการม้วนเก็บชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปทั้งแบบที่มีม้วนเดียวหรือสองม้วน(ภาพล่าง).........................................48
ภาพที่ 31 ม่านแสงที่ติดตั้งเข้ากับเครื่องปั๊มทั้งสองแบบเพื่อตรวจสอบการยื่นอวัยวะหรือสิ่งใดๆเข้าไปในพื้นที่ทำงานที่อันตรายจากด้านหน้าของเครื่อง เพื่อป้องกันอุบัติเหตุที่จะเกิดกับผู้ปฏิบัติงาน.........................................................................................................50
ภาพที่ 32 อุปกรณ์ตัด-สับส่วนโครงวัสดุที่คงเหลือจากการปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานออกไปจากแผ่นวัสดุแล้ว เพื่อให้เป็นชิ้นเล็กๆสามารถจัดเก็บได้ง่ายแล้วสามารถจัดวางอุปกรณ์นี้ไว้ใกล้ๆกับเครื่องปั๊มได้ อันจะทำให้สามารถติดตั้งเครื่องปั๊มไว้ใกล้ๆกันได้จึงทำให้ประหยัดเนื้อที่ระหว่างเครื่องปั๊มลงได้..........................................................................51
ภาพที่ 33 อุปกรณ์นิรภัยที่ช่วยให้ความปลอดภัยกับผู้ปฏิบัติงาน และอุปกรณ์นิรภัยที่ช่วยเพิ่มประสิทธิภาพในการทำงานให้มากยิ่งขึ้น...............................................................52
ภาพที่ 34 การทำงานของอุปกรณ์ตรวจจับเศษหรือสิ่งแปลกปลอมที่ตกค้างอยู่ภายในแม่พิมพ์(Die Height detectorหรือslug or scrap floating detector, カス上がり検出, かすあがりけんしゅつ, คะซุอะงะริเค็งชูทซึ)ของบริษัท “Riken” รุ่น “Micron-3”................53
ภาพที่ 35 ลักษณะความผิดพลาดที่เกิดขึ้นกับชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปภายในแม่พิมพ์ที่อุปกรณ์ตรวจจับเศษหรือสิ่งแปลกปลอมสามารถช่วยตรวจจับได้ เศษวัสดุเส้นฝอยขนาดเล็ก(ภาพซ้ายมือ)ทำให้เกิดรอยตำหนิหรือข้อบกพร่องของเศษบนผิวหน้าชิ้นงาน และลักษณะของรูที่บิดเบี้ยว-เสียรูปจากการป้อนส่งวัสดุผิดพลาด(ภาพขวามือ)...................53
ภาพที่ 36 กระจกส่องตรวจสอบฟันของทันตแพทย์ถูกนำมาประยุกต์ใช้ร่วมกับโคมไฟส่องสว่าง เพื่อทำการส่องตรวจสอบสภาพผิดปรกติต่างๆภายในแม่พิมพ์กับเครื่องปั๊มที่มีระยะของช่วงชักสั้นๆเพียง 25 มิลลิเมตร ซึ่งไม่สามารถใช้กระจกขนาดใหญ่ส่องตรวจสอบหรือก้มเข้าไปมองตรวจสอบโดยตรงด้วยตัวสายตาของผู้ปฏิบัติงานได้.................................54
ภาพที่ 37 การป้อนส่งวัสดุผิดพลาดโดยเป็นการป้อนส่งวัสดุเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ด้วยระยะป้อนที่น้อยเกินไป(น้อยกว่าระยะพิตของแม่พิมพ์) ซึ่งปลายของแกนตรวจสอบการป้อนส่งผิดพลาดหรือมิสฝีดพิน(misfeed pin, ミスフィードピン, みすふぃーどぴん, มิซุฟีโดะปิน)ก็จะปะทะกับผิวหน้าวัสดุแล้วถูกดันให้ยกตัวขึ้น ทำให้วงจรตรวจจับการป้อนผิดนี้ทำงานได้ก่อนที่แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินรวมทั้งแม่พิมพ์ชุดบนจะเคลื่อนที่ลงสู่จุดศูนย์ตายล่าง.....................................................................................55
ภาพที่ 38 ไดอะแกรมหรือแผนภาพของวัฏจักรความสัมพันธ์ระหว่างภาระหรือแรงตัดเฉือน(แกน “วาย”)วัสดุกับระยะเวลา(แกน “เอ็กซ์”)..............................................................57
ภาพที่ 39 ไดอะแกรมหรือแผนภาพอย่างง่ายที่เปรียบเทียบแล้วแสดงให้เห็นถึงความแตกต่างของภาระแรงตัดเฉือนที่เกิดขึ้นในระหว่างตัดเฉือนวัสดุ โดยจะมีการทำเชียร์กับไม่ทำเชียร์ที่ขอบคมตัดของพันช์-ดาย.............................................................................57
ภาพที่ 40 ไดอะแกรมหรือแผนภาพที่เปรียบเทียบแล้วแสดงให้เห็นถึงความแตกต่างของภาระแรงตัดเฉือนที่เกิดขึ้นในระหว่างตัดเฉือนวัสดุ โดยมีการทำเชียร์ที่ปลายพันช์ 2 รูปแบบ และกรณีที่ไม่ทำเชียร์ที่ขอบคมตัดของพันช์แบบที่มีการเคลือบผิวกับแบบที่ไม่มีการเคลือบผิว...........................................................................................................58
ภาพที่ 41 การทำเชียร์(shear angle, シャー角度, しゃーかくど, ชยาคะคุโดะ)แบบสมดุลที่ขอบคมตัดของพันช์หรือดายตัดเฉือนวัสดุ เพื่อช่วยลดแรงตัดเฉือนวัสดุที่เกิดในเวลาเดียวกัน โดยภาพซ้ายมือสุดกับภาพขวามือสุดจะใช้สำหรับกระบวนการแบลงกิง ส่วนภาพกลางนั้นจะใช้สำหรับกระบวนการเพียร์ซซิง.................................................................58
ภาพที่ 42 ภาพถ่ายจริงของตัวอย่างการทำเชียร์ในชิ้นส่วนพันช์(ภาพบน) และแนวคิดการออกแบบการทำเชียร์ที่ขอบคมตัดของพันช์จากพันช์ธรรมดาที่มีขอบคมตัดเรียบในระนาบเดียวกัน ซึ่งมีการนำไปใช้งานในลักษณะต่างๆกัน(ภาพล่าง).........................................59
ภาพที่ 43 ตัวกระทุ้งดันปลดหรือน็อกเอาต์(knockout, ノックアウト, のっくあうと, นคเอาโตะ)ที่มีการออกแบบติดตั้งให้ยึดติดเป็นส่วนเดียวกับแม่พิมพ์ดึงขึ้นรูป เพื่อให้สามารถทำหน้าที่กระทุ้งดันปลดชิ้นงานที่ผ่านการดึงขึ้นรูปแล้วให้หลุดออกจากชิ้นส่วนดายได้ ซึ่งวิธีนี้จะนำมาใช้ในกรณีที่เครื่องปั๊มมีข้อจำกัดอันเนื่องมาจากภายในแผ่นโบลสเตอร์ของเครื่องปั๊มเป็นแบบที่ไม่ได้ออกแบบให้มีเบาะซึมซับแรงหรือคูฌัน(cushion, クッション, くっしょん , คุชชน)ซึ่งเป็นอุปกรณ์ส่วนควบให้มากับเครื่องด้วย................................................60
ภาพที่ 44 ส่วนโครงวัสดุ(skeletonหรือskeleton scrapหรือscrap strip, スケルトン, すけるとん, ซุเคะรุตง)ที่มีขั้นตอนต่างๆที่ตัดเฉือน-ขึ้นรูปด้วยแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型 หรือ順送り型 หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)เมื่อวางเทียบกับบรรทัดเหล็ก ปากกาหรือซองบุหรี่ขนาดมาตรฐาน เพื่อที่จะสื่อสารให้ผู้ที่เห็นภาพแล้วก็สามารถประมาณขนาด-น้ำหนัก และส่วนอื่นๆของแม่พิมพ์ได้ในเบื้องต้น...............................................................................................................62
ภาพที่ 45 เครื่องปั๊มเหนือความเร็วสูง(Ultra-High Speed Stamping Press)ของยะมะดะด็อบบี“山田ドビー(Yamada Dobby)” รุ่น “Omega-F1” ที่สามารถเดินเครื่องด้วยความเร็วรอบสูงสุดถึง 4,000 รอบต่อนาที ด้วยระยะพิตของการป้อนส่งวัสดุในแม่พิมพ์ที่ไม่เกินกว่า 5 มิลลิเมตร..............................................................................................................65
ภาพที่ 46 เครื่องปั๊มที่มีช่องเว้าหรือเครื่องปั๊มที่มีโครงเครื่องเป็นรูปตัวซี(Gap Frame PressหรือC-Frame Press, ギャップフレームプレスหรือCフレームプレス, ぎゃっぷふれーむぷれすหรือCふれーむぷれす, แก็ป-ฟุเรม-พุเร็ซซุหรือชี-ฟุเรม-พุเร็ซซุ)(ภาพซ้ายมือ)ชนิดที่ไม่สามารถปรับเอียงได้ และเครื่องปั๊มที่มีช่องเปิดทางด้านหลังเครื่องแล้วปรับเอียงได้(Open Back Inclinable Pressหรือobi Press)(ภาพกลางกับภาพขวามือ)แบบชั่วคราว ซึ่งสามารถจะปรับให้เหมาะสมกับการปั๊มชิ้นงานแบบยืดหยุ่นเนื่องจากมีแม่พิมพ์หลายลูกที่มีโครงสร้างแตกต่างกันแต่มีความจำเป็นต้องใช้เครื่องปั๊มร่วมกัน................................66
ภาพที่ 47 ภาคตัดทางด้านข้างของเครื่องปั๊มเชิงกล(Mechanical Press, 機械プレス, きかいぷれす, คิไค-พุเร็ซซุ)(ภาพซ้ายมือ) และภาพสเก็ตช์มองจากด้านข้างของเครื่องปั๊มเชิงกล(ภาพขวามือ)ที่มีการส่งกำลังผ่านเฟืองทดรอบ ซึ่งแสดงให้เห็นส่วนสำคัญต่างๆที่มีรายละเอียดในการออกแบบแตกต่างกัน......................................................................67
ภาพที่ 48 แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ที่สามารถถอดออกจากแท่นเครื่องหรือฐานรองของเครื่องปั๊มหรือเพรสเบด(press bed, プレスベッド, ぷれすべっど, พุเร็ซซุ-เบ็ดโดะ)ได้ เพื่อทำการปรับค่าความสูงปิดของเครื่องปั๊มให้มากขึ้นแล้วทำให้สามารถติดตั้งแม่พิมพ์ที่มีค่าความสูงปิดหรือดายไฮต์หรือดายชัตไฮต์ที่สูงมากกว่าเดิมได้อีก...........................................................................................................................68
ภาพที่ 49 แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ซึ่งมองจากด้านบน ที่เป็นแบบมีช่องว่างเปิดหรือรูเปิดสำหรับให้เศษตัด-ชิ้นงานที่ผ่านการตัดเฉือนแล้วตกลอดผ่านลงสู่ด้านล่าง(ภาพบน ภาพซ้ายมือ) และภาคตัดของช่องว่างเปิดนี้แบบตรงที่มีความแข็งแรงกว่ากับแบบมีส่วนลาดเอียงเพื่อช่วยเพิ่มขอบเขตให้เศษตัด-ชิ้นงานลอดผ่านมีความกว้างขึ้นแต่ยังคงมีความแข็งอยู่(ภาพบน ภาพขวามือ) ส่วน 3 ภาพด้านล่างเป็นแผ่นโบลสเตอร์ของเครื่องปั๊มโคะมัทซึ“コマツ(Komatsu)” รุ่น “OBS45” ที่มีลักษณะการนำไปใช้งานแตกต่างกัน........................................................................................................70
ภาพที่ 50 ภาพด้านหน้าของเครื่องปั๊มโคะมัทซึ“コマツ(Komatsu)”(ภาพซ้ายมือ)กับส่วนแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊มซึ่งจะมีรูปแบบในการจับยึดกับชุดบนของแม่พิมพ์ที่แตกต่างกัน(ภาพกลางกับภาพขวามือ)ซึ่งผู้ออกแบบแม่พิมพ์ต้องนำไปใช้ในการออกแบบวิธีการจับยึดแม่พิมพ์ชุดบนเข้ากับส่วนแรมของเครื่องปั๊มใดๆด้วย.........................................................................72
ภาพที่ 51 ภาคตัดทางด้านข้างแสดงบางส่วนของแม่พิมพ์โปรเกรสซีฟว์ลูกเดียวกันจึงมีระยะความสูงปิดเท่ากัน(ที่จุดศูนย์ตายล่าง) แต่จะมีระยะความยาวของพันช์กับส่วนต่างๆเปลี่ยนแปลงไปตามลักษณะการตัดเฉือน-ขึ้นรูปที่ขั้นตอนหรือสถานีงานนั้นๆ.................73
ภาพที่ 52 กลไกการทำงานของตัวกระทุ้งดันปลดหรือน็อกเอาต์ของเครื่องปั๊มที่จุดศูนย์ตายล่าง(ภาพขวามือ)กับที่จุดศูนย์ตายบน(ภาพซ้ายมือ) ซึ่งในภาพนี้จะเป็นเครื่องปั๊มที่ใช้สกรูปรับระยะกระทุ้งดันปลด(knockout bar adjustment screw, かんざし調節ねじ, かんざしちょうせつねじ, คันซะชิโจเซ็ทซึเนะยิ) เป็นตัวดันปะทะกับน็อกเอาต์บาร์เพื่อส่งแรงสำหรับปลดชิ้นงานออกจากแม่พิมพ์ ส่วนในบางเครื่องก็อาจจะใช้ชิ้นส่วนก้านกระทุ้งดันปลดหรือน็อกเอาต์รอด(knockout rodหรืออาจเรียกเป็น knockout rod ของเครื่องปั๊ม, ノックアウトロッド, のっくあうとろっど, นคเอาโตะรดโดะ)ทำหน้าที่แทนสกรูนี้.........................74
ภาพที่ 53 แม่พิมพ์ที่มีโครงสร้างมีชิ้นส่วนแกนกระทุ้งดันปลดหรือน็อกเอาต์พินสำหรับทำหน้าที่กระทุ้งปลดชิ้นงานออกจากดายตัวเมียที่อยู่ด้านบนของแม่พิมพ์ โดยเป็นแม่พิมพ์ตัดแผ่นแบลงก์หรือชิ้นงานออกมาเป็นแผ่นกลม(ด้านซ้ายมือ) และแม่พิมพ์ดึงขึ้นรูปแบบคว่ำกลับด้านโดยพันช์จะดึงขึ้นรูปแผ่นแบลงก์กลมเข้าไปในช่องว่างของดายตัวเมียที่อยู่ทางด้านบน ซึ่งอาจจะได้ชิ้นงานรูปทรงกระบอกที่มีขอบหรือชิ้นงานรูปทรงกระบอกที่ไม่มีขอบทั้งนี้ขึ้นอยู่กับการออกแบบแม่พิมพ์......................................................................75
ภาพที่ 54 แผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ที่ยังมีส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, サンหรือブリッジ, さんหรือぶりっじ, ซังหรือบุริจยิ)ยึดโยงอยู่ ซึ่งจะถูกดัดขึ้นรูป(ภาพบน)กับดึงขึ้นรูป(ภาพล่าง)ที่สถานีงานหรือขั้นตอนต่อมาในแม่พิมพ์โปรเกรสซีฟว์..................................................................76
ภาพที่ 55 แม่พิมพ์ที่มีโครงสร้างมีชิ้นส่วนแกนกระทุ้งดันปลดหรือน็อกเอาต์พิน(หรือน็อกเอาต์รอดของแม่พิมพ์) สำหรับทำหน้าที่กระทุ้งปลดชิ้นงานออกจากดายตัวเมียที่อยู่ด้านบนของแม่พิมพ์แล้วก็ต้องอาศัยกลไกของตัวยกออกหรือตัวกระทุ้งดันปลดล่าง(liftoutหรือbottom knockoutหรือbed knockout,下部ノックアウトหรือベッドノックアウト, かぶのっくあうとหรือべっどのっくあうと, คะบุ-นคเอาโตะหรือเบ็ด-นคเอาโตะ)ของเครื่องปั๊มช่วยปลดชิ้นงานจากทางด้านล่างของแม่พิมพ์.........................................................78
ภาพที่ 56 แม่พิมพ์ชุดล่างพร้อมด้วยชุดเบาะซึมซับแรงที่เป็นส่วนหนึ่งของแม่พิมพ์โดยเป็นแบบใช้ยูรีเทนหรือสปริง(ภาพซ้ายมือกับภาพกลาง) และชุดเบาะซึมซับแรงหรือคูฌันที่เป็นอุปกรณ์เสริมของเครื่องปั๊มโดยเป็นแบบไฮดรอนิวแมติกส์ ซึ่งได้ยึดอยู่ใต้แผ่นโบลสเตอร์ของเครื่องปั๊ม(ภาพขวามือ)..............................................................................................78
ภาพที่ 57 ภาพถ่ายกับแบบของเครื่องปั๊มเชิงกลชนิดที่มีโครงค้ำยันด้านข้างเครื่องเป็นแนวตรง(Mechanical Straight Side PressหรือStraight Side Crank Press)โคะมัทซึ“コマツ(Komatsu)” และยะมะดะด็อบบี“山田ドビー(Yamada Dobby)”.................................80
ภาพที่ 58 โครงสร้างเครื่องปั๊มเพรสเบรกกับลักษณะการใช้งานโดยแม่พิมพ์ชุดเดียวหรือแม่พิมพ์หลายชุดต่อเนื่องกัน ภาพถ่ายเครื่องปั๊มเพรสเบรกอะมะดะ“アマダ(Amada)” รุ่น “HG8025”...............................................................................................................81
ภาพที่ 59 แม่พิมพ์(พันช์กับดาย)ของอะมะดะ(Amada)ซึ่งมีหลากหลายรูปร่างลักษณะแตกต่างกันที่นำไปใช้ดัดขึ้นรูปชิ้นงานต่างๆร่วมกับเครื่องปั๊มเพรสเบรก.........................82
ภาพที่ 60 ภาคตัดขวางแสดงกลไกของเครื่องปั๊มทำงาน 2 จังหวะ(Double Action Press, 複動プレス, ふくどうぷれす, ฟุคุโดพุเร็ซซุ) ซึ่งเป็นขณะที่กำลังจับยึดแผ่นแบลงก์หรือชิ้นงานด้วยแรมหรือสไลด์ภายนอก(แรมหรือสไลด์รอง)แล้วจากนั้นก็ดึงขึ้นรูปแผ่นแบลงก์ด้วยพันช์ที่ขับเคลื่อนด้วยแรมหรือสไลด์ภายใน(แรมหรือสไลด์หลัก) จนได้รูปทรง-รูปร่างชิ้นงานระหว่างพันช์กับดายตามที่ได้ออกแบบเอาไว้.....................................................83
ภาพที่ 61 ภาคตัดขวางของแม่พิมพ์ดึงขึ้นรูปลึกที่มีสองจังหวะในการทำงาน โดยจังหวะแรกเป็นการจับยึดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ด้วยกลไกของแรมหรือสไลด์ภายนอก(outer ramหรือouter slide, アウタスライド, あうたすらいど, เอาตะซุไรโดะ) และจังหวะที่สองเป็นการดึงขึ้นรูปลึกแผ่นแบลงก์ให้เป็นชิ้นงานด้วยกลไกของแรมหรือสไลด์ภายใน(inner ramหรือinner slide, インナスライド, いんなすらいど, อินนะซุไรโดะ)....84
ภาพที่ 62 ตัวอย่างเครื่องปั๊มทำงาน 2 จังหวะ(Double Action Press, 複動プレス, ふくどうぷれす, ฟุคุโดพุเร็ซซุ)ที่มีแกนซึมซับแรงหรือแกนส่งความดัน(cushion pinหรือpressure pin, クッションピンหรือプレッシャーピン, くっしょんぴんหรือぷれっしゃーぴん, คุชชนปินหรือพุเร็ช-ชยาปิน)ซึ่งเป็นแกนที่ใช้ส่งผ่านหรือถ่ายทอดแรงจากอุปกรณ์เบาะซึมซับแรงแม่พิมพ์(Die Cushion, ダイクッション, だいくっしょん, ดายคุชชน)ไปยังตัวจ่ายความดันหรือตัวจับยึดวัสดุ(pressure padหรือHold-down plateหรือblankholder, プレッシャパッドหรือプレッシャーパッド, ぷれっしゃぱっどหรือぷれっしゃーぱっど, พุเร็ช-ชยะพัดโดะหรือพุเร็ช-ชยาพัดโดะ)ที่อยู่ภายในแม่พิมพ์ชุดล่าง.................................85
ภาพที่ 63 การออกแบบใช้งานของตัวจ่ายความดันหรือตัวจับยึดวัสดุ(pressure padหรือHold-down plateหรือblankholder, プレッシャパッドหรือプレッシャーパッド, ぷれっしゃぱっどหรือぷれっしゃーぱっど, พุเร็ช-ชยะพัดโดะหรือพุเร็ช-ชยาพัดโดะ)ในแม่พิมพ์ตัดเฉือน แม่พิมพ์ดัดขึ้นรูป และแม่พิมพ์ดึงขึ้นรูปวัสดุ ที่มีการจัดวางตำแหน่งการทำงานตามลักษณะของโครงสร้างแม่พิมพ์ซึ่งอยู่ในลักษณะต่างๆกัน.......................................86
ภาพที่ 64 ภาพถ่ายเครื่องปั๊มทำงาน 3 จังหวะ(Triple Action Press, 三動プレス, さんどうぷれす, ซันโดพุเร็ซซุ)“Greenerd” ที่แรมหรือสไลด์หลักมีความสามารถขนาด 600 ตัน ส่วนจับยึดแผ่นแบลงก์ขนาด 300 ตัน และสำหรับส่วนเบาะซึมซับแรงหรือคูฌันขนาด 125 ตันตามลำดับ ซึ่งใช้สำหรับการผลิตชิ้นส่วนประกอบของอากาศยานต่างๆกับลักษณะชิ้นงานดึงขึ้นรูปลึกกลับด้านที่เป็นการดึงขึ้นรูปแบบทำงาน 3 จังหวะ.............................87
ภาพที่ 65 ภาคตัดขวางเครื่องปั๊มทำงาน 3 จังหวะ(Triple Action Press, 三動プレス, さんどうぷれす, ซันโดพุเร็ซซุ) และภาพถ่ายของเครื่องปั๊มทำงาน 3 จังหวะ “Feintool” สำหรับใช้กับการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานแบบไฟน์แบลงกิง..................................................88
ภาพที่ 66 การแก้ปัญหาความโค้งในชิ้นงาน และการปั๊มเหรียญตราที่มีรอยตัวอักษรนูนอยู่ภายในด้วยการประยุกต์ใช้การปั๊มบีบอัดประทับตราหรืองานปั๊มบีบอัดประทับรอย(Coining, コイニングหรือ圧印加工, こいにんぐหรือあついんかこう, โคยนิงงุหรืออัทซึอินคะโค) ซึ่งเนื้อวัสดุจะถูกบีบอัดโดยตลอดทุกผิวหน้าภายในส่วนที่มีขอบเขตจำกัดที่วัสดุถูกกักกั้นเอาไว้..........................................................................................................89
ภาพที่ 67 การทำงานของเครื่องปั๊มข้อต่อนิ้วมือหรือเครื่องปั๊มนักเกิลทั้งชนิดปั๊มชิ้นงานในแนวตั้งกับปั๊มชิ้นงานในแนวนอน ภาพถ่ายเครื่องปั๊มข้อต่อนิ้วมือหรือเครื่องปั๊มนักเกิล “Grabener” ที่มีการขับเคลื่อนจากทางด้านล่างพร้อมด้วยการทำงานแบบ 4 สถานีงาน และมีอุปกรณ์การป้อนแบบส่งผ่านด้วย......................................................................89
ภาพที่ 68 ภาคตัดบางส่วนของเครื่องปั๊มไฮดรอลิก(Hydraulic Press, 液圧プレスหรือ 油圧プレス, えきあつぷれすหรือゆあつぷれす, เอะคิอัทซึ พุเร็ซซุหรือยุอัทซึ พุเร็ซซุ)ซึ่งแสดงให้เห็นส่วนสำคัญภายในบางชิ้นส่วน..................................................................90
ภาพที่ 69 ตัวอย่างบางส่วนในการดัดขึ้นรูปขอบ(Flanging, フランジング, ふらんじんぐ, ฟุรันยิงงุ)ของชิ้นงานที่เป็นแบบการดัดขึ้นรูปขอบตรง การดัดขึ้นรูปขอบโดยกดให้วัสดุหดตัว การดัดขึ้นรูปขอบโดยกดให้วัสดุยืดตัว และการดัดขึ้นรูปขอบรู(เรียงจากซ้ายมือไปขวามือ) โดยภาพด้านบนจะเป็นแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้สำหรับดัดขึ้นรูปขอบของชิ้นงานตามภาพที่อยู่ด้านล่าง........................................................................92
ภาพที่ 70 ภาคตัดแสดงโครงสร้างอย่างง่ายของแม่พิมพ์สำหรับกระบวนการขึ้นรูปแบบเก-ริน(Guerin Process, ゲーリン法, げーりんほう, เง-รินโฮ)ที่สามารถสร้างแม่พิมพ์ด้วยต้นทุนไม่มากนักได้....................................................................................................93
ภาพที่ 71 ภาคตัดแสดงโครงสร้างอย่างง่ายของแม่พิมพ์สำหรับการรีดเรียบขึ้นรูป(Ironing, シゴキหรือアイロニングหรือアイヨニングหรือアイアニング, しごきหรือあいろにんぐหรือあいよにんぐหรือあいあにんぐ, ชิโงะคิหรือไอโระนิงงุหรือไอโยะนิงงุหรือไออะนิงงุ) และลักษณะชิ้นงานดึงขึ้นรูปที่เกิดการเปลี่ยนแปลงไปหลังจากถูกรีดเรียบขึ้นรูป.....95
ภาพที่ 72 ลักษณะโครงสร้างของแม่พิมพ์ที่มีกลไกชุดลูกเบี้ยวเพียร์ซซิงหรือแคมพันช์ตัดเฉือนรู(Piercing Cam Punch, カム式穴抜きパンチ, かむしきあなぬきぱんち, คัมมุชิคิ อะนะนุคิพันจิ) เพื่อทำให้เกิดรูขึ้นภายในชิ้นงานทางด้านข้างในแนวนอน โดยภาพ 3 มิติด้านขวามือจะเป็นโครงสร้างสำหรับตัดเฉือนรูในแนวนอน 1 รูกับตัดเฉือนรูที่อยู่ต่างระดับกันในแนวตั้งอีก 2 รูภายในวัฏจักรการทำงานเดียวกัน..................................................97
ภาพที่ 73 ตัวอย่างใบรับรองคุณสมบัติของวัสดุ(inspection certificateหรือmaterial certificateหรือmill sheet, 材料証明書หรือミルシート, ざいりょうしょうめいしょหรือみるしーと, ไซเรียวโชเมโชะหรือมิรุชีโตะ)...................................................................98
ภาพที่ 74 รูปร่าง-รูปทรงทางกายภาพของวัสดุในลักษณะต่างๆที่ใช้ในการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานทั้งวัสดุแบบม้วน วัสดุแบบแผ่นยาว วัสดุแบบท่อ วัสดุแบบเส้นหรือเส้นลวด และวัสดุแบบแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้.......................................................102
ภาพที่ 75 ตัวอย่างลักษณะการใช้งานวัสดุ และชิ้นงานที่ได้จากการปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่มีรูปร่าง-รูปทรงทางกายภาพต่างๆกัน.....................................................................103
ภาพที่ 76 ความโค้งงอที่เกิดในวัสดุที่มากเกินไปจะทำให้รูที่ได้จากกระบวนการเพียร์ซซิงแล้วไม่ได้แนวศูนย์เดียวกับแกนนำร่องกำหนดตำแหน่งหรือไพลอตพินที่อยู่ขั้นตอนถัดไป จึงติดขัดแล้วทำให้เกิดการป้อนผิด(misfeed, ミスフィードหรือミスパンチหรือ送りミス , みすふぃーどหรือみすぱんちหรือおくりみす, มิซุฟีโดะหรือมิซุพันจิหรือโอะคุริมิซุ)จนอาจทำให้เกิดการเสียหายขึ้นได้...........................................................................106
ภาพที่ 77 แนวเส้นการดัดขึ้นรูปโลหะแผ่นกับการจัดวางชิ้นงานในแผ่นวัสดุที่มีความสัมพันธ์กับทิศทางเกรน-การรีดวัสดุรวมทั้งอัตราการใช้วัสดุที่แตกต่างกัน ซึ่งในภาพซ้ายมือล่างนั้นจะได้ความแข็งแรงของชิ้นงานภายหลังการดัดขึ้นรูปที่ดีที่สุดแต่ไม่ประหยัดวัสดุ ส่วนภาพขวามือล่างแม้จะมีความแข็งแรงของชิ้นงานน้อยกว่าภาพซ้ายมือล่างแต่ก็เป็นที่ยอมรับได้สำหรับชิ้นงานนั้นๆ และยังมีอัตราการใช้วัสดุที่น้อยกว่าจึงทำให้ประหยัดวัสดุแล้วก็ยังลดต้นทุนการผลิตลงได้อีกด้วย..............................................................107
ภาพที่ 78 ลักษณะการขดเป็นวงโค้งงอไปตามแนวยาวหรือคอยล์เซ็ต(coil set, 巻き癖, まきぐせ, มะคิงุเซะ)ที่เกิดขึ้นภายในม้วนวัสดุขนาดเล็ก ที่ได้จากการซอยแยกย่อยออกมาจากม้วนวัสดุแม่ที่มีขนาดกับหน้ากว้างที่ใหญ่โตกว่า..................................................109
ภาพที่ 79 ทิศทางในการรีดวัสดุกับแนวเส้นของการดัดขึ้นรูปจะมีความสัมพันธ์กับความแข็งแรงรวมทั้งการปริแตกของชิ้นงานภายหลังการดัดขึ้นรูปด้วย(ภาพบน) ส่วนภาพด้านล่างเป็นการเปรียบเทียบการจัดวางชิ้นงานในแผ่นวัสดุที่เลว(ภาพล่างซ้ายมือ)ซึ่งมี 2 มุมที่ดัดขึ้นรูปจะขนานกับทิศทางของเกรนวัสดุ และการจัดวางชิ้นงานในแผ่นวัสดุที่ดี(ภาพล่างขวามือ)ซึ่งทั้ง 4 มุมที่ดัดขึ้นรูปจะทำมุม 45 องศากับทิศทางของเกรนวัสดุ..............110
ภาพที่ 80 ตัวอย่างสิ่งของที่สามารถตรวจสอบแล้วควรเตรียมก่อนที่การผลิตชิ้นงานของรุ่นก่อนหน้าจะสิ้นสุดลง(หากไปนำมาในขณะที่หยุดเครื่องปั๊มแล้วนั้นจะถือเป็นความสูญเสียเวลาทำงานของเครื่องปั๊มกับอุปกรณ์ที่อยู่รายรอบ แม้ว่าผู้ติดตั้งแม่พิมพ์จะทำงานเหล่านี้เช่นเดียวกันก็ตาม)โดยให้นำมาไว้ในตำแหน่งที่พร้อมใช้สำหรับเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ ทั้งนี้การเลือกใช้แบบใดนั้นขึ้นอยู่กับระบบการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ของบริษัทนั้นๆที่จะเลือกแล้วนำมาประยุกต์ใช้ เพราะโดยปรกติแล้วจะมีรายละเอียดแตกต่างกันอยู่บ้าง..............................................................................................................111
ภาพที่ 81 ชุดอุปกรณ์จับยึดรูปแบบต่างๆที่มีนัตหัวหกเหลี่ยมหรือโบลต์หัวเป็นร่องหกเหลี่ยมเป็นตัวขันจับยึดแม่พิมพ์ ประแจ และก้านขันยึดแบบขันเร็วที่เหมาะสำหรับแต่ละลักษณะของงานที่นำไปใช้ในการขันยึด....................................................................113
ภาพที่ 82 บางส่วนของอุปกรณ์ที่ใช้สำหรับการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็ว(Quick Die ChangeหรือQDC, クイックダイチェンジ หรือ迅速金型交換, くいっくだいちぇんじหรือじんそくかながたこうかん, คุอิค-ดายเจ็นยิหรือยินซคคุคะนะงะตะโคคัง) .............................................................................................................................115
ภาพที่ 83 วิธีที่ไม่สมเหตุสมผลในการสร้างความขนานกันของแม่พิมพ์กับแผ่นโบลสเตอร์ของเครื่องปั๊ม โดยเป็นตำแหน่งที่ใช้บรรทัดเหล็กหรือส่วนใดๆของเวอร์เนียร์คาลิเปอร์มาช่วยในการวัดระยะห่างระหว่างขอบของแผ่นยึดแม่พิมพ์ชุดล่างกับขอบของแผ่นโบลสเตอร์ของเครื่องปั๊มเพื่อที่จะตรวจสอบว่าแนวศูนย์ของแม่พิมพ์ขนานกันกับเครื่องปั๊มหรือไม่ ซึ่งควรหลีกเลี่ยงแล้วใช้วิธีการที่ดีกว่า เช่น การใช้หมุดกำหนดตำแหน่งที่ตั้ง(ในการติดตั้งแม่พิมพ์) เป็นต้น.....................................................................................................116
ภาพที่ 84 การออกแบบให้มีหมุดกำหนดตำแหน่งที่ตั้ง(ในการติดตั้งแม่พิมพ์)(locator pinหรือlocating pin, ロケーターピンหรือロケートピンหรือ位置決めピン, ろけーたーぴんหรือろけーとぴんหรือいちぎめぴん, โรเคตาปินหรือโรเคโตะปินหรืออิจิงิเมะปิน)ยึดอยู่ด้านบนผิวหน้าแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม เพื่อช่วยให้การติดตั้งแม่พิมพ์แล้วได้ความขนานหรือตั้งฉากกันกับวัสดุ เครื่องปั๊มกับอุปกรณ์อื่นๆที่อยู่รายรอบ นอกจากนี้ยังทำให้ได้ตำแหน่งจับ-ขันยึดโบลต์ต่างๆตรงกับตำแหน่งที่มีอยู่ในเครื่องปั๊มได้อย่างรวดเร็วอีกด้วย.......................................................................................................................122
ภาพที่ 85 เปรียบเทียบชิ้นส่วนหมุดกำหนดตำแหน่งที่ตั้ง(ในการติดตั้งแม่พิมพ์)(locator pinหรือlocating pin, ロケーターピンหรือロケートピンหรือ位置決めピン, ろけーたーぴんหรือろけーとぴんหรือいちぎめぴん, โรเคตาปินหรือโรเคโตะปินหรืออิจิงิเมะปิน)กับชิ้นส่วนหมุดกำหนดตำแหน่งที่ตั้ง(ของชุดโครงแม่พิมพ์)หรือโลเคติงพินของดายเซ็ตหรือเสานำทาง(ไกด์โพสต์)หรือแกนนำทาง(ไกด์พิน)หรือแกนนำ(ลีดเดอร์พิน){locating pinหรือguide postหรือguide pinหรือleader pin, ロケートピンหรือガイドポストหรือガイドピンหรือリーダーピン, ろけーとぴんหรือがいどぽすとหรือがいどぴんหรือりーだーぴん, โรเคโตะปินหรือไงโดะพซโตะหรือไงโดะปินหรือรีดาปิน} ซึ่งมีการใช้ชื่อเรียกเป็น locator pinหรือlocating pin เหมือนกัน...................................................................123
ภาพที่ 86 การออกแบบตัวกำหนดตำแหน่งที่ตั้ง(ในการติดตั้งแม่พิมพ์)ในลักษณะอื่นที่แตกต่างไปจากภาพที่ 84 ที่ผ่านมา ซึ่งมีประสิทธิภาพดีกว่าเนื่องจากส่วนหน้าสัมผัสที่จะประกบเข้าด้วยกันของตัวกำหนดตำแหน่งที่ตั้งซึ่งมีลักษณะเป็นผิวเอียง จึงช่วยให้สามารถเลื่อนแม่พิมพ์เข้าปะทะแล้วเลื่อนเคลื่อนที่เข้ากำหนดที่ถูกต้องได้โดยง่าย และรวดเร็วแม้ว่าการเลื่อนแม่พิมพ์เข้ากำหนดตำแหน่งในช่วงเริ่มต้นนั้นจะเยื้องออกไปด้านซ้ายหรือขวาเล็กน้อยก็ตาม........................................................................................................123
ภาพที่ 87 ผู้ปฏิบัติงานบริษัท “Marwood Metal Fabrication Limited” เริ่มดำเนินการเรียกข้อมูลของแม่พิมพ์จากแผงควบคุมแบบหน้าจอสัมผัสได้(ภาพซ้ายมือ) แล้วระบบการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วโดยอัตโนมัติก็เริ่มสั่งให้แม่พิมพ์ชุดบนเลื่อนลงสู่ด้านล่าง(ภาพขวามือ).............................................................................................125
ภาพที่ 88 เครื่องปั๊มเคลื่อนแรมที่คลายการจับยึดแม่พิมพ์ชุดบนแล้วขึ้นสู่ด้านบนอีกครั้ง(ภาพซ้ายมือ) จากนั้นแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปของชิ้นงานของรุ่นก่อนหน้าจะเลื่อนออกจากแท่นเครื่องหรือฐานรองของเครื่องปั๊มซึ่งเป็นพื้นที่ทำงาน ในขณะเดียวกันแม่พิมพ์ลูกใหม่จะเลื่อนเข้ามาแทนที่(ภาพขวามือ).....................................................................126
ภาพที่ 89 แม่พิมพ์ลูกใหม่เลื่อนเข้ามาแทนที่แล้วถูกกำหนดตำแหน่งภายในเครื่องปั๊มแล้วแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊มจะเลื่อนลงมาประกบยึดเข้ากับแม่พิมพ์ชุดบน.......................................127
ภาพที่ 90 แรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊มจะเคลื่อนที่นำแม่พิมพ์ชุดบนกลับสู่ตำแหน่งศูนย์ตายบนแล้วอยู่ในตำแหน่งที่พร้อมสำหรับการผลิตชิ้นงานรุ่นใหม่ต่อไป..............................................127
ภาพที่ 91 ลักษณะตัวอย่างรอยตำหนิหรือข้อบกพร่องที่เกิดขึ้นภายในผิวหน้าของชิ้นงาน ซึ่งจะถูกตรวจพบได้โดยง่ายด้วยอุปกรณ์ตรวจสอบแบบภาพถ่าย(image inspection deviceหรือvision inspection apparatus, 画像検査装置, がぞうけんさそうち, งะโซเค็งซะโซจิ)...................................................................................................................128
ภาพที่ 92 ตัวอย่างบางส่วนของเครื่องมือตรวจสอบ เครื่องมือวัดพื้นฐานต่างๆ เครื่องมือวัดเที่ยงตรงสูงสำหรับวัดขนาดชิ้นงานแบบ 3 มิติ สำหรับวัดรูปร่างที่ละเอียดซับซ้อนต่างๆซึ่งผลิตขึ้นจากผู้ผลิตชั้นนำ เช่นミツトヨ(MITUTOYO), ニコン(NIKON), ファロー(FARO) และピーク(PEAK) เป็นต้น ซึ่งใช้ในการตรวจวัดชิ้นส่วนต่างๆหรือชิ้นงานที่ได้จากการผลิตออกมาด้วยแม่พิมพ์หรือกระบวนการอื่นๆ.................................................................130
ภาพที่ 93 ตัวอย่างบางส่วนของเครื่องมือวัดที่ใช้ตรวจสอบวัสดุหรือชิ้นงาน โดยตรวจสอบทั้งในระหว่างที่อุปกรณ์คลาย-ป้อนส่งวัสดุเข้าสู่แม่พิมพ์ และตรวจสอบภายหลังจาก เครื่องปั๊มขับเคลื่อนนำแม่พิมพ์ให้ปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานออกมาจากแม่พิมพ์กับเครื่องปั๊มแล้ว.......................................................................................................................131
ภาพที่ 94 การตรวจสอบชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปแบบภาพถ่ายภายในโรงงานจริงของบริษัท “アドバネクス(อัดโดะบะเน็กซ์)” ซึ่งจะตรวจสอบสภาพภายนอกของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่ได้ออกมาจาก เครื่องปั๊มกับแม่พิมพ์ และอุปกรณ์จัดเก็บชิ้นงานแบบที่มีหลายๆม้วนที่นำมาใช้ร่วมกัน เพื่อให้สามารถทำการผลิตชิ้นงานได้โดยอัตโนมัติแม้ไร้ผู้ปฏิบัติงานทำงานอยู่ด้วย.......................................................................................133
ภาพที่ 95 ตัวอย่างแบบฟอร์มในการวิเคราะห์ปัญหา(problem analysis, 問題分析する, もんだいぶんせきする, มนไดบุงเซะคิซุรุ)ที่พบในการสร้างแม่พิมพ์เพื่อป้องกันไม่ให้ปัญหาเดิมหรือปัญหาลักษณะที่คล้ายคลึงกันเกิดขึ้นซ้ำได้อีกในอนาคต................................135
ภาพที่ 96 ตัวอย่างของมาตรวัดค่าดายไฮต์หรือดายชัตไฮต์ในเครื่องปั๊มแบบมีความเที่ยงตรงที่แสดงทศนิยม 1 ตำแหน่ง และในเครื่องปั๊มแบบมีความเที่ยงตรงสูงที่แสดงทศนิยม 2 ตำแหน่ง.................................................................................................136
ภาพที่ 97 หน้าปัดแบบเข็มชี้กับหน้าปัดแบบตัวเลขดิจิทัลที่แสดงองศาหรือมุมของเครื่องปั๊มที่จะหมุนไปตามการเคลื่อนที่ทำงานของแรมหรือสไลด์ของเครื่องปั๊มที่จับยึดแม่พิมพ์อยู่ นับตั้งแต่ที่จุดศูนย์ตายบนคือที่มุม “0” องศา(หรือมุม “360”) ไปจนถึงจุดศูนย์ตายล่างคือที่มุม “180” องศาแล้วก็หมุนกลับมาครบรอบที่จุดศูนย์ตายบนอีกครั้งหนึ่ง.....................138
ภาพที่ 98 ชิ้นส่วนประกอบระหว่างชิ้นส่วนแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ) ก้านส่งแรงหรือเพลาส่งกำลัง เกลียวปรับระยะของแรมหรือสไลด์ และชิ้นส่วนต่างๆที่ใช้สำหรับปรับระยะของเครื่องปั๊มให้ได้ค่าตรงตามค่าระยะความสูงปิดของแม่พิมพ์นั้นๆ............................................................................139
ภาพที่ 99 ชิ้นงานที่ผ่านการเสริมความแข็งแรงด้วยการปั๊มขึ้นรูปปุ่ม-รอยนูนหรือเอ็มบอสซิง(EmbossingหรือEmboss, エンボシングหรือエンボスหรือエンボス加工หรือダボหรือダボ出し加工, えんぼしんぐหรือえんぼすหรือえんぼすかこうหรือだぼหรือだぼだしかこう, เอ็มบชชิงหรือเอ็มบซซุหรือเอ็มบซซุคะโคหรือดะโบะหรือดะโบะดะชิคะโค) การขึ้นรูปโครงสันนูนหรือริบบิง(Ribbing, リブ加工, りぶかこう, ริบบุคะโค) และการตี-กระแทกซ้ำให้ได้ขนาดหรือรี-สไตรค์กิง(RestrikingหรือRestrike Drawing, リストライクหรือリストライキングหรือ整形絞り, りすとらいくหรือりすとらいきんぐหรือせいけいしぼり, ริซุโตะไรคุหรือริซุโตะไรคิงงุหรือเซเคชิโบะริ)...............................................142
ภาพที่ 100 ความสูงปิดของแม่พิมพ์ตัดเฉือน(Cutting Die’s die height, 抜き型のダイハイト, ぬきがたのだいはいと, นุคิงะตะโนะดายไฮโตะ)โดยมีระยะที่พันช์เคลื่อนที่เข้าไปในดายตัวเมีย(bypass of cutting edges, 抜きパンチの入り込み深さหรือパンチのダイへの入り込み深さ, ぬきぱんちのはいりこみふかさหรือぱんちのだいへの入り込み深さ, นุคิพันจิโนะไฮริโคะมิฟุคะซะหรือพันจิโนะดายเอะโนะไฮริโคะมิฟุคะซะ)เท่ากับระยะ “e” .............................................................................................................................145
ภาพที่ 101 เปรียบเทียบโครงสร้างแม่พิมพ์แบบที่ใช้ตัวปลดวัสดุยึดคงที่หรือสตริปเปอร์ยึดคงที่(fixed stripperหรือstationary stripper, 固定ストリッパ, こていすとりっぱ, โคะเตซุโตะริปปะ)กับแม่พิมพ์แบบที่ใช้ตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เคลื่อนที่ได้(movable stripperหรือknockout actuated stripperหรือspring stripper, 可動ストリッパ, かどうすとりっぱ, คะโดซุโตะริปปะ)..................................................................147
ภาพที่ 102 กรณีที่ความสูงปิดของแม่พิมพ์มีค่ามากกว่าระยะความสูงปิดที่มากที่สุดของเครื่องปั๊ม อาจจะแก้ปัญหาได้โดยซื้อเครื่องปั๊มใหม่ให้เหมาะสมกับความสูงปิดของแม่พิมพ์(ภาพกลาง)หรืออาจจะทำการปรับลดความสูงส่วนใดส่วนหนึ่งของชิ้นส่วนแม่พิมพ์ เช่นลดความสูงของดายตัวเมีย(ภาพขวามือ) เป็นต้น............................................................148
ภาพที่ 103 กรณีที่ระยะความสูงปิดของแม่พิมพ์ที่คำนวณได้มีค่าน้อยกว่าระยะความสูงปิดที่มากที่สุดของเครื่องปั๊มแล้วยังอยู่ในช่วงระยะปรับของแรมหรือสไลด์ที่สามารถปรับได้ ก็สามารถติดตั้งแม่พิมพ์เข้ากับเครื่องปั๊มได้โดยไม่ต้องใช้อุปกรณ์รองเสริมเพิ่มเติมกับแม่พิมพ์แต่อย่างใด(ภาพซ้ายมือสุด) แต่อย่างไรก็ตามเพื่อความแข็งแรงแล้วยังคงความปลอดภัยของเครื่องปั๊ม ขอแนะนำให้ออกแบบแม่พิมพ์ที่จะปรับระยะความสูงปิดของเครื่องปั๊มที่มีค่าอยู่ระหว่างภาพกลางกับภาพขวามือสุด......................................................150
ภาพที่ 104 การเสริมแล้วยึดติดตั้งแผ่นโบสเตอร์ให้เป็นส่วนหนึ่งของแม่พิมพ์โดยยึดเข้ากับแผ่นยึดแม่พิมพ์ชุดล่างเลย เพื่อช่วยปรับให้แม่พิมพ์ที่เดิมมีระยะความสูงปิดที่มีค่าน้อยจนไม่สามารถใช้งานกับเครื่องปั๊มที่มีอยู่ได้แล้วทำให้มีความสูงเพิ่มขึ้นพอที่จะติดตั้งเข้ากับเครื่องปั๊มนั้นๆได้.....................................................................................................151
ภาพที่ 105 การใช้แท่งขนานหรือแท่งรองเสริมหรือไลเนอร์(parallel blockหรือspacer blockหรือliner, 平行ブロックหรือスペーサブロックหรือライナーหรือ当て板หรือゲタ, へいこうぶろっくหรือすぺーさぶろっくหรือらいなーหรือあていたหรือげた, เฮโค-บรคคุหรือซุเปซะ-บรคคุหรือไรนาหรืออะเตะอิตะหรือเงะตะ)ที่ด้านล่างหรือด้านบนของแม่พิมพ์เพื่อให้แม่พิมพ์ที่มีระยะความสูงปิดของแม่พิมพ์น้อยกว่าค่าระยะความสูงปิดที่น้อยที่สุดของเครื่องปั๊มสามารถใช้กับเครื่องปั๊มได้โดยไม่ต้องซื้อเครื่องใหม่...................154
ภาพที่ 106 การติดตั้งแผ่นเสริมแรม(ram plate, ラムプレート , らむぷれーと, รัมพุเรโตะ)หรือแผ่นแรมโบลสเตอร์(ram bolster plate, ラムプボルスターレート , らむぼるすたーぷれーと, รัมโบะรุซุตาพุเรโตะ)เข้ากับแรมหรือสไลด์ของเครื่องปั๊ม ในลักษณะที่ช่วยให้สามารถติดตั้งแม่พิมพ์ที่มีขนาดกับระยะความสูงปิดของแม่พิมพ์ที่แตกต่างกันได้หลายๆลูก.............................................................................................................................155
ภาพที่ 107 รูปถ่ายของแม่พิมพ์ที่มีแท่งขนานหรือแท่งรองเสริมหรือไลเนอร์(parallel blockหรือspacer blockหรือliner, 平行ブロックหรือスペーサブロックหรือライナーหรือ当て板หรือゲタ, へいこうぶろっくหรือすぺーさぶろっくหรือらいなーหรือあていたหรือげた, เฮโค-บรคคุหรือซุเปซะ-บรคคุหรือไรนาหรืออะเตะอิตะหรือเงะตะ)ยึดเข้ากับแผ่นยึดแม่พิมพ์ชุดล่างแล้วก็มีแผ่นเสริมแรมหรือแผ่นแรมโบลสเตอร์เสริมยึดเข้ากับแผ่นยึดแม่พิมพ์ชุดบน........................................................................................................156
ภาพที่ 108 ภาคตัดขวางส่วนต่างๆของแม่พิมพ์กับเครื่องปั๊มที่ทำงานสัมพันธ์กันแล้วมีกลไกสำหรับกระทุ้งดันปลดชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปออกจากดายตัวเมีย โดยแม่พิมพ์นี้ได้ออกแบบให้โครงสร้างแม่พิมพ์มีดายตัวเมียอยู่ทางด้านบนในขณะที่พันช์จะอยู่ทางด้านล่าง.............................................................................................................................157
ภาพที่ 109 ภาคตัดขวางของแม่พิมพ์ชุดบน(upper dieหรือupper die set, 上型のダイセットหรือ上型, うわがたのだいせっとหรือうわがた, อุวะงะตะโนะดายเซ็ตโตะหรืออุวะงะตะ)หรือชุดโครงแม่พิมพ์บนของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป และแม่พิมพ์ชุดล่าง(lower dieหรือlower die set, 下型のダイセットหรือ下型, したがたのだいせっとหรือしたがた, ชิตะงะตะโนะดายเซ็ตโตะหรือชิตะงะตะ)หรือชุดโครงแม่พิมพ์ล่างของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปซึ่งเป็นแบบที่มีการนำทางโดยเสานำทางร่วมกับปลอกนำทาง...................157
ภาพที่ 110 ตัวอย่างของแม่พิมพ์ตัดแยกส่วน(Parting Die, 分断型, ぶんだんがた, บุนดังงะตะ)ที่ทำการตัดเฉือนชิ้นงานที่ผ่านการดัดขึ้นรูปมาแล้ว 1 ชิ้นงานให้กลายเป็นชิ้นงาน 2 ชิ้น โดยชิ้นงานจะมีครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)จากการตัดแยกส่วนของชิ้นงานทั้งสองอยู่ด้านล่างเหมือนกัน.........................161
ภาพที่ 111 ภาคตัดขวางอย่างง่ายของโครงสร้างแม่พิมพ์ตัดแผ่นแบลงก์โดยกระบวนการตัดแยกออก(รายละเอียดปลีกย่อยหลายส่วนไม่ได้แสดงเอาไว้) ซึ่งชิ้นงานหรือแผ่นแบลงก์ในภาพจะมีขอบนำด้านหน้าเหมือนกับขอบด้านหลัง และภาพขยายแสดงรายละเอียดส่วนต่างๆที่เกิดขึ้นจากการตัดเฉือน.................................................................................162
ภาพที่ 112 ภาคตัดขวางอย่างง่ายของโครงสร้างแม่พิมพ์ตัดแยกออกแล้วชิ้นงานตก-ลอดทะลุผ่านแม่พิมพ์(Cutoff and Drop-Through Blanking DieหรือCut off and Drop-Through Blanking Die)ที่ใช้สำหรับชิ้นงานหรือแผ่นแบลงก์มีขอบนำด้านหน้าแตกต่างจากขอบด้านหลัง โดยจะเห็นได้ว่าชิ้นงานในภาพนี้จะแตกต่างกับชิ้นงานในภาพที่ 111 ซึ่งจะมีส่วนขอบนำด้านหน้าเหมือนกับขอบด้านหลัง และนอกจากนี้ทิศทางหรือด้านครีบหรือรอยเยินของชิ้นงานก็ยังแตกต่างกันอีกด้วย ดังนั้นจึงควรพิจารณาในกรณีที่ลักษณะงานมีความเข้มงวดในเรื่องครีบนี้...............................................................................................164
ภาพที่ 113 ชิ้นงานที่ผ่านการตัดเฉือนด้วยแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ 総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ) ซึ่งจะแสดงให้เห็นถึงทิศทางครีบของการตัดเฉือนตามแนวเส้นรอบรูปภายนอกของชิ้นงานกับทิศทางครีบของการตัดเฉือนรูภายในชิ้นงานที่มีทิศทางในทางตรงข้ามกันคนละทาง..........................................................................164
ภาพที่ 114 ลักษณะโครงสร้างแม่พิมพ์สำหรับการตัดเฉือนหรือการตัดแยกออก(CuttingหรือCutoffหรือCut off, 切断หรือカットオフ, せつだんหรือかっとおふ, เซ็ทซึดังหรือคัตโตะอฟฟุ)กับความสัมพันธ์ระหว่างขนาดของพันช์ ดาย เคลียแรนซ์กับชิ้นงานที่ได้..........................................................................................................................165
ภาพที่ 115 การจัดวางชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปซึ่งมีรูปร่างเหมือนกันด้วยวิธีการที่แตกต่างกันในแม่พิมพ์โปรเกรสซีฟว์......................................................................................166
ภาพที่ 116 การจัดวางชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่ต่างกันในแม่พิมพ์โปรเกรสซีฟว์โดยที่ชิ้นงานมีรูปร่างเหมือนกัน ซึ่งจะมีการป้อนวัสดุชนปะทะกับตัวหยุด-กั้นที่เสถียรกับไม่เสถียร.............................................................................................................................166
ภาพที่ 117 แม่พิมพ์ตัดแผ่นแบลงก์แบบตก-ลอดทะลุผ่านแม่พิมพ์(Drop-Through Blanking Die, 抜き落し型, ぬきおとしがた, นุคิโอะโตะชิงะตะ)แบบไร้เสานำทางกับปลอกนำทาง และเครื่องปั๊มชนิดที่แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊มกับแท่นเครื่องหรือฐานรองของเครื่องปั๊มที่มีรูสำหรับให้ชิ้นงานตก-ลอดทะลุผ่านลงสู่ด้านล่างได้...............168
ภาพที่ 118 โครงสร้างแม่พิมพ์ตัดแผ่นแบลงก์แบบตก-ลอดทะลุผ่านแม่พิมพ์(Drop-Through Blanking Die, 抜き落し型, ぬきおとしがた, นุคิโอะโตะชิงะตะ)ที่มีเสานำทางกับปลอกนำทาง ซึ่งจะให้ความเที่ยงตรงสูงกว่าแม่พิมพ์ที่ไม่มีเสานำทางกับปลอกนำทาง แล้วก็ยังช่วยให้การติดตั้งแม่พิมพ์ทำได้รวดเร็ว จึงเหมาะสำหรับการผลิตชิ้นงานจำนวนมาก ซึ่งจะเห็นความสัมพันธ์ระหว่างขนาดของพันช์ ดาย เคลียแรนซ์ และส่วนโค้งมนจากการตัดเฉือน แถบรอยตัดหรือขอบตัดเฉือน รอยแตกกับครีบหรือรอยเยินที่เกิดขึ้นบนชิ้นงานทั้งสามรูปร่าง.........................................................................................................169
ภาพที่ 119 โครงสร้างแม่พิมพ์ดึงขึ้นรูปแบบตก-ลอดทะลุผ่านแม่พิมพ์(Drop-Through Drawing DieหรือDrop Through Drawing Die, 絞り落し型, しぼりおとしがた,ชิโบะริโอะโตะชิงะตะ)ในขณะแม่พิมพ์เปิดอยู่(ภาพซ้ายมือ) และในขณะกำลังดึงขึ้นรูปเปลี่ยนรูปร่างจากแผ่นแบลงก์กลมเป็นชิ้นงานรูปทรงกระบอก(ภาพขวามือ) ซึ่งมีชิ้นส่วนที่ช่วยในการกำหนดตำแหน่งแผ่นแบลงก์กลมก่อนที่จะถูกดึงขึ้นรูปที่เรียกว่ารังรองรับ-กำหนดตำแหน่ง(NestหรือNest gage, ネストหรือ位置決めหรือ定木หรือ案内หรือガイド, ねすとหรือいちぎめหรือじょうぎหรือあんないหรือがいど, เนะสุโตะหรืออิจิงิเมะหรือโยงิหรืออันไนหรือไงโดะ)..........................................................................................171
ภาพที่ 120 การตัดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้แบบกลับด้าน(Reverse BlankingหรือInverted Blanking, 逆配置構造の打ち抜き, ぎゃくはいちこうぞうのうちぬき, เงียคไฮจิโคโซโนะอุจินุคิ)โดยแม่พิมพ์ที่มีโครงสร้างแบบดันแผ่นแบลงก์ที่ถูกตัดเฉือนแล้วย้อนกลับในทิศทางตรงกันข้ามกับการตัดเฉือนปรกติ ซึ่งจะมีพันช์อยู่ที่แม่พิมพ์ชุดล่างแล้วดายตัวเมียจะอยู่ที่แม่พิมพ์ชุดบน ในขณะที่ตัดเฉือนแผ่นแบลงก์จะเคลื่อนเข้าไปภายในช่องดายที่อยู่ด้านบน แล้วจะถูกดันกลับเพื่อปลดออกจากช่องดายด้วยชุดกลไกน็อกเอาต์(หรือด้วยแรงดันของสปริงหรือยูรีเทน)...............................................................172
ภาพที่ 121 การใช้ชิ้นส่วนตัวปลดปล่อยหรือเชดเดอร์ล้อมรอบเพียร์ซซิงพันช์(ภาพซ้ายมือ) และการใช้แกนปลดปล่อยหรือเชดเดอร์ติดตั้งไว้ในตัวกระทุ้งดันปลดหรือน็อกเอาต์ของแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ 総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)(ภาพขวามือ) .............................................................................................................................173
ภาพที่ 122 โครงสร้างแม่พิมพ์ดึงขึ้นรูปแบบดันกลับซึ่งมีชุดกระทุ้งดันปลดชิ้นงานอยู่ด้านล่างของแม่พิมพ์ทำหน้าที่กระทุ้งดันปลดชิ้นงานที่ดึงขึ้นรูปเป็นทรงกระบอกแล้วนั้นให้เคลื่อนที่ย้อนกลับคืนสู่ระดับเดิม(ระดับก่อนที่แผ่นแบลงก์จะถูกดึงขึ้นรูป) และมีรังรองรับ-กำหนดตำแหน่ง(NestหรือNest gage, ネストหรือ位置決めหรือ定木หรือ案内หรือガイド, ねすとหรือいちぎめหรือじょうぎหรือあんないหรือがいど, เนะสุโตะหรืออิจิงิเมะหรือโยงิหรืออันไนหรือไงโดะ)ช่วยในการกำหนดตำแหน่งแผ่นแบลงก์ที่ป้อนเข้าสู่แม่พิมพ์..................................................................................................................174
ภาพที่ 123 ตัวยกหรือลิฟเตอร์(lifter)อื่นๆที่นำมาใช้ในการปั๊มตัดเฉือน-ขึ้นรูปวัสดุ แต่ไม่ได้เป็นชิ้นส่วนใดๆของแม่พิมพ์แม้ว่าจะมีชื่อเรียกว่าลิฟเตอร์(lifter)เหมือนกันกับชิ้นส่วนในแม่พิมพ์ก็ตาม.........................................................................................................175
ภาพที่ 124 โครงสร้างแม่พิมพ์ดึงขึ้นรูปแบบเคลื่อนที่ขึ้นด้านบนแล้วดันกลับซึ่งมีชุดกระทุ้งดันปลดชิ้นงานอยู่ด้านบนของแม่พิมพ์ เพื่อกระทุ้งดันปลดชิ้นงานที่ดึงขึ้นรูปเป็นทรงกระบอกให้ตกลงสู่ด้านล่าง................................................................................175
ภาพที่ 125 ตัวนำชิ้นงานออกแบบรางด้วยกลไกเครื่องลอกแบบ(Pantograph Type Shovel Unloader, パンタグラフ式ショベルアンローダー, ぱんたぐらふしきしょべるあんろーだー, พันตะ-งรัฟชิคิ โชะเบะรุ อันโรดา)(ภาพบน) และตัวนำชิ้นงานออกแบบรางด้วยกลไกเฟืองแร็ก-พิเนียน(Rack and Pinion Type Shovel Unloader, ラック∙ピニオン式ショベルアンローダー, らっく•ぴにおんしきしょべるあんろーだー, รัคคุ-พินิอนชิคิ โชะเบะรุ อันโรดา)(ภาพล่าง)ที่นำมาใช้สำหรับช่วยนำชิ้นงานในแม่พิมพ์ที่มีชุดดายตัวเมียอยู่ทางด้านบนซึ่งตัดเฉือน-ขึ้นรูปแล้วถูกกระทุ้งปลดลงสู่ด้านล่างทำให้พ้นออกจากบริเวณทำงานของแม่พิมพ์.......................................................................................176
ภาพที่ 126 ตัวดักจับชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปอัตโนมัติอย่างง่าย และตัวดักจับชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปอัตโนมัติของบริษัทมิคุโมะเซซัคคุโชะจำกัด ที่แสดงมุมในการปรับเอียงรางเลื่อนได้สูงสุดถึง 30 องศากับมุมในการปรับเอียงส่วนแขนกลส่งแรงขับเคลื่อนได้สูงสุดคือ 50 องศา................................................................................................................178
ภาพที่ 127 การป้อนแผ่นวัสดุเข้าตัดเฉือน-ขึ้นรูปด้วยแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดายด้วยการใช้มือป้อนส่งวัสดุแบบดั้งเดิม(4 ภาพด้านบน) เปรียบเทียบกับแบบที่มีการใช้อุปกรณ์ดักจับชิ้นงานอัตโนมัติหรือออโต้แคชเชอร์ช่วยในการนำชิ้นงานออกจากแม่พิมพ์(4 ภาพด้านล่าง).........................................................................................180
ภาพที่ 128 ตัวหยุด-กั้นอัตโนมัติที่สามารถกำหนดระยะพิตในการป้อนส่งวัสดุเข้าไปปั๊มตัดเฉือนภายในแม่พิมพ์ให้เท่ากันได้โดยอัตโนมัติทุกวัฎจักรที่ทำงาน โดยอาศัยขอบของแผ่นวัสดุดันปะทะเข้ากับส่วนปลายแขนที่แกว่งไกวได้ของตัวหยุด-กั้นนี้..............................181
ภาพที่ 129 ตัวอย่างแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดายที่มีโครงสร้างเป็นแบบ 2 กระบวนการกับแบบ 3 กระบวนการรวมอยู่ภายในสถานีงานหรือขั้นตอนเดียวกัน สำหรับผลิตชิ้นงานที่เป็นแหวนรองกับชิ้นงานรูปทรงถ้วยแบบมีหน้าแปลนหรือขอบพร้อมรูเจาะ ซึ่งจะทำการปั๊มตัดเฉือน-ขึ้นรูปวัสดุเสร็จสิ้นภายในช่วงชักหรือระยะชักเดียวกัน................182
ภาพที่ 130 ภาพถ่ายคอมเพานด์ดาย และคอมเพานด์ดายสำหรับตัดเฉือนชิ้นงานตามเส้นรอบรูปที่ต้องการแล้วมีรูเจาะอยู่ภายในชิ้นงาน ซึ่งมีแนวคิดในการออกแบบโดยรวมกระบวนการของแม่พิมพ์แบลงกิงแบบคว่ำกลับด้านแล้วดันย้อนกลับกับกระบวนการของแม่พิมพ์เพียร์ซซิงเข้าไว้ในสถานีงานเดียวกัน.............................................................183
ภาพที่ 131 ภาคตัดขวางอย่างง่ายของแม่พิมพ์รวมกระบวนการที่มีขอบคมตัดของการตัดเฉือนรูกับการขริบตัดขอบที่อยู่ใกล้กันมากจนทำให้แม่พิมพ์อ่อนแอแล้วมีโอกาสแตกหักเสียหายได้ง่าย........................................................................................................184
ภาพที่ 132 แม่พิมพ์รวมกระบวนการตัดแผ่นแบลงก์แล้วดึงขึ้นรูป(Compound Blank and Draw Die, 抜き絞り型, ぬきしぼりがた, นุคิชิโบะริงะตะ)ซึ่งแผ่นวัสดุจะถูกตัดเป็นแผ่นแบลงก์ก่อนแล้วจากนั้นแผ่นแบลงก์ก็จะเลื่อนต่ำลงแล้วถูกดึงขึ้นรูปด้วยพันช์ที่อยู่ทางด้านล่างขึ้นสู่ด้านบน...........................................................................................................186
ภาพที่ 133 แม่พิมพ์ผสมกระบวนการระหว่างกระบวนการตัดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ร่วมกับกระบวนการดัดขึ้นรูปวัสดุ ซึ่งจะสังเกตได้ว่าทั้งสองกระบวนการอยู่ภายในแม่พิมพ์ที่มีโครงหรือดายเซ็ตชุดเดียวกันแต่จะแยกอยู่คนละตำแหน่งกัน............187
ภาพที่ 134 ตัวอย่างชิ้นงานที่ได้จากการตีย้ำ(CaulkingหรือStaking, コーキングหรือコーキンหรือカシメหรือステーキング, こーきんぐหรือこーきんหรือかしめหรือすてーきんぐ, โคคิงงุหรือโคคิงหรือคะชิเมะหรือซุเตคิงงุ)เพื่อยึด-ประกอบชิ้นงาน 2 ชิ้นเข้าด้วยกัน(ภาพบน) โดยการป้อนส่งชิ้นงานที่ผ่านการปั๊มตัดเฉือน-ขึ้นรูปมาก่อนหน้านี้แล้วในลักษณะขวางหรือไขว้กันเข้ามาประกอบเข้าด้วยกันภายในแม่พิมพ์ตัวเดียว(ภาพล่าง) .............................................................................................................................188
ภาพที่ 135 การตีย้ำ(CaulkingหรือStaking, コーキングหรือコーキンหรือカシメหรือステーキング, こーきんぐหรือこーきんหรือかしめหรือすてーきんぐ, โคคิงงุหรือโคคิงหรือคะชิเมะหรือซุเตคิงงุ)บางรูปแบบ ซึ่งเป็นการตีย้ำหรือบดอัดให้เนื้อวัสดุเปลี่ยนรูปร่างไปแล้วยึดชิ้นงานเป้าหมายเข้าด้วยกันในลักษณะต่างๆกัน เช่น การตีย้ำหมุดหรือสลักให้ยึดติดกับแผ่นวัสดุแผ่นเดียว การตีย้ำหมุดหรือสลักให้ยึดวัสดุ 2 แผ่นเข้าด้วยกัน และการตีย้ำชิ้นงานที่มีส่วนเป็นหมุดหรือสลักให้ยึดเข้ากับชิ้นงานอีกหนึ่งแผ่น เป็นต้น....................189
ภาพที่ 136 ตัวอย่างชิ้นงานที่ได้จากการนำชิ้นงานปั๊มตัดเฉือน-ขึ้นรูป 3 รูปร่างนำมาประกอบเข้าด้วยกันโดยการตีย้ำภายในแม่พิมพ์เดียวกันที่เรียกว่าแม่พิมพ์สำหรับประกอบงาน(assembling die, 組立て型, くみたてがた, คุมิตะเตะงะตะ)แล้วก็ใช้เครื่องปั๊มเพียงเครื่องเดียว.............................................................................................................190
ภาพที่ 137 ตัวอย่างชิ้นงานที่ได้จากการประกอบเข้าด้วยกันภายในแม่พิมพ์โดยประกอบจากชิ้นงานปั๊มตัดเฉือน-ขึ้นรูป 2 ชิ้น(ตามทิศทางการป้อนวัสดุ Aกับ B)กับอีกหนึ่งชิ้นงานสำเร็จรูป(ตามทิศทางการป้อนวัสดุ C)ด้วยการตีย้ำ(CaulkingหรือStaking, コーキングหรือコーキンหรือカシメหรือステーキング, こーきんぐหรือこーきんหรือかしめหรือすてーきんぐ, โคคิงงุหรือโคคิงหรือคะชิเมะหรือซุเตคิงงุ)กับการเชื่อม(Welding, 溶接, ようせつ, โยเซ็ทซึ)ชิ้นงานทั้ง 3 เข้าด้วยกันภายในแม่พิมพ์เดียวกันโดยเครื่องปั๊มเพียงเครื่องเดียว.............................................................................................................192
ภาพที่ 138 โครงสร้างแม่พิมพ์คอนติเนนทัลสำหรับกระบวนการตัดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้เพื่อนำไปตัดเฉือน-ขึ้นรูปด้วยกระบวนการในลำดับถัดไปอีก............193
ภาพที่ 139 ชิ้นส่วนพันช์กับดายที่ผลิตมาจากเหล็กเครื่องมือแผ่นเดียวกันโดยใช้เทคนิคการเอียงเส้นลวดในระหว่างการตัดเฉือนด้วยการไวร์คัตหรือการตัดเฉือนโดยการสปาร์กทางไฟฟ้าด้วยอิเล็กโทรดแบบเส้นลวด(Wire Electrical Discharge MachiningหรือElectrical Discharge Wire Cuttingหรือwire-cut EDMหรือwire EDM, ワイヤカットหรือワイヤーカットหรือワイヤカット加工หรือワイヤーカット加工หรือワイヤ放電加工หรือワイヤー放電加工หรือワイヤカット放電加工หรือワイヤーカット放電加工, わいやかっとหรือわいやーかっとหรือわいやかっとかこうหรือわいやーかっとかこうหรือわいやほうでんかこうหรือわいやーほうでんかこうหรือわいやかっとほうでんかこうหรือわいやーかっとほうでんかこう, ไวยะคัตโตะหรือไวยาคัตโตะหรือไวยะคัตโตะคะโคหรือไวยาคัตโตะคะโคหรือไวยะโฮเด็งคะโคหรือไวยาโฮเด็งคะโคหรือไวยะคัตโตะโฮเด็งคะโคหรือไวยาคัตโตะโฮเด็งคะโค)..........................................................................................195
ภาพที่ 140 ภาคตัดขวางอย่างง่ายแสดงให้เห็นบางส่วนของแม่พิมพ์ปั๊มงานย่อยหรือซับเพรสดาย(Subpress Die, サブプレスダイ, さぶぷれすだい, ซับบุพุเร็ซซุดาย)ที่ใช้ระยะชักสั้นๆสำหรับการตัดเฉือนรูจำนวน 2 รูที่มีขนาดแตกต่างกันภายในชิ้นงานในการตัดเฉือนครั้งเดียวกัน............................................................................................................197
ภาพที่141 ภาคตัดขวางอย่างง่ายของแม่พิมพ์ปั๊มงานย่อยหรือซับเพรสดาย(Subpress Die, サブプレスダイ, さぶぷれすだい, ซับบุพุเร็ซซุดาย)ซึ่งมีการรวมกระบวนการตัดแผ่นแบลงก์(ตามเส้นรอบรูปภายนอกของชิ้นงาน)แล้วทำการตัดเฉือนรูหรือการเพียร์ซซิง(ตามเส้นรอบรูปภายในของชิ้นงาน)ไปพร้อมๆกันภายในช่วงชักของการตัดเฉือนวัฏจักรเดียวกัน.............................................................................................................................197
ภาพที่ 142 ชิ้นส่วนต่างๆของนาฬิกาข้อมือที่ผลิตขึ้นด้วยกระบวนการปั๊มตัดเฉือน-ขึ้นรูปโดยแม่พิมพ์ซับเพรส(Subpress Dies)......................................................................198
ภาพที่ 143 ภาคตัดขวางของแม่พิมพ์ซับเพรสแบบที่มีเสาค้ำ(Pillar-Type Subpress Die) .............................................................................................................................198
ภาพที่ 144 ภาคตัดขวางของแม่พิมพ์ซับเพรสแบบทรงกระบอก(Cylindrical Subpress Die).......................................................................................................................199
ภาพที่ 145 ลักษณะการตัดเฉือนในแผ่นวัสดุด้วยแม่พิมพ์ฟอลโลว์ซึ่งสถานีงานแรกเป็นการตัดเฉือนรูกลมหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)แล้วจึงตัดตามแนวเส้นรอบรูปภายนอกชิ้นงานหรือการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ)..............................................................200
ภาพที่ 146 ลักษณะการพลันจิง(Plunging)ที่พลันเจอร์(Plunger)จะเคลื่อนที่พุ่งตรงเข้าหาวัสดุเพื่อขึ้นรูปให้เกิดเป็นรูภายในชิ้นงานตามลักษณะที่ต้องการ..................................202
ภาพที่ 147 การนำรูที่ได้จากกระบวนการเพียร์ซซิงไปใช้ในการออกแบบแม่พิมพ์โปรเกรสซีฟว์ ทั้งแบบที่มีการนำรูไปใช้กำหนดตำแหน่งหรือกำหนดระยะพิตในการป้อนส่งวัสดุเข้าสู่แม่พิมพ์ให้ถูกต้องแล้วถูกตัดออกไปเป็นเศษวัสดุภายหลังการใช้งานแล้ว และแบบที่มีการนำรูไปใช้เป็นส่วนรูของชิ้นงานด้วยภายหลังจากที่ได้ใช้ในการกำหนดตำแหน่งมาแล้ว...202
ภาพที่ 148 แม่พิมพ์โปรเกรสซีฟว์ที่มีทิศทางการป้อนวัสดุจากขวามือไปซ้ายมือ ซึ่งประกอบด้วยการตัดเฉือนรู(การเพียร์ซซิง) การตัดกึ่งบากร่อง(การตัดบากร่อง 1) การตัดบากร่อง(การตัดบากร่อง 2) และการตัดแยกชิ้นงานออก(การตัดชิ้นงานตามรูปร่างที่ต้องการ)จากส่วนโครงวัสดุ(skeletonหรือskeleton scrapหรือscrap strip, スケルトン, すけるとん, ซุเคะรุตง)ในขั้นตอนสุดท้าย......................................................................205
ภาพที่ 149 ภาพถ่ายแม่พิมพ์โปรเกรสซีฟว์มองจากด้านบนในขณะที่เปิดแม่พิมพ์ชุดบนกับแม่พิมพ์ชุดล่างแยกออกจากกัน................................................................................206
ภาพที่ 150 ตัวอย่างการจัดวางชิ้นงาน(Nesting, ネスティング, ねすてぃんぐ, เนซติงงุ)แบบสองแถวสำหรับการตัดเฉือนชิ้นงานที่มีเส้นรอบรูปในลักษณะวงกลมในแม่พิมพ์โปรเกรสซีฟว์ ซึ่งการวางชิ้นงานให้เหลื่อมกันจะช่วยให้ระยะระหว่างแถวลดลงได้ จึงทำให้ความกว้างของแถบวัสดุตลอดจนเปอร์เซ็นต์การเกิดเศษวัสดุลดลงตามไปด้วย.....................208
ภาพที่ 151 เครื่องปั๊มส่งผ่าน “Schuler” ขนาดใหญ่พร้อมชุดป้อนส่งผ่านทางขวางที่ย่อส่วนลง เพื่อเผยให้เห็นถึงกลไกของระบบขับส่งกำลัง..............................................209
ภาพที่ 152 วัฏจักรของการเคลื่อนที่ของชิ้นงานด้วยกลไกต่างๆในแม่พิมพ์ส่งผ่านหรือทราสเฟอร์ดาย ซึ่งในที่นี้แผ่นวัสดุขนาดพร้อมใช้หรือแผ่นแบลงก์(ผ่านการตัดเตรียมเอาไว้ต่างหากล่วงหน้าแล้ว)จะถูกป้อนเข้าไปในส่วนที่เรียกว่า “นิ้ว” ที่สถานีงานแรกของแม่พิมพ์ จากนั้นก็จะทำการดึงขึ้นรูป ดึงขึ้นรูปซ้ำให้ได้ขนาด ตัดเฉือนรูที่ส่วนก้นของชิ้นงาน แล้วจากนั้นก็จะขริบตัดขอบส่วนเกินที่เกิดขึ้นจากกระบวนการดึงขึ้นรูปออกไปก็จะได้ชิ้นงานตามต้องการ...........................................................................................................212
ภาพที่153 กลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบมิติเดียว(1D transfer feeding equipment, 一次元トランスファー送り装置, いちじげんとらんすふぁーおくりそうち, อิจิยิเง็ง ทรันซุฟาโอะคุริโซจิ)(ภาพด้านบน)กับกลไกในการป้อนของอุปกรณ์ป้อนส่งผ่านแบบสามมิติ(3D transfer feeding equipment, 三次元トランスファー送り装置, さんじげんとらんすふぁーおくりそうち, ซันยิเง็ง ทรันซุฟาโอะคุริโซจิ)(ภาพด้านล่าง)..........213
ภาพที่ 154 สายงานการปั๊มแบบส่งผ่านชิ้นงานระหว่างแม่พิมพ์(ระหว่างเครื่องปั๊ม)ที่มีการตัดเฉือน-ขึ้นรูปแตกต่างกันหรือถือเป็นสถานีงานที่ต่างกัน โดยใช้เครื่องปั๊มไอดะ“アイダ(Aida)”แบบโครงเครื่องรูปตัวซี ซึ่งใช้แขนกลช่วยหยิบ-จับชิ้นงานป้อนส่งเข้าแล้ววางภายในแม่พิมพ์แล้วก็จะป้อนส่งผ่านระหว่างแม่พิมพ์โดยอัตโนมัติอีกด้วย...............................214
ภาพที่ 155 โครงสร้างพื้นฐานของแม่พิมพ์ที่จัดแบ่งโดยพิจารณาจากตำแหน่งของพันช์-ดายกับการจัดการแผ่นปลดวัสดุหรือสตริปเปอร์เพลตว่าควรมีหรือไม่ เป็นแบบใด แล้วจัดวางให้อยู่ด้านเดียวกับพันช์หรือว่าจัดวางให้อยู่ด้านเดียวกับดาย.................................215
ภาพที่ 156 แม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัววีที่ไร้สตริปเปอร์ซึ่งแสดงให้เห็นเพียงพันช์ ดาย และวัสดุชิ้นงานเท่านั้น(ภาพซ้ายมือ)กับแม่พิมพ์ดึงขึ้นรูปแบบไร้สตริปเปอร์แล้วชิ้นงานตก-ลอดทะลุผ่านลงสู่ด้านล่าง(ภาพขวามือ)...................................................................218
ภาพที่ 157 แม่พิมพ์ตัดเฉือนรูที่มีตัวปลดวัสดุยึดคงที่หรือสตริปเปอร์ยึดคงที่ติดอยู่ทางด้านบนของดายตัวเมียหรือแผ่นดาย ที่มีการติดตั้งเสานำทางกับปลอกนำทางไว้ในชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets, ダイセット, だいせっと, ดายเซ็ตโตะ)เพื่อทำหน้าที่นำทางให้แม่พิมพ์ชุดบน-ชุดล่างเคลื่อนที่เข้าคู่กันอย่างถูกต้อง.................218
ภาพที่ 158 แม่พิมพ์ตัดเฉือนรูแบบมีเสานำทางตัวปลดวัสดุหรือแกนนำทางสตริปเปอร์อยู่ภายใน เพื่อทำหน้าที่นำทางการเคลื่อนที่ของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ในแม่พิมพ์ที่ต้องการความเที่ยงตรง โดยแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ทำหน้าที่นำทางแล้วประคองปลายพันช์อีกหน้าที่หนึ่งด้วย...................................................................................219
ภาพที่ 159 แม่พิมพ์ขริบตัดขอบหรือทริมมิงดาย(Trimming Die, 縁切り型, えんきりがた, เอ็งคิริงะตะ)ซึ่งขริบตัดขอบชิ้นงานที่ผ่านการดึงขึ้นรูปมาแล้ว โดยเป็นแม่พิมพ์ที่มีโครงสร้างแบบไร้แผ่นปลดวัสดุแล้วมีดายตัวเมียอยู่ด้านบนในขณะที่พันช์อยู่ทางด้านล่างซึ่งกลับด้านกันกับที่เป็นอยู่ในแม่พิมพ์ทั่วไป................................................................................220
ภาพที่ 160 แม่พิมพ์ตัดแผ่นแบลงก์ที่มีโครงสร้างแบบคว่ำกลับด้าน(Invert Type Blanking Die, 逆配置構造の打ち抜き型 , ぎゃくはいちこうぞうのうちぬきがた, เงียคไฮจิโคโซโนะอุจินุคิงะตะ)ซึ่งมีแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้อยู่ด้านล่างหรืออยู่ด้านเดียวกับพันช์(ภาพซ้ายมือ) และโครงสร้างแม่พิมพ์ชุดล่างที่แสดงเฉพาะส่วนนำทางการป้อนแถบวัสดุโดยอาศัยขอบวัสดุซึ่งควรมีอย่างน้อย 2 อัน(ภาพขวามือ)...........................................222
ภาพที่ 161 กรณีที่ใช้ตัวปลดวัสดุแบบยูรีเทน(Urethane stripper, ウレタンストリッパー, うれたんすとりっぱー, อุเระตันซุโตะริปปา)ทำหน้าที่ทั้งจับยึดวัสดุแล้วก็ปลดวัสดุในตัวเดียวกันด้วย ซึ่งจะเหมาะสำหรับการปลดวัสดุอย่างง่ายที่มีปริมาณการผลิตไม่สูงนักแล้วทำให้ได้ต้นทุนการผลิตที่ต่ำด้วย...............................................................................222
ภาพที่ 162 อายุของแม่พิมพ์ในความหมายที่ 2หรือระยะเผื่อสำหรับเจียระไนลับขอบคมตัดได้อีก(Die lifeหรือlandหรือwear landหรือcutting landหรือdie land, ランドหรือダイランド部หรือ刃部長さ, らんどหรือだいらんどぶหรือはぶながさ, รันโดะหรือดายรันโดะบุหรือฮะบุนะงะซะ)ของชิ้นส่วนดายแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)โดยในภาพนี้ระยะเผื่อจะเป็นแบบตรง.................................................................................................................225
ภาพที่ 163 ตัวอย่างลักษณะต่างๆกันของอายุของแม่พิมพ์(ในความหมายที่ 2)ที่มีระยะเผื่อสำหรับเจียระไนลับขอบคมตัดได้อีก ซึ่งจะเป็นระยะเผื่อแบบตรง(Straight land, ストレートランド, すとれーとらんど, ซุ-เตรตโตะรันโดะ) ระยะเผื่อแบบเรียว(Taper land, テーパーを持ったランド, てーぱーをもったらんど, เตปาโวะมตตะรันโดะ) และระยะเผื่อแบบเรียวตลอดโดยไม่ระบุระยะเผื่อไว้(Taper through-no die life, ランド部にわずかにテーパーを取り, らんどぶにわずかにてーぱーをとり, รันโดะบุนิวะซึคะนิเตปาโวะโทะริ) .............................................................................................................................226
ภาพที่ 164 ระยะเผื่อสำหรับเจียระไน(land, ランド, らんど, รันโดะ)ในความหมายระยะเผื่อสำหรับเจียระไนลับขอบคมตัดได้อีกหรืออายุของแม่พิมพ์(Cutting land) และระยะเผื่อเพื่อลดพื้นที่สำหรับเจียระไนลับขอบคมตัดของพันช์หรือดายให้ลดลง(Sharpening land) .............................................................................................................................227
ภาพที่ 165 การพิจารณาเลือกใช้วัสดุสำหรับชิ้นส่วนหลักที่สำคัญๆในแม่พิมพ์ที่มีโครงสร้างตัวปลดวัสดุยึดคงที่หรือโครงสร้างสตริปเปอร์ยึดคงที่(fixed stripper structure, 固定ストリッパ構造, こていすとりっぱこうぞう, โคะเตซุโตะริปปะโคโซ)...............................230
ภาพที่ 166 การพิจารณาเลือกใช้วัสดุสำหรับชิ้นส่วนหลักที่สำคัญๆในแม่พิมพ์ที่มีโครงสร้างตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือโครงสร้างสตริปเปอร์เคลื่อนที่ได้(movable stripper structure, 可動ストリッパ構造, かどうすとりっぱこうぞう, คะโดซุโตะริปปะโคโซ) .............................................................................................................................231
ภาพที่ 167 การพิจารณาเลือกใช้วัสดุสำหรับชิ้นส่วนหลักที่สำคัญๆในแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ).............................232
ภาพที่ 168 ตัวอย่างลักษณะหนึ่งในการปรับปรุงคุณภาพผิวที่ส่วนปลายของพันช์โดยกระบวนการ WPC ซึ่งจะมีความหยาบผิวมากกว่าผิวที่ได้จากการขัดเงา(Polishing, 磨き หรือポリシングหรือ艶出し, みがきหรือぽりしんぐหรือつやだし, มิงะคิหรือโพะริชชิงงุหรือทซึยะดะชิ)ปรกติเล็กน้อย ผิวที่ได้จึงมีทั้งส่วนนูน-ส่วนเว้าที่สามารถกักเก็บฟิล์มน้ำมันหรือสารหล่อลื่นเอาไว้ได้ดีกว่า จึงช่วยทำให้เพิ่มความสามารถในการต้านทานต่อการหลอมติดได้ดียิ่งขึ้นนั่นเอง........................................................................................242
ภาพที่ 169 เปรียบเทียบการดัดขึ้นรูปด้วยแม่พิมพ์ การดัดขึ้นรูปด้วยการพับ และการดัดขึ้นรูปด้วยการป้อนส่งวัสดุแล้วก็ดัด ซึ่งการดัดขึ้นรูปด้วยการป้อนส่งวัสดุนี้ก็ยังแบ่งออกเป็น 2 วิธีด้วยกันคือ การดัดขึ้นรูปด้วยวิธีการกลิ้งรีดขึ้นรูปกับการดัดขึ้นรูปด้วยวิธีการกลิ้งม้วนขึ้นรูปแผ่นวัสดุ............................................................................................................243
ภาพที่ 170 เกจแผ่นวัดช่องว่างหรือเกจวัดความหนา(feeler gaugeหรือthickness gauge, 隙間ゲージ, すきまげーじ, ซุคิมะเงยิ) “Starrett” .....................................................247
ภาพที่ 171 ตัวอย่างใบมาตรฐานการติดตั้งแม่พิมพ์(Die setup standard sheet, 金型段取り基準書, かながただんどりきじゅんしょ, คะนะงะตะดันโดะริคิยุงโชะ)ที่ผู้ออกแบบแม่พิมพ์ระบุข้อมูลเอาไว้ เพื่อให้ผู้ใช้ได้ทำการบันทึกผลการตรวจสอบทั้ง 6 ข้อในขณะปฏิบัติงานจริงเมื่อนำแม่พิมพ์ไปใช้งาน.....................................................................249
ภาพที่ 172 ระยะยกแผ่นวัสดุในแม่พิมพ์โปรเกรสซีฟว์ที่มีการดัดขึ้นรูปชิ้นงานลงสู่ด้านล่าง ซึ่งค่านี้จะระบุไว้ในใบมาตรฐานการติดตั้งแม่พิมพ์ ดังนั้นผู้ใช้แม่พิมพ์จะต้องปรับอุปกรณ์ป้อนกับอุปกรณ์อื่นๆให้เข้ากับระดับนี้ด้วย เพื่อป้องกันการป้อนส่งผิดพลาดแล้วทำให้แม่พิมพ์เสียหาย......................................................................................................249
ภาพที่ 173 กลไกการทำงานของชุดตัวกระทุ้งดันปลดหรือน็อกเอาต์(knockoutหรือslide knockoutหรือtop knockout, ノックアウトหรือスライドノックアウトหรือ上部ノックアウト, のっくあうとหรือすらいどのっくあうとหรือじょうぶのっくあうと, นคเอาโตะหรือซุไรโดะ-นคเอาโตะหรือโยบุ-นคเอาโตะ)ของเครื่องปั๊มที่จุดศูนย์ตายล่าง(Bottom Dead CenterหรือBDC, 下死点, かしてん, คะชิเต็ง)(ภาพขวามือบน)กับการทำงานที่จุดศูนย์ตายบน(Top Dead CenterหรือTDC, 上死点, じょうしてん, โยชิเต็ง)(ภาพซ้ายมือบน) และลักษณะแม่พิมพ์ที่ต้องใช้กลไกกระทุ้งดันปลดช่วยในการปลดชิ้นงานออกจากแม่พิมพ์(ภาพซ้ายมือล่าง)กับภาพถ่ายกลไกจริงในเครื่องปั๊ม(ภาพขวามือล่าง).............251
ภาพที่ 174 การปรับระดับความสูงของการป้อนส่ง(Feeding LevelหรือflหรือPass Line, 送りレベルหรือフィードレベルหรือ送り高さหรือ送り線高さหรือパスライン, おくりれべるหรือふぃーどれべるหรือおくりたかさหรือおくりせんたかさหรือぱすらいん , โอะคุริเระเบะรุหรือฝีโดะเระเบะรุหรือโอะคุริตะคะซะหรือโอะคุริเซ็งทะคะซะหรือพัซซุไรน์)วัสดุเข้าสู่แม่พิมพ์ที่เครื่องปั๊มกับอุปกรณ์ป้อนส่งวัสดุให้เหมาะกับแม่พิมพ์....................251
ภาพที่ 175 กลไกกระทุ้งดันปลดที่อยู่ภายในชุดบนของแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ) ซึ่งจะเรียกแกนกระทุ้งดันปลดหรือน็อกเอาต์พิน(knockout pin)ว่าเป็น knockout rod ของแม่พิมพ์...............................................252
ภาพที่ 176 ในกรณีที่ต้องการความเสถียรของการทำงานของกลไกกระทุ้งดันปลดชิ้นงานเป็นพิเศษ แนะนำให้ทำการออกแบบโดยใช้ปลอกนำทางมาช่วยทำหน้าที่เป็นตัวนำทางในการเคลื่อนที่ของ knockout pinหรือแกนกระทุ้งดันปลดให้เป็นไปอย่างราบรื่น ไม่เช่นนั้นในบางจังหวะที่ knockout pinหรือแกนกระทุ้งดันปลดเอียงตัวไปเล็กน้อยก็อาจทำให้ตัวกระทุ้งดันปลดหรือน็อกเอาต์เกิดงัดแล้วติดขัดขึ้นได้...................................................253
ภาพที่ 177 การออกแบบกลไกกระทุ้งดันปลดสำหรับชิ้นงานที่มีขนาดเล็ก แนะนำให้ทำการออกแบบโดยใช้แผ่นน็อกเอาต์รูปร่างอย่างง่ายร่วมกันกับ knockout pinหรือแกนกระทุ้งดันปลดเพียง 3 ถึง 4 ตำแหน่งก็เพียงพอ........................................................................254
ภาพที่ 178 การออกแบบกลไกกระทุ้งดันปลดสำหรับชิ้นงานที่มีขนาดใหญ่ แนะนำให้ทำการออกแบบกลไกกระทุ้งดันปลดโดยใช้แผ่นน็อกเอาต์ที่มีความแข็งแรงมากยิ่งขึ้น และใช้ร่วมกันกับ knockout pinหรือแกนกระทุ้งดันปลดตั้งแต่ 3 ตำแหน่งขึ้นไป.....................255
ภาพที่ 179 ลักษณะข้อบกพร่องหรือความผิดปรกติของเครื่องปั๊ม แรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊ม และหรือแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ที่มีผลต่อคุณภาพชิ้นงาน ซึ่งควรต้องดำเนินการแก้ไขเสียก่อนที่จะนำไปใช้งานต่อไป.........................................................256
ภาพที่ 180 ลำดับการจับยึดแม่พิมพ์ชุดล่างกับแม่พิมพ์ชุดบนเข้ากับเครื่องปั๊มนั้น จะจับยึดแม่พิมพ์ชุดล่างเข้ากับแผ่นโบลสเตอร์ของเครื่องปั๊มแต่เพียงเพื่อประคองเอาไว้เท่านั้นแล้วจึงจับยึดแม่พิมพ์ชุดบนเข้ากับแรมหรือสไลด์ของเครื่องปั๊มให้แน่นเสียก่อน จากนั้นจึงทำการควบคุมให้แรมหรือสไลด์ค่อยๆเคลื่อนที่นำแม่พิมพ์ชุดบนเคลื่อนที่เข้าคู่กันกับแม่พิมพ์ชุดล่าง 2 ถึง 3 ครั้งเพื่อให้ส่วนนำทางต่างๆของแม่พิมพ์ปรับให้แม่พิมพ์ชุดบน-ล่างได้แนวศูนย์เดียวกันมากที่สุดแล้วจึงค่อยจับยึดแม่พิมพ์ชุดล่างให้แน่นในภายหลัง..................257
ภาพที่ 181 แม่พิมพ์ที่มีชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบไม่มีเสานำทางกับปลอกนำทาง ซึ่งเรียกว่าแม่พิมพ์เปิด(Open Die, オープン形式金型, おーぷんけいしきかながた, โอพุนเคชิคิคะนะงะตะ)............................................................................................259
ภาพที่ 182 การออกแบบให้พันช์ตัดเฉือนมีส่วนส้นนำทางที่มีความยาวมากกว่าขอบคมตัดของพันช์ ซึ่งส่วนส้นจะถูกใช้สำหรับทำหน้าที่นำทางโดยตรงให้พันช์เคลื่อนที่เข้าคู่กันกับขอบคมตัดของดายได้ด้วยเคลียแรนซ์ที่สม่ำเสมอโดยตลอดเส้นรอบรูปขอบคมตัดที่ใช้ตัดเฉือนวัสดุ...............................................................................................................260
ภาพที่ 183 การนำทางขอบคมตัดของพันช์กับดายให้เข้าคู่กันได้ดีเพื่อช่วยป้องกันไม่ให้ขอบคมตัดของพันช์กับดายในแม่พิมพ์เกิดความเสียหาย โดยการใช้โครงสร้างกับลักษณะการประกอบแม่พิมพ์ที่แตกต่างกัน...........................................................................261
ภาพที่ 184 การใช้ผ้าสักหลาด(felt, フェルト, ふぇると, เฟรุโตะ)ทำความสะอาดผิวหน้าด้านบนกับด้านล่างของแถบวัสดุที่ทางเข้าอุปกรณ์ป้อนส่งวัสดุ(feeding equipmentหรือfeeder, 送り装置หรือフィーダー, おくりそうちหรือふぃーだー, โอะคุริโซจิหรือฟีดา) และหรือก่อนที่แถบวัสดุจะถูกหล่อลื่นด้วยน้ำมันหรือสารหล่อลื่นแล้วป้อนเข้าสู่แม่พิมพ์.............................................................................................................................264
ภาพที่ 185 ตัวอย่างการพิจารณาตรวจสอบ-ปรับแก้ให้ขนาด-รูปร่างชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปกลายมาเป็นแบบปรับแก้(Arrangement Drawingหรือpart shape establish, アレンジ図, あれんじず, อะเร็นยิซึ)ตามเป้าหมาย เพื่อนำไปใช้สำหรับออกแบบแล้วผลิตแม่พิมพ์ โดยแบบที่ได้นี้จะทำการปรับแก้มาจากแบบผลิตภัณฑ์(product drawing, 製品図, せいひんず, เซฮิงซึ)ที่ลูกค้าต้องการ และในภาพนี้จะเป็นแบบปรับแก้สำหรับผลิตภัณฑ์หรือชิ้นงานทั้ง 3 รูปแบบในการตัดเฉือน-ขึ้นรูปวัสดุ..........................................................267
ภาพที่ 186 ลักษณะการโป่งนูนในชิ้นงานจากกระบวนการเพียร์ซซิงทำให้ชิ้นงานไม่เรียบเพราะเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)แคบเกินไป และกรณีเพิ่มเคลียแรนซ์ให้มากขึ้นพอดีแล้วจะทำให้ได้ชิ้นงานที่เรียบแม้ว่าส่วนที่ถูกตัดออกจากแผ่นวัสดุจะโก่งก็ตาม เพราะการเพียร์ซซิงจะถือว่าเอารูที่ได้จากการตัดเฉือนในแผ่นวัสดุไปใช้งานแต่ไม่ได้เอาส่วนที่ถูกตัดออกจากแผ่นวัสดุไปใช้งาน................................................................................................................271
ภาพที่ 187 แม่พิมพ์ที่มีการตัดเฉือนแบบการตัดเฉือนแล้วนำพาไปต่อ ซึ่งชิ้นงานหรือวัสดุส่วนที่ถูกตัดเฉือนแล้วประมาณ 50 เปอร์เซ็นต์นี้ จะถูกบีบอัดให้แบนเรียบจากนั้นก็จะถูกนำพาเคลื่อนที่ต่อไปแล้วจะถูกดันออกจากแผ่นวัสดุด้วยพันช์ที่มีรูปร่างคล้ายกับพันช์ที่ตัดเฉือนมาแล้วแต่จะมีขนาดเล็กกว่า เพราะพันช์นี้จะทำหน้าที่เพียงดันชิ้นงานหรือวัสดุที่ถูกตัดเฉือนแล้วนำพาไปต่อออกด้วยแรงเล็กน้อยเท่านั้น เนื่องจากชิ้นงานหรือวัสดุได้ผ่านการตัดเฉือนมาจนถึงจุดแตกร้าว-ฉีกขาดของแผ่นวัสดุแล้ว...............................................271
ภาพที่ 188 ภาพตัวอย่างของการตัดเฉือนซึ่งแสดงให้เห็นรอยแตกที่สถานีงานตัดเฉือนแล้วนำพาไปต่อหรือตัดเฉือนแล้วดันย้อนกลับซึ่งมีรอยแตกที่เรียบร้อยสมบูรณ์แบบ(ภาพซ้ายมือ) และมีรอยแตกที่เลว(ภาพขวามือ) ซึ่งเกิดขึ้นเนื่องจากการนำวัสดุที่มีคุณสมบัติเหนียว-อ่อนมาตัดเฉือนด้วยแม่พิมพ์ตัวเดียวกันกับวัสดุตามภาพซ้ายมือที่เป็นแม่พิมพ์ที่ออกแบบเคลียแรนซ์สำหรับใช้กับวัสดุที่มีความแข็งกว่า..............................................273
ภาพที่ 189 การป้องกันปัญหาที่เกิดจากปริมาตรเนื้อวัสดุที่ขยายเพิ่มขึ้นแล้วเกิดการสะสมภายในแผ่นวัสดุที่ตัดเฉือน-ขึ้นรูปโดยแม่พิมพ์โปรเกรสซีฟว์ ซึ่งจะส่งผลกระทบต่อกระบวนการที่อยู่ในลำดับต่อมา โดยการจัดให้มีการตัดเฉือนรูเป็นแบบร่องยาวเพื่อรองรับกับปัญหานี้............................................................................................................274
ภาพที่ 190 ลักษณะการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)ที่จะทำให้ได้ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีความเรียบที่ยอดเยี่ยมมาก อันเนื่องมาจากที่ด้านตรงกันข้ามกับพันช์จะเป็นแรมสำหรับจับยึดวัสดุความดันสูงดันปะทะกับผิวหน้าวัสดุแล้วต้านเอาไว้ และการจับยึดวัสดุด้วยแรมนี้คือส่วนที่แตกต่างไปจากวิธีการตัดเฉือนแล้วนำพาไปต่อ......................................................................275
ภาพที่ 191 แม่พิมพ์ที่ออกแบบเป็นพิเศษสำหรับกระบวนการกริปโฟลว์(Grip Flow Process, グリップフロー加工, ぐりっぷふろーかこう, งริป-ฟุโรคะโค)โดยบริษัท Ebway Corporation(ภาพซ้ายมือ) และชิ้นงานที่ได้จากการตัดเฉือนด้วยกระบวนการนี้ซึ่งมีความหนาถึง 12.7 มิลลิเมตรหรือ1/2นิ้ว(ภาพขวามือ)........................................................277
ภาพที่ 192 ภาคตัดชิ้นส่วนดายที่มีส่วนคมตัดตรงหนามากจนเกินไป ทำให้ชิ้นงานที่ได้จากการตัดเฉือนด้วยกระบวนการแบลงกิง(Blanking ProcessหรือBlanking Operation, 打抜き加工หรือブランキング加工หรือ外形抜き加工, うちぬきかこうหรือぶらんきんぐかこうหรือがいけいぬきかこう, อุจินุคิคะโคหรือบุรังคิงงุคะโคหรือไงเคนุคิคะโค)เกิดการโก่ง........................................................................................................................278
ภาพที่ 193 ภาคตัดของดายตัวเมียแบบปุ่มกดหรือบัตตอนดาย(buttonหรือbutton dieหรือdie buttonหรือdie bushingหรือpierce button, ボタンダイหรือダイボタンหรือダイブシュ, ぼたんだいหรือだいぼたんหรือだいぶしゅ, โบะตันดายหรือดายโบะตันหรือดายบุชชุ)......................................................................................................................278
ภาพที่ 194 ภาคตัดอย่างง่ายที่แสดงอีกหนึ่งแนวคิดในการป้องกันปัญหาการโก่งของชิ้นงานภายหลังถูกตัดเฉือนในกระบวนการแบลงกิง โดยใช้แผ่นกระทุ้งดันปลดหรือแผ่นน็อกเอาต์(knockout plate, ノックアウト板, のっくあうとばん, นคเอาโตะบัง)ดันวัสดุต้านกับผิวหน้าพันช์ขณะที่ทำการตัดเฉือนวัสดุ..........................................................279
ภาพที่ 195 แนวคิดในการป้องกันปัญหาการโก่งของชิ้นงานซึ่งจะเกิดขึ้นภายหลังการตัดเฉือนด้วยกระบวนการแบลงกิง โดยจะใช้การตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)มาทำการตัดเฉือนแทน.......................................280
ภาพที่ 196 การประยุกต์ใช้งานของการตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)ในรูปแบบต่างๆ โดยบริเวณที่ตัดแยกส่วนนั้นจะมีทั้งส่วนที่กลายเป็นชิ้นงานกับส่วนที่กลายเป็นเศษวัสดุ..........................................................280
ภาพที่ 197 เทคนิคในการทำให้ชิ้นงานเรียบมากยิ่งขึ้นโดยกระบวนการปั๊มขึ้นลายจุด ตัวอย่างการปั๊มขึ้นลายจุดบนผิวหน้าชิ้นงานในลักษณะที่แตกต่างกัน และตัวอย่างแนวคิดของรูปร่างพันช์-ดายสำหรับปรับให้ชิ้นงานเรียบยิ่งขึ้น................................................282
ภาพที่ 198 แม่พิมพ์ปั๊มขึ้นลายจุดบนชิ้นงานหรือแม่พิมพ์ปั๊มขึ้นลายขนมวาฟเฟิล(Waffle die, ワッフルダイ, わっふるだい, วัฟฟุรุดาย)ซึ่งใช้วิธีการออกแบบการปั๊มขึ้นลายจุดที่แตกต่างไปจากลายจุดที่ได้อธิบายผ่านมาแล้ว(ภาพซ้ายมือ) และตัวอย่างภาพถ่ายพร้อมภาพขยายชิ้นงานจริงที่ผ่านการขึ้นลายจุดบนผิวหน้างานมาแล้ว เพื่อทำให้ได้ความเรียบของชิ้นงานมากยิ่งขึ้น(ภาพขวามือ)...........................................................................283
ภาพที่ 199 ลักษณะกลไกการรีดดัดวัสดุของอุปกรณ์ดัดวัสดุให้เรียบตรง(levellerหรือlevelerหรือlevelling machineหรือcoil straightener, レベラー, れべらー, เระเบะรา) ที่จะทำการดัดวัสดุที่มีการขดเป็นวงโค้งงอไปตามแนวยาวหรือคอยล์เซ็ต(coil set, 巻き癖, まきぐせ, มะคิงุเซะ)ภายหลังจากที่คลายออกมาจากม้วนวัสดุแล้วทำให้กลับมาเรียบตรงก่อนที่จะถูกป้อนเข้าสู่แม่พิมพ์เพื่อทำการปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานที่มีความเรียบตามคุณภาพที่ต้องการต่อไป..........................................................................................284
ภาพที่ 200 สภาวะของเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ตามเส้นรอบรูปขอบคมตัดของพันช์กับดายที่แคบเกินไป โดยมีทั้งเคลียแรนซ์แบบที่แคบด้านเดียว เคลียแรนซ์แบบที่แคบสองด้าน และเคลียแรนซ์แบบที่แคบทั้งสี่ด้านแต่เกิดเฉพาะส่วนในแนวทแยงมุมทั้ง 4 ด้านเท่านั้น ซึ่งอาจมีสาเหตุมาจากพันช์หรือดายบิดตัวในทิศทางที่ไม่ถูกต้อง.............................................285
ภาพที่ 201 การออกแบบส่วนปลายของพันช์แบบมีขอบคมตัดเป็นเรียวย้อนกลับด้าน(Reverse Taper PunchหรือBack Taper PunchหรือExtra Back Taper on Punch, テーパパンチหรือテーパーパンチหรือ逆テーパーパンチ, てーぱぱんちหรือてーぱーぱんちหรือぎゃくてーぱーぱんち, เตปะพันจิหรือเตปาพันจิหรือเงียคเตปาพันจิ)เพื่อใช้งานในกรณีพิเศษ และการเผื่อให้ขนาดส่วนหัวด้านบนสุดของพันช์มีขนาดเล็กลงกว่าขนาดส่วนลำตัวของพันช์เพื่อช่วยให้พันช์สามารถรับภาระที่หนักมากขึ้นกว่าเดิมได้.....................286
ภาพที่ 202 ผิวของวัสดุที่ผ่านการตัดเฉือนโดยแม่พิมพ์ที่มีเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างขอบคมตัดของพันช์กับดายแคบจนเกินไป จะทำให้รอยแตกที่เริ่มเกิดจากด้านพันช์กับด้านดายไม่มาบรรจบกันพอดีแต่กลับจะเกิดการตัดเฉือนครั้งที่ 2 ขึ้นมาแทนที่...........................288
ภาพที่ 203 การตรวจสอบการอุดตันของเศษวัสดุหรือการติดขัดของเศษวัสดุ(slug jammingหรือslug cloggingหรือslug stacking, カス詰まり, かすつまり, คะซุ-ทซึมะริ) ให้ทำการตรวจสอบเศษวัสดุที่ถูกตัดเฉือนซึ่งควรจะตกลงสู่ด้านล่างภายหลังวัสดุผ่านการตัดเฉือนไปแล้วมีจำนวนเศษจากการตัดเฉือนสะสมรวมเท่ากับความหนาส่วนคมตัดตรงของดายตัวเมีย และจะต้องทำการตรวจสอบทุกตำแหน่งของแม่พิมพ์ที่มีขั้นตอนการตัดเฉือนนั้นว่าเศษวัสดุต้องตกลงสู่ด้านล่างครบทุกตำแหน่งก่อนที่จะเริ่มเดินเครื่องผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูป..................................................................................................289
ภาพที่ 204 ตัวอย่างแบบโครงร่างลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปในแม่พิมพ์(strip layoutหรือprogressive stock layoutsหรือprogressive strip, ストリップレイアウト, すとりっぷれいあうと, ซุโตะริป-เรเอาโตะ)ของแม่พิมพ์โปรเกรสซีฟว์ ซึ่งจะต้องทำการตรวจยืนยันการร่วงของเศษทุกขั้นตอนหรือสถานีงานที่มีการตัดเฉือนวัสดุนั่นคือส่วนที่แรเงาด้วยเส้นทแยงมุมทั้ง 7 ตำแหน่ง............................................................................................289
ภาพที่ 205 แนวคิดในการป้องกันปัญหาการอุดตันของเศษวัสดุในรูดายด้วยวิธีต่างๆ ด้วยการทำให้ส่วนคมตัดตรงสั้นลง ทำรูหลบด้านล่างรูดายให้มีขนาดที่เหมาะสมช่วยลดการอุดตันของเศษวัสดุหรือใช้ดายแบบที่มีรูเอียงสำหรับให้อากาศ(air, 空気, くうき, คูคิ)ไหลผ่านแล้วเกิดแรงดูดเศษขึ้น.............................................................................................290
ภาพที่ 206 แผ่นรองหลังดายไม่ได้แนวศูนย์เดียวกับรูของดายอันเนื่องมาจากรูกำหนดตำแหน่งในแผ่นรองหลังโตเกินไปแต่ก็ยังถูกนำมาประกอบเข้าไปใช้งานในแม่พิมพ์ จึงทำให้หมุดกำหนดตำแหน่ง(ระหว่างชิ้นส่วนแม่พิมพ์)หรือโดเวลพินหรือน็อกพิน(dowel pinหรือknock pin, ダウエルピンหรือノックピンหรือダボピン, だうえるぴんหรือのっくぴんหรือだぼぴん, ดะเวลปินหรือนคคุปินหรือดะโบะปิน)ไม่สามารถทำหน้าที่กำหนดตำแหน่งที่ถูกต้องได้แล้วก่อให้เกิดปัญหาการขวางทางเศษแล้วทำให้มีโอกาสที่จะติดขัดขึ้นได้...291
ภาพที่ 207 ภาคตัดแสดงสภาพของการอุดตันของเศษวัสดุหรือการติดขัดของเศษวัสดุ(slug jammingหรือslug cloggingหรือslug stacking, カス詰まり, かすつまり, คะซุ-ทซึมะริ)ในลักษณะต่างๆภายในดายตัวเมีย ที่มีสาเหตุมาจากส่วนต่างๆที่อยู่ภายในแม่พิมพ์.............................................................................................................................292
ภาพที่ 208 กรณีที่แม่พิมพ์กับเครื่องปั๊มมีชุดตรวจสอบการอุดตันของเศษวัสดุที่ผ่านการตัดเฉือนแล้วสะสมในรูดายจนเกิดการอุดตันของเศษวัสดุหรือการติดขัดของเศษวัสดุ(slug jammingหรือslug cloggingหรือslug stacking, カス詰まり, かすつまり, คะซุ-ทซึมะริ) ชุดตรวจสอบจะช่วยทำให้ผู้ใช้งานแม่พิมพ์โปรเกรสซีฟว์ตรวจพบข้อบกพร่องของสถานีงานใดๆในแม่พิมพ์แล้วทำการแก้ไขได้โดยเร็ว เพื่อที่จะป้องกันความเสียหายที่รุนแรงกว่าซึ่งจะเกิดกับแม่พิมพ์-เครื่องปั๊มตามมาในภายหลัง.............................................................293
ภาพที่ 209 ตำแหน่งการติดตั้งชุดตรวจสอบการอุดตันของเศษวัสดุที่ผ่านการตัดเฉือนแล้วสะสมในรูดายที่ติดตั้งอยู่ภายในเครื่องปั๊มที่มีโครงเครื่องเป็นรูปตัวซี(ภาพซ้ายมือ) และสภาพความเปลี่ยนแปลงของเครื่องปั๊มที่จะเพิ่มมากยิ่งขึ้นเมื่อเกิดการอุดตันของเศษวัสดุ(ภาพขวามือ)..........................................................................................................294
ภาพที่ 210 รอยตำหนิหรือหรือข้อบกพร่อง(Flaw, 傷, きず, คิซึ)บนผิวหน้าของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่เกิดขึ้นจากเศษวัสดุที่ลอยขึ้นมาหรือถูกดึงย้อนกลับขึ้นมาตกค้างบนแผ่นดายแล้วถูกปั๊มเข้ากับแผ่นวัสดุหรือชิ้นงานอีกครั้ง......................................................294
ภาพที่ 211 แรงกดตามแนวเส้นรอบรูปของเศษหรือชิ้นงานที่ถูกตัดเฉือนซึ่งกระทำกับผนังของรูดายจะน้อย เนื่องจากการใช้เคลียแรนซ์มากเกินไปทำให้ชิ้นงานหรือเศษที่ตัดเกิดแอ่นตัวแล้วส่งผลให้ขนาดของเศษถูกตัดเฉือนตามแนวเส้นรอบรูปเล็กลง จึงทำให้แรงกดยึดอยู่กับรูดายของเศษลดลงตามไปด้วยแล้วก็ทำให้เศษถูกดึงย้อนกลับไปตกในแม่พิมพ์ได้ง่าย รวมทั้งสาเหตุอื่นๆที่เกิดร่วมกันอีก เช่น สภาวะสุญญากาศที่ผิวหน้าพันช์ก็ยิ่งทำให้เศษถูกดึงย้อนกลับติดไปกับปลายพันช์ได้ง่ายขึ้น.................................................................297
ภาพที่ 212 เครื่องเจียระไนรูปร่างของบริษัทอะมะดะ“アマダ(Amada)” ชนิดที่มีเลนส์ช่วยในการมองเห็นชิ้นส่วนที่กำลังผลิตได้ในขณะที่เจียระไนขึ้นรูปร่าง ซึ่งใช้ทำการเจียระไนขึ้นรูปร่างขอบคมตัดของพันช์กับรูปร่างขอบคมตัดภายในของดายตัวเมียแบบแยกส่วนที่เดิมมีข้อจำกัดจากรอยต่อของดายแต่ละชิ้นแล้วก็ยังมีข้อจำกัดของคุณภาพผิวที่ได้จากการตัดเฉือนด้วยการไวร์คัต จึงเคยเป็นสิ่งที่ไม่แนะนำให้ออกแบบ-ผลิตดายตัวเมียแบบแยกส่วนขึ้นมาใช้กับแม่พิมพ์ในอดีต......................................................................................298
ภาพที่ 213 ลักษณะของอินเสิร์ตดายหรือดายแบบสอดใส่ชนิดแยกส่วนได้ที่เคยถือว่าเป็นการออกแบบ-ผลิตที่ไม่ดีด้วยเทคโนโลยีในอดีต ซึ่งเคยแนะนำให้หลีกเลี่ยงเพราะว่ามีโอกาสที่จะทำให้เศษวัสดุอุดตันหรือหลอมติดภายในรูดายแล้วทำให้ชิ้นส่วนแม่พิมพ์แตกหักเสียหาย แต่ในปัจจุบันจะถือว่าเป็นการออกแบบแล้วผลิตอินเสิร์ตดายชนิดแยกส่วนได้ได้อย่างมีคุณภาพด้วยเครื่องเจียระไนรูปร่าง...................................................298
ภาพที่ 214 อุปกรณ์เชื่อมพอกโดยการคายประจุแบบพิเศษตราสินค้าหรือยี่ห้อ “Stanley” และ” Rocklinizer” สำหรับประยุกต์ใช้ในการอาร์กผนังของรูดายโดยไม่ทำลายเนื้อของผนังรูดาย เพื่อให้เนื้อวัสดุของอิเล็กโทรดพอกกับฝังตัวยึดเกาะเข้ากับผนังของดายตัวเมียแล้วทำให้เกิดการยึดเกาะเศษวัสดุที่ผ่านการตัดเฉือนแล้วไม่ให้ถูกดึงย้อนกลับคืน รวมทั้งช่วยทำให้เศษวัสดุตกลงสู่ด้านล่างของแม่พิมพ์ได้ตามต้องการ..........................................302
ภาพที่ 215 การเชื่อมพอกโดยการอาร์กผนังของรูดายโดยไม่ทำลายเนื้อวัสดุของผนังรูดาย เพื่อให้เนื้อวัสดุของอิเล็กโทรดพอกแล้วฝังตัวยึดเกาะเข้ากับผนังของดาย ทำให้สามารถช่วยยึดเกาะเศษวัสดุที่ผ่านการตัดเฉือนแล้วไม่ให้ถูกดึงย้อนกลับคืน............................302
ภาพที่ 216 การเคลือบฝังตัวยึดเกาะโดยประกายไฟที่เหนี่ยวนำทางไฟฟ้าด้วยเครื่องเคลือบฝังตัวด้วยประกายไฟของบริษัท “TechnoCoat Co.,Ltd.” รุ่น “SparkDepo” ซึ่งจะใช้ทำการเคลือบฝังตัวยึดเกาะที่ผิวหน้า-ด้านข้างส่วนที่เป็นขอบคมตัดของพันช์กับผิวหน้าของผนังรูดายตัวเมีย.....................................................................................................303
ภาพที่ 217 ภาพแบบโปร่งใสของชุดกรวยสุญญากาศสำเร็จรูปแบบปืนยิงจรวดที่ประกอบอยู่ด้านใต้แม่พิมพ์ สำหรับช่วยทำการดูดเศษวัสดุให้แยกออกจากกันแล้วตกลงสู่ด้านล่างได้ดียิ่งขึ้น...............................................................................................................304
ภาพที่ 218 กรณีที่แม่พิมพ์กับเครื่องปั๊มมีชุดตรวจสอบการดึงเศษวัสดุที่ผ่านการตัดเฉือนแล้วขึ้นมาบนผิวหน้าดาย ก็จะทำให้ผู้ใช้แม่พิมพ์ตรวจพบตำแหน่งที่เป็นจุดบกพร่องของแม่พิมพ์ที่ต้องแก้ไขว่ามีต้นเหตุเกิดมาจากสถานีงานใดในแม่พิมพ์ โดยการสังเกตจากรูปร่างของเศษวัสดุที่ถูกดึงย้อนกลับขึ้นมานั้นว่าตรงกันกับการตัดเฉือนที่ตำแหน่งใด จากนั้นก็ให้รีบดำเนินการแก้ไขเพื่อป้องกันไม่ให้เกิดรอยตำหนิกับชิ้นงาน โดยเฉพาะอย่างยิ่งชิ้นงานในแม่พิมพ์โปรเกรสซีฟว์ที่ผลิตด้วยความเร็วสูงต่อเนื่องกันไป.......................305
ภาพที่ 219 การเกิดแอ่งสุญญากาศหรือหลุมสุญญากาศที่ผิวหน้าพันช์ที่มีการทำเชียร์เป็นมุมแหลม(ภาพซ้ายมือ) และพันช์ที่มีผิวหน้าเรียบซึ่งเป็นสาเหตุทำให้เศษวัสดุที่ผ่านการตัดเฉือนแล้วยึดติดกับผิวหน้าของพันช์ด้วยสภาวะสุญญากาศแล้วถูกดึงย้อนกลับขึ้นไปแล้วตกบนผิวหน้าดาย(ภาพขวามือ)...............................................................................305
ภาพที่ 220 พันช์ชนิดที่มีรูอากาศภายในเพื่อช่วยลดการเกิดภาวะสุญญากาศที่ผิวหน้าพันช์ และนอกจากนี้สามารถใช้อากาศอัดส่งผ่านรูนี้เพื่อดันเศษให้ตกลงสู่ด้านล่างได้อีกด้วย.............................................................................................................................306
ภาพที่ 221 แนวคิดในการออกแบบเพื่อป้องกันเศษวัสดุที่ผ่านการตัดเฉือนไปแล้วถูกดึงย้อนกลับขึ้นมาแล้วทำให้ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปมีรอยตำหนิกลายเป็นของเสีย โดยการจ่ายอากาศอัดเคลื่อนที่ผ่านด้านพันช์(ภาพซ้ายมือ) และหรือจ่ายอากาศอัดเคลื่อนที่ผ่านด้านดาย(ภาพขวามือ).............................................................................................306
ภาพที่ 222 งานบางลักษณะที่มีความจำเป็นต้องใช้แม่พิมพ์ที่มีโครงสร้างตัดเฉือนกลับด้านเพื่อควบคุมทิศทางของครีบที่เกิดขึ้นกับชิ้นงานให้ได้ตามต้องการ โดยที่มีการออกแบบให้พันช์อยู่ทางด้านล่างแล้วออกแบบให้ดายตัวเมียอยู่ด้านบน........................................307
ภาพที่ 223 แม่พิมพ์ที่มีโครงสร้างตัดเฉือนกลับด้านโดยมีพันช์อยู่ทางด้านล่างแล้วดายอยู่ด้านบนเพื่อควบคุมทิศทางของครีบที่เกิดขึ้นกับชิ้นงานให้ได้ตามต้องการ ซึ่งได้รับการพัฒนาชุดนำเศษออกจากแม่พิมพ์แล้ว......................................................................308
ภาพที่ 224 แนวคิดในการออกแบบเพื่อป้องกันเศษวัสดุที่ผ่านการตัดเฉือนไปแล้วถูกดึงย้อนกลับขึ้นมาอีกสำหรับการตัดขอบเรียบ(Shaving, シェービング, しぇーびんぐ, เชบิงงุ)......................................................................................................................308
ภาพที่ 225 พันช์พร้อมแกนดันปลดหรือพันช์พร้อมแกนเตะปลด(ejector punchหรือpunch with spring ejector pinหรือslug ejector punchหรือslug ejection punch, ジェクタパンチ, じぇくたぱんち, เย็คตะพันจิ)(หรือชื่อทางการค้าที่มีทั้ง Jektole punchกับjector punch) และอินเสิร์ตดายแบบสอดใส่จากทางด้านล่างที่มีร่องเอียงบนผนังของรูดายในส่วนคมตัดตรง เพื่อช่วยยึดเศษวัสดุเอาไว้ในรูดายทำให้ยากต่อการถูกดึงย้อนกลับขึ้นไปด้านบน.............................................................................................................................309
ภาพที่ 226 การใช้แกนดันปลดหรือแกนเตะปลด(ejector pinหรือkicker pin, エジェクタピンหรือキッカーピン, えじぇくたぴんหรือきっかーぴん, เอะเย็คตะปินหรือคิคคาปิน)ที่ตรงกลางเพียงตัวเดียว อาจทำให้เศษพลิกเอียงตัวแล้วเป็นสาเหตุทำให้เศษถูกดึงขึ้นได้(ภาพซ้ายมือ) จึงควรพิจารณาเลือกใช้จำนวนที่เพียงพอแล้วจัดวางตำแหน่งให้สมดุลเหมาะสมกับรูปร่างเศษหรือชิ้นงานด้วยซึ่งในที่นี้เป็นการจัดวางแบบ 3 กับ 4 ตำแหน่ง(ภาพขวามือ)..................................................................................................................310
ภาพที่ 227 บางส่วนของแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดายที่ใช้แกนดันปลดหรือแกนเตะปลดจำนวน 2 ตัวติดตั้ง-ประกอบอยู่ภายในชิ้นส่วนตัวกระทุ้งดันปลดหรือน็อกเอาต์ เพื่อช่วยในการเตะปลดชิ้นงานออกจากผิวหน้าของน็อกเอาต์ทำได้อย่างรวดเร็วภายหลังการตัดเฉือนเสร็จสิ้นแล้ว และมั่นใจว่าชิ้นงานจะถูกไม่ดูดติดกับผิวหน้าของน็อกเอาต์......................................................................................................................311
ภาพที่ 228 การสอดใส่หมุดล็อกหรือลิ่มล็อกเข้าทางรูด้านข้างลำตัวของพันช์พร้อมแกนดันปลดหรือพันช์พร้อมแกนเตะปลด เพื่อดึงให้ส่วนปลายของแกนลดระดับลงต่ำกว่าผิวหน้าพันช์เสียก่อนที่จะทำการเจียระไนลับคมตัด(ภาพซ้ายมือ) และความยาวของแกนเตะปลดที่ยื่นพ้นออกจากขอบคมตัดของพันช์ภายหลังการเจียระไน(ภาพขวามือ).......................312
ภาพที่ 229 ลักษณะเศษวัสดุที่เสียรูปโค้งแอ่นตัวเล็กน้อยไปตามรูปร่างของปลายพันช์ แต่อาจจะยังคงสามารถยึดเกาะติดกับผนังรูดายได้ด้วยแรงของวัสดุที่จะพยายามที่จะดีดตัวกลับคืนสู่สภาพแบนเรียบดังเดิม...............................................................................312
ภาพที่ 230 การออกแบบปลายพันช์สำหรับป้องกันไม่ให้เกิดปัญหาการดึงเศษวัสดุ ซึ่งมีทั้งการทำให้ขอบคมตัดของพันช์มีร่องไขว้กัน โค้งเว้าเข้าด้านใน ยื่นนูนจากศูนย์กลางไปยังเส้นรอบรูปด้านนอก เอียงเข้าหรือนูนออกซึ่งเรียกว่าการทำเชียร์ ตลอดจนทำให้มีส่วนยื่นนูนเฉพาะตรงกลางพันช์ และการใช้ยางยูรีเทนอุดเข้าไปภายในหน้าพันช์เพื่อทำเป็นตัวเตะปลดหรือคิกเกอร์(kicker, キッカー, きっかー, คิกคา)โดยต้องเลือกขนาดกับจำนวนที่ใช้ให้สอดคล้องกับขนาด-รูปร่างผิวหน้าของพันช์ด้วย........................................................313
ภาพที่ 231 การเตะปลดชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปออกจากแม่พิมพ์ไปยังรางรองรับชิ้นงานด้วยตัวเตะปลดหรือคิกเกอร์แบบที่เรียกว่า “kicker ejector(kicker-type ejector)” ภายหลังชิ้นงานที่ผ่านการขึ้นรูปมาจากกระบวนการก่อนหน้าได้ถูกตัดเฉือนรูในชิ้นงานเสร็จสิ้นแล้ว ซึ่งจะเป็นการเตะปลดชิ้นงานโดยการส่งแรงด้วยกระบอกสูบลมแบบอัตโนมัติเมื่อแม่พิมพ์เปิดออก...............................................................................................315
ภาพที่ 232 การออกแบบให้มีร่องเอียง(slant groove, 傾斜溝, けいしゃみぞ, เค-ชยะมิโซะ)จากขอบคมตัดของดายด้านบนลงสู่ด้านล่าง สำหรับการควบคุมเศษวัสดุที่ผ่านการตัดเฉือนแล้วไม่ให้ลอยขึ้นหรือถูกดึงย้อนกลับขึ้นไปได้อีก(ภาพด้านบน) และรูปชิ้นงานตัวอย่างที่ผ่านการตัดเฉือนรูมาแล้ว(ภาพด้านล่าง).................................................................316
ภาพที่ 233 การจับยึดชิ้นส่วนแม่พิมพ์ด้วยแท่งจับยึดงานแบบร่องตัววีหรือโต๊ะจับยึดงานด้วยแม่เหล็กแบบเหนี่ยวนำด้วยไฟฟ้า(electromagnetic chuckหรือmagnetic chuck, 電磁チャックหรือ磁気チャック, でんじちゃっくหรือじきちゃっく, เด็งยิ-จยัคคุหรือยิคิ-จยัคคุ)ของเครื่องเจียระไน ที่เปิดสวิตช์ให้เกิดการเหนี่ยวนำทางไฟฟ้าสร้างสนามแม่เหล็กแล้วจับยึดชิ้นงานให้มั่นคงก่อนที่จะเริ่มทำการเจียระไน..............................................317
ภาพที่ 234 ภาพด้านบนของวัสดุที่ป้อนเข้าสู่แม่พิมพ์โปรเกรสซีฟว์แบบเที่ยงตรงสูงที่ออกแบบให้มีการตัดเฉือนทางด้านข้าง(Side Cutting, サイドカット, ไซโดะคัตโตะ) เพื่อทำให้ได้ระยะป้อนส่งที่แม่นยำแล้วมีความกว้างของชิ้นงานที่เสถียร และช่วยป้องกันให้ไม่เกิดปัญหาความคลาดเคลื่อนหรือความไม่สม่ำเสมอในกระบวนการตัดเฉือน-ขึ้นรูปแล้วทำให้ได้ชิ้นงานที่มีคุณภาพตามความต้องการ...............................................................318
ภาพที่ 235 แนวคิดในการป้องกันการดึงเศษวัสดุหรือเศษวัสดุลอย(slug pullingหรือslug floatingหรือslug rising, カス上がりหรือかす浮き, かすあがりหรือかすうき, คะซุอะงะริหรือคะซุอุคิ)โดยดายที่มีขอบคมตัดเอียงกลับด้านคล้ายปากระฆัง(bell mouthing dieหรือdie with reverse taper, ダイにベルマウス形状を付けるหรือダイに逆テーパーを付ける, だいにべるまうすけいじょうをつけるหรือだいにぎゃくてーぱーをつける, ดายนิเบะรุเมาซุเคโยโวะทซึเคะรุหรือดายนิเบะเงียคเตปาโวะทซึเคะรุ)ในลักษณะต่างๆ ซึ่งอาจจะดูแปลกไปกว่าปรกติแต่ก็ถือว่าเป็นอีกวิธีหนึ่งที่ใช้ยึดเศษเอาไว้ในรูดายได้อย่างมีประสิทธิผล(effectiveness, 有効性, ゆうこうせい, ยูโคเซ).......................................319
ภาพที่ 236 แนวคิดในการป้องกันการดึงเศษวัสดุแบบต่างๆของผู้ผลิตชิ้นส่วนแม่พิมพ์แต่ละราย เช่น ดายแบบมีส่วนเสี้ยว(Eclipse Die) ดายแบบกอดรัดเศษ(Slug Hugger Button Die) ดายแบบมีส่วนแหวนพิเศษสำหรับทำงานสองหน้าที่ในเวลาเดียวกัน(Double Functions Die) และดายแบบมีร่องเอียงควบคุมเศษวัสดุ(Die with Slug Control Grooves) ซึ่งใช้ส่วนที่ออกแบบเป็นการเฉพาะนั้นช่วยในการเกาะเกี่ยวเศษเอาไว้ในรูดายได้คล้ายๆกัน..........................................................................................................322
ภาพที่ 237 การใช้อุปกรณ์ทำร่องเอียงสำหรับกักเศษ(Slug Retention Machine)ให้ยึดอยู่กับผนังรูดายแล้วไม่ถูกดึงย้อนกลับตามการถอนตัวของพันช์ด้วยวิธีการเจียระไนของบริษัท DEC Tool Corporation..........................................................................................323
ภาพที่ 238 เครื่องมือหรือแกนขัดสำหรับช่วยในการแลปปิงเฉพาะที่ด้านบนของรูดายเพื่อทำให้เป็นมุมเรียวคงที่รูปแบบเดียวกัน อันเป็นวิธีช่วยป้องกันการดึงเศษวัสดุโดยทำให้คมตัดของดายเป็นแบบปากระฆัง(มีขอบคมตัดคล้ายปากระฆัง) ซึ่งจะมีรูปร่างของขอบคมตัดของรูดายโดยรอบคล้ายลักษณะกรวยเรียวเป็นสำคัญ................................................324
ภาพที่ 239 ส่วนปากของรูดายที่เป็นผิวเอียงด้วยวิธีการแลปปิง ซึ่งในขั้นสุดท้ายแล้วขอบคมตัดจะต้องมีลักษณะเป็นคมอยู่โดยตลอดเส้นรอบรูปขอบคมตัดของดายเสมอ(ต้องไม่ทื่อหรือเป็นส่วนต่อด้วยเส้นรัศมีใดๆ เพราะจะทำให้ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปเกิดครีบที่สูงแล้วก็เกิดขึ้นอย่างรวดเร็วกว่าปรกติ)...............................................................................325
ภาพที่ 240 เศษวัสดุที่ผ่านการตัดเฉือนด้วยดายที่มีขอบคมตัดเอียงเรียวเป็นปากระฆังแล้วจะถูกบีบอัด-จับยึดหรือกักเอาไว้กับผนังรูดายในระดับที่ต่ำลงมา ซึ่งมีขนาดเส้นรอบรูปเล็กกว่าเส้นรอบรูปของเศษวัสดุที่มีขนาดเท่ากับเส้นรอบรูปของขอบคมตัดดายด้านบน......328
ภาพที่ 241 ส่วนคมตัดตรงของดายที่สั้นลงมากกว่าปรกติหรือทำให้คมตัดเอียงจากขอบคมตัดด้านบน เพื่อช่วยให้เศษวัสดุไม่ถูกดึงย้อนกลับหรือลอยขึ้นด้านบนแล้วตกลงสู่ด้านล่างภายในแม่พิมพ์ได้ง่ายขึ้น.........................................................................................329
ภาพที่ 242 ตัวอย่างการติดตั้งหัวตรวจรับสัญญาณสองรุ่นที่ใช้กับแม่พิมพ์ที่มีโครงสร้างแตกต่างกัน ซึ่งใช้ร่วมกับอุปกรณ์ตรวจจับความสูงปิดของแม่พิมพ์ รุ่น PS-464/462 ของบริษัทซุงิยะมะ(Sugiyama Electric System Inc.).....................................................332
ภาพที่ 243 ความกว้างของตัวนำทางวัสดุที่ควรออกแบบเผื่อป้องกันการติดขัดของวัสดุ และแสดงส่วนสำคัญต่างๆของตัวนำทางวัสดุ............................................................333
ภาพที่ 244 แนวคิดในการออกแบบให้การสอดใส่ปลายวัสดุเข้าสู่แม่พิมพ์ได้ง่ายยิ่งขึ้น ทำให้ลดเวลาสูญเสียของการหยุดเครื่องปั๊ม-อุปกรณ์ต่างๆได้..........................................334
ภาพที่ 245 ตัวดันด้านข้าง(side pusher, サイドプッシャ, さいどぷっしゃ, ไซโดะพุชชะ)วัสดุของตัวนำทางวัสดุ ซึ่งทำหน้าที่รักษาความขนานของแนวขอบของวัสดุที่ป้อนเข้าสู่แม่พิมพ์..................................................................................................................334
ภาพที่ 246 ส่วนนำพาหรือแคริเออร์(Carrier, キャリア, きゃりあ, แคะริอะ)แบบด้านเดียวของแผ่นวัสดุที่ป้อนเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ที่เกิดการเอียงบิดหรือการคดเคี้ยวออกไปทางด้านข้างของแม่พิมพ์ในขณะปั๊มตัดเฉือน-ขึ้นรูปชิ้นงาน ซึ่งอาจทำให้แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินดึงแผ่นวัสดุตามขึ้นมาด้วยหรือทำให้เกิดการป้อนส่งผิดพลาดหรืออื่นๆแล้วทำให้แม่พิมพ์เสียหายได้.............................................................................335
ภาพที่ 247 ปัญหาส่วนนำพาหรือแคริเออร์(Carrier, キャリア, きゃりあ, แคะริอะ)เกิดการเอียงบิดหรือการคดเคี้ยวออกไปทางด้านข้างของแม่พิมพ์ในขณะปั๊มตัดเฉือน-ขึ้นรูปชิ้นงาน และแนวคิดในการแก้ปัญหาโดยการทำให้เนื้อวัสดุยืดขยายตัวแล้วดัดตัวไปในทิศทางตรงกันข้ามกับการเอียงบิดหรือการคดเคี้ยวที่เกิดขึ้น..................................................336
ภาพที่ 248 กลไกลูกเบี้ยวหรือแคมของชุดปรับแก้การคดเคี้ยวของส่วนนำพาที่มีการออกแบบติดตั้งเอาไว้ในแม่พิมพ์ชุดล่าง(แต่บางรูปแบบก็สามารถออกแบบติดตั้งไว้ในแม่พิมพ์ชุดบนได้) และตัวอย่างพันช์สำหรับปรับแก้ความคดเคี้ยวของบริษัท “Misumi” .............................................................................................................................337
ภาพที่ 249 ส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, サンหรือブリッジ, さんหรือぶりっじ, ซังหรือบุริจยิ)ที่มีความบอบบางแล้วแคบจนเกินไป จึงส่งผลให้ไม่สามารถควบคุมตำแหน่งที่ถูกต้องของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปได้แม้ว่าจะมีแกนนำร่องกำหนดตำแหน่งหรือไพลอตพินช่วยในการกำหนดตำแหน่งอยู่แล้วก็ตาม จึงทำให้ขนาดของชิ้นงานที่ได้ออกมาไม่ได้ขนาดตามค่าที่ต้องการ.......................337
ภาพที่ 250 การใช้ไพลอตพินรูปร่างกลมช่วยประคองตามแนวเส้นรอบรูปภายนอกชิ้นงาน 2 ตัว และหรือการใช้ไพลอตพินรูปร่างกลม 1 ตัวช่วยนำร่องแล้วกำหนดตำแหน่งภายในชิ้นงานโดยตรง เพื่อเป็นการป้องกันชิ้นงานเกิดการสั่นหรือแกว่ง(shake or swing protection, 振れ防止, ふれぼうし, ฟุเระโบชิ)ในแม่พิมพ์โปรเกรสซีฟว์ที่มีส่วนนำพาเพียงด้านเดียว...............................................................................................................338
ภาพที่ 251 การใช้แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินรูปเหลี่ยมช่วยประคองตามแนวเส้นรอบรูปภายนอกชิ้นงาน เพื่อเป็นการป้องกันชิ้นงานในแม่พิมพ์โปรเกรสซีฟว์เกิดการสั่นหรือแกว่ง(shake or swing protection, 振れ防止, ふれぼうし, ฟุเระโบชิ)ในกรณีที่มีส่วนนำพาเพียงด้านเดียว(บน) และในกรณีที่มีส่วนนำพาหรือแคริเออร์อยู่ตรงกลาง(ล่าง) .............................................................................................................................339
ภาพที่ 252 การป้อนส่งวัสดุติดขัดทำให้เกิดการป้อนผิดแล้วแม่พิมพ์เสียหายอันเนื่องมาจากตำแหน่ง-การจัดวางแนวของตัวยกวัสดุไม่ดีตามเส้นแรเงาด้านล่าง ดังนั้นต้องเลือกตำแหน่ง-การจัดวางแนวของตัวยกวัสดุที่ดีตามเส้นแรเงาด้านบน(ภาพซ้ายมือซึ่งเป็นมุมมองจากด้านบนของแม่พิมพ์) และการจัดวางตัวยกวัสดุที่ดีต้องได้ความสมดุลของระนาบแผ่นวัสดุ ไม่ทำให้เกิดการเอียงหรือหย่อนตามเส้นประ(ภาพขวามือซึ่งเป็นมุมมองจากด้านข้างของแม่พิมพ์)........................................................................................340
ภาพที่ 253 การป้อนส่งวัสดุติดขัดเนื่องจากตัวยกพร้อมนำทางวัสดุ(guide lifterหรือstock guide lifter, ガイドリフターหรือリフターガイドหรือストックガイドリフター, がいどりふたーหรือりふたーがいどหรือすとっくがいどりふたー, ไงโดะริฟุตาหรือริฟุตาไงโดะหรือซุตคไงโดะริฟุตา)ที่ไม่ได้ขนาดกดลงบนผิวของแผ่นวัสดุทำให้เกิดรอยหรือเสียรูปร่าง(บน) และหัวของตัวยกพร้อมนำทางวัสดุแตกหักเพราะได้รับแรงที่ไม่สมดุลเนื่องจากระนาบผิวส่วนหลบของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้เอียงไม่ได้ขนาด................................340
ภาพที่ 254 ตัวยกพร้อมนำทางวัสดุ(guide lifterหรือstock guide lifter, ガイドリフターหรือリフターガイドหรือストックガイドリフター, がいどりふたーหรือりふたーがいどหรือすとっくがいどりふたー, ไงโดะริฟุตาหรือริฟุตาไงโดะหรือซุตคไงโดะริฟุตา)ที่ทำหน้าที่ยกแผ่นวัสดุขึ้นในแนวระนาบภายหลังจากการตัดเฉือน-ขึ้นรูปเสร็จสิ้นแล้วประคองที่ขอบด้านข้างแผ่นวัสดุเพื่อนำทางในการป้อนส่งวัสดุในรอบวัฏจักรต่อไป......................341
ภาพที่ 255 การกำหนดระยะความสูงร่องหลบของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ และการคำนวณหาค่าต่างๆให้สัมพันธ์กับขนาดส่วนหัวของตัวยกพร้อมนำทางวัสดุกับความหนาวัสดุ................................................................................................................342
ภาพที่ 256 ตัวยกพร้อมนำทางวัสดุกับขนาดต่างๆของแม่พิมพ์ที่สัมพันธ์กันกับค่าต่างๆในตาราง ซึ่งควรออกแบบแล้วผลิตให้เหมาะสมกับตัวยกพร้อมนำทางวัสดุนี้ด้วย เพื่อให้การเคลื่อนที่ขึ้น-ลงเป็นไปโดยราบรื่น รวมทั้งไม่เป็นสาเหตุให้การป้อนส่งวัสดุในแม่พิมพ์ติดขัดจนเกิดการป้อนผิดหรือเกิดความเสียหายกับแม่พิมพ์.................................................343
ภาพที่ 257 แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินทำการกำหนดตำแหน่งวัสดุที่ถูกต้องด้วยการปรับแก้ความคลาดเคลื่อนของระยะป้อนที่เกิดจากอุปกรณ์ป้อนส่งวัสดุหรืออื่นๆ ซึ่งอาจจะเป็นการป้อนมากเกินไปหรือเป็นการป้อนน้อยเกินไป โดยจะปรับแก้ในขณะที่อุปกรณ์ป้อนส่งวัสดุอยู่ในช่วงคลายการจับยึด(releasing, リリーシング, りりーしんぐ, ริรีชิงงุ)แผ่นวัสดุ เพื่อให้ระยะป้อนกลับมาได้เท่ากันกับระยะพิตของแม่พิมพ์ก่อนที่แม่พิมพ์จะปั๊มตัดเฉือน-ขึ้นรูปวัสดุ............................................................................343
ภาพที่ 258 ปัญหาการป้อนส่งวัสดุติดขัดในแม่พิมพ์เนื่องจากวัสดุหย่อนตัวลงในขณะที่ไพลอตพินเคลื่อนที่ลงกำหนดตำแหน่ง(ภาพซ้ายมือ)หรือถูกดึงลงเนื่องจากไพลอตพินกำลังเลื่อนเข้าไปในรูที่ผ่านการตัดเจาะมาแล้วจากกระบวนการก่อนหน้า(ภาพขวามือ) เพื่อทำการปรับแก้ความคลาดเคลื่อนของระยะป้อนที่เกิดจากอุปกรณ์ป้อนส่งวัสดุหรืออื่นๆ(ซึ่งอาจจะป้อนมากหรือน้อยกว่าระยะพิตของแม่พิมพ์)ในขณะที่อุปกรณ์ป้อนส่งวัสดุอยู่ในช่วงคลายการจับยึดแผ่นวัสดุ เพื่อให้ระยะป้อนเท่ากันกับระยะพิตของแม่พิมพ์ก่อนที่แม่พิมพ์จะปั๊มตัดเฉือน-ขึ้นรูปวัสดุ........................................................................................345
ภาพที่ 259 การป้องกันไม่ให้การป้อนส่งติดขัดโดยใช้ตัวยกวัสดุแบบมีรูหลบไพลอตพิน(ภาพซ้ายมือที่มองจากทางด้านเข้า-ออกของการป้อนวัสดุ ส่วนภาพกลางกับภาพขวามือจะมองจากด้านข้างของแม่พิมพ์)รวมทั้งที่ส่วนปลายของไพลอตพินควรแลปปิงให้เรียบแล้วเป็นไปตามทิศทางของการเคลื่อนที่เพื่อลดแรงเสียดทานกับเส้นรอบรูปของรูในแผ่นวัสดุหรือให้เลือกใช้ไพลอตพินชนิดที่มีการแลปปิงส่วนปลายพร้อมใช้งานไว้แล้วที่มีจำหน่ายอยู่.............................................................................................................................345
ภาพที่ 260 ปัญหาการป้อนส่งวัสดุติดขัดในแม่พิมพ์ที่อาจเกิดขึ้นเนื่องจากวัสดุถูกดึงขึ้นในขณะที่ไพลอตพินเคลื่อนที่กลับสู่จุดศูนย์ตายบน(Top Dead CenterหรือTDC, 上死点, じょうしてん, โยชิเต็ง)...............................................................................................346
ภาพที่ 261 ระยะที่ผิวหน้าของปลอกปลดแผ่นวัสดุยื่นโผล่พ้นจากส่วนตรงของปลายแกนนำร่องกำหนดตำแหน่งหรือไพลอตพิน เพื่อช่วยป้องกันไม่ให้การป้อนส่งวัสดุเกิดการติดขัดในช่วงจังหวะที่แม่พิมพ์เปิดแล้วเคลื่อนที่กลับสู่จุดศูนย์ตายบน...................................347
ภาพที่ 262 ขนาดความยาวส่วนตรงที่ปลายไพลอตพินสำหรับใช้กำหนดตำแหน่งในแผ่นวัสดุที่ป้อนเข้าสู่แม่พิมพ์ ถ้าหากมีระยะที่ไม่แน่นอนก็อาจจะส่งผลให้การป้อนวัสดุเกิดติดขัดขึ้นได้............................................................................................................347
ภาพที่ 263 ภาคตัดแสดงเฉพาะส่วนของแม่พิมพ์ซึ่งเป็นการเปรียบเทียบลักษณะการใช้แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินที่แตกต่างกัน 7 วิธี โดยเป็นสภาวะในขณะที่ส่วนตรงของปลายไพลอตพินอยู่ในจังหวะเคลื่อนที่เข้าแล้วกำหนดตำแหน่งแผ่นวัสดุแล้ว.............................................................................................................................348
ภาพที่ 264 ตัวอย่างลักษณะการใช้งานของแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ) เพื่อทำหน้าที่นำร่องแล้วกำหนดตำแหน่งของชิ้นงานหรือแผ่นวัสดุที่ป้อนส่งเข้าไปภายในแม่พิมพ์ให้ถูกต้องแล้วจึงจะตัดเฉือน-ขึ้นรูปที่จุดศูนย์ตายล่างของช่วงชักเครื่องปั๊มต่อไป....................................................................351
ภาพที่ 265 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ของเพียร์ซซิงพันช์กับแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์กับระยะพิตหรือระยะป้อนส่งวัสดุในแม่พิมพ์โปรเกรสซีฟว์................................................................................351
ภาพที่ 266 การปรับแก้ความคลาดเคลื่อนที่เกิดจากอุปกรณ์ป้อนส่งวัสดุด้วยแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ) ทั้งในกรณีป้อนส่งวัสดุมากเกินไป(บน)กับกรณีป้อนส่งวัสดุน้อยเกินไป(ล่าง)......................................354
ภาพที่ 267 ค่าเผื่อช่องว่างระหว่างไพลอตพิน(Pilot Pin, パイロットピン, ぱいろっとぴん, ไพ-รตปิน)กับรูไพลอต(Pilot hole, パイロット穴หรือパイロット用穴หรือパイロットの穴, ぱいろっとあなหรือぱいろっとようあなหรือぱいろっとのあな, ไพ-รตอะนะหรือไพ-รตโยอะนะหรือไพ-รตโนะอะนะ)ที่สัมพันธ์กันกับความหนาแผ่นวัสดุสำหรับงานปั๊มเที่ยงตรงสูงกับงานทั่วไป เพื่อให้ไพลอตพินสามารถนำร่องแล้วทำการปรับแก้ความคลาดเคลื่อนจากการป้อนส่ง(error of feeding correction, 送り誤差を調整, おくりごさをちょうせい, โอะคุริโงะซะโวะโจเซ) และกำหนดตำแหน่งแผ่นวัสดุได้อย่างถูกต้องโดยไม่เกิดการติดขัดจนทำให้แม่พิมพ์เสียหาย.....................................................................355
ภาพที่ 268 ลักษณะเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ของแม่พิมพ์ซึ่งเป็นช่องว่างระหว่างขอบคมตัดของพันช์กับดายตัวเมีย(ภาพซ้ายมือ) ภาคตัดขวางวัสดุของการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)กับการตัดเฉือนแบลงกิงแบบธรรมดา(Conventional Blanking, 従来の打抜きหรือ一般打抜き, じゅうらいのうちぬきหรือいっぱんうちぬき, ยูไรโนะอุจินุคิหรืออิปปังอุจินุคิ) ซึ่งจะมีส่วนหน้าตัดวัสดุที่ได้จากการตัดเฉือนแตกต่างกัน(ภาพกลางกับภาพขวามือ)................................357
ภาพที่ 269 ภาคตัดผิวหน้าสมมุติของรูไพลอตที่ผ่านการตัดเฉือนด้วยกระบวนการเพียร์ซซิงปรกติซึ่งมีส่วนแถบรอยตัดหรือขอบตัดเฉือนที่เกิดขึ้นภายในรู อันจะใช้เป็นส่วนผิวหน้าที่ให้ไพลอตพินสอดเข้ามาสัมผัสแล้วทำหน้าที่ปรับแก้ระยะป้อนส่งกับนำร่องแล้วก็กำหนดตำแหน่งแผ่นวัสดุให้ถูกต้องเสียก่อนที่แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้จะเคลื่อนที่กดแผ่นวัสดุเข้าปะทะกับผิวหน้าดายตัวเมีย จากนั้นพันช์จึงเคลื่อนที่ลงมาทำการตัดเฉือน-ขึ้นรูปวัสดุที่จุดศูนย์ตายล่างตามลำดับ..............................................................................358
ภาพที่ 270 ตัวอย่างลักษณะการออกแบบและเผื่อขนาดต่างๆรูปแบบหนึ่งที่แนะนำสำหรับการใช้แกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ)ในแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ ซึ่งในภาพด้านซ้ายมือจะเป็นภาพในขณะแม่พิมพ์ชุดบนกับแม่พิมพ์ชุดล่างปิดเข้าด้วยกันที่จุดศูนย์ตายล่างการทำงานของเครื่องปั๊มโดยปราศจากแผ่นวัสดุอยู่ภายในแม่พิมพ์.......................................................................360
ภาพที่ 271 การออกแบบหรือการกำหนดระยะความยาวส่วนตรงของแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ)ให้โผล่พ้นออกมาจากผิวหน้าของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้แล้วสัมพันธ์กับความหนาของแผ่นวัสดุชิ้นงาน.............................................................................................................................362
ภาพที่ 272 เปรียบเทียบวิธีการในการนำร่องแล้วกำหนดตำแหน่งโดยตรง และการนำร่องแล้วกำหนดตำแหน่งโดยอ้อมในแม่พิมพ์โปรเกรสซีฟว์ ซึ่งแสดงทั้งในมุมมองแบบ 3 มิติกับมุมมองจากทางด้านบนของแม่พิมพ์.........................................................................365
ภาพที่ 273 ภาคตัดขวางของแม่พิมพ์โปรเกรสซีฟว์อย่างง่ายในกรณีที่เจาะจงใช้ชื่อเรียกตามหน้าที่ที่ทำงานว่าไพลอตพันช์(Pilot Punch, パイロットパンチ, ぱいろっとぱんち, ไพ-รตพันจิ)แทนชื่อเรียกตามกระบวนการที่ใช้ตามปรกติคือเพียร์ซซิงพันช์(Piercing Punch, 穴抜きパンチ, あなぬきぱんち, อะนะนุคิพันจิ)โดยพบว่ามีการใช้เรียกชื่อเจาะจงนี้อยู่บ้าง ดังนั้นจึงควรทำความเข้าใจในเนื้อหานั้นๆเพราะอาจจะสร้างความสับสนขึ้นได้.............................................................................................................................366
ภาพที่ 274 การตัดเฉือนเพียงบางส่วนหรือการตัดเฉือนไม่เต็มพื้นที่ ทำให้เกิดแรงรุนหรือแรงกระทำทางด้านข้าง(side thrust force, 側方力หรือ側面圧力, そくほうりょくหรือそくめんあつりょく, ซคคุโฮเรียคหรือซคคุเม็งอัทซึเรียค)แล้วก็ดัดปลายพันช์ไปในทิศทางที่ไม่มีการตัดเฉือนแผ่นวัสดุ ดังนั้นจึงต้องมีการออกแบบเพิ่มส่วนส้นรองรับด้านหลัง(backup heel, バックアップヒール, ばっくあっぷひーる, บัคอัปฮีรุ)หรือเทียบเท่า เพื่อให้สามารถต้านทานต่อแรงรุนนี้ได้แล้วป้องกันไม่ให้เกิดความเสียหายกับแม่พิมพ์.........................366
ภาพที่ 275 ตัวอย่างการป้องกันความเสียหายของขอบคมตัดของพันช์กับดายตัดเฉือนในการตัดบากร่องหรือนอตชิง(Notching, 切欠きหรือノッチング, きりかきหรือのっちんぐ, คิริคะคิหรือนจจิงงุ)กับการตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)ในแม่พิมพ์โปรเกรสซีฟว์ โดยการออกแบบให้พันช์มีส่วนส้นรองรับด้านหลัง(backup heel, バックアップヒール, ばっくあっぷひーる, บัคอัปฮีรุ)...........369
ภาพที่ 276 มุมมองแบบ 3 มิติของพันช์ตัดเฉือนกับมุมมองจากด้านบนของพันช์-ดายตัดเฉือนที่แสดงเคลียแรนซ์(clearance, クリアランス, くりあらんす, คุเรียรันซุ)เพื่อช่วยรองรับแรงรุนหรือแรงกระทำทางด้านข้าง(side thrust force, 側方力หรือ側面圧力, そくほうりょくหรือそくめんあつりょく, ซคคุโฮเรียคหรือซคคุเม็งอัทซึเรียค)ซึ่งเกิดขึ้นตามทิศทางลูกศรชี้ สำหรับการตัดเฉือนวัสดุแบบทั่วไป เที่ยงตรงกับการตัดเฉือนวัสดุแบบเที่ยงตรงสูง............................................................................................................370
ภาพที่ 277 วิธีการจับยึดแม่พิมพ์ด้วยอุปกรณ์จับยึดอย่างง่าย-ราคาถูกในลักษณะที่ไม่ถูกต้อง(3 ภาพนับจากซ้ายมือสุด)ซึ่งต้องหลีกเลี่ยง และลักษณะการขันยึดที่ถูกต้องเหมาะสมซึ่งให้การจับยึดที่มั่นคง(ภาพขวามือสุด).....................................................370
ภาพที่ 278 วิธีการจับยึดแม่พิมพ์ด้วยอุปกรณ์จับยึดอย่างง่าย-ราคาถูกในลักษณะที่เลว ซึ่งต้องหลีกเลี่ยงแล้วไม่นำมาใช้ในการติดตั้งแม่พิมพ์.....................................................371
ภาพที่ 279 วิธีการจับยึดแม่พิมพ์เข้ากับเครื่องปั๊มด้วยนัตไฮดรอลิกกับการคลายการจับยึดแม่พิมพ์(2 ภาพด้านซ้ายมือ) และรูปแบบการจับยึดแผ่นยึดแม่พิมพ์ชุดล่างสองรูปแบบเข้ากับแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)(2 ภาพด้านขวามือ) ซึ่งล้วนเป็นวิธีที่จะสามารถจับยึดแม่พิมพ์ได้ด้วยความรวดเร็วกว่าการขันยึดด้วยนัตหรือโบลต์แบบธรรมดา..................................................................................................................372
ภาพที่ 280 วิธีการจับยึดแม่พิมพ์เข้ากับเครื่องปั๊มโดยอาศัยอำนาจแม่เหล็กดูดติดกับแผ่นยึดแม่พิมพ์ชุดล่างกับแผ่นยึดแม่พิมพ์ชุดบนแทนการใช้อุปกรณ์จับยึดรูปแบบอื่น ซึ่งอำนาจแม่เหล็กจะไม่ได้มีผลกับแม่พิมพ์ทั้งหมด แต่จะมีผลลึกเข้าไปในแผ่นยึดแม่พิมพ์ไม่เกิน 20 มิลลิเมตรเท่านั้นจึงไม่มีผลกับผิวหน้าแผ่นดายกับส่วนปลายของพันช์ ดังนั้นจึงไม่เกิดปัญหาเศษวัสดุถูกดึงติดขึ้นมากับปลายพันช์แต่อย่างใด.............................................373
ภาพที่ 281 เสานำทางหรือไกด์โพสต์(guide post, ガイドポスト, がいどぽすと, ไงโดะพซโตะ)ของแม่พิมพ์กับปลอกนำทางหรือไกด์บูช(guide bush, ガイドブシュ, がいどぶしゅ, ไงโดะบุชชุ)ชนิดใช้สารยึดติดในการประกอบเข้ากับแผ่นยึดแม่พิมพ์............................374
ภาพที่ 282 กรณีที่แม่พิมพ์ติดขัดในขณะเคลื่อนที่ปิดเข้าหากัน ส่วนหนึ่งอาจทำการป้องกันได้โดยการประกอบของเสานำทางกับปลอกนำทางใดๆให้ได้ฉากกับแผ่นชิ้นส่วนต่างๆของแม่พิมพ์ที่ทำการประกอบเข้าไปด้วยกันนั้น เช่น แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ และหรือแผ่นยึดแม่พิมพ์ทั้งด้านบน-ล่าง................................................................................375
ภาพที่ 283 ตัวรองรับ-จับยึดพันช์(punch retainer, パンチリテーナー, ぱんちりてーなー, พันจิพุเรโตะหรือพันจิริเทนา)ที่มีการผลิตแล้วจำหน่ายในเชิงพาณิชย์...........................376
ภาพที่ 284 ตัวอย่างแนวคิดในการยึดพันช์ด้วยวิธีการต่างๆกัน ได้แก่การยึดพันช์โดยหมุด การยึดพันช์โดยตัวล็อกบ่าร่วมกับสกรูยึด การยึดพันช์โดยแหวนร่วมกับสกรูยึด การยึดพันช์ด้วยสกรูโดยตรง การยึดพันช์โดยใช้บ่าพันช์เป็นตัวยึด และการยึดพันช์ด้วยการตอก-ย้ำที่พันช์เพลต(แผ่นรองรับพันช์)ให้เนื้อโลหะขยายตัวแล้วยึดพันช์ให้แน่น..........................377
ภาพที่ 285 รูคว้านที่พันช์เพลต(แผ่นรองรับพันช์)ซึ่งไม่ได้ทำส่วนหลบรัศมีบ่าของพันช์ไว้ จึงทำให้ค้ำยันกับบ่าพันช์แล้วเกิดช่องว่างจนส่งผลทำให้บ่าพันช์รับภาระกระแทกฉับพลัน(shock loadหรือimpact load, 衝撃荷重, しょうげきかじゅう, โชเงะคิคะยู)ดังภาพซ้ายมือ ดังนั้นควรทำส่วนหลบรัศมีบ่าของพันช์ที่รูคว้านของพันช์เพลตตามภาพกลาง แต่ไม่ควรเลือกใช้การทำส่วนหลบโดยการเซาะร่องที่บ่าพันช์ตามภาพขวามือ เพราะยิ่งจะทำให้บ่าพันช์อ่อนแอแล้วแตกหักเสียหายได้ง่ายอีกด้วย..................................................378
ภาพที่ 286 การปรับแก้แรงดันในการจับยึดวัสดุในขณะดึงขึ้นรูป โดยภาพบนด้านขวามือจะเป็นตัวจับยึดวัสดุแบบธรรมดาซึ่งมักจะใช้สำหรับการดึงขึ้นรูปชิ้นงานที่มีรูปร่างสมมาตรกัน ส่วนภาพบนด้านซ้ายมือจะเป็นตัวจับยึดวัสดุแบบมีส่วนที่เรียกว่าบีดดึงขึ้นรูปหรือสันนูนดึงขึ้นรูป(beadหรือdraw bead, ビードหรือ絞りビード, びーどหรือしぼりびーど, บีโดะหรือชิโบะริบีโดะ)และภาพด้านล่างจะเป็นลักษณะการปรับแรงดันที่กระทำกับวัสดุในลักษณะต่างๆสำหรับชิ้นงานที่มีรูปร่างไม่สมมาตรกัน.................................................379
ภาพที่ 287 แม่พิมพ์ดึงขึ้นรูปแบบคว่ำกลับด้าน(Inverted Drawing Die, 逆配置絞り型, ぎゃくはいちしぼりがた, เงียคไฮจิชิโบะริคะนะงะตะ)ซึ่งมีแกนซึมซับแรงหรือคูฌันพินที่ยาวไม่เท่ากัน จึงส่งผลให้เกิดรอยยับย่นที่ขอบชิ้นงานเฉพาะด้านที่มีแกนซึมซับแรงสั้นกว่า(ภาพซ้ายมือ) และแม่พิมพ์ที่ดึงขึ้นรูปชิ้นงานซึ่งติดตั้งอยู่ภายในเครื่องปั๊มที่แสดงให้เห็นถึงชุดเบาะซึมซับแรงหรือคูฌันที่มีแกนซึมซับแรงที่ยาวเท่ากัน(ภาพขวามือ)..........................380
ภาพที่ 288 ชิ้นงานที่ผ่านการดึงขึ้นรูปแล้วเกิดรอยยับย่นที่ขอบชิ้นงาน โดยในภาพขวามือจะมีสาเหตุมาจากแรงดันในการจับยึดวัสดุไม่เพียงพอแม้ว่าแรงดันในการจับยึดจะสม่ำเสมอกันก็ตาม ส่วนในภาพซ้ายมือนั้นอาจจะเกิดจากผิวหน้าของตัวจับยึดวัสดุไม่ขนานกันกับผิวหน้าของดายตัวเมียหรืออาจจะเกิดจากความยาวแกนซึมซับแรง(cushion pin length, クッションピンの長さ, くっしょんぴんのながさ, คุชชนปินโนะนะงะซะ)ที่ใช้ในการดึงขึ้นรูปนั้นยาวไม่เท่ากัน...............................................................................381
ภาพที่ 289 ลำดับการดึงขึ้นรูปชิ้นงานด้วยเครื่องปั๊มทำงาน 2 จังหวะ(Double Action Press, 複動プレス, ふくどうぷれす, ฟุคุโดพุเร็ซซุ) ซึ่งจะแสดงให้เห็นถึงกลไกการทำงานของแกนซึมซับแรง อุปกรณ์เบาะซึมซับแรง ตัวจ่ายความดัน และตัวจับยึดวัสดุหรือตัวจับยึดแผ่นแบลงก์(ข้อสังเกตในกรณีนี้ตัวจ่ายความดันกับตัวจับยึดแผ่นแบลงก์เป็นคนละชิ้นส่วนกัน).............................................................................................................382
ภาพที่ 290 ชิ้นงานดึงขึ้นรูปรูปถ้วยที่เกิดรอยยับย่น(wrinkle, 皺, しわ, ชิวะ) ชิ้นงานดึงขึ้นรูปรูปถ้วยที่เกิดการแตกหรือแตก-ร้าว(fractureหรือcrack, 割れ, われ, วะเระ) และชิ้นงานดึงขึ้นรูปรูปถ้วยที่เป็นชิ้นงานดี(good part, 良品, りょうひん, เรียวฮิง)ซึ่งเรียงจากซ้ายมือไปขวามือ...............................................................................................................383
ภาพที่ 291 ชิ้นงานดึงขึ้นรูปกับสภาวะในขณะดึงขึ้นรูปที่มีทั้งสภาวะที่ทำให้ส่วนก้นของชิ้นงานเกิดโป่งนูนออกทางด้านนอกกับสภาวะที่ทำให้ส่วนก้นของชิ้นงานเกิดยุบเป็นแอ่งเว้าเข้าด้านใน.........................................................................................................384
ภาพที่ 292 การเจาะทำรูระบายอากาศที่พันช์ดึงขึ้นรูป และหรือที่ดายดึงขึ้นรูปตัวเมีย เพื่อป้องกันการเกิดปัญหากับชิ้นงานทั้งแบบส่วนก้นของชิ้นงานดึงขึ้นรูปโป่งนูนออกทางด้านนอกกับแบบส่วนก้นของชิ้นงานดึงขึ้นรูปยุบเป็นแอ่งเว้าเข้าด้านใน..............................385
ภาพที่ 293 แม่พิมพ์ที่มีการออกแบบใช้หมุดกำหนดตำแหน่งของแผ่นวัสดุ(แผ่นแบลงก์) โดยใช้หมุดทั้งหมด 9 ตัวจัดเรียงล้อมรอบในลักษณะเป็นรังรองรับ-กำหนดตำแหน่ง(NestหรือNest gage, ネストหรือ位置決めหรือ定木หรือ案内หรือガイド, ねすとหรือいちぎめหรือじょうぎหรือあんないหรือがいど, เนะสุโตะหรืออิจิงิเมะหรือโยงิหรืออันไนหรือไงโดะ)..........................................................................................................385
ภาพที่ 294 ลักษณะปัญหาการกำหนดตำแหน่งของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปไม่ถูกต้อง อันมีสาเหตุมาจากการตัดเฉือนตำแหน่งของรูสำหรับหมุดกำหนดตำแหน่งแผ่นแบลงก์มีแนวศูนย์กลางผิดพลาดไปจากที่ต้องการ..................................................................387
ภาพที่ 295 ภาคตัดของตัวยกวัสดุแบบหัวฉีดลมอัดที่ประกอบอยู่ภายในแม่พิมพ์ ซึ่งจะใช้สำหรับการพ่นเป่าให้ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปหลุดพ้นออกจากพื้นที่ทำงานของแม่พิมพ์.............................................................................................................................388
ภาพที่ 296 ภาคตัดของแม่พิมพ์ที่มีปลายหัวฉีดลมอัดกับรางรองรับประกอบอยู่กับแม่พิมพ์ เพื่อให้การนำชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปออกจากแม่พิมพ์ทำได้อย่างมีประสิทธิผล(effectiveness, 有効性, ゆうこうせい, ยูโคเซ).........................................................388
ภาพที่ 297 ตำแหน่งชิ้นส่วนของแม่พิมพ์บางส่วนที่ใช้สกรูยึดชิ้นส่วนต่างๆภายในแม่พิมพ์โปรเกรสซีฟว์ ซึ่งสกรูที่ใช้ยึดชิ้นส่วนต่างๆที่มีโอกาสคลายตัวได้อันเนื่องมาจากแรงสั่นสะเทือนในขณะปั๊มตัดเฉือน-ขึ้นรูปชิ้นงาน.......................................................389
ภาพที่ 298 การป้องกันไม่ให้เศษวัสดุหรือสิ่งแปลกปลอมต่างๆตกค้างแล้วสะสมในร่องตัวที(T-slot, t溝, tみぞ, ทีมิโซะ)ของแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ซึ่งอาจสร้างปัญหาในระหว่างการติดตั้งแม่พิมพ์ได้ โดยการประยุกต์ใช้วัสดุชนิดใดๆที่แตกต่างกันนี้สอดเข้าไปปิดช่องว่างของร่องตัวทีเอาไว้................................................391
ภาพที่ 299 แม่พิมพ์ที่เตรียมให้พร้อมสำหรับนำไปใช้งานด้วยการเปิดแม่พิมพ์ชุดบนออกจากแม่พิมพ์ชุดล่าง แล้วใช้แท่งโลหะอ่อนที่มีความแข็งน้อยกว่าวัสดุที่ใช้ทำเป็นแผ่นดายมาทำการดันหรือตอกเบาๆอย่างระมัดระวังไม่ให้กระทบกับขอบคมตัดดายตัวเมีย เพื่อทำให้เศษวัสดุที่ผ่านการตัดเฉือนมาแล้วแต่ยังคงยึดเกาะอยู่กับผนังรูดายในแต่ละขั้นตอนที่ตัดเฉือนนั้นหลุดแล้วร่วงออกจากแม่พิมพ์ชุดล่างไปเสียก่อนที่จะนำไปจับยึด-ติดตั้งเข้ากับเครื่องปั๊มในครั้งต่อไป..............................................................................................392
ภาพที่ 300 กรณีเศษวัสดุหนุนรองอยู่ระหว่างใต้ผิวหน้าแม่พิมพ์ชุดล่างของแม่พิมพ์โปรเกรสซีฟว์กับแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(ภาพบน) และกรณีเศษวัสดุหนุนที่เกิดขึ้นกับแม่พิมพ์แบลงกิง ทำให้แม่พิมพ์ชุดล่างเอียงไปด้านใดๆจึงทำให้ระนาบของแม่พิมพ์ชุดบนกับชุดล่างไม่ขนานกัน(ภาพล่าง) ซึ่งจะส่งผลให้ทั้งแม่พิมพ์ ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปตลอดจนเครื่องปั๊มเกิดความเสียหายขึ้นได้(หมายเหตุ ภาพแม่พิมพ์ที่เอียงดูจะเกินจริงไปบ้างทั้งนี้ก็เพื่อทำให้เกิดความเข้าใจได้ง่ายยิ่งขึ้น).......................................................393
ภาพที่ 301 รูปถ่ายกับภาพสเก็ตช์แสดงส่วนต่างๆของผิวหน้าวัสดุที่ผ่านการตัดเฉือนแล้วกับภาคตัดของผิววัสดุที่ผ่านการตัดเฉือนด้วยแม่พิมพ์ที่มีค่าเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่เป็นช่องว่าง(gap, スキマ, すきま, ซุคิมะ)ระหว่างขอบคมตัดของพันช์กับดายที่แตกต่างกัน 5 แบบโดยวัสดุที่ถูกตัดเฉือนก็จะเกิดส่วนที่เรียกว่าส่วนโค้งมนจากการตัดเฉือน(R) แถบรอยตัดหรือขอบตัดเฉือน(C) ผิวฉีกขาด(F) ครีบหรือรอยเยิน และมุมของรอยแตก-ฉีกขาด(A)เป็นส่วนประกอบ...............................................................................................397
ภาพที่ 302 ภาคตัดขวางของเหล็กคาร์บอนผสมต่ำที่ถูกตัดเฉือนด้วยแม่พิมพ์ที่มีเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ต่างๆกัน เรียงจากเคลียแรนซ์มากที่สุดตามภาพย่อยที่ 1(ภาพซ้ายมือ) ไปจนถึงภาพย่อยที่ 5(ภาพขวามือ)ซึ่งมีเคลียแรนซ์น้อยที่สุดที่มีค่าน้อยจนเกินไปจึงส่งผลทำให้เกิดรอยแตกขึ้นถึงสองครั้ง เพราะรอยแตกของส่วนรูกับเศษ(หรือแผ่นแบลงก์)ไม่ได้มาบรรจบกัน.........................................................................................................................397
ภาพที่ 303 รูปถ่ายภาคตัดของผิวหน้าวัสดุที่ผ่านการตัดเฉือนแล้วด้วยแม่พิมพ์ที่มีค่าเคลียแรนซ์ที่แตกต่างกัน โดยเป็นแบบที่มีเคลียแรนซ์ปรกติที่เหมาะสมพอดี(ภาพบน) เคลียแรนซ์ที่แคบมากจนเกินไป(ภาพกลาง) และเคลียแรนซ์ที่กว้างมากจนเกินไป(ภาพล่าง)ตามลำดับ.............................................................................................................................398
ภาพที่ 304 ภาคตัดขวางการตัดเฉือนของรูในแผ่นโลหะที่แสดงสัดส่วนกับความสัมพันธ์(relation, 関係, かんけい, คังเค)ของส่วนต่างๆ โดยระยะที่พันช์กดซึมลึกเข้าไปในเนื้อวัสดุคือ “ระยะความลึกของส่วนโค้งมน” รวมกับ “ระยะความลึกของขอบตัดเฉือน”.............400
ภาพที่ 305 แผนภาพความสัมพันธ์(relation, 関係, かんけい, คังเค)ของแรงในการเฉือนกับระยะการเคลื่อนที่ของขอบคมตัดพันช์เข้าไปภายในเนื้อของแผ่นวัสดุตัวอย่าง โดยแต่ละช่วงจาก A ถึง D จะแสดงการเปลี่ยนแปลงที่เกิดขึ้นในเนื้อวัสดุ ซึ่งภายหลังที่พันช์เคลื่อนที่กดเข้าไปในวัสดุเพียง 30% กว่าๆเท่านั้นก็จะเริ่มเกิดรอยแตกร้าวขึ้น จึงทำให้ความต้องการแรงในการเฉือนวัสดุเริ่มลดลงจนกระทั่งไม่ต้องการแรงแต่อย่างใดอีกเลยวัสดุก็จะยังคงฉีกขาดออกจากกันได้ต่อไป..........................................................................................402
ภาพที่ 306 เปรียบเทียบการปั๊มตัดเฉือนโลหะแบบการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ)กับการตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)ด้วยเคลียแรนซ์ปรกติหรือเคลียแรนซ์ที่ถูกต้องเหมาะสม(regular clearanceหรือproper clearanceหรือnormal clearance, 適正クリアランス, てきせいくりあらんす, เตะคิเซคุเรียรันซุ)ในทางทฤษฎี.................................403
ภาพที่ 307 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่น้อยกว่าส่งผลให้โลหะได้รับความเค้นกดมากกว่า จนทำให้เกิดการโก่งแล้วในขณะเดียวกันก็ส่งแรงปฏิกิริยาต้านกับเส้นรอบรูปของพันช์ในขณะที่ตัดเฉือนโลหะมากกว่าปรกติด้วย แต่ภายหลังจากสิ้นสุดการตัดเฉือนแล้วพันช์ได้เคลื่อนถอนตัวออกจากรูไปแล้วนั้น ส่วนเนื้อโลหะที่โก่งอยู่ก็จะพยายามที่จะกลับคืนมาแบนเรียบดังเดิม จึงส่งผลให้ขนาดรูภายหลังการตัดเฉือนแล้วเล็กกว่าขนาดของปลายพันช์อีกเล็กน้อย.................................................................................................................405
ภาพที่ 308 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่มากกว่าจะส่งผลให้โลหะได้รับความเค้นดึงในขณะที่ตัดเฉือนโลหะมากขึ้นตามไปด้วย ดังนั้นภายหลังจากโลหะฉีกขาดจนสิ้นสุดการตัดเฉือนแล้วพันช์เคลื่อนถอนตัวออกจากรูในแผ่นโลหะไป ส่วนเนื้อโลหะที่ถูกดึงอยู่นั้นก็จะพยายามย้อนกลับคืนสู่สภาพเดิม จึงส่งผลให้ขนาดรูภายหลังการตัดเฉือนแล้วโตกว่าขนาดของปลายพันช์เล็กน้อย.................................................................................................................406
ภาพที่ 309 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างพันช์กับดายตลอดแนวเส้นรอบรูปสม่ำเสมอกัน และที่มุมของพันช์เป็นส่วนแหลม-คมซึ่งเป็นจุดอ่อนแอ.......................................................407
ภาพที่ 310 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างพันช์กับดายตามแนวเส้นรอบรูปปรกติแล้วแก้ไขเฉพาะ 4 มุมของดายให้มีเคลียแรนซ์กับพันช์เป็น 1.5 ถึง 2 เท่าของค่าเคลียแรนซ์ปรกติที่ใช้ โดยที่พันช์ยังคงมีส่วนแหลม-คมซึ่งเป็นจุดอ่อนแออยู่.........................................................408
ภาพที่ 311 เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างพันช์กับดายตามแนวเส้นรอบรูปปรกติแล้วแก้ไขที่มุมทั้ง 4 ของพันช์กับดายให้มีเคลียแรนซ์เป็น 1.5 ถึง 2 เท่าของค่าเคลียแรนซ์ปรกติ รวมทั้งกำจัดจุดแหลม-คมที่อ่อนแอให้เป็นส่วนโค้งมนทั้งที่พันช์กับดายตามไปด้วย.................408
ภาพที่ 312 การขัดเกลาขอบงาน(Burnishing, バニシングหรือバーニッシュ, ばにしんぐหรือばーにっしゅ, บะนิชชิงงุหรือบานิชชุ)สำหรับชิ้นงานที่ต้องการให้ส่วนผิวของรูราบเรียบสวยงาม(ภาพซ้ายมือ) และสำหรับชิ้นงานที่ต้องการให้ส่วนผิวของขอบตามแนวเส้นรอบรูปภายนอกราบเรียบสวยงาม(ภาพขวามือ)...................................................410
ภาพที่ 313 การประยุกต์ใช้กระบวนการตัดครึ่งส่วนแบบมีเคลียแรนซ์ติดลบ(พันช์มีขนาดโตกว่าดาย)ร่วมกันกระบวนการกดเรียบ(Flat Pressing Process, 平押し工程, ひらおしこうてい, ฮิระโอะชิ โคเต) เพื่อการตัดเฉือนวัสดุแบบไร้ครีบทั้งสองด้านของชิ้นงาน(เรียงลำดับการตัดเฉือน-ขึ้นรูปโดยเริ่มจากภาพซ้ายมือบน ภาพขวามือบน ภาพขวามือล่าง และภาพซ้ายมือล่างตามลำดับ)...............................................................................411
ภาพที่ 314 ภาพตัดขวางบางส่วนของการตัดเฉือนขั้นสำเร็จหรือฟินิชแบลงกิง(Finish Blanking, 仕上げ抜き加工หรือフィニッシュブランキング, しあげぬきかこうหรือふぃにっしゅぶらんきんぐ, ชิอะเงะนุคิคะโคหรือฟินิชชู บุรังคิงงุ) โดยในที่นี้จะเป็นการทำให้เป็นรัศมีเล็กน้อยที่ขอบคมตัดของดายสำหรับใช้ในการแบลงกิงหรือการตัดแผ่นวัสดุขนาดพร้อมใช้.................................................................................................................411
ภาพที่ 315 การตัดเฉือนขั้นสำเร็จหรือฟินิชแบลงกิง(Finish Blanking, 仕上げ抜き加工หรือフィニッシュブランキング, しあげぬきかこうหรือふぃにっしゅぶらんきんぐ, ชิอะเงะนุคิคะโคหรือฟินิชชู บุรังคิงงุ)สำหรับการเพียร์ซซิงกับการแบลงกิง(2 ภาพบน) แต่ในกรณีที่ต้องการผิวสำเร็จที่ได้จากการตัดเฉือนที่สมบูรณ์แบบก็จะทำได้โดยการทำให้แม่พิมพ์มีค่าเคลียแรนซ์ติดลบ ซึ่งพันช์จะมีขนาดเส้นรอบรูปของคมตัดที่โตกว่าเส้นรอบรูปคมตัดของดายตัวเมียเล็กน้อย เพื่อที่จะทำให้การตัดเฉือนเป็นไปในลักษณะที่มีการบีบอัดวัสดุไปด้วย(2 ภาพล่าง)...........................................................................................412
ภาพที่ 316 การไหลของอากาศเพื่อระบายออกจากบริเวณผิวหน้าพันช์ผ่านทางรูที่อยู่ภายในพันช์พร้อมแกนดันปลดหรือพันช์พร้อมแกนเตะปลด(ejector punchหรือpunch with spring ejector pinหรือslug ejector punchหรือslug ejection punch, ジェクタパンチ, じぇくたぱんち, เย็คตะพันจิ)(พันช์พร้อมแกนดันปลดหรือพันช์พร้อมแกนเตะปลดมีชื่อทางการค้าว่า Jektole punch และjector punch) ดังนั้นจึงไม่เกิดสภาวะสุญญากาศที่ผิวหน้าพันช์จึงทำให้ส่วนเศษวัสดุที่ถูกตัดแล้วไม่ถูกดูดติดกับผิวหน้าของพันช์ ซึ่งถือเป็นวิธีหนึ่งในการกำจัดปัญหาการดึงเศษวัสดุในกรณีที่ใช้เคลียแรนซ์เชิงวิศวกรรมทำการตัดเฉือนโลหะ......................................................................................................................413
ภาพที่ 317 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ระหว่างเคลียแรนซ์ที่มีค่าตั้งแต่ 5 ถึง 18 เปอร์เซ็นต์กับความลึกแถบรอยตัดหรือความลึกขอบตัดเฉือนรวมทั้งส่วนอื่นๆที่เกิดขึ้นกับแรงตัดเฉือนที่จะสัมพันธ์กันกับพื้นที่ของขอบตัดเฉือนนี้ ซึ่งผลทดลองนี้ได้จากการตัดเฉือนด้วยพันช์ขนาดเส้นผ่านศูนย์กลาง 4.76 มิลลิเมตร ในแผ่นเหล็กรีดเย็นหนา 0.7 มิลลิเมตรที่มีความความแข็ง 59 HRB(ร็อกเวลล์สเกลบี) ส่วนขนาดความสูงครีบ 0.013* มิลลิเมตรนั้นเกิดขึ้นจากการทดลองทำให้ขอบคมตัดของพันช์เป็นรัศมีขนาด 0.1 มิลลิเมตร...............................................................................................................416
ภาพที่ 318 เปรียบเทียบการเพียร์ซซิงรูกลมขนาดเส้นผ่านศูนย์กลาง 2.5 มิลลิเมตร(รูเล็ก)กับ13 มิลลิเมตร(รูใหญ่)ในแผ่นเหล็กกล้าไร้สนิมหรือสเตนเลสกลุ่มรหัส 300 ที่มีความหนา 2.5 มิลลิเมตรด้วยเคลียแรนซ์ที่เท่ากันคือ 13 เปอร์เซ็นต์ของความหนาวัสดุหรือประมาณ 0.33 มิลลิเมตร ซึ่งพันช์ของรูขนาดเล็กจะรับแรงในขณะตัดเฉือนแล้วเกิดการเสียดสีมากกว่าจึงทำให้อายุการใช้งานสั้นกว่า ดังนั้นการเพียร์ซซิงรูขนาดเล็กจึงควรเปลี่ยนแปลงไปใช้เคลียแรนซ์ที่มากกว่าคือที่ 18 เปอร์เซ็นต์ของความหนาวัสดุ แม้ว่าจะใช้ตัดเฉือนวัสดุที่มีคุณสมบัติความแข็ง ความหนา และอื่นๆที่เหมือนกับรูขนาดใหญ่ก็ตาม..................419
ภาพที่ 319 การตัดเฉือนวัสดุด้วยแม่พิมพ์โดยเครื่องปั๊มทั่วๆไป ซึ่งทั้งขอบคมตัดของพันช์กับดายตัวเมียก็จะกดซึมลึกเข้าไปในโลหะที่เป็นวัสดุสำหรับผลิตเป็นชิ้นงานแล้วทำให้เกิดส่วนโค้งมน แถบรอยตัดหรือขอบตัดเฉือน รอยแตก และครีบหรือรอยเยินจากการตัดเฉือนขึ้นตามลำดับ(ภาพซ้ายมือ) ส่วนภาพด้านขวามือเป็นมุมมองแบบ 3 มิติของผิววัสดุที่ผ่านการตัดเฉือนแล้วทั้งที่เกิดขึ้นกับผิวหน้าของรูกับผิวหน้าของส่วนที่ถูกตัดออกจากแผ่นโลหะตามแนวเส้นรอบรูปภายนอก...................................................................................422
ภาพที่ 320 การออกแบบขนาดพันช์กับดายตัดเฉือนให้สัมพันธ์กับขนาดของชิ้นงานแบลงกิงกับชิ้นงานเพียร์ซซิงที่ต้องการ และเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)......................................................423
ภาพที่ 321 วิธีการคำนวณหาขนาดของพันช์สำหรับการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ)โดยคำนวณลดหรือเพิ่มขนาดจากเคลียแรนซ์ที่ใช้เทียบกันกับขนาดของชิ้นงานตามแบบ ซึ่งขนาดของดายจะกำหนดให้เท่ากันกับขนาดของชิ้นงาน(ภาพซ้ายมือ) และวิธีการคำนวณหาขนาดของดายสำหรับการตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)โดยคำนวณลดหรือเพิ่มขนาดจากเคลียแรนซ์ที่ใช้เทียบกันกับขนาดของชิ้นงานตามแบบ ซึ่งขนาดของพันช์จะกำหนดให้เท่ากันกับขนาดของชิ้นงาน(ภาพขวามือ)...............................................423
ภาพที่ 322 เคลียแรนซ์(clearance, クリアランス, くりあらんす, คุเรียรันซุ)ที่แนะนำสำหรับการตัดเฉือนแบบสลักกิงหรือการตัดครึ่งส่วน(SluggingหรือHalf Blanking, スラッギングหรือ半抜きหรือハーフカット, すらっぎんぐหรือはんぬきหรือはーふかっと, ซุรัคงิงงุหรือฮังนุคิหรือฮาฟคัตโตะ)...........................................................................424
ภาพที่ 323 การตัดขอบเรียบ(Shaving, シェービング, しぇーびんぐ, เชบิงงุ)ที่นำมาใช้ในการตัดเฉือนเอาผิวหน้าของชิ้นงานที่ผ่านการตัดเฉือนมาแล้วด้วยการตัดเฉือนปรกติ เพื่อทำให้ส่วนที่ไม่ต้องการหลุดออกไปแล้วเหลือแต่เพียงส่วนแถบรอยตัดหรือขอบตัดเฉือนเท่านั้น...................................................................................................................427
ภาพที่ 324 ลำดับการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)ที่ผลิตชิ้นงานลักษณะวงแหวนกลมที่มีรูเจาะอยู่ตรงกลาง.............................................................................................................................429
ภาพที่ 325 เปรียบเทียบคุณภาพผิว-รอยตัดเฉือนภายในรู และหรือตามเส้นรอบรูปภายนอกของชิ้นงานที่ได้จากการตัดเฉือนแบลงกิงแบบธรรมดา(Conventional Blanking, 従来の打抜きหรือ一般打抜き, じゅうらいのうちぬきหรือいっぱんうちぬき, ยูไรโนะอุจินุคิหรืออิปปังอุจินุคิ)กับการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ).........................................................................429
ภาพที่ 326 ภาพถ่ายภาคตัดขวางของผิวหน้าที่ผ่านการตัดเฉือนแล้วของอะลูมิเนียม ซึ่งถ่ายด้วยการใช้กำลังขยาย 25 45กับ450 เท่าตามลำดับ(3 ภาพบน) และภาพถ่ายของรอยร้าวที่ทำให้ชิ้นงานฉีกขาดใหญ่ขึ้นในภายหลังจากที่ได้นำไปใช้งาน(2 ภาพล่าง) ซึ่งมีอิทธิพลมาจากการเตรียมชิ้นงานซึ่งผิวหน้าที่ได้จากการตัดเฉือนยังคงมีรอยร้าวขนาดจิ๋วอยู่แล้วก็ถูกนำไปขึ้นรูป ดังนั้นในงานที่ละเอียด-เที่ยงตรงสูงจำเป็นต้องเลือกกระบวนการตัดเฉือนเพื่อให้ได้ผิวตัดเฉือนที่ปราศจากรอยร้าวขนาดจิ๋วอยู่ด้วย....................................430
ภาพที่ 327 ภาคตัดของผิวหน้าวัสดุซึ่งแสดงระยะที่ทำการตรวจวัดความสูงของครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)โดยทางอ้อมของชิ้นงานที่ได้จากแม่พิมพ์ตัดเฉือน โดยอาจจะใช้เวอร์เนียร์วัดความสูง(Height GaugeหรือVernier Height Gauge, ハイトゲージ, はいとげーじ, ไฮโตะเงยิ)หรือโดยการใช้ไดแอลอินดิเคเตอร์หรือไดแอลเกจ(Dial IndicatorหรือDial Gauge, ダイヤルインジケータหรือダイヤルゲージ, だいやるいんじけーたหรือだいやるげーじ, ไดยัลอินยิเคตะหรือไดยัลเงยิ)เป็นเครื่องมือช่วยในการตรวจวัด................................................................432
ภาพที่ 328 แนวคิดต่างๆในการยึดดายตัวเมียเพื่อป้องกันการเคลื่อนที่ไปทางด้านข้างอันเกิดจากแรงรุนหรือแรงกระทำทางด้านข้าง(Side Thrust Force, 側方力หรือ側面圧力, そくほうりょくหรือそくめんあつりょく, ซคคุโฮเรียคหรือซคคุเม็งอัทซึเรียค)ที่เกิดขึ้นในระหว่างการตัดเฉือน-ขึ้นรูป ซึ่งเป็นสาเหตุของปัญหาครีบที่ผิดปรกติเกิดขึ้นในชิ้นงาน...434
ภาพที่ 329 แนวคิดในการแก้ไข-ป้องกันไม่ให้เกิดปัญหาครีบที่ผิดปรกติในชิ้นงานปั๊มตัดเฉือนด้วยแม่พิมพ์ โดยการทำให้พันช์ที่ใช้ขอบคมตัดสำหรับตัดเฉือนวัสดุมีส่วนของส้นของพันช์(punch’s heel, パンチのヒール, ぱんちのひーる, พันจิโนะฮีรุ)ซึ่งอยู่ในส่วนที่ไม่ใช้ตัดเฉือนวัสดุด้วย เพื่อช่วยต้านทานต่อแรงรุนซึ่งเกิดจากการตัดเฉือน..........................435
ภาพที่ 330 ดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)ในลักษณะต่างๆกัน ที่มีการออกแบบแล้วนำมาใช้ร่วมกันกับแผ่นดายของแม่พิมพ์ได้ตามความต้องการใช้งาน.......436
ภาพที่ 331 ลักษณะแผ่นดายแบบแผ่นเดียว(Solid type Die Plate, 一体式ダイプレートหรือソリッドタイプダイ, いったいしきだいぷれーとหรือそりっどたいぷだい, อิตไตชิคิดาย-พุเรโตะหรือโซะริดโดะดาย) และลักษณะดายกับพันช์ที่เกิดความผิดพลาดอันเนื่องมาจากความไม่ตั้งฉากอย่างที่ควรจะเป็น...........................................................437
ภาพที่ 332 เปรียบเทียบตัวอย่างของแผ่นดายแบบกรอบยึด(yoke type, ヨークタイプหรือ入れ子積層式, よーくたいぷหรือいれこせきそうしき, โยคุไทปุหรืออิเระโคะเซะคิโซชิคิ) แผ่นดายแบบร่องยึด(pocket typeหรือcounterbore type, ポケットタイプหรือ座ぐり入れ子, ぽけっとたいぷหรือざぐりいれこしき, โพะเค็ตโตะไทปุหรือซะงุริอิเระโคะชิคิ) และแผ่นดายแบบอินเสิร์ตหรือแบบสอดใส่(insert type, インサートタイプหรือ入れ子式, いんさーとたいぷหรือいれこしき, อินซาโตะไทปุหรืออิเระโคะชิคิ)ที่ออกแบบสำหรับการตัดเฉือนชิ้นงานรูปร่างเดียวกัน.................................................................................438
ภาพที่ 333 กรณีที่เส้นรอบรูปของพันช์เป็นส่วนคมตัดทั้งหมด ซึ่งไม่สามารถออกแบบให้มีส้นของพันช์ติดอยู่กับพันช์สำหรับช่วยนำทางพันช์เข้าคู่กับดายตัวเมียได้ ดังนั้นจึงต้องออกแบบให้แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้มีส่วนที่ทำหน้าที่นำทางพันช์ที่เที่ยงตรงเข้ามาช่วยในการประคองพันช์ แต่อย่างไรก็ตามหากความตั้งฉากระหว่างพันช์กับรูดายไม่ถูกต้อง ก็จะทำให้ขอบคมตัดของพันช์กับดายเบียดกันแล้วเป็นสาเหตุให้เกิดครีบขึ้นได้เช่นกัน............................................................................................................................438
ภาพที่ 334 แนวคิดในการออกแบบแก้ไขแม่พิมพ์ที่เดิมเป็นแผ่นดายแบบแผ่นเดียว(Solid type Die Plate, 一体式ダイプレートหรือソリッドタイプダイ, いったいしきだいぷれーとหรือそりっどたいぷだい, อิตไตชิคิดาย-พุเรโตะหรือโซะริดโดะดาย) โดยการตัดเฉือนส่วนที่เสียทิ้งแล้วผลิตเป็นดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)ที่ถูกต้องมาประกอบเข้าไปแทนที่...........................................................................................................440
ภาพที่ 335 การปรับแก้เคลียแรนซ์ที่ดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)ซึ่งประกอบอยู่ในแผ่นดาย เนื่องจากมีเคลียแรนซ์ด้านหนึ่งๆแคบกว่าปรกติ แต่ด้านตรงกันข้ามกลับกว้างกว่าปรกติ โดยการคำนวณหาค่าที่ต้องการปรับแล้วเจียระไนด้านข้างของอินเสิร์ตดายด้านที่เคลียแรนซ์แคบกว่าปรกติ แล้วนำแผ่นชิมหรือสเปเซอร์ที่หนาเท่ากับค่าที่เจียระไนออกมาประกอบใส่เข้าไปในด้านตรงกันข้าม.........................................................................441
ภาพที่ 336 การปรับแก้เคลียแรนซ์ที่อินเสิร์ตพันช์หรือพันช์แบบสอดใส่ ซึ่งมีเคลียแรนซ์ด้านหนึ่งๆแคบกว่าปรกติแต่ในด้านตรงกันข้ามกลับมีเคลียแรนซ์กว้างกว่าปรกติ โดยการคำนวณหาค่าที่ต้องการปรับแล้วเจียระไนด้านข้างของอินเสิร์ตพันช์ในด้านที่มีเคลียแรนซ์กว้างกว่าปรกติ แล้วนำแผ่นชิมหรือสเปเซอร์ที่หนาเท่ากับค่าที่เจียระไนออกมาประกอบใส่เข้าไปในด้านตรงข้ามกับผิวที่ถูกเจียระไนออกไป.......................................................444
ภาพที่ 337 ชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีส่วนขอบของรูที่บอบบางแล้วก็ยังอยู่ใกล้กับเส้นรอบรูปของชิ้นงานอีกด้วย หรือมีรูอยู่ใกล้ๆกันมากโดยเฉพาะรูขนาดเล็กอยู่ใกล้กับรูขนาดใหญ่จึงทำให้เกิดปัญหาครีบที่สูงมากกว่าปรกติได้.....................................................445
ภาพที่ 338 การแก้ไขปัญหาครีบที่สูงผิดปรกติในชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีส่วนขอบของรูที่บอบบางแล้วก็ยังอยู่ใกล้กับเส้นรอบรูปของชิ้นงานหรือชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีรูอยู่ใกล้กันมากโดยเฉพาะรูขนาดเล็กอยู่ใกล้กับรูขนาดใหญ่.............................................445
ภาพที่ 339 ชิ้นงาน 5 รูปแบบที่ได้จากการตัดเฉือนหรือการตัดแยกออกที่มีรูปร่างของเส้นขอบคมตัดเฉือนของพันช์กับดายแตกต่างกันไปตามเส้นรอบรูปชิ้นงานที่ต้องการ(ภาพบน) และการเอียงลงของชิ้นงานในขณะพันช์เคลื่อนที่ลงตัดแยกชิ้นงานออกจากกัน ซึ่งจะส่งผลให้เกิดปัญหาครีบในชิ้นงานได้(ภาพล่าง)..................................................................446
ภาพที่ 340 การแก้ไขปัญหาครีบที่สูงผิดปรกติแล้วได้ผิวฉีกขาดหรือรอยแตกของการตัดเฉือนที่ไม่เรียบร้อยซึ่งเกิดขึ้นจากการตัดแยกชิ้นงานออกจากกัน.................................446
ภาพที่ 341 ปัญหาขอบคมตัดของพันช์กับดายตัดเฉือนที่เกิดการเบียดหรือเกยทับกัน ซึ่งมีสาเหตุมาจากพันช์หรือดายตัดเฉือนหมุนรอบตัวได้ระหว่างการทำงานของแม่พิมพ์ การป้องกันการหมุนรอบตัวของพันช์หรือดายตัดเฉือนจะทำได้โดยใช้ลิ่มกำหนดตำแหน่งประกอบเข้าไปด้วย.................................................................................................448
ภาพที่ 342 สาเหตุของปัญหาขอบคมตัดเกิดการบุบยุบตัว บิ่น และหรือแตกหักนั้นส่วนหนึ่งที่เกิดขึ้นกับพันช์ที่มีรูปร่างผอมบางก็คือเกิดมีเศษอุดตันภายในผนังของรูดาย(ภาพซ้ายมือ) ความยาวส่วนตรงของพันช์มากเกินไปจึงเกิดโมเมนต์ดัด(ภาพกลาง) และแนวศูนย์ของแรงที่กระทำที่หน้าตัดของพันช์กับโคนพันช์เยื้องศูนย์กันแล้วเกิดโมเมนต์ดัดร่วมด้วย(ภาพขวามือ)...................................................................................................450
ภาพที่ 343 แนวทางการแก้ไขเพื่อลดความรุนแรงของปัญหาการบุบยุบตัว บิ่น และหรือแตกหักจากพันช์ตัดเฉือนให้ทุเลาลงโดยการเลือกใช้พันช์แบบเป็นขั้น ใช้พันช์ที่มีคุณภาพผิวด้านข้างที่เนียน-ราบรื่น โดยมีแนวต่อของเส้นเป็นอันเดียวกันแล้วใช้สารหล่อลื่นมาช่วยลดความรุนแรงของการเสียดสีระหว่างพันช์กับแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ลงด้วย.............................................................................................................................451
ภาพที่ 344 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ระหว่างส่วนปลายเพียร์ซซิงพันช์กับส่วนที่ทำหน้าที่นำทางปลายพันช์ของสตริปเปอร์เคลื่อนที่ได้ ซึ่งนำมาใช้กับพันช์ทั้งสองลักษณะคือเพียร์ซซิงพันช์แบบธรรมดากับเพียร์ซซิงพันช์แบบเป็นขั้น.....................452
ภาพที่ 345 ขนาดต่างๆรวมทั้งค่าพิกัดความเผื่องานสวมที่เกี่ยวข้องในการยึดพันช์เข้ากับพันช์เพลตหรือแผ่นรองรับพันช์ ซึ่งจะมีทั้งแบบที่ใช้กับแม่พิมพ์ที่ใช้แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้(ซึ่งสตริปเปอร์จะยึดกับแม่พิมพ์ชุดบน) และแม่พิมพ์แบบที่ใช้แผ่นปลดวัสดุยึดคงที่(ซึ่งสตริปเปอร์จะยึดกับแม่พิมพ์ชุดล่าง).............................................................453
ภาพที่ 346 ลักษณะการงอของพันช์(Bend of punch, パンチが折る, ぱんちがおる, พันจิงะโอะรุ)กับการโก่งของพันช์(Buckling of punch, パンチが座屈, ぱんちがざくつ, พันจิงะซะคุทซึ)เมื่อได้รับแรงต้านจากการเคลื่อนที่เข้าตัดเฉือนแผ่นวัสดุ.................................454
ภาพที่ 347 แผ่นวัสดุที่มีค่ามอดุลัสความยืดหยุ่น(E)เท่ากับ 21,000 kgf/mm2 และมีความแข็งแรงต้านทานแรงดึงเท่ากับ 60 kgf/mm2 ซึ่งมีความหนา 1 มิลลิเมตรที่จะนำมาทำการตัดเฉือนรูกลมหรือการเพียร์ซซิงรูกลมขนาดเส้นผ่านศูนย์กลาง 8 มิลลิเมตร.................462
ภาพที่ 348 เปรียบเทียบลักษณะการใช้งานและจับยึดพันช์กลมตรงที่มีขนาดความยาว 88 มิลลิเมตร ในกรณียึดถือพันช์เพลตเป็นหลักกับกรณียึดถือสตริปเปอร์เพลตเป็นหลัก ซึ่งจะตัดเฉือนวัสดุตามที่ต้องการได้โดยไม่เกิดการโก่ง-แตกหักเสียหายขึ้น และทั้งสองกรณีนี้เป็นกรณีที่สตริปเปอร์เพลตเคลื่อนที่ได้ทำหน้าที่นำทางปลายพันช์ด้วย(n = 2)...................466
ภาพที่ 349 ลักษณะการใช้งานและจับยึดพันช์กลมตรงขนาดเส้นผ่านศูนย์กลาง 8 มิลลิเมตร โดยการยึดถือพันช์เพลตเป็นหลักแล้วสตริปเปอร์เพลตเคลื่อนที่ได้ไม่ได้ทำหน้าที่นำทางปลายพันช์(n = 1).........................................................................................467
ภาพที่ 350 เพียร์ซซิงพันช์ขนาดเส้นผ่านศูนย์กลางขอบคมตัด 2 มิลลิเมตรที่มีความยาวส่วนปลายคมตัด 8 มิลลิเมตร ซึ่งทำจากเหล็ก SKD11 ตามมาตรฐาน JIS(หรือเกรด D2 ตามมาตรฐาน AISI) และมีค่ามอดุลัสความยืดหยุ่น 21,000 kgf/mm2 ทำให้พันช์สามารถตัดเฉือนวัสดุที่มีค่าความแข็งแรงต้านทานแรงเฉือนของวัสดุ 48 kgf/mm2ได้โดยจะไม่เกิดการโก่ง-แตกหักเสียหายแม้ว่าสตริปเปอร์จะไม่ได้ทำหน้าที่นำทางปลายพันช์นี้ก็ตาม....468
ภาพที่ 351 ลักษณะของพันช์ซึ่งมีปัญหาเกิดการแตกร้าวที่รอยต่อของบ่าพันช์กับหัวพันช์ โดยอาจจะเกิดมาจากสาเหตุที่แตกต่างกัน................................................................469
ภาพที่ 352 การเสียหายในแผ่นยึดแม่พิมพ์ชุดบนหรือด้านบน(upper shoeหรือupper die shoeหรือpunch shoeหรือpunch holder, ダイセット上型, だいせっとうわがた, ดายเซ็ตโตะอุวะงะตะ) และการแตกหักในพันช์ที่มีส่วนหัวขนาดเล็กๆพร้อมวิธีการป้องกัน-แก้ไขด้วยการเสริมแผ่นรองรับแรงไว้ที่ด้านหลังของหัวพันช์ ซึ่งแผ่นรองรับแรงจะทำจากวัสดุที่มีคุณสมบัติดีมากกว่าวัสดุของแผ่นยึดแม่พิมพ์ชุดบนเดิม.............................................470
ภาพที่ 353 เปรียบเทียบเส้นรอบรูปขอบคมตัดของดายกับเส้นรอบรูปของแผ่นรองหลังดายในแบบที่มองจากด้านบนรวมทั้งแบบที่มองในมุมมอง 3 มิติ ซึ่งจะมีทั้งแบบที่ส่วนขอบคมตัดมีส่วนรองรับด้านล่างอยู่ที่แผ่นรองหลังดายกับแบบที่ส่วนขอบคมตัดไม่มีส่วนรองรับด้านล่างอยู่ที่แผ่นรองหลังดาย จึงทำให้ดายตัวเมียมีความอ่อนแอแล้วแตกหักได้ง่ายที่ต่างกัน โดยเฉพาะอย่างยิ่งเมื่อนำมาใช้ในการตัดเฉือนวัสดุที่มีความแข็งแรงต้านทานแรงดึงสูง เช่น สเตนเลสเกรดที่มีคุณสมบัติเป็นสปริง.......................................................472
ภาพที่ 354 แนวคิดในการออกแบบดายตัวเมียทั้งแบบที่เป็นแผ่นดายแบบแผ่นเดียว(Solid type Die Plate, 一体式ダイプレートหรือソリッドタイプダイ, いったいしきだいぷれーとหรือそりっどたいぷだい, อิตไตชิคิดาย-พุเรโตะหรือโซะริดโดะดาย) และแผ่นดายแบบอินเสิร์ตหรือแบบสอดใส่(insert type, インサートタイプหรือ入れ子式, いんさーとたいぷหรือいれこしき, อินซาโตะไทปุหรืออิเระโคะชิคิ)เพื่อให้มีความแข็งแรงเพียงพอต่อการใช้ในการตัดเฉือนวัสดุ.............................................................................................472
ภาพที่ 355 ภาคตัดผิวหน้าการตัดเฉือนในแผ่นวัสดุที่มีรอยตำหนิหรือข้อบกพร่องครูดเป็นทางตามแนวตั้งบนส่วนของแถบรอยตัดหรือขอบตัดเฉือน(Sheared EdgeหรือBurnishหรือCut Band, せん断面, せんだんめん, เซ็นดัมเม็ง)......................................................474
ภาพที่ 356 การทำเชียร์ที่ขอบคมตัดของพันช์เพื่อลดแรงตัดเฉือนสูงสุดในช่วงเวลาเดียวกันลง แต่มีโอกาสที่จะเกิดการแตก-บิ่นของขอบคมตัดเฉือนได้ง่าย(ภาพบน) และลักษณะรอยแตก-บิ่นที่ขอบคมตัดของปลายพันช์(ภาพล่าง)..........................................................475
ภาพที่ 357 ผิวหน้าพันช์ตัดเฉือนเป็นรอยเส้นกับครีบหลงเหลือเนื่องจากการเจียระไนอย่างหยาบหรือสภาวะในการเจียระไนไม่เหมาะสม ได้แก่การป้อนกินลึก-การป้อนทางขวางเร็วเกินไป การใช้ล้อหินเจียระไนที่ไม่ถูกต้องกับวัสดุที่ทำพันช์(หรือดาย)-ไม่ได้แต่งหน้าหินเจียระไนให้เกิดคมตัดหรือปริมาณการใช้สารหล่อเย็นในขณะทำการเจียระไนไม่เพียงพอ ดังนั้นจึงควรหลีกเลี่ยงการเกิดสภาพผิวงานเจียระไนเช่นนี้..........................................476
ภาพที่ 358 ครีบซึ่งเกิดขึ้นในระหว่างกระบวนการเจียระไนชิ้นส่วนพันช์หรือดาย ซึ่งต้องกำจัดออกให้หมดด้วยความประณีตก่อนนำไปประกอบในแม่พิมพ์.............................477
ภาพที่ 359 การเกิดรอยร้าวขนาดเล็กภายในผิวหน้าพันช์หรือดายที่กำลังเจียระไนคมตัด เนื่องจากความร้อนสะสมในขณะเจียระไนพันช์หรือดายจนทำให้เนื้อวัสดุเปลี่ยนสีหรือไหม้แล้วทำให้ความแข็งของวัสดุที่ใช้ทำพันช์หรือดายเปลี่ยนแปลงไปด้วย.........................477
ภาพที่ 360 ทิศทางการตัดเฉือนผิวด้านข้างของพันช์กับความหยาบผิวที่มีผลต่อการสึกหรอซึ่งสามารถทำให้พันช์กับดายแตกหักได้....................................................................479
ภาพที่ 361 ส่วนตรงของขอบคมตัดกับส่วนหลบของดายซึ่งมีผลต่อการแตกหักเสียหายของดายกับพันช์ได้(รายละเอียดในการออกแบบมุมหลบกับส่วนที่เกี่ยวข้องนั้น จะได้อธิบายไว้ในตารางที่ 3.14 ในลำดับต่อไป)..............................................................................480
ภาพที่ 362 การเตรียมรูหลบเศษตัดของสเปเซอร์ที่รองอยู่ด้านล่างอินเสิร์ตดายไม่ถูกต้อง เนื่องจากมีส่วนยื่นเข้ามาขวางการลอดผ่านของเศษวัสดุที่จะต้องตกลงสู่ด้านล่าง(ภาพซ้ายมือ) และการเตรียมสเปเซอร์ขึ้นมาใช้ใหม่แต่ไม่ได้กำจัดครีบออกไปหรือกำจัดครีบออกไม่หมด(ภาพขวามือ)...............................................................................................480
ภาพที่ 363 เปรียบเทียบขนาดเส้นรอบรูปโคนพันช์หรือดาย(ภาพซ้ายมือ)กับขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปของสเปเซอร์ที่ใช้กับอินเสิร์ตพันช์หรืออินเสิร์ตดายที่ไม่จำเป็นต้องมีรูอยู่ภายใน(ภาพกลาง) และขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปของสเปเซอร์ที่ใช้กับอินเสิร์ตดายสำหรับใช้ตัดเฉือนวัสดุซึ่งต้องมีรูให้เศษวัสดุลอดผ่านได้(ภาพขวามือ)................................................................................................481
ภาพที่ 364 ขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปของสเปเซอร์ที่ใช้กับอินเสิร์ตดายสำหรับใช้ตัดเฉือนวัสดุ(ภาพซ้ายมือ)..................................................................482
ภาพที่ 365 ขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปภายนอกกับรูภายในของสเปเซอร์ที่ใช้กับอินเสิร์ตที่ต้องการใช้ลมอัดไหลผ่าน(ภาพซ้ายมือ) และขนาดเผื่อกับค่าพิกัดความเผื่อตามแนวเส้นรอบรูปภายนอกกับรูภายในของสเปเซอร์ที่ใช้กับอินเสิร์ตซึ่งต้องทำการยึดด้วยสกรู(ภาพขวามือ)...................................................................................483
ภาพที่ 366 รูหลบส่วนปลายแกนนำร่องกำหนดตำแหน่งหรือไพลอตพินที่อยู่ภายในดายแบบสอดใส่ทั้ง 2 ลักษณะ ซึ่งแสดงในมุมมอง 3 มิติ(ภาพซ้ายมือ)กับมุมมองตามภาคตัดขวาง(ภาพขวามือ).......................................................................................484
ภาพที่ 367 แผ่นชิมหรือสเปเซอร์แบบแผ่นหนาที่ออกแบบมาใช้รองอยู่ด้านล่างสุดของดายแบบสอดใส่หรืออินเสิร์ตดาย เพื่อให้การถอดอินเสิร์ตดายออกจากแผ่นดายทำได้ง่ายแล้วก็เป็นการป้องกันไม่ให้สเปเซอร์แผ่นบางเสียหายขณะตอกอินเสิร์ตดายออกจึงสามารถนำกลับมาใช้งานได้อีก.................................................................................................485
ภาพที่ 368 แผ่นชิมหรือสเปเซอร์ที่มีโครงสร้างอ่อนแอซึ่งไม่ควรนำมาใช้ในงานแม่พิมพ์ โดยเฉพาะอย่างยิ่งในแม่พิมพ์โปรเกรสซีฟว์เที่ยงตรง..................................................485
ภาพที่ 369 ตัวอย่างพันช์ที่ผลิตส่วนขอบคมตัดด้วยเครื่องเจียระไนรูปร่างกับพันช์ต้นทุนต่ำซึ่งสร้างจากชิ้นส่วนที่ผลิตด้วยเครื่องจักรอื่นๆที่นำมาประกอบร่วมกันแล้วใช้ทดแทนพันช์ที่ผลิตด้วยเครื่องเจียระไนรูปร่างในกรณีฉุกเฉิน-เร่งด่วนได้............................................485
ภาพที่ 370 การนำชิ้นส่วนย่อยทั้ง 3 ชิ้นมาประกอบแล้วยึดเข้าด้วยกันให้กลายเป็นพันช์ต้นทุนต่ำชิ้นเดียวซึ่งสามารถนำไปใช้ทดแทนพันช์ที่ผลิตด้วยเครื่องเจียระไนรูปร่างได้ เพื่อให้การผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปทำได้อย่างทันเวลาตามกำหนดส่งมอบ.........487
ภาพที่ 371 ระยะในการทำเชียร์เพื่อลดแรงตัดเฉือนทั้งในการตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)ซึ่งจะนำรูที่ได้จากการตัดเฉือนไปใช้งานกับการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ)ซึ่งจะนำแผ่นชิ้นงานที่ตัดเฉือนออกมาได้นั้นไปใช้งาน....................................................488
ภาพที่ 372 การบิดงอเสียรูปร่างของส่วนที่ไม่ต้องการหรือส่วนที่จะกลายเป็นเศษจากการทำเชียร์ทั้งการทำเชียร์ที่ดายของการแบลงกิงกับการทำเชียร์ที่พันช์ของการเพียร์ซซิง และการทำเชียร์ที่เพียร์ซซิงพันช์เพื่อหักเศษให้งอแล้วตกลงสู่ด้านล่างได้ง่ายโดยไม่ถูกพันช์ดึงย้อนกลับขึ้นไปด้านบนอีก(ภาพขวามือ)....................................................................489
ภาพที่ 373 เปรียบเทียบลักษณะการตัดเฉือนในวัสดุที่มีระยะกดซึมลึกเท่ากับ 50 เปอร์เซ็นต์หรือมากกว่า โดยเป็นการตัดเฉือนแบบที่ไม่มีการทำเชียร์ที่ขอบคมตัดพันช์หรือดายเทียบกับการตัดเฉือนแบบที่มีการทำเชียร์ที่พันช์เท่ากับครึ่งหนึ่งของความหนาวัสดุ การตัดเฉือนแบบที่มีการทำเชียร์ที่พันช์เท่ากับหนึ่งเท่าของความหนาวัสดุ และการตัดเฉือนแบบที่มีการทำเชียร์ที่พันช์เท่ากับสองเท่าของความหนาวัสดุตามลำดับ.......................492
ภาพที่ 374 ภาพถ่ายของรอยแตกในวัสดุที่เริ่มเกิดขึ้นเมื่อขอบคมตัดของพันช์-ดายเคลื่อนที่เข้าไปในวัสดุ และเกิดส่วนโค้งมนรวมกันกับส่วนแถบรอยตัดแล้วถือเป็นระยะกดซึมลึกของวัสดุ ซึ่งในทางอุดมคติเมื่อเลยจุดนี้ไปแล้วก็จะไม่ต้องเพิ่มแรงตัดเฉือนอีกต่อไปแต่วัสดุก็ยังคงฉีกขาดออกจากกันได้......................................................................................494
ภาพที่ 375 การสึกหรอที่ขอบคมตัดของพันช์กับดายที่ใช้สำหรับตัดเฉือนวัสดุ ซึ่งจะทำให้ส่วนที่เป็นขอบคมตัดทื่อแล้วส่งผลให้ขนาดของเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่เป็นช่องว่าง(gap, スキマ, すきま, ซุคิมะ)ระหว่างขอบคมตัดของพันช์กับดายเพิ่มมากขึ้นกว่าที่ออกแบบ-และสร้างแม่พิมพ์ตั้งแต่ครั้งแรก จึงส่งผลให้ต้องใช้แรงตัดเฉือนมากกว่าปรกติ ทำให้อุณหภูมิของการตัดเฉือนสูงขึ้นแล้วครีบหรือรอยเยินจากการตัดเฉือนสูงขึ้นกว่าปรกติด้วย.........494
ภาพที่ 376 เปรียบเทียบลักษณะการพิจารณาจัดวางสปริงขดขนาดเส้นผ่านศูนย์กลางภายนอก 25 มิลลิเมตร จำนวน 6 และ 8 ตัวในแม่พิมพ์โปรเกรสซีฟว์หรือโปรเกรสซีฟว์ดายที่มีขนาดเดียวกัน....................................................................................................501
ภาพที่ 377 ลักษณะของระยะที่สปริงขดยุบตัวทำงานเพื่อเคลื่อนที่ตัดเฉือนวัสดุหนา 1.2 มิลลิเมตรในแม่พิมพ์ซึ่งมีระยะเท่ากับ 3 มิลลิเมตร โดยจะยุบตัวเรียงลำดับก่อน-หลังเป็น 1 มิลลิเมตร 1.2 มิลลิเมตรแล้วก็ 0.8 มิลลิเมตรเป็นลำดับสุดท้ายเมื่อแม่พิมพ์เคลื่อนตัวลงสู่จุดศูนย์ตายล่าง......................................................................................................502
ภาพที่ 378 ลักษณะสปริงขดที่ประกอบอยู่ในแม่พิมพ์แล้วได้รับภาระก่อนล่วงหน้าโดยถูกกดให้ยุบตัวเป็นระยะ 5 มิลลิเมตร ซึ่งเป็นสภาพก่อนที่แม่พิมพ์จะเคลื่อนที่ลงตัดเฉือนวัสดุที่หนา 1.2 มิลลิเมตรแล้วแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้มีแรงจากสปริงขดที่เพียงพอสำหรับทำการปลดแผ่นวัสดุออกจากปลายพันช์หลังเสร็จสิ้นการตัดเฉือนไปแล้วด้วย....503
ภาพที่ 379 สปริงขดของสตริปเปอร์ และหรือสปริงขดที่ใช้งานอยู่ภายในส่วนกลไกต่างๆของแม่พิมพ์ในขณะที่อยู่ในสภาวะผิดปรกติเมื่อถูกกดให้ยุบตัวทำงาน.........................506
ภาพที่ 380 สปริงขดของสตริปเปอร์ที่ความยาวอิสระก่อนที่จะประกอบเข้าในแม่พิมพ์(ภาพซ้ายมือ) สปริงขดในขณะประกอบเข้าในแม่พิมพ์แล้วเริ่มได้รับภาระในเบื้องต้นก่อนล่วงหน้าแต่แม่พิมพ์ยังไม่ได้ปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานแต่อย่างใด(ภาพกลาง) และสปริงขดในขณะที่แม่พิมพ์เคลื่อนที่ลงทำงานที่จุดศูนย์ตายล่าง(Bottom Dead CenterหรือBDC,下死点, かしてん, คะชิเต็ง)(ภาพขวามือ).....................................................................508
ภาพที่ 381 เปรียบเทียบลักษณะการประกอบ และการใช้งานของสปริงขดในแม่พิมพ์ที่มีโครงสร้างแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้ ซึ่งมีรูปแบบกับรายละเอียดที่แตกต่างกัน........................................................................................510
ภาพที่ 382 รูปถ่ายเปรียบเทียบสภาพการล้มหรือการบิดตัวตามแรงตัดเฉือนวัสดุในชิ้นงานรูปร่างผอมบาง-ยาวซึ่งมีส่วนความกว้างของชิ้นงานเมื่อเทียบกับความหนาของวัสดุนั้นแตกต่างกัน............................................................................................................510
ภาพที่ 383 ส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, サンหรือブリッジ, さんหรือぶりっじ, ซังหรือบุริจยิ)ที่เผื่อไว้ตามทิศทางการป้อนวัสดุกับส่วนเชื่อมต่อที่เผื่อไว้ที่ส่วนขอบวัสดุที่ป้อนส่งเข้าไปในแม่พิมพ์โปรเกรสซีฟว์ และส่วนเชื่อมต่อที่เผื่อไว้สำหรับแม่พิมพ์ตัดแผ่นแบลงก์ขนาดเส้นผ่านศูนย์กลาง “D” ทั้ง 2 รูปแบบซึ่งมีการตัดเฉือนที่แตกต่างกัน.......................................................................511
ภาพที่ 384 การจัดวางชิ้นงานของแม่พิมพ์โปรเกรสซีฟว์สำหรับปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นส่วนขั้วโลหะสำหรับผลิตเป็นข้อต่อในงานด้านไฟฟ้า-อิเล็กทรอนิกส์ที่มีรูปร่างชิ้นงานบอบบาง(ภาพซ้ายมือบน) และลำดับการตัดเฉือน-ขึ้นรูปที่แสดงเพียงบางส่วนในแม่พิมพ์โปรเกรสซีฟว์ซึ่งชิ้นงานจะถ่างออกจากกันได้ด้วยแรงในขั้นตอนการตัดแยกส่วนชิ้นงานออกจากกัน(ภาพขวามือบน)ถ้าหากว่าไม่มีวิธีป้องกัน-แก้ไขที่ดีพอ.....................................513
ภาพที่ 385 ปัญหาการล้มหรือการบิดตัวกับปัญหาการถ่างออกเมื่อทำการตัดเฉือนในส่วนที่มีลักษณะผอมบางแล้วก็มีความยาวด้วย(ภาพซ้ายมือ) และวิธีป้องกันไม่ให้ปัญหาเหล่านี้เกิดขึ้นทั้ง 2 แนวทาง(ภาพกลางกับภาพขวามือ)โดยใช้แนวคิดการจัดลำดับก่อน-หลังในการตัดเฉือนวัสดุที่ผอมบางใหม่ รวมทั้งใช้แนวคิดในการออกแบบให้แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้มีส่วนจับยึดวัสดุที่ผอมบางให้แนบแน่นก่อนที่จะถูกตัดเฉือนมาร่วมกันกับการแก้ไขให้ชิ้นงานมีรัศมีเพื่อช่วยทำให้ชิ้นงานมีความแข็งแรงมากยิ่งขึ้นด้วย.....................514
ภาพที่ 386 ปัญหาการตัดเฉือนในแถบวัสดุที่มีส่วนผอมบางแล้วก็มีความยาวด้วย และแนวคิดในการออกแบบให้มีส่วนระนาบที่ต่ำกว่าระนาบปรกติของแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้ของแม่พิมพ์โปรเกรสซีฟว์ เพื่อใช้สำหรับจับยึดวัสดุส่วนที่ผอมบาง-ยาวแล้วป้องกันไม่ให้เกิดปัญหาขึ้น.......................................................................................514
ภาพที่ 387 แม่พิมพ์โปรเกรสซีฟว์ที่ใช้พันช์ตัดเฉือนชิ้นงานซึ่งผอมบางแล้วมีความยาวมาก โดยชิ้นงานมีสัดส่วนความกว้างของชิ้นงานที่ต้องการภายหลังการตัดเฉือน(w)น้อยกว่า 2 เท่าของความหนาวัสดุ(t)ที่ใช้ปั๊มตัดเฉือน-ขึ้นรูปหรือสัดส่วนของชิ้นงานที่ผอมบางซึ่งค่า w ≤ 2t.......................................................................................................................515
ภาพที่ 388 สตริปเปอร์เพลตเคลื่อนที่ได้ที่ออกแบบระนาบซึ่งใช้จับยึด-ปลดชิ้นงานไม่เหมาะสมกับชิ้นงานที่ผอมบาง ซึ่งมีสัดส่วนความกว้างของชิ้นงานที่ต้องการภายหลังการตัดเฉือน(w)น้อยกว่า 2 เท่าของความหนาวัสดุ(t)ที่ใช้ปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานนั้นหรือสัดส่วนของชิ้นงานที่ผอมบางซึ่งค่า w ≤ 2t ตามภาพที่ 387.......................................516
ภาพที่ 389 แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้ที่ออกแบบให้มีส่วนสันนูนสำหรับจับยึดวัสดุกับส่วนส้นสำหรับประคองวัสดุไว้ด้วยในขณะพันช์เคลื่อนที่เข้าตัดเฉือน-ขึ้นรูปวัสดุชิ้นงาน.................................................................................517
ภาพที่ 390 แผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้หรือสตริปเปอร์เพลตเคลื่อนที่ได้ที่ออกแบบไม่เหมาะสม อาจจะทำให้ชิ้นงานที่ถูกตัดเฉือนดัดงอไปทางด้านข้าง และหรืออาจจะทำให้ภาคตัดขวางของชิ้นงานเกิดการล้มหรือการบิดตัวอันเนื่องมาจากแรงตัดเฉือนไปพร้อมๆกันได้..........................................................................................................................518
ภาพที่ 391 ลักษณะชิ้นงานที่ผิดปรกติซึ่งไม่ต้องการให้เกิดขึ้นในแม่พิมพ์แล้วอาจจะเกิดปัญหาใดปัญหาหนึ่งหรือเกิดขึ้นร่วมกันได้คือ การบิดตัวหรือการล้ม(twistหรือtumble, ねじれหรือ 転び, ネジレหรือころび, เนะยิเระหรือโคะโระบิ) การเอียงหนีออกจากกัน(leanหรือslant, 傾く, かたむく, คะตะมุคุ) และการโก่งหรือการโค้งออกไปทางด้านข้าง(warpหรือcurvature, 反りหรือ歪み, そりหรือゆがみ, โซะริหรือยุงะมิ)....................519
ภาพที่ 392 การออกแบบค่าเผื่อระหว่างสตริปเปอร์เพลตเคลื่อนที่ได้กับดายเพลต และหรือระหว่างสตริปเปอร์เพลตเคลื่อนที่ได้กับตัวนำทางวัสดุที่มีความเหมาะสม ซึ่งแสดงภาพตามทิศทางการป้อนวัสดุชิ้นงานเข้าหรือออกจากแม่พิมพ์.................................................519
ภาพที่ 393 สตริปเปอร์เพลตเคลื่อนที่ได้ซึ่งได้มีการออกแบบค่าเผื่อเอาไว้แล้วจะยังคงสามารถทำหน้าที่จับยึดวัสดุให้แนบแน่นได้ก่อนที่พันช์จะเคลื่อนที่ตัดเฉือน-ขึ้นรูปได้ แม้ว่าวัสดุมีค่าความหนาอยู่ทางพิกัดความเผื่อด้านล่าง(บางที่สุด)หรือวัสดุมีค่าความหนาอยู่ที่ค่ากลางของขนาดกำหนดหรือวัสดุมีค่าความหนาอยู่ทางพิกัดความเผื่อด้านบน(หนาที่สุด)ก็ตาม.....................................................................................................................520
ภาพที่ 394 แนวคิดในการออกแบบแก้ไขแม่พิมพ์เพื่อช่วยลดความรุนแรงของปัญหาการเอียงหนีออกจากกันของชิ้นงานในขณะที่ถูกพันช์ตัดเฉือนวัสดุ(ภาพซ้ายมือ) ด้วยการออกแบบให้มีสถานีงานที่ใช้แคมพันช์หรือพันช์ที่มีกลไกปรับให้ทำงานแบบลูกเบี้ยวอยู่ถัดจากการตัดเฉือนวัสดุที่ผอมบางแล้วมีความยาว(ภาพขวามือ) เพื่อใช้สำหรับปรับให้ชิ้นงานกลับมาให้อยู่ในแนวตรงตามที่ควรจะเป็น.................................................................522
ภาพที่ 395 แนวคิดในการออกแบบแก้ไขแม่พิมพ์เพื่อช่วยลดความรุนแรงของปัญหาการเอียงหนีออกจากกันของชิ้นงาน ด้วยการออกแบบแก้ไขให้สตริปเปอร์เพลตเคลื่อนที่ได้หรือแผ่นปลด-จับยึดวัสดุเคลื่อนที่ได้มีส่วนสันนูนเพิ่มขึ้นเฉพาะส่วนเพื่อทำการจับยึดวัสดุให้แนบกับแผ่นดายมากยิ่งขึ้น และการแก้ไขการเอียงบิดตัวออกจากตำแหน่งปรกติของส่วนนำพาโดยการออกแบบเพิ่มการกดอัดวัสดุให้ขยายตัวเพื่อปรับแก้การเอียงบิดหรือการคดเคี้ยว......................................................................................................................523
ภาพที่ 396 ครีบของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่มีสาเหตุมาจากการออกแบบแม่พิมพ์ที่เลว จึงทำให้การต่อที่ไม่เข้ากันของแนวเส้นการตัดเฉือนก่อให้เกิดครีบที่จุดตัดหรือต่อเข้ากันนั้น.............................................................................................................................524
ภาพที่ 397 ตัวอย่างแบบโครงร่างการตัดเฉือนแผ่นแบลงก์(blank layoutหรือstock layout, ブランクレイアウトหรือストックレイアウトหรือ板取り, ぶらんくれいあうとหรือすとっくれいあうとหรือいたどり, บุรังคุ-เรเอาโตะหรือซุตค-เรเอาโตะหรืออิตะโดะริ)โดยมีการจัดวางอย่างง่ายๆ 2 รูปแบบ และเพื่อป้องกันไม่ให้พันช์แตกหักได้ง่ายนั้นค่า aกับB จะออกแบบโดยเผื่อไว้ 2-3 เท่าของความหนาวัสดุที่ตัดเฉือน..........................................525
ภาพที่ 398 เทคนิคการจัดวางชิ้นงาน(Nesting, ネスティング, ねすてぃんぐ, เนซติงงุ)สำหรับตัดเฉือนแผ่นแบลงก์รูปร่างต่างๆที่เป็นการจัดวางชิ้นงานในกลุ่มชิ้นงานที่มีรูปร่างเหมือนกันกับการจัดวางชิ้นงานในกลุ่มชิ้นงานที่มีรูปร่างแตกต่างกัน และแผ่นแบลงก์ที่จะนำไปขึ้นรูปเป็นชิ้นงานต่อไปนั้นก็จะต้องพิจารณาทิศทางในการจัดวางชิ้นงานให้สอดคล้องกับทิศทางของเกรนหรือทิศทางของการรีดในแถบวัสดุนั้นเพื่อให้ได้ชิ้นงานที่มีความแข็งแรงแล้วไม่เกิดรอยแตกแล้วหักได้ง่ายอีกด้วย..................................................................526
ภาพที่ 399 แบบโครงร่างการตัดเฉือนแผ่นแบลงก์(blank layoutหรือstock layout, ブランクレイアウトหรือストックレイアウトหรือ板取り, ぶらんくれいあうとหรือすとっくれいあうとหรือいたどり, บุรังคุ-เรเอาโตะหรือซุตค-เรเอาโตะหรืออิตะโดะริ)ที่แตกต่างกันโดยใช้พันช์ตัดแยกส่วนเพียงชิ้นเดียวในการตัดเฉือนชิ้นงานตัวอย่าง ทำให้เกิดจุดต่อกันของแนวเส้นการตัดเฉือนที่ในภาพซ้ายมือกับภาพขวามือนั้นจะก่อให้เกิดครีบที่จุดต่อได้ง่ายกว่าภาพกลาง ส่วนแนวที่ลูกศรเส้นประชี้นั้นจะแสดงตำแหน่งแนวเส้นสมมุติของเส้นรอบรูปชิ้นงานซึ่งยังไม่เกิดการตัดเฉือนจริงในวัสดุ............................................................527
ภาพที่ 400 แบบโครงร่างการตัดเฉือนแผ่นแบลงก์(blank layoutหรือstock layout, ブランクレイアウトหรือストックレイアウトหรือ板取り, ぶらんくれいあうとหรือすとっくれいあうとหรือいたどり, บุรังคุ-เรเอาโตะหรือซุตค-เรเอาโตะหรืออิตะโดะริ)ที่มีจุดต่อกันของแนวเส้นการตัดเฉือนซึ่งทำให้เกิดครีบได้ง่าย(ภาพซ้ายมือบน) จึงควรพิจารณาออกแบบแก้ไข(ภาพขวามือบน) สำหรับการจัดแบ่งจำนวนพันช์ที่ใช้ในการตัดเฉือนเพื่อให้ได้รูปร่างชิ้นงานที่ต้องการออกเป็น 4 ชิ้น ซึ่งจะมี 2 ชิ้นที่มีรูปร่างพันช์อ่อนแอแล้วมีจุดต่อที่เกิดครีบได้ง่าย(ภาพซ้ายมือล่าง) จึงควรพิจารณาออกแบบรวมพันช์เป็นตัวเดียวกัน(ภาพขวามือล่าง)............................................................................................................528
ภาพที่ 401 แนวคิดในการออกแบบจุดตัดที่ทำให้ได้จุดต่อกันของแนวเส้นการตัดเฉือนเพื่อไม่ให้เกิดผลกระทบต่อรูปร่างชิ้นงานแล้วก็ยังป้องกันโอกาสที่จะเกิดครีบซึ่งเป็นปัญหาได้อีกด้วย...................................................................................................................528
ภาพที่ 402 แนวคิดในการออกแบบจุดต่อกันของแนวเส้นการตัดเฉือนที่มีแนวเส้นเดียวกันที่เลว การออกแบบจุดต่อกันของแนวเส้นการตัดเฉือนที่มีแนวเส้นเดียวกันที่ดีขึ้นแต่ยังมีโอกาสเกิดครีบได้ง่าย และการออกแบบจุดต่อกันของแนวเส้นการตัดเฉือนที่มีแนวเส้นเดียวกันที่ดีที่สุด......................................................................................................529
ภาพที่ 403 แนวคิดในการออกแบบจุดต่อกันของแนวเส้นการตัดเฉือนที่มีลักษณะเป็นแนวเส้นโค้ง ซึ่งไม่สามารถใช้วิธีเผื่อตามภาพที่ 402 ได้เพราะจะทำให้จุดต่อกันของเส้นโค้งกับเส้นตรงที่ตัดเฉือนมาจากสถานีงานก่อนหน้าเกิดเป็นครีบ...........................................529
ภาพที่ 404 เปรียบเทียบ 3 แนวคิดในการออกแบบการต่อที่เข้ากันของแนวเส้นการตัดเฉือนหรือแมตชิง(matching, マッチング, まっちんぐ, มัจจิงงุ)ที่มีลักษณะเป็นแนวเส้นตรงที่ต้องตัดเฉือน 2 ครั้ง.................................................................................................530
ภาพที่ 405 ลักษณะของครีบแบบเส้นขนหนวด-เครา(Whisker Burr, 髭バリ, ひげばり, ฮิเงะบะริ)ที่เกาะเกี่ยวอยู่กับชิ้นงาน แต่มีโอกาสที่จะหลุดออกไปแล้วทำให้สภาพภายนอกของชิ้นงานเกิดเป็นรอยตำหนิหรือข้อบกพร่องขึ้นได้โดยง่าย(ภาพด้านบน) และสาเหตุหนึ่งของการเกิดครีบแบบเส้นขนหนวด-เครา(ภาพด้านล่าง)..............................................531
ภาพที่ 406 การแก้ปัญหาชิ้นงานแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ที่ได้มาจากกระบวนการแบลงกิง(Blanking ProcessหรือBlanking Operation, 打抜き加工หรือブランキング加工หรือ外形抜き加工, うちぬきかこうหรือぶらんきんぐかこうหรือがいけいぬきかこう, อุจินุคิคะโคหรือบุรังคิงงุคะโคหรือไงเคนุคิคะโค)ซึ่งชิ้นงานแบลงก์ที่ได้จะเกิดการโค้งงอภายหลังการตัดเฉือนออกมาจากแม่พิมพ์ โดยใช้กระบวนการตัดเฉือนหรือกระบวนการตัดแยกออก(Cutting ProcessหรือCutoff ProcessหรือCut off Process, 切断加工หรือカットオフ加工, せつだんかこうหรือかっとおふかこう, เซ็ทซึดังคะโคหรือคัตโตะอฟฟุคะโค)ที่เป็นแบบการตัดแยกส่วนหรือการตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)เข้ามาแทนซึ่งเป็นการตัดเฉือนไปตามแนวเส้นรอบรูปของชิ้นงานทีละส่วน......................................................................................................531
ภาพที่ 407 ตัวอย่างแนวคิดในลักษณะต่างๆกันที่เสนอแนะให้ผู้ออกแบบแม่พิมพ์นำไปแก้ให้เป็นแบบปรับแก้(Arrangement Drawingหรือpart shape establish, アレンジ図, あれんじず, อะเร็นยิซึ)ของผลิตภัณฑ์หรือชิ้นงานที่จะทำการตัดเฉือน เพื่อแก้ไขปัญหาในการตัดเฉือนวัสดุให้เป็นชิ้นงานของแม่พิมพ์นั้นๆ ถ้าหากว่าผู้ออกแบบผลิตภัณฑ์ยังไม่ได้ออกแบบชิ้นงานปั๊มมาให้เหมาะสมต่อการออกแบบ ผลิต และการใช้งานของแม่พิมพ์.............................................................................................................................535
ภาพที่ 408 กระบวนการดัดขึ้นรูปวัสดุในรูปแบบต่างๆทั้งแบบรูปร่างพื้นฐานอย่างเดียว และรูปร่างพื้นฐานที่ต่างกันแล้วรวมเข้ามาอยู่ในชิ้นงานเดียวกัน เช่นการดัดขึ้นรูปรูปตัววีกับตัววี การดัดขึ้นรูปรูปตัววีกับตัวแอล และการดัดขึ้นรูปรูปตัววีกับตัวพี เป็นต้น..........536
ภาพที่ 409 ลักษณะโครงสร้างพื้นฐานอย่างง่ายของกลไกแบบต่างๆของแม่พิมพ์ดัดขึ้นรูปวัสดุ ที่ใช้ในการดัดขึ้นรูปวัสดุให้เป็นชิ้นงานที่มีรูปร่างแตกต่างกัน...............................537
ภาพที่ 410 การเกิดปรากฏการณ์การดีดตัวกลับคืนหรือสปริงแบ็ก(Springback, スプリングバック, すぷりんぐばっく, ซุ-ปริงงุบัคคุ) และการดีดตัวไปข้างหน้าหรือสปริงโกหรือสปริงอิน(Spring ForwardหรือSpring GoหรือSpring In, スプリングフォワードหรือ スプリングゴーหรือ スプリングイン, すぷりんぐふぉわーどหรือ すぷりんぐごーหรือ すぷりんぐいん, ซุ-ปริงงุโฟวาโดะหรือซุ-ปริงงุโงหรือซุ-ปริงงุอิน)เปรียบเทียบกับมุมดัดขึ้นรูปที่ต้องการ ในแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัววี ชิ้นงานรูปตัวแอล และชิ้นงานรูปตัวยู.........538
ภาพที่ 411 การเกิดความโก่ง-โค้งงอในชิ้นงานรูปตัวยูที่มีแรงกระทำในทิศทางตรงกันข้ามกับการขึ้นรูปน้อยเกินไป(ภาพซ้ายมือ) และสัดส่วนระหว่างการเกิดสปริงแบ็กของทั้งส่วนที่ถูกดัดขึ้นรูปกับส่วนที่ดีดตัวกลับคืนเนื่องจากส่วนก้นของชิ้นงาน(ภาพขวามือ).............540
ภาพที่ 412 การกระแทกกดอัดที่ส่วนก้นหรือด้านล่างของชิ้นงานดัดขึ้นรูป ซึ่งในระหว่างการดัดขึ้นรูปนั้นความยาวของส่วนก้นหรือด้านล่าง(ความยาว B)จะมีความยาวกว่าส่วนความกว้างของพันช์(ความยาว A) แต่ก็จะถูกกดอัดเมื่อแม่พิมพ์เคลื่อนที่ลงลู่จุดศูนย์ตายล่างจึงทำให้สามารถป้องกันการดีดตัวกลับคืนของชิ้นงานได้................................................541
ภาพที่ 413 การป้องกันการดีดตัวกลับคืนที่เกิดขึ้นเนื่องมาจากคุณสมบัติความยืดหยุ่นตัวของวัสดุในชิ้นงานดัดขึ้นรูปรูปตัวยู...........................................................................541
ภาพที่ 414 การหาค่ามุมในการดัดขึ้นรูปที่ถูกต้องแล้วเหมาะสมสำหรับการป้องกันการดีดตัวกลับคืนภายหลังการดัดขึ้นรูปอันเนื่องมาจากความยืดหยุ่นตัวของวัสดุ โดยการพิจารณาส่วนรัศมีดัดขึ้นรูป(R)ร่วมด้วย.....................................................................543
ภาพที่ 415 ชิ้นงานรูปตัวแอลดีดตัวกลับคืนภายหลังจากผ่านการดัดขึ้นรูปไปแล้ว ซึ่งอาจจะมีสาเหตุมาจากพันช์ได้รับแรงกระทำทางด้านข้างในขณะดัดขึ้นรูปแล้วทำให้พันช์หนีตัวออกไปตามทิศทางของแรงที่มากระทำ และหรืออาจจะมีสาเหตุมาจากแรงกดจับยึดชิ้นงานดัดขึ้นรูปน้อยเกินไป......................................................................................543
ภาพที่ 416 การดัดขึ้นรูปแบบที่พันช์มีส่วนส้นช่วยนำทางหรือมีแท่งรองรับด้านหลังพันช์เพื่อต้านทานกับแรงรุนโดยตรง การดัดขึ้นรูปแบบที่มีชุดแท่งต้านแรงรุนโดยทางอ้อมเพื่อทำหน้าที่นำทางพันช์รวมทั้งช่วยต้านต่อแรงทางด้านข้างที่เกิดจากการดัดขึ้นรูปด้วย และการดัดขึ้นรูปแบบที่มีการปรับให้เคลียแรนซ์ในการดัดขึ้นรูป(Bending Clearance, 曲げクリアランスหรือ曲げ加工のクリアランス, まげくりあらんすหรือまげかこうのくりあらんす, มะเงะ-คุเรียรันซุหรือมะเงะคะโคโนะ-คุเรียรันซุ)ลดลงแล้วก็เพิ่มสปริงของแผ่นปลดเพื่อทำให้แรงจับยึดชิ้นงานมากยิ่งขึ้นหรืออาจใช้วิธีทำให้มีส่วนกดอัดที่มุมของการดัดขึ้นรูปชิ้นงานร่วมด้วย.................................................................................................................544
ภาพที่ 417 แนวคิดในการแก้ไขแม่พิมพ์เพื่อป้องกันการดีดตัวกลับคืนโดยการทำให้ดายตัวเมียมีส่วนหลบเอียงทำมุมให้สอดคล้องกับมุมที่ดีดตัวกลับคืนของชิ้นงาน(ภาพซ้ายมือล่าง)หรือแก้ไขแม่พิมพ์โดยการทำให้ส่วนมุมที่ดัดขึ้นรูปของพันช์มีรัศมีสำหรับทำการกดอัดวัสดุในขณะดัดขึ้นรูปไปด้วย(ภาพขวามือล่าง).................................................................546
ภาพที่ 418 การป้องกันการดีดตัวกลับคืนภายหลังการดัดขึ้นรูปโดยใช้วิธีการดัดขึ้นรูปสองครั้ง........................................................................................................................547
ภาพที่ 419 การดัดขึ้นรูปมากกว่ามุมดัดที่ต้องการด้วยพันช์แกว่งไกว(Swing Punch, スイングパンチ, すいんぐぱんち, ซุอิงงุพันจิ)เพื่อดัดขึ้นรูปซึ่งจะแกว่งไกวให้ตัวได้ในขณะดัดขึ้นรูป.....................................................................................................................547
ภาพที่ 420 การดัดขึ้นรูปชิ้นงานรูปตัววีที่ใช้วิธีการปรับแก้ที่พันช์ และหรือปรับแก้ที่ดายเพื่อให้ชิ้นงานอยู่ตัว.................................................................................................548
ภาพที่ 421 วิธีการปรับแก้การดัดขึ้นรูปชิ้นงานรูปตัวยูที่ใช้วิธีการปรับแก้ที่พันช์ และหรือดายเพื่อให้ชิ้นงานอยู่ตัว..........................................................................................550
ภาพที่ 422 เทคนิควิธีการปรับแก้การดัดขึ้นรูปชิ้นงานรูปตัวยูโดยแบ่งการดัดขึ้นรูปออกเป็น 2 ครั้ง.....................................................................................................................550
ภาพที่ 423 วิธีการปรับแก้การดัดขึ้นรูปโดยอาศัยการทำงานด้วยชุดกลไกของลูกเบี้ยวขับ(แคมขับ)ร่วมกับลูกเบี้ยวตาม(แคมตาม)...................................................................552
ภาพที่ 424 วิธีการปรับแก้การดัดขึ้นรูปโดยอาศัยการเคลื่อนชิ้นงานเข้าปะทะกับส่วนระนาบที่เป็นผิวเอียง................................................................................................553
ภาพที่ 425 วิธีการปรับแก้การดัดขึ้นรูปโดยอาศัยการส่งแรงให้ขอบของชิ้นงานถูกกดอัดเอาไว้.....................................................................................................................553
ภาพที่ 426 ปัญหาการดีดตัวกลับคืนภายหลังการดัดขึ้นรูปชิ้นงานรูปตัวยู การแก้ไขปัญหานี้โดยทำให้มีการกดอัดที่บริเวณรัศมีด้านในของชิ้นงานรูปตัวยูนั้นจะให้ผลที่แตกต่างกันระหว่างชิ้นงานรูปตัวยูกับชิ้นงานรูปตัวแอล และแนวคิดในการออกแบบให้มีส่วนนูนที่ดายตัวเมียสำหรับกดอัดที่ด้านในของชิ้นงานรูปตัวยูร่วมไปด้วยสำหรับใช้แก้ไขปัญหาการดีดตัวกลับคืนของชิ้นงานรูปตัวแอล...................................................................................556
ภาพที่ 427 มุมดัดเสียหรือมุมดัดไม่ได้ตามต้องการในชิ้นงานดัดขึ้นรูปรูปตัวยูที่เกิดการดีดตัวกลับคืน และมุมดัดถ่างเปิดออก(unfold angleหรือopen angle, 角度が開く, かくどがひらく, คะคุโดะงะฮิรัคคุ)ไปทางด้านนอกภายหลังการดัดขึ้นรูป.................................556
ภาพที่ 428 การแก้ไขให้เกิดการกดอัดเข้มข้นมากยิ่งขึ้นในส่วนที่ดัดขึ้นรูปชิ้นงานรูปตัวยูโดยการแก้ไขให้พันช์กดอัดส่วนมุมดัดขึ้นรูปชิ้นงานรูปตัวยูมากขึ้น(ภาพซ้ายมือ) และการแก้ไขรัศมีที่ดายดัดขึ้นรูปชิ้นงานรูปตัวยู(ภาพขวามือ).................................................556
ภาพที่ 429 การแก้ไขบ่าของดายดัดขึ้นรูปชิ้นงานรูปตัวยูจากเดิมที่เป็นแบบการต่อมุมด้วยรัศมีเท่านั้น(ภาพซ้ายมือ)ให้เป็นดายดัดขึ้นรูปชิ้นงานรูปตัวยูที่มีรัศมีขนาดเล็กลงแล้วมีมุมเอียง 30 องศาร่วมด้วย(ภาพขวามือ)........................................................................557
ภาพที่ 430 มุมดัดเสียหรือมุมดัดไม่ได้ตามต้องการในชิ้นงานดัดขึ้นรูปรูปตัวยูที่มีมุมดัดหุบปิดเข้า(shut angleหรือclose angle, 角度が閉じる, かくどがとじる, คะคุโดะงะโตะยิรุ)ด้านในภายหลังการดัดขึ้นรูป(ภาพซ้ายมือ) และวิธีการแก้ไขปัญหามุมดัดหุบปิดเข้าของชิ้นงานดัดขึ้นรูปรูปตัวยูโดยการปรับระนาบแผ่นซึมซับแรงของชุดกลไกน็อกเอาต์(ภาพขวามือ)..................................................................................................................557
ภาพที่ 431 มุมดัดเสียหรือมุมดัดไม่ได้ตามต้องการในชิ้นงานดัดขึ้นรูปรูปตัวยูเนื่องจากมุมดัดที่ได้มีความเบี่ยงเบนแตกต่างกันมาก(ภาพซ้ายมือ) และแนวทางการแก้ไขเพื่อทำให้ได้แม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวยูที่มีเคลียแรนซ์ในการดัดขึ้นรูป(Bending Clearance, 曲げクリアランスหรือ曲げ加工のクリアランス, まげくりあらんすหรือまげかこうのくりあらんす, มะเงะ-คุเรียรันซุหรือมะเงะคะโคโนะ-คุเรียรันซุ)ที่คงที่แน่นอน(ภาพขวามือ) .............................................................................................................................558
ภาพที่ 432 เปรียบเทียบแม่พิมพ์โปรเกรสซีฟว์แบบที่มีกับไม่มีขั้นตอน(สถานีงาน)ว่างหรือขั้นตอน(สถานีงาน)ว่างเปล่า(idle stage, アイドルステージหรือアイドル工程หรือ遊び工程, あいどるすてーじหรือあいどるこうていหรือあそびこうてい, ไอดลรุ-ซุเตยิหรือไอดลรุโคเตหรืออะโซะบิโคเต)เผื่อเอาไว้ โดยการเผื่อขั้นตอนว่างหรือขั้นตอนว่างเปล่าไว้ในแม่พิมพ์โปรเกรสซีฟว์ทำให้การดัดแปลง-แก้ไขขั้นตอนว่างเปล่าให้กลายมาเป็นขั้นตอนดัดขึ้นรูปซ้ำอีกครั้งได้ เพื่อใช้ในการแก้ไขปัญหาการเกิดสปริงแบ็กในชิ้นงานดัดขึ้นรูปซึ่งอาจพบภายหลังจากที่ได้นำแม่พิมพ์ใหม่มาทดลอง..........................................................558
ภาพที่ 433 ตัวอย่างการนำแท่งคงความสูงหรือเสาคงความสูงแบบชิ้นเดียวกับแท่งคงความสูงหรือเสาคงความสูงแบบ 2 ชิ้นมาใช้กับแม่พิมพ์ เพื่อทำการควบคุม-รักษาความสูงปิดของแม่พิมพ์เพียร์ซซิงในขณะที่แรมของเครื่องปั๊มอยู่ที่จุดศูนย์ตายล่างจึงได้ค่าความสูงปิดของแม่พิมพ์เพียร์ซซิงที่เสถียรแล้วเท่ากันทุกรอบวัฏจักรการปั๊มตัดเฉือนแม้ว่าอุณหภูมิของเครื่องปั๊ม แม่พิมพ์กับสภาพแวดล้อมอื่นๆจะเปลี่ยนไปบ้างในขณะที่ใช้เครื่องปั๊มทำงานอย่างต่อเนื่องยาวนานก็ตาม....................................................................................560
ภาพที่ 434 ตำแหน่งการจัดวางแท่งคงความสูงหรือเสาคงความสูงแบบ 2 ตำแหน่งในแม่พิมพ์ที่ไม่เหมาะสม ซึ่งเป็นวิธีที่ส่งผลให้ความสูงปิดของแม่พิมพ์ในบางแนวแกนไม่เสถียรแล้วมีผลกระทบกับคุณภาพของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปด้วยแม่พิมพ์เที่ยงตรงด้วย(ภาพแสดงในมุมมองจากทางด้านบนของแม่พิมพ์)....................................................560
ภาพที่ 435 ตำแหน่งการจัดวางแท่งคงความสูงหรือเสาคงความสูงแบบ 4 ตำแหน่งในแม่พิมพ์(ภาพซ้ายมือซึ่งเป็นมุมมองจากทางด้านบนของแม่พิมพ์)ส่วนอีก 2 ภาพเป็นลักษณะชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตสำเร็จรูปมาตรฐานแบบ 4 เสา ซึ่งจะช่วยให้แม่พิมพ์มีความเสถียรในการผลิตชิ้นงานได้ดียิ่งขึ้นอีกทางหนึ่งด้วยเหมือนกัน.............................................................................................................................561
ภาพที่ 436 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets, ダイセット, だいせっと, ดายเซ็ตโตะ)ที่เป็นภาพที่มองจากทางด้านบนจะแสดงพื้นที่ในการใช้เป็นส่วนทำงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุของดายเซ็ต(ตามพื้นที่แรเงา) และภาพแบบ 3 มิติแสดงเฉพาะชุดล่างของดายเซ็ตที่มีเสานำทาง(ไกด์โพสต์)ของชุดโครงแม่พิมพ์ประกอบอยู่ อันเป็นข้อจำกัดต่อทิศทางในการป้อนส่งวัสดุหรือป้อนชิ้นงานจากกระบวนการก่อนหน้าเข้าสู่พื้นที่ในการทำงานของแม่พิมพ์.................................................................................................561
ภาพที่ 437 แนวคิดในการแก้ไขปัญหาการลื่นไถลของวัสดุภายในแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวแอลกับแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัววี............................................................564
ภาพที่ 438 ตัวอย่างปัญหาการดัดขึ้นรูปชิ้นงานรูปตัวแอลซึ่งมีแนวเส้นการดัดขึ้นรูปที่ยาวแต่มีส่วนความกว้างของชิ้นงานดัดขึ้นรูปรูปตัวแอลน้อย และแนวทางการแก้ไขแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวแอล............................................................................................565
ภาพที่ 439 แนวคิดในการแก้ไขปัญหาความเบี่ยงเบนในขนาดของชิ้นงานดัดขึ้นรูปซึ่งมีความแตกต่างกันภายหลังการดัดขึ้นรูปแล้ว สำหรับวิธีการทำให้เกิดเป็นร่องขั้นต้นตามแนวเส้นการดัดขึ้นรูปของชิ้นงานภายในแผ่นแบลงก์เสียก่อนที่จะนำไปดัดขึ้นรูปจะมีเป้าหมายเพื่อลดความเบี่ยงเบนที่เกิดขึ้นภายหลังการดัดขึ้นรูป.................................................565
ภาพที่ 440 ปัญหาในการดัดขึ้นรูปชิ้นงานรูปตัวแอลที่มีรูปร่างบอบบาง-อ่อนแอ ซึ่งอาจจะทำให้ชิ้นงานที่ได้ภายหลังการดัดขึ้นรูปเกิดการบิดตัวเสียรูปแล้วไม่ได้ขนาดตามที่ต้องการ.............................................................................................................................566
ภาพที่ 441 ขนาดหรือระยะระหว่างศูนย์กลางของรูในชิ้นงานภายหลังการดัดขึ้นรูปมีความเบี่ยงเบน จึงมีโอกาสทำให้เกิดชิ้นงานเสียขึ้นได้ในแม่พิมพ์โปรเกรสซีฟว์(ภาพบน) สำหรับวิธีที่ดีกว่าคือต้องจัดแบบโครงร่างลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปในแม่พิมพ์(strip layoutหรือprogressive stock layoutsหรือprogressive strip, ストリップレイアウト, すとりっぷれいあうと, ซุโตะริป-เรเอาโตะ)ให้ขั้นตอนการตัดเฉือนรู 2 รูภายหลังจากวัสดุในตำแหน่งที่จะตัดเฉือนรูได้ถูกดัดขึ้นรูปแล้ว(ภาพล่าง)..................................................567
ภาพที่ 442 ขนาดความสูงของชิ้นงานดัดขึ้นรูปรูปตัวยูมีขนาดความสูงมากเกินไป อาจทำการแก้ไขแม่พิมพ์ดัดขึ้นรูปรูปตัวยูโดยให้ส่วนดัดขึ้นรูปของพันช์มีส่วนสันนูนขึ้นหรือแก้ไขให้รัศมีในการดัดขึ้นรูปของพันช์มีขนาดเล็กลงอีกเพื่อทำให้เกิดการกดอัดขึ้นรูปที่รุนแรงมากยิ่งขึ้นตรงส่วนมุมดัดของชิ้นงานรูปตัวยู.....................................................................568
ภาพที่ 443 วิธีการแก้ไขปัญหาขนาดความสูงของชิ้นงานดัดขึ้นรูปรูปตัวยูได้อย่างมีประสิทธิผล(effectiveness, 有効性, ゆうこうせい, ยูโคเซ)ในกรณีที่ขนาดชิ้นงานรูปตัวยูทั้งสองด้านมีความสูงไม่เสถียรแล้วทำให้ชิ้นงานมีส่วนดัดขึ้นรูปยาวไม่เท่ากันหรือชิ้นงานรูปตัวยูเกิดการบิดเสียรูปร่างไปภายหลังการดัดขึ้นรูป................................................569
ภาพที่ 444 อินเสิร์ตพันช์ที่มีส่วนขอบคมตัดบอบบางมากของแม่พิมพ์โปรเกรสซีฟว์ซึ่งได้มีการเคลือบผิวระดับเพชร-คาร์บอนแบบไอริสเพื่อปรับปรุงคุณสมบัติให้ดียิ่งขึ้น(ภาพบน) และภาพขยายของส่วนปลายขอบคมตัดพันช์เที่ยงตรงที่ผ่านการเคลือบผิวระดับเพชร-คาร์บอนแบบไอริสแล้ว(ภาพล่าง).............................................................................572
ภาพที่ 445 กรณีรัศมีการดัดขึ้นรูปน้อยจนเกินไปจะส่งผลให้วัสดุไม่สามารถทนทานต่อแรงที่มากระทำให้วัสดุยืดตัวออกได้ จึงทำให้วัสดุที่จุดรัศมีการดัดขึ้นรูปเกิดการยืดตัวออกแล้วเกิดรอยแตกร้าวขึ้น.................................................................................................574
ภาพที่ 446 แนวคิดในการแก้ไขการแตกร้าวในชิ้นงานดัดขึ้นรูปโดยการปรับแก้ให้มีรัศมีดัดขึ้นรูปโตขึ้นแล้วทำการจัดให้ด้านครีบหรือรอยเยิน(Burr, バリหรือカエリ, ばりหรือかえり, บะริหรือคะเอะริ)จากการตัดเฉือนของแผ่นแบลงก์หรือชิ้นงานที่จะนำมาดัดขึ้นรูปอยู่ด้านในของการดัดขึ้นรูปหรือทำการจัดให้ด้านแถบรอยตัดหรือขอบตัดเฉือน(Sheared EdgeหรือBurnishหรือCut Band, せん断面, せんだんめん, เซ็นดัมเม็ง)ของแผ่นแบลงก์หรือชิ้นงานที่จะนำมาดัดขึ้นรูปอยู่ด้านนอกของการดัดขึ้นรูปตามทิศทางในการดัดขึ้นรูป.............................................................................................................................574
ภาพที่ 447 การแก้ไขชิ้นงานหรือแผ่นแบลงก์ที่จะนำมาดัดขึ้นรูปให้ได้ด้านของครีบที่สอดคล้องกับทิศทางในการดัดขึ้นรูปโดยใช้การตัดบากร่องหรือนอตชิง(Notching, 切欠きหรือノッチング, きりかきหรือのっちんぐ, คิริคะคิหรือนจจิงงุ)ร่วมกับการตัดแผ่นแบลงก์หรือการแบลงกิง(Blanking, 打抜きหรือブランキングหรือブランク加工หรือ外形抜き, うちぬきหรือぶらんきんぐหรือぶらんくかこうหรือがいけいぬき, อุจินุคิหรือบุรังคิงงุหรือบุรังคุคะโคหรือไงเคนุคิ).....................................................................................575
ภาพที่ 448 ชิ้นงานที่มีส่วนดัดขึ้นรูปแคบหรือชิ้นงานที่มีส่วนดัดขึ้นรูปกว้างน้อยกว่า 8 เท่าของความหนาวัสดุ จะมีความเสี่ยงต่อการเกิดรอยแตกร้าวที่ด้านนอกของมุมดัดขึ้นรูปเนื่องจากวัสดุยืดขยายตัวออก ซึ่งการแก้ไขปัญหารอยแตกในส่วนดัดขึ้นรูปที่แคบในเบื้องต้นให้ปรึกษาลูกค้าหรือผู้ออกแบบผลิตภัณฑ์เพื่อทำการแก้ไขความกว้างส่วนดัดขึ้นรูปของชิ้นงานให้มากกว่า 8 เท่าของความหนาวัสดุเล็กน้อย.......................................575
ภาพที่ 449 ชิ้นงานที่ส่วนดัดขึ้นรูปรูปตัวแอลมีความสูงน้อยเกินไปทำให้ได้รูปร่างชิ้นงานที่เลวเพราะมุมดัดขึ้นรูปไม่ได้ตามที่ต้องการแล้วส่วนปลายของการดัดขึ้นรูปของชิ้นงานเอียงล้มลงด้วย ซึ่งการแก้ไขปัญหาชิ้นงานมีรูปร่างการดัดขึ้นรูปที่เลวทำได้ด้วยการดัดขึ้นรูปด้วยความสูงส่วนดัดขึ้นรูปมากกว่าที่ต้องการแล้วจึงทำการตัดเฉือนให้ได้ความสูงลดลงตามที่ต้องการ..................................................................................................................576
ภาพที่ 450 แนวคิดในการแก้ไขการแตกร้าวของชิ้นงานรูปตัววีตามแนวเส้นการดัดขึ้นรูป โดยการกดอัดสร้างแนวเส้นนำทางไปตามแนวเส้นที่จะทำการดัดขึ้นรูปของชิ้นงาน และหรือดำเนินการกำจัดหรือลดความสูงของครีบในแผ่นแบลงก์เสียก่อนที่จะนำไปดัดขึ้นรูปถ้าหากว่าการดัดขึ้นรูปที่มีความจำเป็นต้องให้ครีบของชิ้นงานอยู่ทางด้านนอก.................577
ภาพที่ 451 การดัดขึ้นรูปชิ้นงานรูปตัววีที่มีขนาดความกว้างไม่ถูกต้องกับการดัดขึ้นรูปชิ้นงานรูปตัวยูที่มีรอยตำหนิหรือข้อบกพร่อง(defect, 欠点หรือ欠陥หรือ不良, けってんหรือけっかんหรือふりょう, เค็ตเต็งหรือเค็คคังหรือฟุเรียว)ที่ด้านนอกของผนังชิ้นงาน ซึ่งการแก้ไขปัญหารอยตำหนิในชิ้นงานดัดขึ้นรูปรูปตัวยูในเบื้องต้นทำได้ด้วยการเพิ่มขนาดรัศมีของดายดัดขึ้นรูปให้โตขึ้น และหรือทำการแก้ไขทางเข้าของดายดัดขึ้นรูปให้เป็นเรียวด้วย.......................................................................................................................578
ภาพที่ 452 แนวคิดที่แนะนำให้ใช้ในการออกแบบเพื่อแก้ไขปัญหาในการดัดขึ้นรูปชิ้นงานรูปตัววีกับชิ้นงานรูปตัวยู โดยการกำหนดขนาดรัศมีของดายดัดขึ้นรูป ความยาวของส่วนที่ดัดขึ้นรูป และส่วนอื่นๆของดายดัดขึ้นรูปให้สัมพันธ์กันกับรูปแบบในการดัดขึ้นรูป........579
ภาพที่ 453 ปัญหาความเบี่ยงเบนของขอบชิ้นงานรูปตัวยูภายหลังการดัดขึ้นรูป(ภาพด้านบน) ซึ่งมีทั้งชิ้นงานรูปตัวยูที่มีความสูงไม่เท่ากันหรือเป็นขั้น(step, 段差, だんさ, ดันซะ) ชิ้นงานรูปตัวยูที่เกิดการบิดตัว(twist, ネジレ, ねじれ, เนะยิเระ) และชิ้นงานรูปตัวยูที่ด้านหนึ่งถ่างออก-ด้านหนึ่งหุบเข้า(open-close, 開くー閉じる, ひらくーとじる, ฮิระคุ-โตะยิรุ) ส่วนภาพด้านล่างนั้นเป็นแนวคิดของโครงสร้างแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวยูที่ใช้ในการแก้ไขหรือการป้องกันไม่ให้เกิดปัญหาความเบี่ยงเบนของขอบชิ้นงาน.................580
ภาพที่ 454 แนวคิดในการดัดขึ้นรูปส่วนปลายของชิ้นงานให้เป็นรูปตัวยูในแม่พิมพ์โปรเกรสซีฟว์ โดยการดัดขึ้นรูปด้วยกลไกชุดลูกเบี้ยวหรือการดัดขึ้นรูปด้วยแคม(cam die bending, カム式曲げ, かむしきまげ, คัมชิคิมะเงะ).................................................................581
ภาพที่ 455 แนวคิดในการแก้ไขแม่พิมพ์ให้มีส่วนส้นของพันช์ดัดขึ้นรูปชิ้นงานรูปตัวยูสำหรับเคลื่อนที่นำทางเข้าไปในดายก่อนที่จะทำการดัดขึ้นรูปชิ้นงานรูปตัวยูที่มีแนวเส้นการดัดขึ้นรูปสองด้านยาวไม่เท่ากัน เพื่อเป็นการป้องกันชิ้นงานที่มีแนวเส้นการดัดขึ้นรูปสองด้านยาวไม่เท่ากันเกิดการเคลื่อนตัวได้ในขณะดัดขึ้นรูปแล้วทำให้ชิ้นงานด้านที่มีแนวเส้นการดัดขึ้นรูปที่ยาวกว่าถ่างออกด้านนอกในขณะเดียวกันชิ้นงานด้านที่มีแนวเส้นการดัดขึ้นรูปที่สั้นกว่าหุบเข้าด้านใน...............................................................................581
ภาพที่ 456 ลักษณะโครงสร้างแม่พิมพ์ดัดขึ้นรูปชิ้นงานรูปตัวแอลที่มีความไม่เหมาะสม ทั้งแม่พิมพ์ดัดขึ้นรูปแบบที่มีการดัดขึ้นรูปชิ้นงานรูปตัวแอลขึ้นสู่ด้านบน(ภาพซ้ายมือ)กับแม่พิมพ์ดัดขึ้นรูปแบบที่มีการดัดขึ้นรูปชิ้นงานรูปตัวแอลลงสู่ด้านล่าง(ภาพขวามือ)......582
ภาพที่ 457 การออกแบบโครงสร้างแม่พิมพ์เพื่อป้องกันการหนีตัวของพันช์หรือดายแล้วทำให้เคลียแรนซ์ในการดัดขึ้นรูป(Bending Clearance, 曲げクリアランスหรือ曲げ加工のクリアランス, まげくりあらんすหรือまげかこうのくりあらんす, มะเงะ-คุเรียรันซุหรือมะเงะคะโคโนะ-คุเรียรันซุ)เปลี่ยนไปในขณะดัดขึ้นรูป โดยการออกแบบแม่พิมพ์ให้มีส่วนจับยึดดายไม่ให้หนีตัวได้ในขณะดัดขึ้นรูป(ภาพซ้ายมือ)หรือโดยการออกแบบแม่พิมพ์ให้เป็นแบบอินเสิร์ตดายหรือดายแบบสอดใส่ประกอบอยู่ภายในแผ่นดาย(ภาพขวามือ)....582
ภาพที่ 458 แนวคิดในการแก้ไขแม่พิมพ์ดัดขึ้นรูปให้มีบ่ากั้นที่ตัวกระทุ้งดันปลดหรือน็อกเอาต์ เพื่อเป็นการป้องกันไม่ให้ชิ้นงานดัดขึ้นรูปที่มีแนวเส้นการดัดขึ้นรูปเป็นรูปเรียวเคลื่อนตัวได้ในขณะดัดขึ้นรูปแล้วทำให้การดัดขึ้นรูปชิ้นงานทั้งสองด้านไม่สมดุลกันจนส่งผลให้มุมดัดขึ้นรูปถ่างตัวออก ทั้งนี้อาจทำการแก้ไขให้ส่วนดัดขึ้นรูปของพันช์มีส่วนนูนสำหรับกดอัดขึ้นรูป และหรือทำการปรับให้ความดันของตัวซึมซับแรงเพิ่มมากขึ้นร่วมไปด้วย............583
ภาพที่ 459 ส่วนที่บอบบาง-อ่อนแอของชิ้นงานรูปตัวยูเกิดการเสียรูปในระหว่างการดัดขึ้นรูป และแนวทางการแก้ไขการเสียรูปร่างของชิ้นงานดัดขึ้นรูปรูปตัวยูโดยทำการตัดเฉือนผนังของดายดัดขึ้นรูปตัวเมียออกทำเป็นส่วนหลบ เพื่อหลีกเลี่ยงการเสียดสีระหว่างผิวของชิ้นงานดัดขึ้นรูปกับผิวของผนังดายดัดขึ้นรูป.............................................................584
ภาพที่ 460 ขนาดของชิ้นงานดัดขึ้นรูปรูปตัววีทั้งสองด้านไม่เท่ากัน ซึ่งมีสาเหตุมาจากชิ้นงานดัดขึ้นรูปรูปตัววีมีความยาวส่วนดัดขึ้นรูปยาวมากหรือชิ้นงานดัดขึ้นรูปรูปตัววีมีส่วนที่จะไม่ถูกดัดขึ้นรูปซึ่งอยู่ติดกันกับส่วนดัดขึ้นรูปของชิ้นงานที่ทางด้านซ้ายกับด้านขวา โดยส่วนที่ไม่ถูกดัดขึ้นรูปอยู่ขนานกันไปกับแนวเส้นการดัดขึ้นรูปแล้วมีความยาวไม่เท่ากันอีกด้วย.......................................................................................................................584
ภาพที่ 461 ตัวอย่างบางส่วนของหมุดกำหนดตำแหน่งหรือหมุดหยุด-กั้น(positioning pinหรือstop pin, 位置決めピンหรือストップピン, いちぎめぴんหรือすとっぷぴん, อิจิงิเมะปินหรือซุตปปิน)แผ่นแบลงก์หรือวัสดุ ซึ่งเป็นชิ้นส่วนของแม่พิมพ์ที่ใช้สำหรับกำหนดตำแหน่งแผ่นแบลงก์หรือกำหนดตำแหน่งวัสดุที่ป้อนเข้าสู่แม่พิมพ์ให้ถูกต้องก่อนที่จะถูกตัดเฉือน-ขึ้นรูปในลำดับถัดไป.......................................................................................585
ภาพที่ 462 ชิ้นงานดัดขึ้นรูปรูปตัววีที่เกิดการหมุนหรือการบิดตัวไปตามแนวความยาวของชิ้นงานภายหลังการดัดขึ้นรูปแล้ว.............................................................................586
ภาพที่ 463 พันช์กับดายดัดขึ้นรูปชิ้นงานรูปตัววีที่เป็นสาเหตุของปัญหาการหมุนหรือการบิดตัวของชิ้นงานดัดขึ้นรูปรูปตัววีภายหลังการดัดขึ้นรูป.............................................586
ภาพที่ 464 การป้องกันไม่ให้พันช์ดัดขึ้นรูปชิ้นงานรูปตัววีเกิดการบิดหรือโก่งตัวเนื่องจากกระบวนการผลิตพันช์ โดยการออกแบบแยกพันช์ดัดขึ้นรูปเป็นแบบ 3 ชิ้นย่อยแทนที่จะเป็นพันช์ดัดขึ้นรูปแบบชิ้นเดียวหรือการออกแบบให้ส่วนดัดขึ้นรูปกับส่วนโคนพันช์ดัดขึ้นรูปเป็นแบบขั้น เพื่อลดการบิดหรือโก่งตัวในระหว่างการผลิตพันช์ดัดขึ้นรูป.............................587
ภาพที่ 465 การดัดขึ้นรูปชิ้นงานที่มีขนาดในทิศทางตามความกว้างของวัสดุที่ค่อนข้างแคบแล้วส่งผลให้วัสดุด้านนอก-ด้านในกับวัสดุด้านบน-ด้านล่างที่ดัดขึ้นรูปถูกกระทำในทิศทางที่แตกต่างกัน จึงทำให้เกิดปัญหาแนวเส้นการดัดขึ้นรูปของชิ้นงานมีลักษณะโค้งแอ่นลงจากปลายด้านหนึ่งไปยังปลายอีกด้านหนึ่งคล้ายกับอานม้า........................................587
ภาพที่ 466 ชิ้นงานดัดขึ้นรูปที่มีความกว้างของส่วนดัดขึ้นรูปในทิศทางตามความกว้างของแผ่นวัสดุมากก็จะส่งผลให้เกิดการโค้งแอ่นเสียรูปเฉพาะที่ส่วนปลายทั้งสองด้านตามแนวเส้นการดัดขึ้นรูปของชิ้นงานเท่านั้น..........................................................................589
ภาพที่ 467 พันช์ดัดขึ้นรูปที่ทำการตัดเฉือนแก้ไขส่วนดัดขึ้นรูปให้มีความสูง-ต่ำกว่าระดับปรกติในลักษณะสามมิติ เพื่อทำการชดเชยการโค้งแอ่นเสียรูปของชิ้นงานดัดขึ้นรูปแล้วแก้ไขให้ชิ้นงานดัดขึ้นรูปได้ความเรียบกับความตรงที่ดียิ่งขึ้น.......................................590
ภาพที่ 468 ชิ้นงานทดลองสำหรับทดสอบการดึงยืดของวัสดุเพื่อหาอัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์ โดยเป็นชิ้นงานทดลองก่อนการดึงยืดกับชิ้นงานทดลองภายหลังการดึงยืดออกจนเกินกว่าขอบเขตความยืดหยุ่นตัวได้(Elastic Limit, 弾性限度, だんせいげんど, ดันเซเง็นโดะ)ของชิ้นงานทดลอง........................................................591
ภาพที่ 469 การเตรียมชิ้นงานทดลองที่ทำมุม 0 45 และ90 องศา(ขนาน ทแยงมุม และตั้งฉากตามลำดับ)กับทิศทางของการรีดหรือทิศทางของเกรนวัสดุที่ผ่านการรีดลดขนาดความหนามาแล้ว............................................................................................................592
ภาพที่ 470 ชิ้นงานทดลองสำหรับหาอัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์(Plastic Strain Ratioหรือr Value, 塑性ひずみ比หรือ塑性ひずみ率หรือr値, そせいひずみひหรือそせいひずみりつหรือrち, โซะเซฮิซึมิฮิหรือโซะเซฮิซึมิริทซึหรืออาจิ)ทั้งในกรณีที่ชิ้นงานทดลองมีค่าอาร์น้อยกับกรณีที่ชิ้นงานทดลองมีค่าอาร์มาก.............................595
ภาพที่ 471 ตัวอย่างแนวคิดที่แนะนำให้นำไปประยุกต์ใช้สำหรับการป้องกันหรือการแก้ไขปัญหาในกระบวนการดัดขึ้นรูปชิ้นงานที่มีลักษณะต่างๆกัน รวมทั้งการตัดแหวก-ขึ้นรูป(lancing, 切曲げ, きりまげ, คิริมะเงะ)ด้วย..............................................................597
ภาพที่ 472 ตัวอย่างของแนวทางในการออกแบบ-จัดวางลำดับขั้นตอนต่างๆในการดึงขึ้นรูปชิ้นงานรูปทรงกระบอกกลมแบบที่มีขอบหรือหน้าแปลนของชิ้นงานอยู่ด้วย และเพื่อให้ขนาดกับรูปร่างชิ้นงานสำเร็จลุล่วงได้ตามที่ต้องการจึงต้องมีการดึงขึ้นรูปซ้ำ(Redrawing, 再絞り, さいしぼり,ไซชิโบะริ)รวมอยู่ด้วย.................................................................599
ภาพที่ 473 ชิ้นงานหรือผลิตภัณฑ์(WorkpieceหรือProduct, 製品, せいひん, เซฮิง)ที่ได้จากกระบวนการดึงขึ้นรูป โดยอาจจะทำการแบ่งผลิตภัณฑ์ตามความลึกในการดึงขึ้นรูป(การดึงขึ้นรูปตื้นกับการดึงขึ้นรูปลึก) และการแบ่งผลิตภัณฑ์ตามรูปร่างชิ้นงานที่ดึงขึ้นรูป(การดึงขึ้นรูปรูปร่างไม่สมมาตร รูปสี่เหลี่ยม รูปทรงกระบอกกลม รูปครึ่งทรงกลม รูปทรงกรวยสี่เหลี่ยม และรูปทรงกรวยกลม)........................................................................600
ภาพที่ 474 ภาคตัดเฉพาะส่วนขณะพันช์ดึงขึ้นรูปเคลื่อนที่ลงทำให้แผ่นแบลงก์ถูกดึงขึ้นรูปเป็นชิ้นงานรูปทรงกระบอกกลม โดยมีตัวจับยึดแผ่นแบลงก์ช่วยจับยึดแล้วควบคุมการไหลตัวของวัสดุในแม่พิมพ์ขณะดึงขึ้นรูปด้วย...................................................................601
ภาพที่ 475 การดึงขึ้นรูปชิ้นงานแบบมีขอบหรือชิ้นงานแบบมีหน้าแปลนแล้วมีโอกาสที่เกิดรอยยับย่นที่ขอบหรือหน้าแปลนของชิ้นงาน(Flange Wrinkle, フランジシワ, ふらんじしわ, ฟรันยิชิวะ) เนื่องจากแรงกระทำกับเนื้อวัสดุในทิศทางต่างๆแล้วทำให้เกิดการเปลี่ยนแปลงรูปร่างในขณะดึงขึ้นรูป............................................................................................602
ภาพที่ 476 ความหนาของชิ้นงานดึงขึ้นรูปแบบที่ไม่มีขอบซึ่งผ่านการดึงขึ้นรูปแล้ว ทั้งชิ้นงานดึงขึ้นรูปซึ่งแสดงด้วยหน่วยมิลลิเมตรที่ความหนาเปลี่ยนไปกับชิ้นงานดึงขึ้นรูปซึ่งแสดงด้วยหน่วยเปอร์เซ็นต์ของความหนาที่เปลี่ยนไป.................................................603
ภาพที่ 477 ภาคตัดขวางในแม่พิมพ์ดึงขึ้นรูปซึ่งแสดงผลที่เกิดขึ้นกับวัสดุที่ถูกดึงขึ้นรูปตามจุดต่างๆจากจุด A ถึง H ในขณะที่เคลื่อนที่เข้าไปในดายดึงขึ้นรูปตัวเมีย......................604
ภาพที่ 478 อิทธิพลของสารหล่อลื่นที่มีผลต่อความสูง(หรือยาว)ในการขึ้นรูป-ดึงขึ้นรูปชิ้นงาน โดยภาพด้านซ้ายมือจะใช้สารหล่อลื่นที่มีความหนืด 40 เซนติสโตค(Centistokeหรือcst, センチストーク , せんちすとーく, เซ็นจิซุโตค) และใช้สารหล่อลื่นที่มีความหนืด 500 เซนติสโตคกับชิ้นงานในภาพด้านขวามือ.........................................606
ภาพที่ 479 ลักษณะรอยตำหนิหรือข้อบกพร่องจากการดึงขึ้นรูป(Drawing Defects, 絞り加工の欠陥, しぼりかこうのけっかん, ชิโบะริคะโคโนะเค็คคัง)ที่ทำให้ชิ้นงานดึงขึ้นรูปกลายเป็นของเสียหรือชิ้นงานเสีย(Defective part, 不良品, ふりょうひん, ฟุเรียวฮิง) ซึ่งรอยตำหนิเหล่านี้มักเกิดขึ้นในระหว่างการผลิตด้วยกระบวนการดึงขึ้นรูป.....................608
ภาพที่ 480 ชิ้นงานที่เกิดความเครียดภายหลังการถูกดึงยืด(Stretcher StrainหรือLüder’s Lines, 応力-ひずみหรือストレッチャストレインหรือリューダース線, おうりょく-ひずみหรือすとれっちゃすとれいんหรือりゅーだーすせん, โอเรียคฮิซึมิหรือซุเตร็ชยะซุโตะเรนหรือรีวดาเซ็น)ทำให้กลายเป็นรอยตำหนิหรือข้อบกพร่องของชิ้นงาน.................610
ภาพที่ 481 เครื่องปั๊มที่เหมาะสำหรับการดึงขึ้นรูปลึก 3 ลักษณะคือ เครื่องปั๊มทำงาน 2 จังหวะพร้อมแรมด้านใน-ด้านนอก(ภาพซ้ายมือ) เครื่องปั๊มทำงานจังหวะเดียวพร้อมระบบเบาะซึมซับแรงในโต๊ะงาน(ภาพกลาง) และเครื่องปั๊มที่มีกระบอกสูบติดตั้งอยู่ทั้ง 4 มุมของโต๊ะงาน(ภาพขวามือ)..............................................................................................613
ภาพที่ 482 ลักษณะกลไกของเครื่องปั๊มทำงานจังหวะเดียว(Single Action Press, 単動プレス, たんどうぷれす, ตันโด-พุเร็ซซุ)พร้อมชุดเบาะซึมซับแรงไฮดรอลิก......................613
ภาพที่ 483 การเอียงของแรมหรือสไลด์กับตัวจับยึดแผ่นแบลงก์ในเครื่องปั๊มทำงานจังหวะเดียวจากการดึงขึ้นรูปชิ้นงานที่มีรูปร่างไม่สมมาตรแล้วมีแนวศูนย์ของแรงในการขึ้นรูปกับแนวศูนย์ของเครื่องปั๊มเยื้องกัน จึงส่งผลให้หน้าสัมผัสของตัวจับยึดแผ่นแบลงก์ที่ปะทะกับแผ่นโลหะไม่เป็นไปตามที่ต้องการ............................................................................614
ภาพที่ 484 ลักษณะรอยตำหนิหรือข้อบกพร่องในชิ้นงานดึงขึ้นรูปที่มีความสัมพันธ์กับปัจจัยต่างๆในการผลิต............................................................................................615
ภาพที่ 485 เปรียบเทียบชิ้นงานภายหลังการดึงขึ้นรูปที่ไม่เกิดปัญหาแคนนิงในชิ้นงานกับชิ้นงานภายหลังการดึงขึ้นรูปที่เกิดปัญหาแคนนิงขึ้นในชิ้นงาน(ภาพด้านบนด้านซ้ายมือกับขวามือ) และชิ้นงานดึงขึ้นรูปทรงสี่เหลี่ยมที่ดีซึ่งไม่มีช่องว่างให้เห็นเมื่อตรวจสอบด้วยการทาบด้วยสันของบรรทัดเหล็ก(ภาพด้านล่างซ้ายมือกับขวามือ)....................................617
ภาพที่ 486 ชื่อเรียกส่วนต่างๆของชิ้นงานดึงขึ้นรูป การไหลตัวของโลหะในระหว่างการดึงขึ้นรูปแล้วเป็นสาเหตุให้เกิดแคนนิง และการควบคุมการไหลตัวของโลหะโดยอาศัยสันนูนดึงขึ้นรูปหรือบีดดึงขึ้นรูปแบบสอดใส่อยู่ในตัวจับยึดแผ่นแบลงก์ของแม่พิมพ์ดึงขึ้นรูปชิ้นงานรูปทรงสี่เหลี่ยม.............................................................................................619
ภาพที่ 487 ตัวอย่างชิ้นงานดึงขึ้นรูปที่ได้จากการปรับหาสภาวะในการดึงขึ้นรูปที่ทำให้ได้ชิ้นงานดี ซึ่งเป็นสภาวะหมิ่นเหม่ที่อยู่ตรงกลางระหว่างสภาวะที่เลวซึ่งจะทำให้เกิดรอยยับย่นที่ขอบหรือหน้าแปลนของชิ้นงาน(Flange Wrinkle, フランジシワ, ふらんじしわ, ฟรันยิชิวะ)กับสภาวะที่เลวซึ่งจะทำให้ชิ้นงานดึงขึ้นรูปเกิดแตก-ร้าว(Crack, 割れ, われ, วะเระ)....................................................................................................................619
ภาพที่ 488 ภาคตัดกับองค์ประกอบต่างๆของแม่พิมพ์ดึงขึ้นรูปซึ่งระบุถึงส่วนสำคัญต่างๆที่ต้องระมัดระวัง และเอาใจใส่ในการดึงขึ้นรูปชิ้นงานทรงกระบอกกลม..........................621
ภาพที่ 489 ลักษณะโครงสร้างของแม่พิมพ์ดึงขึ้นรูปที่สามารถให้ความร้อนกับแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ในระหว่างการดึงขึ้นรูปได้(ภาพซ้ายมือ) และเปรียบเทียบชิ้นงานดึงขึ้นรูประหว่างชิ้นงานที่ไม่ได้ให้ความร้อนกับแผ่นแบลงก์ในระหว่างการดึงขึ้นรูปกับชิ้นงานที่ได้ให้ความร้อนกับแผ่นแบลงก์ในระหว่างการดึงขึ้นรูปเพื่อทำการเพิ่มขีดจำกัดของอัตราส่วนการดึงขึ้นรูปของวัสดุ(ภาพขวามือ).......................................................623
ภาพที่ 490 เครื่องปั๊มที่มีชุดเบาะซึมซับแรงไฮดรอลิกสำหรับช่วยป้องกันการเกิดรอยยับย่นหรือความเสียหายกับชิ้นงานในระหว่างการดึงขึ้นรูปลึก โดยจะทำหน้าที่ในการจับยึดแผ่นแบลงก์ในระหว่างที่ถูกดึงขึ้นรูปให้กลายเป็นชิ้นงานกับทำหน้าที่ในการปลดชิ้นงานออกจากแม่พิมพ์ขณะที่แรมหรือสไลด์ของเครื่องปั๊มเคลื่อนที่กลับขึ้นสู่ด้านบนอีกด้วย...............626
ภาพที่ 491 ปัญหาข้อบกพร่องเป็นรอยตำหนิกับรอยขีดข่วน(scratch, スクラッチหรือスクラッチ傷, すくらっちหรือすくらっちきず, ซุครัจจิหรือซุครัจจิคิซึ)บนผิวของชิ้นงานที่ผ่านการดึงขึ้นรูปมาแล้ว..........................................................................................629
ภาพที่ 492 ลักษณะข้อบกพร่องของชิ้นงานดึงขึ้นรูปที่มีการแตก-ฉีกขาดที่ส่วนก้นของชิ้นงาน(ภาพซ้ายมือ) ชิ้นงานดึงขึ้นรูปที่มีการแตก-ฉีกขาดที่ส่วนใกล้กับขอบหรือหน้าแปลนของชิ้นงาน(ภาพกลาง) และชิ้นงานดึงขึ้นรูปที่มีการแตก-ฉีกขาดที่ส่วนลำตัวของชิ้นงาน(ภาพขวามือ)..........................................................................................................630
ภาพที่ 493 ตัวอย่างชิ้นงานรูปทรงกระบอกแบบมีหน้าแปลนหรือขอบที่ต้องการให้ได้มาจากกระบวนการดึงขึ้นรูป และขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์ 52.5 มิลลิเมตรที่คำนวณออกมาได้จากขนาดชิ้นงานตัวอย่าง ซึ่งเป็นขนาดแผ่นแบลงก์ที่จะนำไปพิจารณาหาจำนวนครั้งในการดึงขึ้นรูปที่เหมาะสมต่อไป..........................................................636
ภาพที่ 494 ชิ้นงานที่เริ่มดึงขึ้นรูปจากขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์(D) 52.5 มิลลิเมตร ความหนา 1 มิลลิเมตรให้ลดลงเป็นขนาด 26.25 มิลลิเมตรโดยใช้อัตราการดึงขึ้นรูป(m1) = 0.50 ซึ่งขนาดเส้นผ่านศูนย์กลาง 26.25 นั้นคำนวณได้มาจาก 52.5 × 0.50 ในลักษณะเดียวกันขนาดเส้นผ่านศูนย์กลาง 13.07 ก็จะคำนวณได้มาจาก 15.75 × 0.83 โดยใช้อัตราการดึงขึ้นรูป(m4) = 0.83.......................................................................637
ภาพที่ 495 ชิ้นงานที่ดึงขึ้นรูปจากขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์(D) 52.5 มิลลิเมตรที่มีความหนา 1 มิลลิเมตรให้ได้ขนาดเส้นผ่านศูนย์กลางภายในของชิ้นงานครั้งสุดท้ายเป็น 14.30 มิลลิเมตรตามที่ต้องการ โดยปรับแก้อัตราการดึงขึ้นรูปครั้งที่ 3 กับ 4 เป็น 0.81 และ 0.89 ก็จะได้ขนาดเส้นผ่านศูนย์กลางในการดึงขึ้นรูปครั้งที่ 3 และ 4 เป็น 16.00 กับ 14.30 มิลลิเมตรโดยประมาณ(คำนวณได้จาก 19.70 × 0.81 กับ 16.00 × 0.89 ตามลำดับ).............................................................................................................638
ภาพที่ 496 ภาพด้านหน้ากับภาพด้านบนที่แสดงขนาดเส้นผ่านศูนย์กลางของพันช์ดึงขึ้นรูป(ขนาดเส้นผ่านศูนย์กลางภายในของชิ้นงานดึงขึ้นรูป) ซึ่งทำการดึงขึ้นรูปจากแผ่นแบลงก์ที่มีขนาดเส้นผ่านศูนย์กลาง(D) 52.5 มิลลิเมตรแล้วมีความหนา 1 มิลลิเมตรให้บรรลุลงได้ภายใน 4 ครั้ง..................................................................................................639
ภาพที่ 497 รัศมีของพันช์ดึงขึ้นรูปหรือรัศมีของบ่าพันช์ดึงขึ้นรูปครั้งที่ 1 ถึงครั้งที่ 4 ซึ่งคำนวณได้ และขนาดรัศมีของพันช์ดึงขึ้นรูปที่ทำการปรับแก้ให้มีขนาดที่ลงตัวซึ่งง่ายต่อการผลิตพันช์ยิ่งขึ้น.......................................................................................................640
ภาพที่ 498 การแตก-ร้าวภายหลังผ่านการดึงขึ้นรูปไปแล้วช่วงระยะเวลาหนึ่ง(Season Crack, 置き割れหรือシーズンクラックหรือ時期割れ, おきわれหรือしーずんくらっくหรือじきわれ, โอะคิวะเระหรือชีซึนครัคคุหรือยิคิวะเระ).............................................642
ภาพที่ 499 ภาคตัดขวางของลักษณะชิ้นงานเสียเนื่องจากส่วนเนื้อโลหะแตก-ฉีกขาดที่บริเวณด้านล่างของชิ้นงานดึงขึ้นรูป(ภาพซ้ายมือ) ส่วนชิ้นงานที่มีการฉีกขาดที่ด้านล่างของชิ้นงานตามภาพทางขวามือนั้นนอกจากจะมีสาเหตุที่เกิดจากแรงจับยึดแผ่นแบลงก์มากเกินไปแล้วก็อาจจะเกิดจากสาเหตุที่เป็นไปได้อื่นๆอีกคือ รัศมีของดายดึงขึ้นรูปน้อยเกินไป เคลียแรนซ์ในการดึงขึ้นรูป(Drawing Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)น้อยเกินไป และหรือความเร็วในการดึงขึ้นรูปมากเกินไป........643
ภาพที่ 500 ตัวอย่างลักษณะชิ้นงานดึงขึ้นรูปแล้วเกิดข้อบกพร่องเป็นรอยยับย่นที่ขอบหรือหน้าแปลนของชิ้นงาน(Flange Wrinkle, フランジシワ, ふらんじしわ, ฟรันยิชิวะ)......644
ภาพที่ 501 แผ่นแบลงก์สำหรับใช้ในการดึงขึ้นรูปเป็นชิ้นงานรูปทรงกระบอกที่มีขนาดเส้นผ่านศูนย์กลาง “D” และมีความหนา “t” ซึ่งแสดงความสัมพันธ์ของความหนาสัมพัทธ์ได้เป็นความหนาสัมพัทธ์ = {ความหนาแผ่นวัสดุ(t) ÷ ขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์(D)} × 100 %...................................................................................................645
ภาพที่ 502 ลักษณะชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมภายหลังการดึงขึ้นรูปแล้วทำให้มีขอบของชิ้นงานสูงต่ำแตกต่างกันแล้วเบ้ไปทางใดทางหนึ่ง.........................................647
ภาพที่ 503 ภาคตัดขวางกับภาพตัดบางส่วนของลักษณะผนังชิ้นงานดึงขึ้นรูป ที่โดยปรกติก็จะมีส่วนที่ผนังชิ้นงานดึงขึ้นรูปหนามากขึ้นกับมีส่วนที่ผนังชิ้นงานดึงขึ้นรูปบางน้อยลงกว่าความหนาของวัสดุหรือแผ่นแบลงก์จึงทำให้ส่วนผนังชิ้นงานดึงขึ้นรูปมีรูปร่างเป็นเรียว.............................................................................................................................648
ภาพที่ 504 ภาคตัดขวางดายดึงขึ้นรูปตัวเมียที่มีส่วนเนื้อนูนยื่นออกมาแตะหรือสัมผัสกับวัสดุเล็กน้อยเพื่อรีดเรียบขึ้นรูปผนังของชิ้นงานไปด้วยในขณะดึงขึ้นรูป และเคลียแรนซ์ในการดึงขึ้นรูป(Drawing Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)ที่แนะนำให้ใช้สำหรับสภาวะในการดึงขึ้นรูปที่มีลักษณะแตกต่างกัน ซึ่งรวมทั้งแบบที่มีการรีดเรียบขึ้นรูป(Ironing, シゴキหรือアイロニングหรือアイヨニングหรือアイアニング, しごきหรือあいろにんぐหรือあいよにんぐหรือあいあにんぐ, ชิโงะคิหรือไอโระนิงงุหรือไอโยะนิงงุหรือไออะนิงงุ)ร่วมด้วย...........................................648
ภาพที่ 505 ภาคตัดขวางของดายดึงขึ้นรูปครั้งที่ 1 ถึง 4 สำหรับวัสดุที่มีความหนา 1 มิลลิเมตรนั้น จะแสดงให้เห็นขนาดเส้นผ่านศูนย์กลางของดายดังที่คำนวณได้ในตารางที่ 3.23 และขนาดรัศมีของบ่าดายดึงขึ้นรูปซึ่งได้มาจากหลักเกณฑ์ดังต่อไปนี้..................651
ภาพที่ 506 ชิ้นงานดึงขึ้นรูปที่ต้องการซึ่งเป็นชิ้นงานรูปทรงกระบอกแบบที่มีส่วนรัศมีของขอบหรือหน้าแปลน 0.3 มิลลิเมตร(R0.3) โดยแต่เดิมจะคำนวณจำนวนครั้งในการดึงขึ้นรูปได้เป็น 4 ครั้ง แต่ในภายหลังก็ต้องพิจารณาเพิ่มการตี-กระแทกซ้ำให้ได้ขนาดหรือรี-สไตรค์กิง( RestrikingหรือRestrike Drawing, リストライクหรือリストライキングหรือ整形絞り, りすとらいくหรือりすとらいきんぐหรือせいけいしぼり, ริซุโตะไรคุหรือริซุโตะไรคิงงุหรือเซเคชิโบะริ)อีกหนึ่งขั้นตอน เพื่อทำให้รัศมีส่วนหน้าแปลนได้ขนาดเท่ากับ 0.3 มิลลิเมตรอย่างแท้จริง.............................................................................................653
ภาพที่ 507 การคำนวณหาความสูงสำหรับการดึงขึ้นรูปครั้งที่1 ถึง 4 ของชิ้นงานตัวอย่างแบบมีหน้าแปลนหรือขอบ ซึ่งได้พิจาณาจากขนาดเผื่อที่ได้ปรับแก้เส้นผ่านศูนย์กลางหน้าแปลนเพิ่มจาก 30 เป็น 34 มิลลิเมตรเพื่อทำการขริบตัดขอบส่วนที่จะเสียรูปร่างออกไปภายหลังการดึงขึ้นรูปกับการคำนวณด้วยสูตรออกมาเป็นขนาดแผ่นแบลงก์ที่มีเส้นผ่านศูนย์กลาง 52.5 มิลลิเมตร(สำหรับดึงขึ้นรูปเป็นชิ้นงาน) และการคำนวณด้วยสูตรให้ได้ความสูงสำหรับการดึงขึ้นรูปในแต่ละครั้งด้วย............................................................655
ภาพที่ 508 ค่าความสูงในการดึงขึ้นรูปในครั้งที่ 1 ถึง 4 ซึ่งมีที่มาจากการคำนวณดังในภาพที่ 507 ซึ่งในที่นี้เป็นการคำนวณความสูงในการดึงขึ้นรูปที่ยังไม่ได้คำนึงถึงรัศมีของพันช์กับดายที่มีการรีดเรียบขึ้นรูป(Ironing, シゴキหรือアイロニングหรือアイヨニングหรือアイアニング, しごきหรือあいろにんぐหรือあいよにんぐหรือあいあにんぐ, ชิโงะคิหรือไอโระนิงงุหรือไอโยะนิงงุหรือไออะนิงงุ)วัสดุไปพร้อมกับการดึงขึ้นรูปด้วย จึงเป็นสมมุติฐานว่าจะต้องพิจารณาแล้วทำการปรับแก้ละเอียดอีกครั้งหนึ่งในสภาวะการดึงขึ้นรูปจริง........656
ภาพที่ 509 รอยยับย่นซึ่งเกิดขึ้นที่ริมหรือปากของชิ้นงานดึงขึ้นรูปรูปถ้วย(ภาพซ้ายมือสุด) ซึ่งมีสาเหตุมาจากขนาดรัศมีของดายดึงขึ้นรูปโตเกินไป(ภาพขวามือสุด) ส่วนในภาพกลางนั้นจะแสดงให้เห็นถึงสภาพรัศมีของดายดึงขึ้นรูปที่เหมาะสมต่อการจับยึดแผ่นแบลงก์.............................................................................................................................657
ภาพที่ 510 รอยยับย่นที่ผนังชิ้นงานดึงขึ้นรูปรูปทรงกระบอก(ภาพซ้ายมือ) และบริเวณที่จะเกิดปัญหารอยยับย่นได้ง่ายในดายตัวเมียที่มีเคลียแรนซ์ในการดึงขึ้นรูปมากเกินไป(ภาพขวามือ)................................................................................................................. 658
ภาพที่ 511 ปัญหารอยยับย่นที่ลำตัวชิ้นงานดึงขึ้นรูป(ภาพซ้ายมือ) และตำแหน่งของช่องว่างระหว่างพันช์กับดายดึงขึ้นรูปซึ่งจะทำให้วัสดุเป็นอิสระในขณะดึงขึ้นรูปที่ผิวชิ้นงานมีลักษณะเอียง(ภาพขวามือ)................................................................................... 659
ภาพที่ 512 ลักษณะรอยวงแหวนเป็นขั้นๆหรือรอยห่วงเป็นขั้นๆหรือรอยแนวเส้นจากการกระชากดึงขึ้นรูป(Step RingหรือShock MarkหรือShock Line, 側壁のリングマークหรือショックマークหรือショックライン, そくへきのりんぐまーくหรือしょっくまーくหรือしょっくらいん, ซคเฮะคิโนะริงมาคุหรือชคคุมาคุหรือชคคุไรน์)ที่เกิดขึ้นในชิ้นงานดึงขึ้นรูปภาชนะรูปเหลี่ยมที่มีขอบของชิ้นงาน(ภาพซ้ายมือ) และชิ้นงานรูปทรงกระบอกแบบไร้ขอบของชิ้นงาน(ภาพขวามือ)...................................................................................660
ภาพที่ 513 ภาคตัดของผนังชิ้นงานดึงขึ้นรูปที่ความหนาของวัสดุชิ้นงานลดลงภายหลังการดึงขึ้นรูปในขั้นแรกแล้วกลายเป็นรอยวงแหวนเป็นขั้นๆหรือรอยห่วงเป็นขั้นๆหรือรอยแนวเส้นจากการกระชากดึงขึ้นรูป(Step RingหรือShock MarkหรือShock Line, 側壁のリングマークหรือショックマークหรือショックライン, そくへきのりんぐまーくหรือしょっくまーくหรือしょっくらいん, ซคเฮะคิโนะริงมาคุหรือชคคุมาคุหรือชคคุไรน์)ในการดึงขึ้นรูปลำดับถัดไป........................................................................................................660
ภาพที่ 514 การเกิดส่วนยืดออกมาเป็นหูหรือเอียริงในการดึงขึ้นรูปลึก(Deep Drawing, 深絞り, ふかしぼり, ฟุคะชิโบะริ)ภาชนะหรือชิ้นงานรูปทรงกระบอก ทั้งในชิ้นงานดึงขึ้นรูปลึกแบบมีขอบของชิ้นงานกับชิ้นงานดึงขึ้นรูปลึกแบบไม่มีขอบของชิ้นงาน.........................662
ภาพที่ 515 กรณีที่วัสดุมีค่าอาร์แตกต่าง(Δ r)หรือค่าเดลต้าอาร์(Delta r)น้อยกว่าจะทำให้ความสูงของส่วนยืดออกมาเป็นหูที่ต้องขริบตัดขอบออกในภายหลังน้อยกว่า(ภาพซ้ายมือ) แต่ในทางตรงกันข้ามกรณีที่วัสดุมีค่าอาร์แตกต่างมากกว่าจะทำให้ความสูงของส่วนยืดออกมาเป็นหูที่ต้องขริบตัดขอบออกในภายหลังมากกว่าตามไปด้วย(ภาพขวามือ)แล้วก็ต้องใช้ขนาดแผ่นแบลงก์ที่โตกว่าจึงทำให้เกิดความสิ้นเปลืองวัสดุมากกว่าถ้าหากต้องการความสูงของชิ้นงานภายหลังการดึงขึ้นรูปที่เท่ากันกับชิ้นงานในภาพซ้ายมือ.........................664
ภาพที่ 516 การเกิดส่วนยืดออกมาเป็นหูหรือเอียริงคล้ายเนินเขา(หรือยอดเขา)กับหุบเขาอันเนื่องมาจากค่าอาร์แตกต่าง(Δ r)ในโลหะแผ่นที่มีรูปแบบต่างกัน.............................666
ภาพที่ 517 กรณีที่โลหะมีอัตราส่วนความเครียดในช่วงพลาสติกหรือค่าอาร์(r )มาก จึงทำให้โลหะสามารถดึงขึ้นรูปให้ยืดยาวออกได้มากโดยเปลี่ยนแปลงมาจากส่วนความกว้างของวัสดุ แต่ส่วนความหนาของวัสดุจะมีการเปลี่ยนแปลงน้อยมากจึงทำให้ไม่เกิดการฉีกขาดเสียหาย ซึ่งถือเป็นคุณสมบัติที่ดีของโลหะที่ใช้ในการดึงขึ้นรูปลึก................................666
ภาพที่ 518 ชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมทางอุดมคติที่ต้องการ(ภาพซ้ายมือ) และชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมที่เกิดจริงซึ่งปรกติจะเกิดส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳, みみ, มิมิ)4 จุด(ภาพขวามือ).............................................................669
ภาพที่ 519 การแก้ไขแล้วปรับปรุงชิ้นงานดึงขึ้นรูปให้ส่วนยืดออกมาเป็นหูมีความสูงแตกต่างที่น้อยลง และเป็นการช่วยให้ชิ้นงานภายหลังการดึงขึ้นรูปแล้วมีความกลมมากยิ่งขึ้นได้โดยเฉพาะอย่างยิ่งในบริเวณขอบชิ้นงาน(ซึ่งมักจะมีแนวโน้มเป็นรูปสี่เหลี่ยม) โดยการปรับเพิ่มขนาดของแผ่นแบลงก์ในแนวทแยงมุม 45 องศาให้โตขึ้นกับการปรับให้มีส่วนนูนของตัวจับยึดแผ่นแบลงก์ในแนวทแยงมุม 45 องศาสำหรับจับยึดวัสดุได้แน่นยิ่งขึ้น.............................................................................................................................669
ภาพที่ 520 ข้อบกพร่องของส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳, みみ, มิมิ)ที่เกิดขึ้นในชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมแบบมีขอบหรือหน้าแปลน โดยจะเกิดส่วนยืดออกมาเป็นหู 4 จุดในลักษณะเช่นเดียวกับที่เกิดกับชิ้นงานรูปทรงกระบอกกลมแบบไร้ขอบ.............................................................................................................................670
ภาพที่ 521 ข้อบกพร่องของส่วนยืดออกมาเป็นหูหรือเอียริง(Earing, 耳, みみ, มิมิ)ที่เกิดขึ้นเพียงจุดใดจุดหนึ่งในชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมแบบมีขอบหรือหน้าแปลน.....671
ภาพที่ 522 แนวเส้นขริบตัดขอบ(trim line, トリムラインหรือトリミングライン, とりむらいんหรือとりみんぐらいん, โทะริมไรน์หรือโทะริมมิงไรน์)ในชิ้นงานที่ผ่านการดึงขึ้นรูปหรือขึ้นรูปมาแล้ว ทั้งชิ้นงานดึงขึ้นรูปที่มีขอบหรือหน้าแปลนกับชิ้นงานดึงขึ้นรูปที่ไม่มีขอบหรือไม่มีหน้าแปลน.................................................................................................671
ภาพที่ 523 ลักษณะชิ้นงานดึงขึ้นรูปแบบที่ไม่มีส่วนหน้าแปลนหรือชิ้นงานดึงขึ้นรูปแบบไร้ขอบกับชิ้นงานดึงขึ้นรูปแบบที่มีขอบ และสภาพของชิ้นงานที่ได้ภายหลังการขริบตัดขอบด้วยกระบวนการที่แตกต่างกันเพื่อให้ได้รูปร่างที่สอดคล้องกับการนำไปใช้งานตามต้องการ.............................................................................................................................673
ภาพที่ 524 ภาคตัดขวางแสดงลักษณะโครงสร้างของแม่พิมพ์ส่ายขริบตัดขอบหรือชิมมี-ทริมมิงดาย(Brehm’s Shimmy Die®) และตัวอย่างชิ้นงานดึงขึ้นรูปที่ผ่านการขริบตัดขอบแล้วซึ่งเป็นสัญลักษณ์หรือเครื่องหมายการค้าที่จดทะเบียนแล้วโดยบริษัท “Vulcan Tool” .............................................................................................................................673
ภาพที่ 525 การขริบตัดริมหรือการขริบตัดขอบของชิ้นงานดึงขึ้นรูปแบบไร้หน้าแปลนด้วยแม่พิมพ์ส่ายขริบตัดขอบหรือชิมมี-ทริมมิงดาย(Shimmy DieหรือShimmy Trimming Die, シミー型หรือシミートリム型หรือフレームのトリム型หรือよろめき型, しみーがたหรือしみーとりむがたหรือふれーむのとりむがたหรือよろめきがた, ชิมีงะตะหรือชิมีโทะริมงะตะหรือฟุเรมโนะโทะริมงะตะหรือโยะโระเมะคิงะตะ)ของบริษัทโอนิชิเซโค(大西精工).........................................................................................................................675
ภาพที่ 526 โครงสร้างแม่พิมพ์แบบส่ายขริบตัดขอบอีกลักษณะหนึ่งที่ทำการขริบตัดริมหรือการขริบตัดขอบของชิ้นงานดึงขึ้นรูปแบบไร้หน้าแปลนซึ่งคว่ำให้ส่วนริมของชิ้นงานอยู่ทางด้านล่าง...........................................................................................................676
ภาพที่ 527 ลักษณะโครงสร้างของแม่พิมพ์หนีบขริบตัดขอบหรือพินช์ทริมมิงดาย(Pinch Trimming Die, ピンチトリム型, ぴんちとりむがた, พินจิโทะริมงะตะ)ในรูปแบบที่แตกต่างกัน และแม่พิมพ์แบบอื่นซึ่งขริบตัดขอบของชิ้นงานที่อยู่ในแนวนอนเช่นกัน......678
ภาพที่ 528 การเสียรูปร่างในผนังของชิ้นงานดึงขึ้นรูปทั้งวงแหวนแบบโป่งนูนขึ้นกับวงแหวนแบบยุบเว้าเข้าซึ่งเกิดขึ้นในช่วงที่พันช์ดึงขึ้นรูปเคลื่อนที่ถอดออกจากชิ้นงานเพื่อเลื่อนกลับสู่จุดศูนย์ตายบน(Top Dead CenterหรือTDC, 上死点 , じょうしてん, โยชิเต็ง) .............................................................................................................................678
ภาพที่ 529 ช่วงจังหวะเวลา(Timing, タイミング, たいみんぐ, ไทมิงงุ)ในการดึงขึ้นรูปชิ้นงานรูปถ้วยที่มีหน้าแปลนหรือขอบ และการเคลื่อนที่กลับสู่จุดศูนย์ตายบน(Top Dead CenterหรือTDC, 上死点 , じょうしてん, โยชิเต็ง)ของพันช์ดึงขึ้นรูปในขณะที่ตัวกระทุ้งดันปลดทำการดันปลดชิ้นงานออกจากโพรงของดาย.................................................679
ภาพที่ 530 การเสียรูปที่ผนังชิ้นงานดึงขึ้นรูปในลักษณะเป็นวงแหวนโป่งนูนออกขณะที่พันช์ถอนตัวออกจากชิ้นงานดึงขึ้นรูปซึ่งเป็นขณะเดียวกันที่ชิ้นงานดึงขึ้นรูปได้รับแรงกดอัดอยู่ตรงกลางระหว่างตัวจับยึดแผ่นแบลงก์กับตัวกระทุ้งดันปลดจึงทำให้ผนังของชิ้นงานดึงขึ้นรูปเสียรูปร่างได้..................................................................................................680
ภาพที่ 531 ผนังชิ้นงานดึงขึ้นรูปเสียรูปร่างเป็นวงแหวนโป่งนูนออกในขณะที่อยู่ในดายดึงขึ้นรูปตัวเมีย เนื่องจากมีการลดระยะความยาวของส่วนที่ใช้ดึงขึ้นรูปของดายดึงขึ้นรูปตัวเมียลงเพื่อลดแรงเสียดทานในการดึงขึ้นรูปให้น้อยลงตามไปด้วย จึงไม่มีส่วนของผนังดายดึงขึ้นรูปตัวเมียสำหรับรองรับกับผนังชิ้นงานดึงขึ้นรูปอย่างเพียงพอจึงทำให้เกิดปัญหาการเสียรูปเป็นวงแหวนโป่งนูนออกได้.............................................................................680
ภาพที่ 532 ผนังชิ้นงานดึงขึ้นรูปเสียรูปร่างเป็นวงแหวนเว้าเข้าข้างในในขณะที่อยู่ภายในดายดึงขึ้นรูปตัวเมีย ซึ่งปัญหาลักษณะนี้มักจะเกิดขึ้นในการดึงขึ้นรูปชิ้นงานที่ทำมาจากโลหะแผ่นที่บางๆแล้วมีความอ่อนด้วย......................................................................681
ภาพที่ 533 ตัวอย่างการใช้งานตัวกระทุ้งดันปลดแบบยกขึ้นหรือน็อกเอาต์แบบยกขึ้น(lifting type of knockout)ในกระบวนการตัดแผ่นแบลงก์แล้วดึงขึ้นรูป(blanking and drawing process, 抜き絞り加工, ぬきしぼりかこう, นุคิชิโบะริคะโค)ชิ้นงานรูปถ้วยที่มีขอบหรือหน้าแปลนด้วย และโครงสร้างแม่พิมพ์ตัดแผ่นแบลงก์แล้วดึงขึ้นรูปที่ทำงานในทิศทางตรงข้ามกัน ซึ่งมีจุดที่ควรระวังในการออกแบบแล้วต้องปรับแต่งรัศมีที่ใช้ในการขึ้นรูปด้วยเมื่อมีการเจียระไนลับขอบคมตัดพันช์ที่ใช้ตัดแผ่นแบลงก์.....................................682
ภาพที่ 534 การแก้ไขปัญหาชิ้นงานดึงขึ้นรูปที่เกิดจากการเสียรูปเนื่องจากรูปร่าง-รูปทรงของตัวกระทุ้งดันปลดหรือน็อกเอาต์ไม่รับกันกับรูปร่าง-รูปทรงที่ส่วนก้นหรือด้านล่างของชิ้นงาน...................................................................................................................683
ภาพที่ 535 ความขนานกันระหว่างระนาบของดายกับผิวหน้าของแผ่นจับยึดวัสดุไม่ดี(ภาพซ้ายมือ) และหรือแกนซึมซับแรงมีสภาพที่ไม่สมบูรณ์(ภาพขวามือ)ก็อาจจะเป็นสาเหตุที่ทำให้ขอบของชิ้นงานดึงขึ้นรูปส่วนหนึ่งเกิดรอยยับย่นในขณะที่อีกส่วนหนึ่งที่อยู่ในด้านตรงกันข้ามเกิดการแตก-ฉีกขาดขึ้นได้.................................................................................684
ภาพที่ 536 การตรวจสอบความแตกต่างของความดันในการจับยึดชิ้นงานดึงขึ้นรูประหว่างผิวหน้าของแผ่นจับยึดวัสดุกับระนาบของดายโดยใช้กระดาษชนิดไวต่อความดัน(ภาพซ้ายมือ) และลักษณะการดึงขึ้นรูปจากแผ่นแบลงก์ซึ่งเกิดการดึงขึ้นรูปที่ด้านใดด้านหนึ่งมีความสูงของครีบในแผ่นแบลงก์มากกว่าปรกติ ก็อาจจะทำให้ชิ้นงานดึงขึ้นรูปมีทั้งการแตก-ฉีกขาดกับรอยยับย่นอยู่ภายในชิ้นงานเดียวกัน(ภาพขวามือ)......................................684
ภาพที่ 537 การพิจารณาคำนวณค่าขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูป(Deformation LimitหรือLimiting Drawing RatioหรือLDR, 限界絞り比, げんかいしぼりひ, เง็งไคชิโบะริฮิ)ของวัสดุซึ่งมีที่มาจากสองกรณีที่แตกต่างกันเล็กน้อย โดยค่าขอบเขตการเปลี่ยนรูปในกรณีแรกจะคำนวณจากขนาดเส้นผ่านศูนย์กลางภายในของชิ้นงานที่ดึงขึ้นรูป และค่าขอบเขตการเปลี่ยนรูปกรณีที่สองจะคำนวณจากขนาดเส้นผ่านศูนย์กลางภายนอกของชิ้นงานที่ดึงขึ้นรูป..................................................................687
ภาพที่ 538 การคำนวณหาขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้โดยการคลี่พื้นที่(AreaหรือA, 面積, めんせき, เม็นเซะคิ)ของชิ้นงานให้กลายมาเป็นขนาดเส้นผ่านศูนย์กลาง(diameter, 直径, ちょっけい, จคเค)ของแผ่นแบลงก์สำหรับใช้ดึงขึ้นรูปเป็นชิ้นงาน...................................................................................................................691
ภาพที่ 539 การคำนวณหาขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้โดยการนำชิ้นงานมาชั่งน้ำหนัก(Weight, 重量, じゅうりょう, ยูเรียว)แล้วคำนวณหาปริมาตร(Volume, 体積, たいせき, ไทเซะคิ)ของชิ้นงานดึงขึ้นรูป จากนั้นก็ทำการคำนวณหาปริมาตรเทียบเท่าจนได้ขนาดเส้นผ่านศูนย์กลาง(diameter,, 直径, ちょっけい, จคเค)ของแผ่นแบลงก์สำหรับใช้ดึงขึ้นรูปเป็นชิ้นงาน.................................................................692
ภาพที่ 540 การคำนวณหาขนาดแผ่นแบลงก์จากชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบไม่มีหน้าแปลนหรือไร้ขอบ ตามวิธีการคำนวณหาพื้นที่ผิวหรือพื้นที่ของชิ้นงานในตารางที่ 3.26 ทั้งนี้ขนาดแผ่นแบลงก์ที่คำนวณได้เป็นขนาดที่ยังไม่ได้เผื่อสำหรับขริบตัดขอบส่วนเสียรูปจากการดึงขึ้นรูปออกในภายหลัง..............................................................................698
ภาพที่ 541 ตัวอย่างชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบมีหน้าแปลนหรือชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบมีขอบที่ต้องการ ซึ่งจะมีขนาดที่นำไปคำนวณหาขนาดแผ่นแบลงก์ตามวิธีการคำนวณหาพื้นที่ผิวหรือพื้นที่ของชิ้นงานในตารางที่ 3.26...................................699
ภาพที่ 542 ตัวอย่างการคำนวณหาขนาดแผ่นแบลงก์จากชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบมีหน้าแปลนหรือชิ้นงานดึงขึ้นรูปรูปทรงกระบอกแบบมีขอบตามวิธีการคำนวณหาพื้นที่ผิวหรือพื้นที่ของชิ้นงานในตารางที่ 3.26 ซึ่งขนาดเส้นผ่านศูนย์กลางของแผ่นแบลงก์ที่คำนวณได้ 52.5 มิลลิเมตรเป็นขนาดที่ได้เผื่อสำหรับขริบตัดขอบส่วนเสียรูปจากการดึงขึ้นรูปออกในภายหลังไว้แล้ว.........................................................................................699
ภาพที่ 543 ขนาดของแผ่นแบลงก์หรือขนาดของแผ่นวัสดุขนาดพร้อมใช้(Blank size, ブランク寸法, ぶらんくすんぽう, บุรังคุ-ซุมโป)พื้นฐาน 3 รูปแบบคือ ขนาดของแผ่นวัสดุขนาดพร้อมใช้แบบที่ไม่ได้คำนวณคลี่ออกมาจากชิ้นงานสำเร็จรูป ขนาดของแผ่นวัสดุขนาดพร้อมใช้แบบกึ่งสมบูรณ์แบบ และขนาดของแผ่นวัสดุขนาดพร้อมใช้แบบสมบูรณ์แบบ รวมทั้งลักษณะของชิ้นงานที่ได้ภายหลังการขึ้นรูปมาจากทั้ง 3 รูปแบบของแผ่นแบลงก์นั้นแล้ว.......................................................................................................................700
ภาพที่ 544 แนวคิดในการออกแบบกับการจัดวางบีดดึงขึ้นรูปหรือสันนูนดึงขึ้นรูปในลักษณะที่แตกต่างกัน รวมทั้งแนวคิดของสันนูนดึงขึ้นรูปแบบที่นำมาประยุกต์ใช้กับเหล็กความแข็งแรงสูงมาก(Advanced High Strength SteelหรือAHSS, 先端高強度鋼หรือ高強度ハイテン材หรือ高性能の高強度鋼材, せんたんこうきょうどこうหรือこうきょうどはいてんざいหรือこうせいのうのこうきょうどこうざい, เซ็นตันโคเคียวโดะโคหรือโคเคียวโดะไฮเท็นไซหรือโคเซโนโนะโคเคียวโดะโคไซ)ด้วย เพื่อช่วยทำให้การไหลตัวของวัสดุเข้าในโพรงของดายดึงขึ้นรูปสมดุลมากที่สุดเท่าที่จะมากได้........................................702
ภาพที่ 545 ตัวกระทุ้งดันปลดหรือน็อกเอาต์(knockout, ノックアウト, のっくあうと, นคเอาโตะ)ทั้งแบบที่ติดตั้งกับแม่พิมพ์ดึงขึ้นรูปชุดล่างหรือแบบที่ติดตั้งอยู่กับแม่พิมพ์ดึงขึ้นรูปชุดบน ซึ่งสันนิษฐานว่าที่ผิวหน้าของน็อกเอาต์ไม่ได้กดแผ่นแบลงก์ให้แนบกับผิวหน้าของพันช์ดึงขึ้นรูปอย่างเพียงพอแล้วเป็นสาเหตุของปัญหาส่วนก้นของชิ้นงานดึงขึ้นรูปไม่เรียบ.............................................................................................................................704
ภาพที่ 546 ลักษณะการทำงานของการแลปปิงด้วยเครื่องกำเนิดความเร็วเหนือเสียงโดยการสั่นสะเทือน-เคลื่อนที่ 30,000 ครั้งต่อวินาทีที่มีขนาดคลื่น 40 ไมครอนกับชิ้นงานที่มีความประณีต.........................................................................................................707
ภาพที่ 547 ตัวอย่างเครื่องแลปปิงที่ใช้ชื่อทางการค้าว่า “แลปตรอน(Laptron)” ของบริษัทซันวะโชะโคะ(Sanwa Shoko Co., Ltd., 三和商工株式会社).............................707
ภาพที่ 548 ตัวอย่างแบบฟอร์มใบข้อมูลผลการตรวจสอบการทดลองแม่พิมพ์ ซึ่งอาจจะนำมาประยุกต์ใช้สำหรับตรวจยืนยันความสามารถของกระบวนการผลิตในการปั๊มตัดเฉือน-ขึ้นรูปขณะนั้นๆได้..........................................................................................711
ภาพที่ 549 ตัวอย่างแบบฟอร์มรายงานการทดลองแม่พิมพ์แล้ววิเคราะห์ปัญหา-สาเหตุที่ทำให้ผลการทดลองไม่ได้ตามความต้องการของลูกค้า...............................................716
ภาพที่ 550 ตัวอย่างการใช้งานแท่งนิรภัยชนิดที่สามารถปรับความสูงได้ตามแนวคิดปลอดภัยไว้ก่อน(Safety First, 安全第一, あんぜんだいいち, อันเซ็นไดอิจิ) และต้องหลีกเลี่ยงการเกิดอุบัติเหตุอันเนื่องมาจากการกระทำที่ไม่ปลอดภัย(unsafe act, 不安全行動หรือ不安全行為, ふあんぜんこうどうหรือふあんぜんこうい, ฟุอันเซ็นโคโดหรือฟุอันเซ็นโคอิ).................................................................................................................720
ภาพที่ 551 การใช้หินน้ำมันขัดเพื่อกำจัดรอยเยิน เศษตัดของวัสดุขนาดเล็กๆหรือสิ่งแปลกปลอมที่ผิวหน้าของแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊มกับผิวหน้าของแรมหรือสไลด์ของเครื่องปั๊มแล้วขัดที่พื้นผิวหน้าของแผ่นยึดแม่พิมพ์หรือดายชูส์(die shoes, ダイセット上型と下型, だいせっとうわがたとしたがた, ดายเซ็ตโตะอุวะงะตะโตะชิตะงะตะ)ทางด้านบนกับทางด้านล่างของแม่พิมพ์ก่อนทำการติดตั้ง..........................................721
ภาพที่ 552 เปรียบเทียบการติดตั้งแม่พิมพ์เข้ากับเครื่องปั๊มแบบที่ได้ความขนานกันกับอุปกรณ์คลายม้วนวัสดุที่มีม้วนวัสดุติดตั้งอยู่ และการติดตั้งแม่พิมพ์เข้ากับเครื่องปั๊มแบบที่ไม่ได้ความขนานกันกับอุปกรณ์คลายม้วนวัสดุที่มีม้วนวัสดุติดตั้งอยู่...........................722
ภาพที่ 553 เปรียบเทียบการติดตั้งแม่พิมพ์ การติดตั้งอุปกรณ์ป้อนส่งวัสดุกับแถบวัสดุแบบที่ได้ความขนานแล้วร่วมศูนย์กันกับการติดตั้งแม่พิมพ์ การติดตั้งอุปกรณ์ป้อนส่งวัสดุกับแถบวัสดุแบบที่ไม่ได้ความขนานกันแล้วทำให้เกิดการไม่ได้แนวศูนย์ร่วมกันหรือการเยื้องศูนย์กัน..................................................................................................................722
ภาพที่ 554 ตัวอย่างการกำหนดตำแหน่งปลายแถบวัสดุที่ป้อนส่งเข้าไปในแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)ที่สถานีงานแรก เพื่อให้ได้การตัดเฉือนแต่ละสถานีงานได้การตัดเฉือนอย่างเต็มพื้นที่หน้าตัดของพันช์กับดาย.............................................................................723
ภาพที่ 555 เปรียบเทียบวิธีการป้อนส่งวัสดุเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ที่เลวกับวิธีการป้อนส่งวัสดุเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ที่ดีซึ่งเป็นการหลีกเลี่ยงการตัดเฉือนที่ไม่เต็มพื้นที่หน้าตัดตามแนวขอบคมตัดของพันช์กับดายแล้วป้องกันความเสียหายที่จะเกิดขึ้นกับแม่พิมพ์ได้.............................................................................................................................725
ภาพที่ 556 ระยะยกของแม่พิมพ์ที่ควรทำการปรับระยะยกของอุปกรณ์ป้อนส่งวัสดุที่ใช้ร่วมกับเครื่องปั๊มให้มีความสูงเท่ากันกับระยะยกของแม่พิมพ์ เพื่อเป็นการป้องกันการโก่งงอของแถบวัสดุที่ป้อนเข้าสู่แม่พิมพ์โปรเกรสซีฟว์ซึ่งจะส่งผลให้เกิดการป้อนผิดจนทำให้แม่พิมพ์เสียหายได้..................................................................................................725
ภาพที่ 557 ตัวอย่างของแม่พิมพ์โปรเกรสซีฟว์ที่ใช้แกนนำร่องกำหนดตำแหน่งหรือไพลอตพินที่ใช้ในการกำหนดตำแหน่งแถบวัสดุ โดยจังหวะเวลาในการเคลื่อนที่เข้ากำหนดตำแหน่งแถบวัสดุของไพลอตพินจะสอดคล้องกับการป้อนส่งแถบวัสดุ การคลายการจับยึดแถบวัสดุแล้วกลับมาจับยึดแถบวัสดุอีกครั้งของอุปกรณ์ป้อนส่งวัสดุ............................726
ภาพที่ 558 มุมในการทำงานของอุปกรณ์ป้อนส่งวัสดุของ “BRUDERER” รุ่น “BSV” ที่สามารถทำการเขียนชุดคำสั่งหรือโปรแกรมควบคุมให้เปลี่ยนแปลงหรือปรับเปลี่ยนมุมคลายการจับยึดแถบวัสดุได้(เพื่อให้ไพลอตพินกำหนดตำแหน่ง) และสามารถทำการเขียนโปรแกรมควบคุมให้ปรับเปลี่ยนมุมในการป้อนส่งวัสดุได้ด้วย......................................728
ภาพที่ 559 การใช้สีเสน(red lead, 光明丹หรือ新明丹, こうみょうたんหรือしんみょうたん, โคเมียวตังหรือชินเมียวตัง)ช่วยในการตรวจยืนยันความสูงปิดของแม่พิมพ์ โดยภาพที่แสดงจุดศูนย์ตายบนกับศูนย์ตายล่างในที่นี้จะแสดงให้เห็นเฉพาะแท่งคงความสูงหรือเสาคงความสูงโดยปราศจากชิ้นส่วนใดๆของแม่พิมพ์......................................................730
ภาพที่ 560 แม่พิมพ์โปรเกรสซีฟว์สำหรับผลิตชิ้นส่วนโรเตอร์หรือตัวหมุน(Rotor, ロータหรือ回転子, ろーたหรือかいてんし, โรตะหรือไคเต็งชิ)กับสเตเตอร์หรือส่วนคงที่(Stator, ステータหรือ固定子, すてーたหรือこていし, ซุเตตะหรือโคะเตชิ)พร้อมส่วนโครงวัสดุกับชิ้นงานในสภาวะการผลิตล่าสุดที่นำแม่พิมพ์ลงจากเครื่องปั๊มแล้ว ซึ่งต้องนำส่งให้ส่วนงานซ่อมบำรุงแม่พิมพ์พร้อมใบแจ้งซ่อม-เตรียมแม่พิมพ์กับผลการตรวจวัดชิ้นงานต่อไป และจะกระทำภายหลังจากแม่พิมพ์ลูกใหม่ที่ได้เปลี่ยนแล้วติดตั้งเข้าไปในเครื่องปั๊มนั้นสามารถเดินเครื่องผลิตชิ้นงานไปแล้ว...................................................................................731
ภาพที่ 561 ลักษณะของแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วที่จับยึดอยู่กับเครื่องปั๊ม โดยจะประกอบด้วยชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ตที่เป็นส่วนตัวจับยึดเร็ว(ชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็วซึ่งสามารถใช้ร่วมกันกับหลายๆแม่พิมพ์ได้)แล้วมีส่วนแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็วประกอบอยู่ด้วย......................................................735
ภาพที่ 562 แม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว(QDC die, QDC金型, QDCかながた, คิวดีชีคะนะงะตะ)ซึ่งมีแผ่นฐานยึดเข้ากับส่วนของแม่พิมพ์ด้วย โดยภายในแผ่นฐานยึดนี้จะมีร่องสำหรับให้หมุดกำหนดตำแหน่งที่ตั้งของชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็วซึ่งยึดอยู่กับเครื่องปั๊มสามารถเลื่อนสอดเข้ามากำหนดตำแหน่งในขณะทำการติดตั้งได้ง่าย............737
ภาพที่ 563 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต “Die-Matic System” ตามมาตรฐานของบริษัทฟุตะบะ “双葉(Futaba)” ที่สามารถนำไปประยุกต์ออกแบบใช้งานร่วมกับส่วนที่เป็นแม่พิมพ์ซึ่งมีลักษณะแตกต่างกันออกไปแล้วใช้ดายเซ็ตนี้ร่วมกันได้....738
ภาพที่ 564 ส่วนประกอบที่ต้องใช้งานร่วมกันของแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วในระบบ “Die-Matic” ของบริษัทฟุตะบะ “双葉(Futaba)” และตัวอย่างการใช้งานจริงของดายเซ็ตระบบ“Die-Matic”กับแม่พิมพ์รวมกระบวนการหรือคอมเพานด์ดาย(Compound Die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวด์ดายหรือโซนุคิงะตะ)......................................................................................................739
ภาพที่ 565 ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต “Die-Matic System” ของบริษัทฟุตะบะที่สามารถเลือกกำหนดลักษณะรายละเอียดในทำการตัดเฉือนเพิ่มเติมให้มีความแตกต่างไปจากรุ่นมาตรฐานได้(ภาพใหญ่ด้านบนสุด) ส่วนอีก 6 ภาพเล็กด้านล่างเป็นรูปแบบดายเซ็ตที่มีให้เลือกนำไปออกแบบประยุกต์ใช้ในงานที่มีความต้องการรายละเอียดแตกต่างกันไป ซึ่งการจับยึดมีทั้งแบบกลไกกับแบบไฮดรอลิกส์..................741
ภาพที่ 566 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว(QDC die setup, QDC金型段取り, QDCかながただんどり, คิวดีชีคะนะงะตะดันโดะริ)ภายในโรงงานผลิตจริง โดยผู้ปฏิบัติงานของบริษัทมะเอะดะ “前田テクニカ株式会社(Maeda-Technica Kabushiki Gaisya)” ซึ่งใช้เวลาเพียง 2 นาทีโดยประมาณ.........................................745
ภาพที่ 567 ปุ่มกดหรือสวิตช์ควบคุมแบบสองมือ(Two-hand operated push buttonsหรือTwo-hand control buttonsหรือTwo-hand control switches, 両手操作押しボタンหรือ両手起動ボタン, りょうてそうさおしぼたんหรือりょうてきどうぼたん, เรียวเทะโซซะโอะชิโบะตันหรือเรียวเทะคิโดโบะตัน)ที่มีการออกแบบป้องกันการกดควบคุมให้เครื่องปั๊มทำงานโดยไม่ตั้งใจในลักษณะที่แตกต่างกัน ซึ่งมีวัตถุประสงค์เพื่อการป้องกันการเกิดอุบัติเหตุกับนิ้วหรือมือของผู้ปฏิบัติงาน เพราะในระหว่างที่จะควบคุมให้เครื่องปั๊มกับแม่พิมพ์เคลื่อนที่ปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานนั้นผู้ปฏิบัติงานต้องใช้สองมือกดสวิตช์ควบคุม จึงไม่มีโอกาสที่นิ้วและมือของข้างใดข้างหนึ่งจะยื่นเข้าไปภายในพื้นที่ทำงานที่เป็นอันตรายของแม่พิมพ์-เครื่องปั๊มได้.........................................................................................747
ภาพที่ 568 การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว(QDC die setup, QDC金型段取り, QDCかながただんどり, คิวดีชีคะนะงะตะดันโดะริ)เฉพาะชุดพันช์กับดายภายในสถานีงานหรือขั้นตอนเดียวเท่านั้นภายในโรงงานผลิตจริง โดยผู้ปฏิบัติงานของบริษัทพุเร็ซซุ งิยุทซึเค็งคีวโชะ “プレス技術研究所株式会社(Puresu Gijutsukenkyuosho Kabushiki Gaisya)” ใช้เวลาประมาณ 1 นาที...........................................................748
ภาพที่ 569 ตัวอย่างขั้นตอนการถอดเปลี่ยนแม่พิมพ์โดยสรุปภายหลังจากสิ้นสุดการผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นก่อนหน้าแล้ว ซึ่งจะทำการเปลี่ยนเฉพาะชิ้นส่วนแม่พิมพ์ที่อยู่ภายในดายเซ็ตเท่านั้น โดยบริษัทคะวะจิซังเงียว “河内産業株式会社(Kawachi Sangyou Kabushi Gaisya)”.................................................................................................750
ภาพที่ 570 ตัวอย่างลักษณะชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปที่เป็นชิ้นส่วนยานยนต์ อุปกรณ์ไฟฟ้า และอื่นๆซึ่งสามารถออกแบบแล้วสร้างแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วขึ้นมาใช้ในการผลิตภายในของตนเองได้ โดยบริษัทคะวะจิซังเงียว “河内産業株式会社(Kawachi Sangyou Kabushi Gaisya)”..................................................................................751
ภาพที่ 571 ตัวอย่างของส่วนเฉพาะที่ต้องทำการถอด-เปลี่ยนภายในแม่พิมพ์แบบเปลี่ยน-ติดตั้งด้วยความรวดเร็วเท่านั้นของ 3 บริษัทคือ บริษัทคะวะจิซังเงียว(Kawachi Sangyou Kabushi Gaisya) บริษัทมะเอะดะ(Maeda-Technica Kabushi Gaisya) และบริษัทนะคะฮะตะเซซัคคุโชะ(Nakahata Seisakusho).................................................................751
ภาพที่ 572 เปรียบเทียบเวลานำในการผลิต(production lead time, 生産リードタイム, せいさんりーどたいむ, เซซังรีโดะไทมุ)แม่พิมพ์สำหรับปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานเดียวกันระหว่างแม่พิมพ์โปรเกรสซีฟว์จำนวน 1 ลูกกับแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วจำนวน 3 ลูก โดยบริษัททะคะงิเซซัคคุโชะ “高木製作所株式会社(Takagi Seisakusyo Kabushiki Gaisya)”................................................................................................................752
ภาพที่ 573 การนำเอาแม่เหล็กที่มีสนามแม่เหล็กความเข้มสูงของบริษัท “Tecnomagnete” มารวมเข้าไว้ด้วยกันกับส่วนแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊ม และรวมเข้าไว้ด้วยกันกับแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ของเครื่องปั๊ม เพื่อช่วยให้สามารถทำการจับยึดแม่พิมพ์ได้อย่างรวดเร็วภายในเวลาเพียง 1 วินาที.....................................................................756
ภาพที่ 574 แผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊มของเครื่องปั๊มที่มีลักษณะการเชื่อมต่อคล้ายกันกับขบวนรถไฟ ซึ่งสามารถทำการเลื่อนนำพาแม่พิมพ์เข้า-ออกจากพื้นที่ทำงานของเครื่องปั๊มได้ด้วยความรวดเร็วในทิศทางจากซ้ายมือไปขวามือหรือจากขวามือไปซ้ายมือ ซึ่งถือเป็นส่วนหนึ่งของระบบการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายใน 1 นาทีได้ด้วยการสัมผัสโดยปลายนิ้วนี้.........................................................................757
ภาพที่ 575 แม่พิมพ์ของรุ่นก่อนหน้าที่ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปโลหะครบล็อตการผลิตแล้ว ผู้ปฏิบัติงานเริ่มดำเนินการเรียกข้อมูลของแม่พิมพ์จากแผงควบคุมแบบหน้าจอสัมผัสได้(ภาพซ้ายมือ)แล้วระบบการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วเริ่มสั่งแล้วควบคุมให้แม่พิมพ์ชุดบนเลื่อนลงสู่ด้านล่างโดยอัตโนมัติ(ภาพขวามือ)........................758
ภาพที่ 576 แรมหรือสไลด์ของเครื่องปั๊มที่คลายการจับยึดแม่พิมพ์ด้วยอำนาจแม่เหล็กแล้วจะเคลื่อนที่ขึ้นสู่จุดศูนย์ตายบน(ภาพซ้ายมือ) หลังจากนั้นแม่พิมพ์ที่ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นก่อนหน้าที่ผลิตเสร็จแล้วจะเริ่มเคลื่อนที่ออกจากพื้นที่ทำงานของเครื่องปั๊มในขณะเดียวกันแม่พิมพ์สำหรับใช้ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นถัดมาจะเริ่มเคลื่อนเข้ามาแทนที่(ภาพขวามือ)............................................................................................759
ภาพที่ 577 แม่พิมพ์สำหรับผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นถัดไปได้เคลื่อนเข้ามาแทนที่ของแม่พิมพ์รุ่นก่อนหน้าในตำแหน่งที่กำหนดภายในพื้นที่ทำงานของเครื่องปั๊มแล้ว หลังจากนั้นแรมหรือสไลด์ของเครื่องปั๊มจะเริ่มเคลื่อนลงเพื่อทำการจับยึดแม่พิมพ์ชุดบนด้วยอำนาจแม่เหล็กต่อไป........................................................................................760
ภาพที่ 578 แรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊มได้เคลื่อนลงประกบกับแม่พิมพ์ชุดบนที่จุดศูนย์ตายล่างแล้วก็ทำการจับยึดด้วยอำนาจแม่เหล็ก หลังจากนั้นก็จะเคลื่อนที่นำแม่พิมพ์ชุดบนกลับคืนสู่ตำแหน่งจุดศูนย์ตายบนซึ่งเป็นสภาวะที่แม่พิมพ์พร้อมสำหรับการผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปรุ่นถัดไปได้ทันที..............................................................................................761
ภาพที่ 579 ตัวอย่างสิ่งของที่สามารถตรวจสอบแล้วต้องจัดเตรียมให้เสร็จสิ้นก่อนที่การผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปของรุ่นก่อนหน้าจะสิ้นสุดลง แต่ถ้ามาเริ่มเตรียมสิ่งเหล่านี้ในขณะที่เครื่องปั๊มได้หยุดไปแล้วนั้นก็จะถือเป็นความสูญเสียเวลาทำงานของเครื่องปั๊มกับอุปกรณ์ต่างๆที่อยู่รายรอบนั้น แม้ว่าผู้ติดตั้งแม่พิมพ์จะใช้เวลาทำงานเพื่อเตรียมสิ่งเหล่านี้ในทุกกิจกรรมเหมือนกันก็ตาม.................................................................................763
ภาพที่ 580 ขั้นตอนทั้ง 4 ของกระบวนการลดเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ เพื่อให้ทำได้อย่างรวดเร็วแล้วมุ่งไปสู่การติดตั้งให้เสร็จสิ้นภายในเวลา 1 นาที...............766
ภาพที่ 581 ตัวอย่างใบรายการตรวจสอบสำหรับใช้ตรวจสอบแล้วเตรียมสิ่งต่างๆ ซึ่งเป็นแบบฟอร์มสำหรับตรวจสอบแล้วเตรียมสิ่งต่างๆเพื่อการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปโลหะที่เป็นส่วนหน้าสัมผัสของอุปกรณ์ข้อต่อทางไฟฟ้าหรือคอนเน็กเตอร์.................................................................................................................768
ภาพที่ 582 ตัวอย่างแบบฟอร์มของแผนภูมิสำหรับนำไปประยุกต์ใช้ในการวิเคราะห์การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์โปรเกรสซีฟว์ภายในเครื่องปั๊ม ซึ่งสามารถแสดงความสัมพันธ์(relation, 関係, かんけい, คังเค)ระหว่างระยะเวลาที่ใช้ไป(วินาที)กับกิจกรรมหรืองานต่างๆที่ผู้ปฏิบัติงาน 2 คนร่วมกันปฏิบัติงานไปพร้อมๆกัน(ผู้ปฏิบัติงานหลัก= A และผู้ปฏิบัติงานรอง= B)...............................................................................................774
ภาพที่ 583 ตัวอย่างแบบฟอร์มอย่างง่ายที่สามารถเลือกนำไปใช้หรือดัดแปลงสำหรับใช้ในการบันทึกเพื่อการพัฒนาการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ในการปฏิบัติงานจริงได้.......779
ภาพที่ 584 ขั้นตอนที่ 1 ของกระบวนการลดเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ ซึ่งได้ใช้แผนภูมิในภาพที่ 582 และหรือ 583 ทำการบันทึกกิจกรรมต่างๆในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์จากแม่พิมพ์ที่ใช้สำหรับผลิตชิ้นงาน A ไปเป็นแม่พิมพ์ที่ใช้สำหรับผลิตชิ้นงาน B ตามวิธีการในปัจจุบันหรือก่อนที่จะทำการพัฒนา........................................780
ภาพที่ 585 ตัวอย่างการจัดลำดับงานใหม่หรือจัดลำดับกิจกรรมใหม่(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ)ในกระบวนการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ โดยการเปลี่ยนไปทำงานในช่วงการติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)(ภาพขวามือ)แทนการทำงานในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ตามวิธีการทำงานเดิมที่มีลำดับไม่ถูกต้องเพราะเป็นการทำงานขณะหยุดเดินเครื่องโดยไม่จำเป็น(ภาพซ้ายมือ)...781
ภาพที่ 586 ตัวอย่างบางส่วนของอุปกรณ์ และหรือสิ่งต่างๆที่สามารถเตรียมงานล่วงหน้าให้พร้อมสำหรับใช้งานในทันทีได้ในขณะที่เครื่องปั๊มกับแม่พิมพ์ยังคงเดินเครื่องผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปของรุ่นก่อนหน้าอยู่ และต้องจัดลำดับในการจัดเก็บสิ่งเหล่านี้ในภายหลังหลังจากที่ได้เดินเครื่องปั๊มกับแม่พิมพ์เพื่อผลิตชิ้นงานรุ่นถัดมาไปแล้ว ซึ่งการเตรียมงานกับการจัดเก็บนี้จะถือว่าเป็นการติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ)นั่นเอง................................................................784
ภาพที่ 587 ขั้นตอนที่ 2 ของกระบวนการลดเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ ก็จะดำเนินการจัดลำดับงานใหม่หรือจัดลำดับกิจกรรมใหม่(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ)อีกครั้งหนึ่ง..........................................................................................784
ภาพที่ 588 ขั้นตอนที่ 3 ของกระบวนการลดเวลาในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ โดยอาศัยหลักการกำจัดงานหรือกำจัดกิจกรรมที่ไม่จำเป็นออกไป(Eliminate, 除去, じょきょ, โยะเคียว) รวมงานหรือรวมกิจกรรมให้สามารถทำในช่วงเวลาเดียวกัน(Combine, 結合, けつごう, เค็ทซึโง)แล้วทำให้กิจกรรมทำได้สะดวกแล้วง่ายยิ่งขึ้น(Simplify, 単純か, たんじゅんか, ตันยุงคะ).......................................................................................................785
ภาพที่ 589 ตัวอย่างอุปกรณ์ที่มีรูปแบบการใช้งานแตกต่างกันไปซึ่งใช้สำหรับช่วยให้การนำแม่พิมพ์เข้าจับยึด-ติดตั้งหรือช่วยในการถอดออกจากเครื่องปั๊มด้วยความรวดเร็วมากยิ่งขึ้นในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)อันเป็นช่วงที่จำเป็นต้องหยุดเดินเครื่องแล้วสูญเสียเวลาในการผลิตชิ้นงาน.....787
ภาพที่ 590 อุปกรณ์ขนย้ายแม่พิมพ์ที่มีรูปแบบการใช้งานแตกต่างกันไป ซึ่งนอกจากจะใช้สำหรับช่วยให้การขนส่ง-ขนย้ายแม่พิมพ์ขนาดเล็กแล้ว ก็ยังช่วยทำให้การนำแม่พิมพ์เข้าจับยึด-ติดตั้งกับช่วยถอดออกจากเครื่องปั๊มทำได้ด้วยความรวดเร็วมากยิ่งขึ้นในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ซึ่งเป็นช่วงที่จำเป็นต้องหยุดเดินเครื่องปั๊ม.................................................................788
ภาพที่ 591 ตัวอย่างบางส่วนของอุปกรณ์เปลี่ยนแม่พิมพ์(Die Changer, ダイチェンジャー, だいちぇんじゃー, ดายเช็น-ชยา)ที่ใช้ในการขนส่ง-ขนย้ายแม่พิมพ์ขนาดกลางกับขนาดใหญ่ และช่วยทำให้การนำแม่พิมพ์เข้าติดตั้ง-ถอดออกจากเครื่องปั๊มทำได้ด้วยความรวดเร็วมากยิ่งขึ้นในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ) จึงช่วยให้เวลาหยุดเดินเครื่องของเครื่องปั๊มกับอุปกรณ์ต่างๆที่อยู่รายรอบนั้นสูญเสียน้อยลงได้ ซึ่งจะมีรูปแบบการใช้งานแตกต่างกันไปให้เลือกนำมาใช้งานได้ตามต้องการ.................................................................................................789
ภาพที่ 592 วิธีการกำหนดตำแหน่งของแม่พิมพ์บนแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)ด้วยความรวดเร็วในลักษณะต่างๆกัน ซึ่งสามารถเลือกนำไปประยุกต์ใช้ให้เหมาะสมกับลักษณะระบบการผลิตของตนเองตามที่ต้องการ เพื่อช่วยลดเวลาในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ) ลงให้มากที่สุดเท่าที่จะทำได้เพราะเป็นช่วงที่ต้องหยุดเดินเครื่องปั๊ม.........................791
ภาพที่ 593 วิธีการกับอุปกรณ์ต่างๆที่ใช้ในการขันหรือยึดแม่พิมพ์เข้ากับแรมหรือสไลด์(ramหรือslide, ラムหรือスライド, らむหรือすらいど, รัมมุหรือซุไรโดะ)ของเครื่องปั๊ม และวิธีการกับอุปกรณ์ต่างๆที่ใช้ในการขันหรือยึดแม่พิมพ์เข้ากับแผ่นโบลสเตอร์หรือโต๊ะงานเครื่องปั๊ม(bolsterหรือbolster plate, ボルスターหรือボルスタ, ぼるすたーหรือぼるすた, โบะรุซุตาหรือโบะรุซุตะ)..................................................................................792
ภาพที่ 594 วิธีการกับการใช้อุปกรณ์ในการขันยึดแม่พิมพ์ที่ไม่ถูกต้องหรือไม่เหมาะสม แม้ว่าบางวิธีการเป็นการขันยึดเพื่อให้การติดตั้งทำได้ด้วยความรวดเร็วสำหรับงานทั่วไปก็ตาม แต่ไม่สมควรที่จะนำมาใช้ในการจับยึด-ติดตั้งแม่พิมพ์เพราะไม่แข็งแรงเพียงพอแล้วก็อาจจะทำให้เกิดความเสียหายกับแม่พิมพ์หรือเครื่องปั๊ม รวมทั้งเป็นสาเหตุให้เกิดอุบัติเหตุกับผู้ปฏิบัติงานได้อีกด้วย.........................................................................................793
ภาพที่ 595 การจับยึดก้านกระทุ้งดันปลดหรือน็อกเอาต์รอดอย่างรวดเร็วในทันทีด้วยแคลมป์จับยึดไฮดรอลิกของ “Kosmek”(ภาพล่าง)แทนการจับยึดก้านกระทุ้งดันปลดหรือน็อกเอาต์รอดโดยการขันยึดด้วยประแจแอลที่ใช้เวลามากกว่าแล้วก็ยังยึดด้วยแรงที่ไม่สม่ำเสมอกันด้วย(ภาพบน)......................................................................................794
ภาพที่ 596 ตัวอย่างอื่นๆที่จะช่วยทำให้ช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)สามารถดำเนินการได้อย่างรวดเร็วมากยิ่งขึ้น เพื่อจะทำให้เกิดการสูญเสียเวลาของการทำกิจกรรมนั้นๆในขณะที่หยุดเดินเครื่องผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปลดลงได้............................................................................796
ภาพที่ 597 เครื่องปั๊มที่มีการ์ดนิรภัย(Safety Guard, 安全ガード, あんぜんがーど, อันเซ็นกาโดะ)หรือม่านแสงติดตั้งอยู่ และเครื่องปั๊มความเร็วสูงที่มีประตูนิรภัย(Safery Doors, 安全ドア, あんぜんどあ, อันเซ็นดอ)แบบที่มีระบบอินเตอร์ล็อกหลายชั้น เพื่อเพิ่มความปลอดภัยให้กับผู้ปฏิบัติงานที่ทำงานกับเครื่องปั๊มนั้นๆ................................................798
ภาพที่ 598 การระดมเปลี่ยนยาง เติมน้ำมัน และอื่นๆที่จุดให้บริการของทีม “Red Bull” ในการแข่งขันรถสูตรหนึ่ง(ภาพซ้ายมือบน) การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์สามารถทำงานไปพร้อมๆกันได้โดยผู้ปฏิบัติงาน 2 คน(ภาพขวามือบน) และการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ขนาดใหญ่โดยผู้ปฏิบัติงานหลายคน(3 ภาพด้านล่าง)....................................799
ภาพที่ 599 ขั้นตอนที่ 4 ลดหรือกำจัดกิจกรรมที่ใช้ในการปรับแก้ใดๆในช่วงการติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ)ให้หมดไปให้มากที่สุดเท่าที่จะทำได้หรือลดกิจกรรมที่จะต้องใช้เวลาในช่วงนี้ให้เหลือน้อยที่สุดเท่าที่จะทำได้..........................................................................................................800
ภาพที่ 600 การขดเป็นวงโค้งงอไปตามแนวยาวหรือคอยล์เซ็ต(coil set, 巻き癖, まきぐせ, มะคิงุเซะ)ที่เกิดขึ้นในวัสดุแบบม้วน และสายงานในการตัดเฉือนเตรียมแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ ซึ่งมีอุปกรณ์ดัดวัสดุให้เรียบตรงเป็นส่วนหนึ่งด้วย...................801
ภาพที่ 601 เปรียบเทียบลักษณะการออกแบบลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปภายในแม่พิมพ์โปรเกรสซีฟว์ที่มีขั้นตอนว่างเปล่า และแม่พิมพ์โปรเกรสซีฟว์ที่ไม่มีขั้นตอนว่างเปล่าอยู่ด้วย...................................................................................................................805
ภาพที่ 602 ปัญหาที่ส่วนนำพาหรือแคริเออร์(Carrier, キャリア, きゃりあ, แคะริอะ)เกิดการเอียงบิดในแม่พิมพ์โปรเกรสซีฟว์ที่อาจมีสาเหตุมาจากความเค้นหลงเหลือภายในม้วนวัสดุที่นำมาใช้ปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงาน(ภาพด้านบน) และแนวทางการแก้ไขการเอียงบิดของแคริเออร์ในแม่พิมพ์โปรเกรสซีฟว์ด้วยการใช้แผ่นชิม(ภาพด้านล่าง)..................807
ภาพที่ 603 ปัญหาการเอียงหนีออกจากกันไปทางด้านข้างของชิ้นงานที่มีลักษณะผอม-ยาวในแม่พิมพ์โปรเกรสซีฟว์ซึ่งเป็นแบบที่มีส่วนนำพาหรือแคริเออร์แบบด้านเดียว โดยอาการของปัญหาจะเริ่มเกิดขึ้นในขณะที่วัสดุถูกพันช์เคลื่อนที่ลงมาตัดเฉือนแล้วชิ้นงานเกิดการเอียงหนีออกจากกันภายหลังจากที่สิ้นสุดการตัดเฉือน................................................807
ภาพที่ 604 ลักษณะการทำงานของระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ(Automatic Die Storage and Retrieval SystemsหรือAutomatic Storage and Retrieval SystemsหรือAS/RS)...............................................................................813
ภาพที่ 605 ชั้นวางในการจัดเก็บแม่พิมพ์ของโรงงานที่ใช้แม่พิมพ์สำหรับทำการผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูป(ภาพซ้ายมือ)กับแม่พิมพ์กำลังถูกขนถ่ายด้วยระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ(AS/RS)(ภาพขวามือ)..............................................................816
ภาพที่ 606 ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้นของระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ และแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่วางจัดเก็บไว้บนชั้นวางที่สามารถใช้เนื้อที่ไปจนถึงเพดานของโรงงานให้เป็นประโยชน์ได้...............................................................818
ภาพที่ 607 แบบสาธิตของชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้นของระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ และแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่วางจัดเก็บไว้บนชั้นวางที่ช่วยให้เกิดความปลอดภัยมากยิ่งขึ้นได้...............................................................................819
ภาพที่ 608 ชั้นจัดเก็บแม่พิมพ์แบบมีหลายๆชั้นพร้อมด้วยระบบจัดเก็บและเรียกกลับแม่พิมพ์อัตโนมัติ ซึ่งสามารถทำการวางซ้อนแม่พิมพ์โดยใช้เนื้อที่ได้อย่างเต็มที่โดยนับจากพื้นไปจนถึงเพดานของโรงงานได้ จึงช่วยให้เกิดสภาพแวดล้อมในการทำงานที่ดีขึ้น ลดเวลาสูญเสียในการค้นหาแม่พิมพ์แล้วเพิ่มคุณภาพในการจัดเก็บแม่พิมพ์ได้อีกด้วย......820
ภาพที่ 609 เครื่องปั๊มพร้อมด้วยเทคโนโลยีเซอร์โว ซึ่งเป็นเทคโนโลยีที่ได้เริ่มมีการนำมาใช้งานนับตั้งแต่ปี พ.ศ. 2543 โดยจะมีระบบขับเคลื่อนของเครื่องปั๊มเชิงกลเป็นแบบมีมอเตอร์ช่วยควบคุมหรือเครื่องปั๊มเชิงกลแบบเซอร์โว(Servo Mechanical Presses)เป็นองค์ประกอบสำคัญ.................................................................................................823
ภาพที่ 610 ตัวอย่างมอเตอร์เซอร์โวแบบกระแสตรงที่ได้รับการออกแบบแล้วพัฒนาให้มีความสามารถสูง ซึ่งจะให้แรงบิดสูงได้ที่ความเร็วรอบต่ำโดยมีสิทธิบัตรเป็นของตนเอง และภาคตัดของกลไกมอเตอร์เซอร์โวหรือมอเตอร์ช่วยควบคุม ซึ่งเป็นมอเตอร์ช่วยควบคุมที่ให้แรงบิดสูงแล้วเชื่อมต่อโดยตรงเข้ากับการขับเคลื่อนแบบลูกเบี้ยวหรือเยื้องศูนย์ของเครื่องปั๊มที่มีช่องเว้าในเครื่องปั๊มไอดะ“アイダ(Aida)” ........................................................824
ภาพที่ 611 แผนผังโครงร่างที่แสดงให้เห็นถึงการควบคุมแรมหรือสไลด์เครื่องปั๊มเซอร์โวทางด้านซ้ายกับทางด้านขวาของเครื่อง ซึ่งจะมีความเป็นอิสระต่อกันและกันด้วยการอาศัยมอเตอร์เซอร์โวหรือมอเตอร์ช่วยควบคุมที่แยกต่างหากจากกัน....................................826
ภาพที่ 612 เครื่องปั๊มเซอร์โวชนิดที่มีการขับเคลื่อนแบบมีตัวช่วยควบคุมหรือว่าการเคลื่อนที่อย่างไม่มีข้อจำกัดนั้นก็จะทำให้เวลาในการทำงานอัตโนมัติทำได้โดยง่าย เช่น การส่งผ่านชิ้นงานต่อ การพ่น-ทาสี และการประกอบชิ้นงานเข้าด้วยกัน เป็นต้น.................827
ภาพที่ 613 ตัวอย่างเส้นทางของการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่สัมพันธ์กับระยะเวลาในรอบวัฏจักร ซึ่งเป็นการเคลื่อนที่ที่ใช้สำหรับการขึ้นรูปอุ่น(Warm Forming, 温間成形, おんかんせいけい, องคังเซเค)แผ่นแมกนีเซียม และอะลูมิเนียมผสม...........829
ภาพที่ 614 ตัวอย่างของกระบวนการขึ้นรูปอุ่นของบริษัทไอดะ(Aida Engineering Ltd.) สำหรับขึ้นรูปชิ้นส่วนฝาครอบที่ผลิตจากวัสดุแมกนีเซียมซึ่งขึ้นรูปได้ยาก(ภาพด้านบน) และภาพโครงสร้างแม่พิมพ์กับจังหวะการเคลื่อนที่ในการขึ้นรูปอุ่นชิ้นงานที่ผลิตจากวัสดุแมกนีเซียมผสม ซึ่งปรกติก็จะเป็นวัสดุที่ยากต่อการขึ้นรูปเช่นเดียวกัน(ภาพด้านล่าง เรียงลำดับจากซ้ายมือไปขวามือ)โดยเครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)” รุ่น HCP3000..............................................................................................................830
ภาพที่ 615 การปรับปรุงเพื่อช่วยเพิ่มความสามารถในการดึงขึ้นรูปลึกของแผ่นเหล็กความแข็งแรงสูง(High Strength SteelหรือHSS, 高強度鋼, こうきょうどこう, โคเคียวโดะโค)ด้วยการควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โว จึงสามารถกำจัดข้อบกพร่องของชิ้นงานจากรอยแตกหรือฉีกขาดให้หมดไปได้......................................831
ภาพที่ 616 การเคลื่อนที่ดัดขึ้นรูปชิ้นส่วนปลอกของแบริงโดยเครื่องปั๊มธรรมดาด้วยวิธีการดั้งเดิม(ภาพบน) และการเคลื่อนที่ดัดขึ้นรูปชิ้นส่วนปลอกของแบริงโดยเครื่องปั๊มเซอร์โว(ภาพล่าง)ซึ่งการปั๊มขึ้นรูปด้วยเครื่องปั๊มเซอร์โวจะช่วยให้สามารถลดการสึกหรอของแม่พิมพ์ได้..............................................................................................................833
ภาพที่ 617 ลักษณะของเบาะซึมซับแรงของแม่พิมพ์แบบไฮดรอลิกที่มีมอเตอร์เซอร์โวหรือมอเตอร์ช่วยควบคุมการทำงาน(Hydraulic Servo Die Cushion) ที่ได้รับการพัฒนาขึ้นมาใช้โดยบริษัทไอดะ“アイダ(Aida)”............................................................................835
ภาพที่ 618 ชิ้นงานดึงขึ้นรูปที่เกิดการฉีกขาดกลายเป็นชิ้นงานเสียในระหว่างการดึงขึ้นรูปด้วยเครื่องปั๊มที่ใช้เบาะซึมซับแรงแม่พิมพ์แบบธรรมดา(Conventional Die Cushion, 普通のダイクッション, ふつうのだいくっしょん, ฟุ-ทซือโนะดายคุชชน) และชิ้นงานดึงขึ้นรูปที่ดีซึ่งได้จากการดึงขึ้นรูปด้วยเครื่องปั๊มเซอร์โวที่ใช้เบาะซึมซับแรงแม่พิมพ์แบบเซอร์โว(Servo Die Cushion, サーボダイクッション, さーぼだいくっしょん, ซาโบดายคุชชน) .............................................................................................................................836
ภาพที่ 619 เปรียบเทียบชิ้นงานที่ผ่านการดึงขึ้นรูปด้วยแม่พิมพ์ซึ่งใช้เครื่องปั๊มธรรมดาแล้วยังคงมีรอยยับย่นภายในชิ้นงานกับชิ้นงานที่ผ่านการดึงขึ้นรูปด้วยแม่พิมพ์โดยเครื่องปั๊มเซอร์โวรุ่น SDE ของบริษัทอะมะดะ “アマダ(Amada)” ที่เลือกใช้รูปแบบการเคลื่อนที่ของแรมหรือสไลด์ในการปั๊มดึงขึ้นรูปชิ้นงานเป็นแบบพัลซ์หรือแบบการเคลื่อนที่ขึ้น-ลงเป็นจังหวะแล้วปราศจากรอยยับย่นภายในชิ้นงาน...........................................................837
ภาพที่ 620 เปรียบเทียบชิ้นงานอะลูมิเนียมที่ผ่านการดึงขึ้นรูปพร้อมการรีดเรียบขึ้นรูปไปด้วยโดยวิธีการธรรมดาดั้งเดิมกับโดยวิธีการเคลื่อนที่แบบการเคลื่อนที่ขึ้น-ลงเป็นจังหวะ(Pulse Motion, パルスモーション, ぱるすもーしょん, พัลซุโมชน)ในเครื่องปั๊มเซอร์โว ซึ่งการรีดเรียบขึ้นรูปด้วยการเคลื่อนที่ขึ้น-ลงเป็นจังหวะจะทำให้ได้ชิ้นงานที่ดีกว่าเดิม.......838
ภาพที่ 621 ตำแหน่งที่ถูกจัดวางเอาไว้ทางด้านความสามารถในการผลิตกับความสามารถในการขึ้นรูปชิ้นงานของเครื่องปั๊มเซอร์โวเปรียบเทียบกับเครื่องปั๊มข้อเหวี่ยง(Crank Press, クランクプレス, くらんくぷれす, ครังคุ-พุเร็ซซุ) เครื่องปั๊มเชิงกลแบบข้อต่อ(Link Press, リンクプレス, りんくぷれす, ริงคุ-พุเร็ซซุ) และเครื่องปั๊มไฮดรอลิก(Hydraulic Press, 液圧プレスหรือ 油圧プレス, えきあつぷれすหรือゆあつぷれす, เอะคิอัทซึ-พุเร็ซซุหรือยุอัทซึ-พุเร็ซซุ) ซึ่งเครื่องปั๊มเซอร์โวจะมีความสามารถในการผลิตสูงที่สุดในขณะที่ความสามารถในการขึ้นรูปนั้นจะเป็นรองก็แต่เพียงเครื่องปั๊มไฮดรอลิกเท่านั้น..............840
ภาพที่ 622 เครื่องปั๊มเซอร์โวโคะมัทซึรุ่น HCP3000 ซึ่งช่วยทำให้ต้นทุนในการผลิตโดยรวมลดลงได้ และกรณีการดึงขึ้นรูปชิ้นงานตัวอย่างที่มีประสิทธิภาพสูงมากขึ้นกว่าเดิมอีก 75 เปอร์เซ็นต์เนื่องจากการเพิ่มความเร็วในการผลิตเป็น 70 รอบต่อนาทีได้จากเดิมที่ผลิตโดยเครื่องปั๊มข้อเหวี่ยงด้วยความเร็วเพียง 40 รอบต่อนาทีเท่านั้น......................................841
ภาพที่ 623 ความเร็วแตะ-สัมผัสภายในช่วงชักกับเส้นโค้งการเคลื่อนที่ในการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานที่เกิดขึ้นได้จากการเขียนชุดคำสั่งหรือโปรแกรมในเครื่องปั๊มเซอร์โวโคะมัทซึ“コマツ(Komatsu)” เนื่องจากมีความสามารถในการเคลื่อนที่อย่างไม่มีข้อจำกัดจึงทำให้เกิดความเหมาะสมแล้วได้ผลผลิตสูงที่สุด ซึ่งเป็นการใช้ระยะทางกับเวลาในการเคลื่อนที่น้อยกว่าการเคลื่อนที่แบบข้อเหวี่ยงในเครื่องปั๊มเชิงกลแบบธรรมดาดั้งเดิม..................843
ภาพที่ 624 รูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวโคะมัทซึซึ่งช่วยให้ความดังของเสียงในการปั๊มตัดเฉือนเหล็กกล้าไร้สนิมที่หนา 0.3 มิลลิเมตรลดลงได้ถึง 10 เดซิเบลเอเมื่อเปรียบเทียบกับการตัดเฉือนด้วยเครื่องปั๊มเชิงกลแบบดั้งเดิม........................844
ภาพที่ 625 การกำจัดรอยยับย่นที่เกิดภายในชิ้นงานดึงขึ้นรูปโดยการเขียนชุดคำสั่งหรือโปรแกรมควบคุมความเร็วของแรมหรือสไลด์เครื่องปั๊มเซอร์โวไอดะ “アイダ(AIDA)” เพื่อให้ได้ความเร็วในขณะดึงขึ้นรูปลดลงอย่างเหมาะสม............................................846
ภาพที่ 626 เปรียบเทียบการเคลื่อนที่ทำงานในเวลารอบวัฏจักรการปั๊มตัดเฉือน-ขึ้นรูปวัสดุในลักษณะต่างๆ โดยการเปรียบเทียบระหว่างเครื่องปั๊มเซอร์โวกับเครื่องปั๊มเชิงกลทั้ง 3 ลักษณะ ซึ่งการทำงานของเครื่องปั๊มเซอร์โวสามารถทำงานด้วยความเร็วที่สูงกว่าจึงเป็นการทำให้ประสิทธิภาพกับผลผลิตที่ออกมาสูงมากกว่าที่ได้จากเครื่องปั๊มเชิงกลธรรมดา.............................................................................................................................847
ภาพที่ 627 เครื่องปั๊มเซอร์โว Schuler รุ่น MSD2-630 ที่ได้นำชุดต๊าปเกลียว “Pronic” มาช่วยในการต๊าปเกลียวภายในชิ้นงานที่กำลังปั๊มตัดเฉือน-ขึ้นรูปอยู่...............................848
ภาพที่ 628 ลักษณะเส้นโค้งการเคลื่อนที่ของแรมหรือสไลด์ในเครื่องปั๊มเซอร์โวไอดะ “アイダ(Aida)” ที่ได้มีการเขียนโปรแกรมหรือการเขียนชุดคำสั่งสำหรับควบคุมการเคลื่อนที่มาตรฐานมาให้พร้อมกับตัวเครื่องปั๊มแล้ว เพื่อทำให้ง่ายต่อการเลือกนำชุดคำสั่งมาประยุกต์ใช้กับแต่ละรูปแบบการปั๊มตัดเฉือน-ขึ้นรูปตามที่ต้องการได้ทันที....................849
ภาพที่ 629 ลักษณะเส้นโค้งการเคลื่อนที่ของแรมหรือสไลด์ในเครื่องปั๊มเซอร์โวที่แสดงอยู่ในหน้าจอแบบสัมผัสของแผงควบคุมเครื่องปั๊มเซอร์โว ซึ่งผู้ผลิตเครื่องปั๊มเซอร์โวแต่ละรายได้มีการสร้างแล้วเขียนโปรแกรมหรือชุดคำสั่งสำหรับควบคุมการเคลื่อนที่เหล่านี้มาให้ในเบื้องต้นพร้อมกับตัวเครื่องแล้ว เพื่อที่จะได้เลือกนำมาประยุกต์ใช้กับแต่ละรูปแบบการปั๊มตัดเฉือน-ขึ้นรูปที่แตกต่างกันได้เลยทันทีเช่นกัน.....................................................851
ภาพที่ 630 ตัวอย่างรูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่ผู้ผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปได้ทำการเขียนโปรแกรมหรือการเขียนชุดคำสั่งใหม่ขึ้นมาใช้ในภายหลังเอง ซึ่งมีความแตกต่างไปจากรูปแบบการเคลื่อนที่ที่ให้มาพร้อมกับตัวเครื่องปั๊มเซอร์โวในขั้นต้น....................................................................................................................852
ภาพที่ 631 แรมหรือสไลด์เครื่องปั๊มเซอร์โวไอดะซึ่งจะไม่ได้เคลื่อนที่ผ่านไปจนถึงจุดศูนย์ตายล่างของเครื่องปั๊มเลยจึงเป็นการขจัดปัญหาการค้าง-ติดของแม่พิมพ์ที่จุดล่างสุดของช่วงชักได้................................................................................................................852
ภาพที่ 632 ลักษณะการควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวซึ่งคล้ายกับการแกว่งไปมาของลูกตุ้ม โดยที่แรมไม่จำเป็นต้องเคลื่อนไปอย่างเต็มที่หรือสุดระยะชักเช่นเดียวกันกับการเคลื่อนที่ของแรมเครื่องปั๊มดั้งเดิม ซึ่งเป็นการเคลื่อนที่จากจุดศูนย์ตายบนที่มุม 0 องศาไปยังจุดศูนย์ตายล่างที่มุม 180 องศาแล้วก็ย้อนกลับมาครบรอบวัฏจักรที่จุดศูนย์ตายบนอีกครั้งหนึ่งที่มุม 360หรือ0 องศาซึ่งมีการเคลื่อนที่ที่ไม่ได้งานหรือการสูญเสียเวลาไปมากกว่าเวลาที่จะได้งานจริง..............................................................853
ภาพที่ 633 กราฟแท่งของการเปรียบเทียบให้เข้าใจอย่างง่ายในด้านการใช้พลังงานกับการเปรียบเทียบในแง่มุมอื่นๆระหว่างเครื่องปั๊มเซอร์โวแบบข้อต่อหรือแบบลิงก์ของบริษัทอะมิโนะ(Amino Link Servo Press)กับเครื่องปั๊มเชิงกลแบบมาตรฐานดั้งเดิม(Conventional Mechanical Press) และเครื่องปั๊มไฮดรอลิกแบบมาตรฐานดั้งเดิม(Conventional Hydraulic Press)...................................................................................................855
ภาพที่ 634 การจ่ายกับการใช้พลังงานในเครื่องปั๊มเซอร์โวโดยตลอดระยะทางในการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊ม ซึ่งจะมีตัวเก็บประจุไฟฟ้าขนาดใหญ่ทำหน้าที่จ่ายพลังงาน และหรือประจุไฟฟ้าเข้าไปใหม่ได้อย่างราบรื่นโดยไม่เกิดความสูญเปล่าจึงทำให้สามารถประหยัดพลังงานที่นำไปใช้ได้......................................................................856
ภาพที่ 635 การเขียนโปรแกรมหรือการเขียนชุดคำสั่งควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่ใช้สำหรับการตัดเฉือนแล้วดันย้อนกลับ(Pushed Back)หรือการตัดเฉือนแล้วนำพาไปต่อ(Cut-and-CarryหรือCut and Carry)ซึ่งจะให้คุณภาพการตัดเฉือนของชิ้นงานที่ดีกว่าปรกติ..........................................................................................857
ภาพที่ 636 ผู้ผลิตอุปกรณ์-ชิ้นส่วนยานยนต์แท้ดั้งเดิมในเขตอเมริกาเหนือ(North American Automotive OEM)ได้ทำการติดตั้งสายงานการผลิตชิ้นส่วนด้วยเครื่องปั๊มเซอร์โว ซึ่งถือเป็นการเพิ่มหรือขยายขอบเขตช่วงคุณลักษณะของวัสดุทำให้มีความสามารถในการตัดเฉือน-ขึ้นรูปดีขึ้นมากกว่าปรกติได้ จึงได้รับผลที่น่าพึงพอใจในการที่สามารถทำให้ต้นทุนวัสดุลดลงไปได้..............................................................................................859
ภาพที่ 637 ตัวอย่างชิ้นส่วนยานยนต์สมัยใหม่ซึ่งนิยมที่จะผลิตด้วยอะลูมิเนียมผสมเพื่อช่วยทำให้น้ำหนักยานยนต์ลดลง(ภาพบน) ชิ้นงานที่ได้จากการดึงขึ้นรูปด้วยวิธีการดั้งเดิมจะทำให้ชิ้นงานเกิดรอยแตกหรือฉีกขาดเสียหายเป็นอย่างมาก(ภาพซ้ายมือล่าง) แต่การดึงขึ้นรูปด้วยรูปแบบการเคลื่อนที่แรมหรือสไลด์เฉพาะของเครื่องปั๊มเซอร์โวจะทำให้ข้อบกพร่องรอยแตกหรือฉีกขาดหมดไป(ภาพขวามือล่าง)...........................................860
ภาพที่ 638 เปรียบเทียบการดึงขึ้นรูปลึกชิ้นส่วนโครงตัวถังข้างที่อยู่ทางด้านนอกของรถยนต์ฮอนด้าหรือฮนดะ “本田(Honda)” ที่ได้จากการผลิตด้วยเครื่องปั๊มเชิงกลกับเครื่องปั๊มเซอร์โว ซึ่งชิ้นส่วนโครงตัวถังข้างที่อยู่ด้านนอกนี้สามารถที่จะเพิ่มคุณภาพจากการดึงขึ้นรูปลึกโดยพัฒนากระบวนการผลิตให้เปลี่ยนมาใช้เครื่องปั๊มเซอร์โวได้ จึงทำให้รอยแตกหรือฉีกขาดเสียหายถูกกำจัดหมดไปได้...........................................................................862
ภาพที่ 639 ชิ้นงานดึงขึ้นรูปที่ทำจากวัสดุไทเทเนียม(Titanium, チタン, ちたん, จิตัน)โดยไม่เกิดข้อบกพร่องหรือเกิดการฉีกขาดแต่อย่างใดทั้งๆที่เป็นอีกหนึ่งวัสดุที่ยากต่อการดึงขึ้นรูป ซึ่งจะทำได้ด้วยการอาศัยความสามารถของเครื่องปั๊มเซอร์โวที่เครื่องปั๊มธรรมดาแบบดั้งเดิมจะไม่สามารถทำได้........................................................................................862
ภาพที่ 640 ชิ้นงานซึ่งมีการทำเกลียวตัวเมียหรือการต๊าปเกลียวภายในชิ้นงานที่กำลังปั๊มตัดเฉือน-ขึ้นรูปอยู่ภายในแม่พิมพ์โปรเกรสซีฟว์ โดยอาศัยรูปแบบการเคลื่อนที่ที่เหมาะสมของแรมหรือสไลด์เครื่องปั๊มเซอร์โว...........................................................................863
ภาพที่ 641 ตัวอย่างการตีย้ำ(CaulkingหรือStaking, コーキングหรือコーキンหรือカシメหรือステーキング, こーきんぐหรือこーきんหรือかしめหรือすてーきんぐ, โคคิงงุหรือโคคิงหรือคะชิเมะหรือซุเตคิงงุ)ให้ชิ้นงานยึดติดเข้าด้วยกัน ด้วยการขึ้นรูปเนื้อโลหะชิ้นงานชิ้นที่ 2 ให้ไหลหรือเข้าไปแทนที่ในซอก-ร่องของชิ้นงานชิ้นที่ 1แล้วประกอบเข้าด้วยกัน(ภาพบน) และชิ้นงานจริงที่ผ่านการตีย้ำให้ชิ้นงานยึดติดเข้าด้วยกันภายในแม่พิมพ์โปรเกรสซีฟว์โดยใช้เครื่องปั๊มเซอร์โว(ภาพล่าง)..........................................................865
ภาพที่ 642 ตัวอย่างชิ้นงานที่ผ่านการประกอบเข้าด้วยกันภายในแม่พิมพ์โปรเกรสซีฟว์ด้วยเครื่องปั๊มเซอร์โวแล้วผ่านการตัดแยกออกมาเป็นชิ้นส่วนสำเร็จรูป(ภาพซ้ายมือ)ซึ่งจะได้มาจากการปั๊มตัดเฉือน-ขึ้นรูปแถบโลหะให้กลายเป็นชิ้นงานปั๊มขั้นต้น(ภาพขวามือ)ภายในแม่พิมพ์ จากนั้นนัตแบบหัวสี่เหลี่ยมขนาดเกลียว “M5” ก็จะถูกป้อนเข้ามาแล้วประกอบเข้าไปเป็นชิ้นเดียวกันได้ภายในแม่พิมพ์ซึ่งทำงานภายในหนึ่งวัฏจักรเดียวกัน....................865
ภาพที่ 643 ตัวอย่างการประกอบชิ้นงานที่ปั๊มตัดเฉือน-ขึ้นรูปในแม่พิมพ์โปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโระ-เงร็ช-ชิพดาย)โดยการป้อนส่งแถบวัสดุชิ้นงานจากทั้ง 3 ทิศทางเพื่อทำการประกอบเข้าด้วยกันภายในแม่พิมพ์ที่อาศัยการทำงานด้วยเครื่องปั๊มเซอร์โว...................................866
ภาพที่ 644 ตัวอย่างชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปซึ่งมีนัตถูกเชื่อมยึดติดเข้าด้วยกัน อันเป็นการรวมกระบวนการเชื่อมเข้ามาไว้ภายในวัฏจักรการปั๊มเดียวกันในแม่พิมพ์ได้ จึงทำให้ได้กระบวนการผลิตที่มีความน่าเชื่อถือแล้วได้ผลผลิตที่สูงขึ้นอีกด้วย...............................867
ภาพที่ 645 ตัวอย่างแม่พิมพ์ดึงขึ้นรูปสาธิตกับลักษณะรูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวเชยี่ “協易(Seyi)” รุ่น SD1-200 ที่มีการหยุดพักรอในช่วงระหว่างจุด “b” ไป จุด “c” เพื่อให้ความร้อนกับแผ่นวัสดุในระหว่างการดึงขึ้นรูปภายในแม่พิมพ์.....867
ภาพที่ 646 แม่พิมพ์ตัดเฉือน-ขึ้นรูปชิ้นส่วนกล่องใส่นามบัตรที่ทำจากแมกนีเซียมด้วยวิธีการขึ้นรูปอุ่นซึ่งมีการให้ความร้อนเข้าไปในแม่พิมพ์ที่สถานีงานหรือขึ้นตอนที่ 3 ในขณะที่เครื่องปั๊มเซอร์โวไอดะทำการควบคุมการเคลื่อนที่ของแรมหรือสไลด์ให้หยุดพักรออยู่ จนกระทั่งแผ่นแมกนีเซียมมีความร้อนสูงขึ้นจนถึงอุณหภูมิที่เหมาะต่อการขึ้นรูปแล้วจากนั้นแรมของเครื่องปั๊มเซอร์โวจึงจะถูกควบคุมให้เคลื่อนที่ต่ออีกครั้งเพื่อทำการดัดขึ้นรูปแผ่นแมกนีเซียมที่จุดศูนย์ตายล่างต่อไป....................................................................868
ภาพที่ 647 ตัวอย่างการขึ้นรูปอุ่นกล่องใส่นามบัตรที่ทำจากแมกนีเซียมซึ่งจะมีการให้ความร้อนกับวัสดุชิ้นงานขณะที่อยู่ภายในแม่พิมพ์ ในระหว่างช่วงที่แรมหรือสไลด์เครื่องปั๊มเซอร์โวไอดะ“アイダ(Aida)” เคลื่อนที่ลงมาแล้วหยุดพักรอตามรูปแบบที่แสดงในภาพด้านขวามือ จากนั้นจึงจะเคลื่อนที่ลงปั๊มขึ้นรูปแมกนีเซียมซึ่งถูกอุ่นให้ร้อนขึ้นแล้วที่จุดศูนย์ตายล่างต่อไป...............................................................................................................869
ภาพที่ 648 ลักษณะของสายงานการผลิตด้วยเครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)” ความเร็วสูง(Komatsu High Speed Linear Servo Press LineหรือHLS)ซึ่งแต่ละเครื่องที่จัดวางอยู่ต่อเนื่องกันนั้น สามารถใช้รูปแบบการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่แตกต่างกันไปตามลักษณะของชิ้นงานหรือกระบวนการขึ้นรูปได้......870
ภาพที่ 649 เปรียบเทียบความสามารถของเครื่องปั๊มเซอร์โวเชยี่เพียงเครื่องเดียวแต่ทำงานได้เทียบเท่ากับเครื่องปั๊มเชิงกลกับเครื่องปั๊มไฮดรอลิกรวมกันสองเครื่อง จึงทำให้การใช้เนื้อของโรงงานลดลงแล้วก็ยังช่วยทำให้มีต้นทุนการผลิตที่ต่ำกว่าในระยะยาวได้อีกด้วย.....871
ภาพที่ 650 เปรียบเทียบวิธีการดึงขึ้นรูปชิ้นงานที่ผลิตจากโลหะผสมเบาต่างๆที่ดึงขึ้นรูปได้ยาก(แมกนีเซียม ไทเทเนียมหรืออะลูมิเนียมผสม)ตามวิธีเดิมซึ่งต้องใช้เครื่องปั๊มถึง 2 เครื่อง(ภาพบน) ในขณะที่วิธีที่ปรับปรุงแล้วจะสามารถทำการปั๊มดึงขึ้นรูปอุ่นให้เสร็จสิ้นในแม่พิมพ์ได้ด้วยเครื่องปั๊มเซอร์โวเชยี่เพียงเครื่องเดียวเท่านั้น(ภาพล่าง) จึงช่วยลดจำนวนเครื่องปั๊มที่จะใช้งานลงได้หนึ่งเครื่อง.........................................................................872
ภาพที่ 651 ลักษณะการตัดเฉือนรูหรือการเพียร์ซซิงแบบเที่ยงตรงปรกติทั่วไป(ภาพบน) และการตัดเฉือนรูหรือการเพียร์ซซิงแบบพิเศษในแนวทแยงมุมภายในเหล็กกล้าไร้สนิมหรือสเตนเลสเกรด 304(Steel Use Stainless 304หรือSUS 304 ตามมาตรฐานอุตสาหกรรมญี่ปุ่นหรือJIS)(ภาพล่าง)ที่สามารถกระทำได้ภายในเครื่องปั๊มเซอร์โวไอดะ“アイダ(Aida)” ...........................................................................................................874
ภาพที่ 652 ลักษณะการตัดเฉือนรูหรือการเพียร์ซซิงเที่ยงตรงแบบพิเศษภายในชิ้นงานด้วยเครื่องปั๊มเซอร์โวไอดะ“アイダ(Aida)” ซึ่งชิ้นงานผลิตจากอะลูมิเนียมที่ส่วนรูจะมีลักษณะเป็นขั้นแล้วมีขอบตัดเฉือนที่เรียบเป็นเงามันวาวมากกว่าการตัดเฉือนตามปรกติด้วย....875
ภาพที่ 653 การหมุนของมอเตอร์ในเครื่องปั๊มเซอร์โวแบบเกลียวส่งกำลังจะถูกแปลงไปสู่การเคลื่อนที่ในเชิงเส้นผ่านบอลสกรู(ball screw, ボールネジ, ぼーるねじ, โบรุเนะยิ) ในกรณีที่แรมหรือสไลด์เครื่องปั๊มเซอร์โวกระดกเอียงจะถูกตรวจพบด้วยเซ็นเซอร์ตรวจจับการเคลื่อนที่เชิงเส้นแล้วแก้ไขโดยปรับการเคลื่อนที่ของมอเตอร์แต่ละตัวซึ่งแยกต่างหากจากกันเพื่อให้มีความสอดคล้องตามกันไปด้วย....................................................................877
ภาพที่ 654 ตัวอย่างโครงสร้างบางส่วนในการขับส่งกำลังของบอลสกรู(ball screw, ボールネジ, ぼーるねじ, โบรุเนะยิ) ซึ่งประกอบด้วยส่วนแกนเพลาที่เป็นเกลียวที่เชื่อมต่อเข้ากับส่วนเกลียวของนัตด้วยบอลแบริงหรือลูกปืนเม็ดกลม ซึ่งถูกกักให้หมุนกลิ้งอยู่ในเนื้อที่ที่เป็นช่องว่างซึ่งถูกขึ้นรูปเป็นเกลียวเพื่อช่วยทำให้มีความเสียดทานลดน้อยลง.....................877
ภาพที่ 655 ลักษณะของการขับส่งกำลังด้วยสายพานควบคุมจังหวะเวลาหรือสายพานไทมิง(timing beltหรือtoothed belt, タイミングベルトหรือ歯付きベルト, たいみんぐべるとหรือはづきべると, ไทมิงงุเบะรุโตะหรือฮะทซึคิเบะรุโตะ)ที่ประกอบร่วมอยู่กับรอกหรือพูลเลย์(pulley,滑車หรือプーリหรือプーリー, かっしゃหรือぷーりหรือぷーりー, คัช-ชยะหรือปูริหรือปูรี)ที่ทำหน้าที่เป็นตัวขับหรือทำหน้าที่เป็นตัวตาม เพื่อให้ความเที่ยงตรงในการทำงานด้วยการกำจัดการลื่นไถลที่เกิดขึ้นในสายพานแบบปรกติออกไปได้..............878
ภาพที่ 656 การขับเคลื่อนส่งกำลังแบบข้อต่อหรือแบบลิงก์ร่วมกับเกลียวของเครื่องปั๊มเซอร์โวนี้จะสามารถรองรับภาระในการปั๊มตัดเฉือน-ขึ้นรูปมากๆได้.....................................879
ภาพที่ 657 รูปในมุมมองแบบสามมิติของเฟืองตัวหลักแบบเยื้องศูนย์ในเครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)” ที่ช่วยทำให้บรรลุสู่การเคลื่อนที่อย่างต่อเนื่องด้วยความเร็วสูงได้โดยไม่ต้องมีการเคลื่อนที่กลับด้านหรือกลับทิศทางของมอเตอร์ช่วยควบคุมแต่อย่างใด..........................................................................................................................880
ภาพที่ 658 กลไกการขับเคลื่อนส่งกำลังในมุมมองแบบสองมิติทั้ง 3 รูปแบบที่มีการใช้งานอยู่ในเครื่องปั๊มเซอร์โวของบริษัทโคะมัทซึ“コマツ(Komatsu)”....................................881
ภาพที่ 659 มอเตอร์ช่วยควบคุมแบบแรงบิดสูงที่ความเร็วต่ำซึ่งช่วยให้เครื่องปั๊มเซอร์โวของบริษัทไอดะที่มีเฟืองขับเคลื่อนส่งกำลังโดยตรงมีความสามารถได้สูงถึง 300 เมตริกตันต่อมอเตอร์เซอร์โวที่ใช้ขับเคลื่อนหนึ่งตัว........................................................................881
ภาพที่ 660 การส่งกำลังรวมทั้งช่วยควบคุมการเคลื่อนที่ในเครื่องปั๊มเซอร์โวของบริษัทอะมะดะ “アマダ(Amada)”(ภาพซ้ายมือ) และตัวอย่างลักษณะกลไกในการควบคุมการเคลื่อนที่ส่งกำลังจากมอเตอร์เซอร์โวผ่านไปยังแรมหรือสไลด์เครื่องปั๊มเซอร์โวเพื่อส่งแรงในการปั๊มตัดเฉือน-ขึ้นรูปให้กับแม่พิมพ์อีกทอดหนึ่ง(ภาพขวามือ)...................................882
ภาพที่ 661 เครื่องปั๊มเซอร์โวแบบเพลาหมุนขับโดยตรงจะเชื่อมต่อมอเตอร์เซอร์โวไปยังเพลาหมุนขับแบบเกลียวโดยตรง และในแต่ละเพลาหมุนขับแบบเกลียวทั้ง 4 เพลาได้ถูกจัดวางเอาใกล้ๆกันกับเสานำทางหรือไกด์โพสต์แล้วเชื่อมต่อเข้ากับมอเตอร์ช่วยควบคุมด้วย.............................................................................................................................883
ภาพที่ 662 แผ่นฟอยล์ที่ต้องการการปั๊มตัดเฉือนที่แม่นยำเนื่องจากมีความบางมาก(ภาพซ้ายมือบน) ภาพขยายที่เปรียบเทียบแล้วทำให้เข้าใจถึงขนาด 1 หน่วยไมครอนง่ายขึ้น และการเปรียบเทียบความเสถียรของความสูงปิดของแม่พิมพ์หรือดายไฮต์หรือดายชัตไฮต์(Die HeightหรือDie Shut Height, ダイハイトหรือダイシャットハイト, だいはいと หรือだいしゃっとはいと, ดายไฮโตะหรือดาย-ชยัตไฮโตะ)ที่ได้จากเครื่องปั๊มเซอร์โวเปรียบเทียบกับเครื่องปั๊มเชิงกลแบบดั้งเดิม(ภาพล่าง)..................................................................885
ภาพที่ 663 ลักษณะภายนอกของเครื่องปั๊มโคะมัทซึขนาดกำลังปั๊ม 60 ตันที่เป็นแบบเครื่องปั๊มเซอร์โวโคะมัทซึรุ่น H1F60 และเครื่องปั๊มโคะมัทซึธรรมดารุ่น OBS60.....................886
ภาพที่ 664 แม่พิมพ์ที่ติดตั้งแล้วใช้งานในเครื่องปั๊มเชิงกลมีความจำเป็นต้องนำมาเจียระไนลับคมตัดใหม่อีกครั้งภายหลังการตัดเฉือนแผ่นแบลงก์ไปแล้ว 30,000 ชิ้น แต่แม่พิมพ์ซึ่งติดตั้งแล้วใช้งานในเครื่องปั๊มเซอร์โวยังคงมีความคมของขอบคมตัดพันช์กับดายอยู่แม้ว่าจะตัดเฉือนแผ่นแบลงก์ถึง 30,000 ชิ้นแล้วจึงใช้งานได้อีกโดยไม่จำเป็นต้องนำมาเจียระไนลับคมตัดแต่อย่างใด...............................................................................................887
ภาพที่ 665 แม่พิมพ์ตัดแผ่นแบลงก์หรือแม่พิมพ์แบลงกิง(Blanking Die, 打抜き型หรือブランキングダイ, うちぬきがたหรือぶらんきんぐだい, อุจินุคิงะตะหรือบุรังคิงงุดาย)ที่ทำการตัดเฉือนเหล็กกล้าความแข็งแรงสูงผสมต่ำเกรด 340หรือHSLA 340 ซึ่งมีความแข็งแรงต้านทานแรงดึงที่จุดครากอย่างน้อยเท่ากับ 340 เมกะปาสคาล(MPa)ด้วยเครื่องปั๊มเซอร์โว.............................................................................................................................889
ภาพที่ 666 โครงสร้างอย่างง่ายของแม่พิมพ์แบลงกิงแบบเที่ยงตรง(Precision Blanking)ที่ออกแบบโดยบริษัทโทโดโคเงียว “藤堂工業株式会社(Toudou Kougyou Kabushikigaisha)”................................................................................................890
ภาพที่ 667 ลักษณะเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ของแม่พิมพ์ซึ่งเป็นช่องว่าง(gap, スキマ, すきま, ซุคิมะ)ระหว่างขอบคมตัดของพันช์กับดายตัวเมีย(ภาพซ้ายมือ) และภาคตัดขวางวัสดุของการตัดเฉือนแบบไฟน์แบลงกิง(Fine BlankingหรือFineBlankingหรือFB, 精密打抜หรือファインブランキング, せいみつうちぬきหรือふぁいんぶらんきんぐ, เซมิทซึอุจินุคิหรือไฟน์บุรังคิงงุ)กับการตัดเฉือนแบลงกิงแบบธรรมดา(Conventional Blanking, 従来の打抜きหรือ一般打抜き, じゅうらいのうちぬきหรือいっぱんうちぬき, ยูไรโนะอุจินุคิหรืออิปปังอุจินุคิ)ซึ่งจะมีส่วนหน้าตัดวัสดุที่ได้จากการตัดเฉือนแตกต่างกัน(ภาพกลางกับภาพขวามือ) .............................................................................................................................892
ภาพที่ 668 ลักษณะอีกรูปแบบหนึ่งของลำดับขั้นตอนของกระบวนการแบลงกิงแบบเที่ยงตรงกับลักษณะตัวอย่างชิ้นงานที่ได้จากการผลิตด้วยกระบวนการแบลงกิงแบบเที่ยงตรง ทั้งภาพที่แสดงในขณะที่ผ่านการตัดเฉือนเข้าไปภายในเนื้อวัสดุบางส่วนกับภาพที่แสดงตัวอย่างชิ้นงานที่ได้ออกมาเป็นชิ้นส่วนสำเร็จรูปแล้ว.........................................893
ภาพที่ 669 การเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวที่ใช้ในการตัดเฉือน-ขึ้นรูปชิ้นงานโลหะเที่ยงตรงสูงในภาพที่ 668 ที่ผ่านมา ด้วยกระบวนการตัดเฉือนขึ้นรูปแบบ “แบลงกิงแบบเที่ยงตรงหรือการตัดเฉือนเที่ยงตรง”(Precision Blanking)...........................894
ภาพที่ 670 การตีขึ้นรูปแมกนีเซียมแผ่นกลมขนาดโต 30 มิลลิเมตรหนา 3 มิลลิเมตรที่ผ่านการทำให้มีอุณหภูมิสูงกว่าปรกติ ซึ่งจะสามารถทำให้สำเร็จลุล่วงได้ภายในวัฏจักรเดียวด้วยการเขียนชุดคำสั่งหรือโปรแกรมควบคุมการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวขึ้นมาใช้เป็นการเฉพาะ........................................................................................895
ภาพที่ 671 คอมพิวเตอร์พกพาโตชิบาหรือโตชิบะ “東芝(Toshiba)”(ภาพซ้ายมือบน) และตัวอย่างชิ้นส่วนโครงฝาครอบของคอมพิวเตอร์พกพาที่ผ่านการขึ้นรูปอุ่นจากแผ่นวัสดุแมกนีเซียมด้วยเครื่องปั๊มเซอร์โว(ภาพขวามือบน)......................................................896
ภาพที่ 672 ชิ้นงานที่ได้จากการดึงขึ้นรูปเหล็กกล้าไร้สนิมหรือสเตนเลส(Stainless SteelหรือSteel Use StainlessหรือSUS, ステンレス鋼หรือサス, すてんれすこうหรือさす, ซุเต็นเร็ซซุโคหรือซัซซุ)เกรด 304ที่อุณหภูมิห้องปรกติกับที่อุณหภูมิ 150 องศาเซลเซียส ซึ่งการดึงขึ้นรูปที่อุณหภูมิ 150 องศาเซลเซียสจะทำให้พันช์สามารถเคลื่อนที่ดึงขึ้นรูปวัสดุให้เข้าไปภายในช่องของดายตัวเมียด้วยระยะที่มีความลึกหรือมีความสูงมากกว่าการดึงขึ้นรูปที่อุณหภูมิปรกติได้..................................................................................................897
ภาพที่ 673 ตัวอย่างแม่พิมพ์ปั๊มขึ้นรูปอุ่น(Warm Forming Die, 温間成形用金型, おんかんせいけいようかながた, องคังเซเคโยคะนะงะตะ)ในขณะที่ติดตั้งในเครื่องปั๊มเซอร์โวไอดะ“アイダ(Aida)” (ภาพบน) และภาพล่างจะเป็นขณะที่เปิดแยกแม่พิมพ์ออกจากการประกบกันอยู่เพื่อแสดงให้เห็นส่วนประกอบต่างๆที่อยู่ภายในแม่พิมพ์ โดยแม่พิมพ์ชุดล่างจะอยู่ด้านซ้ายมือส่วนแม่พิมพ์ชุดบนจะอยู่ด้านขวามือ.......................................................898
ภาพที่ 674 กลไกสำหรับการเคลื่อนที่ป้อนชิ้นงานแบบส่งผ่านแบบ 3 แนวแกน ซึ่งใช้กับการผลิตชิ้นงานดึงขึ้นรูปลึก(Deeper Drawn Part)หรือชิ้นงานที่มีความสูงมากกว่า(ภาพขวามือ) และแบบที่ใช้สำหรับการผลิตชิ้นงานที่ตื้น(Shallower Part)หรือชิ้นงานที่มีความสูงน้อยกว่า(ภาพซ้ายมือ).............................................................................................900
ภาพที่ 675 การขับเคลื่อนแบบมีตัวช่วยควบคุม(Servo Drive)จะยอมให้ความเร็วของเครื่องปั๊มเซอร์โวเปลี่ยนแปลงได้ โดยจะลดความเร็วในช่วงมุมจาก 0 ถึง 120 องศาให้น้อยลงแล้วหลังจากนั้นก็จะปรับมาเคลื่อนที่ทำงานด้วยความเร็วในการทำงานตามที่ได้มีการกำหนดเอาไว้ แล้วก็จะเพิ่มความเร่งขึ้นไปสู่ความเร็วสูงสุดเต็มที่อีกครั้งในตอนที่แรมหรือสไลด์เครื่องปั๊มเซอร์โวเคลื่อนที่กลับในช่วงที่อยู่ทางด้านบนของช่วงชัก..................901
ภาพที่ 676 กลไกการส่งกำลังแบบข้อต่อหรือแบบลิงก์(ภาพซ้ายมือ) และการเปรียบเทียบเส้นโค้งการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มที่มีการส่งกำลังแบบข้อต่อหรือแบบลิงก์(Link Motion)กับการเคลื่อนที่ส่งกำลังแบบข้อเหวี่ยง(Crank Motion)ที่มีระยะชักเท่ากัน(ภาพขวามือ)..........................................................................................................902
ภาพที่ 677 กลไกสำหรับการเคลื่อนที่ป้อนชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปแบบส่งผ่านที่มีการเคลื่อนที่ทำงานอย่างสอดประสานร่วมกันกับการเคลื่อนที่ของแม่พิมพ์ชุดบน ซึ่งยึดอยู่กับส่วนแรมหรือสไลด์เครื่องปั๊มเซอร์โวโคะมัทซึ “コマツ(Komatsu)”................................903
ภาพที่ 678 แบบโครงร่างลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปในแม่พิมพ์(strip layoutหรือprogressive stock layoutsหรือprogressive strip, ストリップレイアウト, すとりっぷれいあうと, ซุโตะริป-เรเอาโตะ)ของแม่พิมพ์โปรเกรสซีฟว์ที่มีสถานีงานหรือขั้นตอนการตี-กระแทกซ้ำให้ได้ขนาดหรือรี-สไตรค์กิง(RestrikingหรือRestrike Drawing, リストライクหรือリストライキングหรือ整形絞り, りすとらいくหรือりすとらいきんぐหรือせいけいしぼり, ริซุโตะไรคุหรือริซุโตะไรคิงงุหรือเซเคชิโบะริ)อีกครั้งภายหลังการดึงขึ้นรูปครั้งที่ 3 ไปแล้ว...................................................................................................................906
ภาพที่ 679 ตัวอย่างการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มในการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานพร้อมกับการประกอบสกรูเข้าด้วยกันภายในวัฏจักรทำงานเดียวกันได้ เพราะว่าเทคโนโลยีเครื่องปั๊มเซอร์โวไม่เพียงแต่จะยอมให้ทำการเปลี่ยนแปลงความเร็วได้เท่านั้นแต่ยังรวมไปถึงการเปลี่ยนแปลงทิศทางได้อีกด้วย..........................................................908
ภาพที่ 680 การเขียนโปรแกรมหรือชุดคำสั่งขึ้นเพื่อใช้ควบคุมการเคลื่อนที่ของแรมหรือสไลด์ในเครื่องปั๊มเซอร์โวไอดะขนาดกำลังในการปั๊ม 800 ตันให้ทำการปั๊มบีบอัดประทับตราชิ้นงานที่ขึ้นรูปได้ยากเป็นจำนวน 3 ครั้งที่ช่วงล่างของช่วงชักภายในวัฏจักรงานเดียวกัน ซึ่งจะให้ประสิทธิผล(effectiveness, 有効性, ゆうこうせい, ยูโคเซ)ที่ดีกว่าการปั๊มขึ้นรูปด้วยเครื่องปั๊มเชิงกลดั้งเดิมที่มีขนาดกำลังในการปั๊ม 1200 ตันหรือให้ประสิทธิผลที่ดีกว่าวิธีการเพิ่มขั้นตอนการตี-กระแทกซ้ำเข้าไปภายในแม่พิมพ์เดิมอีกด้วย..............910
ภาพที่ 681 ตัวอย่างของการเคลื่อนที่ของแรมหรือสไลด์เครื่องปั๊มเซอร์โวในรูปแบบที่เรียกว่าการปั๊มตีซ้ำหลายๆครั้ง(Multistroke)ในเครื่องปั๊มเซอร์โวโคะมัทซึ(ภาพซ้ายมือ) และกรอบเลนส์แว่นตาที่ผลิตจากโลหะผสมจำรูปร่างซึ่งเป็นโลหะที่สามารถดัดแล้วให้ตัวได้เป็นอย่างมาก(ภาพขวามือ)...........................................................................................911
ภาพที่ 682 ตัวอย่างชิ้นงานที่ได้จากกระบวนการปั๊มตัดเฉือน-ขึ้นรูปงานเที่ยงตรงจิ๋วซึ่งเทียบกับเหรียญกษาปณ์หรือต้องใช้คีมขนาดเล็กในการหยิบจับ..................................913
ภาพที่ 683 ชิ้นงานจิ๋วเมื่อเทียบกับปลายนิ้วของมนุษย์ซึ่งได้จากกระบวนการปั๊มตัดเฉือน-ขึ้นรูปวัสดุเพื่อนำไปใช้ในการประกอบแล้วผลิตเป็นผลิตภัณฑ์ขนาดเล็กย่อส่วน(ภาพซ้ายมือ) และสำหรับภาพกลางกับภาพขวามือนั้นจะเป็นชิ้นส่วนโลหะจิ๋วที่ใช้ผลิตเป็นไมโครคอนเน็กเตอร์หรือข้อต่อทางไฟฟ้า-อิเล็กทรอนิกส์จิ๋วซึ่งขนาดที่ระบุในภาพมีหน่วยเป็นไมโครเมตร.............................................................................................................915
ภาพที่ 684 ขวดยามาตรฐานตามใบสั่งแพทย์ที่เทียบกับขนาดมือของเภสัชกร ซึ่งชิ้นงานจิ๋วสามารถบรรจุเข้าไปได้มากถึง 5 พันชิ้นภายในเนื้อที่เพียงครึ่งเดียวของขวดยามาตรฐาน.............................................................................................................................916
ภาพที่ 685 ภาพขยายที่เปรียบเทียบได้ว่าด้วยเทคโนโลยีที่นำมาใช้ในงานปั๊มชิ้นงานเที่ยงตรงจิ๋วระดับไมครอนสามารถที่จะสร้างรูขนาดจิ๋วที่มีขนาดเล็กกว่าเส้นผมของมนุษย์ขนาดระหว่าง 50 ถึง 70 ไมครอนได้ และตัวอย่างชิ้นงานที่ตัดเฉือนเป็นช่องว่างคล้ายกับเฟืองโซ่ด้วยกระบวนการไวร์คัตที่ใช้เส้นลวดไวร์คัตขนาดเส้นผ่านศูนย์กลางประมาณ 20 ไมครอน(0.0008 นิ้ว)..............................................................................................918
ภาพที่ 686 ม้วนโลหะล้ำค่าทั้งแบบเป็นแถบวัสดุกับแบบเป็นเส้นที่ใช้สำหรับปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานสำหรับผลิตเป็นอุปกรณ์ทางการแพทย์ เช่น เครื่องช่วยฟัง(Hearing Aids)ดังภาพด้านขวามือ......................................................................................................921
ภาพที่ 687 สายงานการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานโลหะขนาดจิ๋วภายในโรงงานของบริษัท “Top Tool”.............................................................................................................926
ภาพที่ 688 ม้วนโลหะที่เป็นวัสดุสำหรับใช้ในการปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงานขนาดจิ๋ว(ภาพซ้ายมือ) และอุปกรณ์คลายม้วนวัสดุชนิดที่ใช้อุปกรณ์ตรวจสอบอัตโนมัติแบบภาพถ่ายร่วมด้วย(ภาพขวามือ)................................................................................927
ภาพที่ 689 เครื่องตัดเฉือนโดยการไวร์คัตหรือการตัดเฉือนโดยการสปาร์กทางไฟฟ้าด้วยอิเล็กโทรดแบบเส้นลวด(Wire Electrical Discharge MachiningหรือElectrical Discharge Wire Cuttingหรือwire-cut EDMหรือwire EDM, ワイヤカットหรือワイヤーカットหรือワイヤカット加工หรือワイヤーカット加工หรือワイヤ放電加工หรือワイヤー放電加工หรือワイヤカット放電加工หรือワイヤーカット放電加工, わいやかっとหรือわいやーかっとหรือわいやかっとかこうหรือわいやーかっとかこうหรือわいやほうでんかこうหรือわいやーほうでんかこうหรือわいやかっとほうでんかこうหรือわいやーかっとほうでんかこう, ไวยะคัตโตะหรือไวยาคัตโตะหรือไวยะคัตโตะคะโคหรือไวยาคัตโตะคะโคหรือไวยะโฮเด็งคะโคหรือไวยาโฮเด็งคะโคหรือไวยะคัตโตะโฮเด็งคะโคหรือไวยาคัตโตะโฮเด็งคะโค)ของAgieCharmillesที่ใช้เส้นลวดในการตัดเฉือนที่มีขนาดเส้นผ่านศูนย์กลางเล็กเพียง 20 ไมครอน(0.020 มิลลิเมตร)....................................................936
ภาพที่ 690 ภาพขยายแม่พิมพ์ปั๊มเที่ยงตรงจิ๋วเทียบกับขนาดสเกล 100 ไมโครเมตรซึ่งผลิตขึ้นโดยใช้เครื่องตัดเฉือนโดยการสปาร์กทางไฟฟ้าด้วยอิเล็กโทรดแบบเส้นลวดหรือเครื่องไวร์คัตของAgieCharmillesที่ใช้อิเล็กโทรดแบบเส้นลวดขนาดเส้นผ่านศูนย์กลาง 20 ไมครอน และการเปรียบเทียบขนาดของเส้นลวดไวร์คัตกับผลึกเกลือ และเส้นผมของมนุษย์.............................................................................................................................937
ภาพที่ 691 หุ่นยนต์หรือแขนกลที่ทำงานร่วมกับเครื่องปั๊มหรือเครื่องปั๊มตัดเฉือน-ขึ้นรูป(PressหรือPress MachineหรือPressing MachineหรือPresswork machineryหรือStamping Machine, プレス機械 , ぷれすきかい, พุเร็ซซุ-คิไค)(ภาพซ้ายมือ) และหุ่นยนต์หรือแขนกลที่ทำงานร่วมกับเครื่องจักรตัดเฉือนที่มีการควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์(CNC machine tool, cnc工作機械, cncこうさくきかい, ชีเอ็นชีโคซัคคุคิไค)(ภาพขวามือ)..................................................................................................................939
ภาพที่ 692 สายงานการผลิตโรโบไลน์(Roboline)ที่สมบูรณ์แบบในการผลิตแม่พิมพ์แบบอัตโนมัติในโรงงานตัวอย่าง ซึ่งจะมีการทำงานที่ขึ้นอยู่กับลักษณะภาระงานที่ถูกสร้างจากระบบศูนย์กลาง......................................................................................................946
ภาพที่ 693 ผู้ปฏิบัติงานจัดเตรียมหัวจับยึดอิเล็กโทรดเข้าสู่เครื่องอีดีเอ็ม จากนั้นก็ปิดประตูเครื่องจักรแล้วเปิดสวิตช์ให้เครื่องอีดีเอ็มเดินเครื่องทำการตัดเฉือนชิ้นส่วนของแม่พิมพ์ฉีดขึ้นรูปพลาสติกโดยอัตโนมัติตามลำดับคำสั่งที่ได้เขียนชุดคำสั่งหรือโปรแกรมเอาไว้แล้ว.............................................................................................................................946
ภาพที่ 694 หุ่นยนต์หรือแขนกลหยิบเอาหัวจับพร้อมแกรไฟต์อิเล็กโทรดที่เรียกว่าขนาดแบลงก์หรือขนาดพร้อมใช้ออกจากซองจัดเก็บหรือแมกกาซีน(magazine)(ภาพซ้ายมือ) เพื่อนำไปส่งแล้วบรรจุเข้าในเครื่องศูนย์รวมเครื่องมือตัดเฉือนด้วยความเร็วสูง(High Speed Machining CenterหรือHSC รุ่น HAWK 550)ตามที่ถูกกำหนดให้ปฏิบัติการ(ภาพขวามือ) .............................................................................................................................947
ภาพที่ 695 หุ่นยนต์หรือแขนกลนำเอาหัวจับแท่งแกรไฟต์อิเล็กโทรดมาวางแล้วจับยึดบนโต๊ะงานของเครื่องศูนย์รวมเครื่องมือตัดเฉือนด้วยความเร็วสูง(ภาพซ้ายมือ) และภาพขณะที่เพลาหมุนเครื่องมือตัดเฉือน(Spindle, スピンドル, すぴんどる, ซุปิน-ดลรุ)หมุนนำพาให้ดอกกัดตัดเฉือน-ขึ้นรูปร่างแกรไฟต์อิเล็กโทรด(ภาพขวามือ)...........................948
ภาพที่ 696 ลักษณะการระบุตัวตนด้วยการใช้คลื่นความถี่วิทยุ(Radio Frequency IdentificationหรือRFID, 無線周波数識別, むせんしゅうはすうしきべつ, มุเซ็นชูฮะซูชิคิเบ็ทซึ)ให้กับชิ้นส่วนแม่พิมพ์ในโรงงานตัวอย่าง..........................................................949
ภาพที่ 697 แกรไฟต์อิเล็กโทรดที่ผ่านการตัดเฉือนเสร็จสิ้นแล้วจะถูกหุ่นยนต์หรือแขนกลนำออกมาแล้วนำส่งไปยังเครื่องมือตรวจวัดขนาดในโรงงานตัวอย่าง...............................950
ภาพที่ 698 หุ่นยนต์หรือแขนกลในโรงงานตัวอย่างนำหัวจับยึดแกรไฟต์อิเล็กโทรดที่ผ่านการอนุมัติผลการตรวจวัดขนาดแล้วเข้าจัดเก็บไว้ในแมกกาซีนตามที่กำหนดไว้............851
ภาพที่ 699 การตัดเฉือนโดยการสปาร์กทางไฟฟ้าด้วยอิเล็กโทรดหรือการอีดีเอ็ม(Electrical Discharge MachiningหรือEDMหรือRam Electrical Discharge Machiningหรือconventional EDMหรือsinker EDMหรือdie sinkerหรือvertical EDMหรือplunge EDM, 放電加工, ほうでんかこう, โฮเด็งคะโค)แบบแกรไฟต์ เพื่อตัดเฉือนชิ้นส่วนแม่พิมพ์ให้ได้รูปร่างตามที่ต้องการ และการสปาร์กตัดเฉือนหรือกัดเซาะเอาเนื้อโลหะที่ไม่ต้องการออกไปแล้วได้ตามรูปร่าง-รูปทรงของชิ้นส่วนแม่พิมพ์ตามที่ออกแบบไว้..................................952
ภาพที่ 700 ชิ้นส่วนแม่พิมพ์ที่ผ่านการตัดเฉือนเสร็จแล้วถูกหุ่นยนต์หรือแขนกลในโรงงานตัวอย่างนำไปยังเครื่องล้างทำความสะอาด เพื่อทำการกำจัดคราบน้ำมันออกไปแล้วนำกลับมาตรวจวัดขนาด.........................................................................................954
ภาพที่ 701 ชิ้นส่วนแม่พิมพ์ภายในโรงงานตัวอย่างที่ถูกตรวจวัดขนาดจนผ่านการอนุมัติแล้วจะถูกหุ่นยนต์หรือแขนกลนำมาจัดเก็บไว้สำหรับรอนำไปประกอบเข้าภายในชุดโครงแม่พิมพ์ฉีดมาตรฐานหรือโมลด์เบส(Mold Base)ต่อไป..............................................954
ภาพที่ 702 ตัวอย่างของแม่พิมพ์ฉีดขึ้นรูปพลาสติกที่ประกอบชิ้นส่วนแม่พิมพ์ต่างๆเข้าไปภายในชุดโครงแม่พิมพ์ฉีดมาตรฐานแล้ว..................................................................955
ภาพที่ 703 เครื่องปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่ทำงานอย่างอัตโนมัติ ซึ่งในพื้นที่การผลิตของโรงงานในอนาคตนั้นยิ่งจะมีการทำงานแบบอัตโนมัติที่พร้อมไปด้วยอุปกรณ์ที่สามารถทำการเฝ้าสังเกตสภาวะการผลิตด้วยตนเองแล้วก็จะจำกัดการมีปฏิสัมพันธ์โดยมนุษย์มากกว่าในปัจจุบันขึ้นไปอีก.....................................................................................956
ภาพที่ 704 เซ็นเซอร์ที่ชาญฉลาดที่ทำหน้าที่หูกับตาในทางอุตสาหกรรมซึ่งถูกนำมาใช้กับในการทำงานของสายพานลำเลียงผลิตภัณฑ์ เพื่อทำหน้าที่รายงานการตรวจวินิจฉัยผ่านทางการเชื่อมต่อสื่อสารแบบ IO-Link และระบบเครือข่ายภายในที่ใช้สำหรับงานอุตสาหกรรม...........................................................................................................958
ภาพที่ 705 หุ่นยนต์หรือแขนกลที่ใช้ในงานอุตสาหกรรมที่เรียกว่า “Sawyer” ของบริษัท Rethink Robotics และแขนกลที่สามารถทำงานร่วมกับมนุษย์ได้ของบริษัท KUKA ซึ่งในอนาคตจะมีเซ็นเซอร์สำหรับตรวจวัดขนาดของชิ้นงานได้ฝังอยู่ภายในส่วนหยิบจับชิ้นงาน.............................................................................................................................959
ภาพที่ 706 ตัวอย่างอุปกรณ์ที่เป็นคอมพิวเตอร์พกพาเคลื่อนที่ได้ซึ่งจะสามารถใช้ในการทำงานได้ทุกที่ภายในโรงงานปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานโลหะ ส่วนโปรแกรมประยุกต์สำหรับแท็บเล็ตกับโทรศัพท์ดังที่แสดงในภาพนี้จะให้ข้อมูลสถิติการผลิตรวมทั้งเครื่องมือโต้ตอบกับพนักงานที่ปฏิบัติงานอยู่ในเวลานั้นได้ตามเวลาที่แท้จริงในขณะนั้นเลย..................961
ภาพที่ 707 ช่องทางสำหรับการเคลื่อนที่ภายในโรงงาน ซึ่งมีปัจจัยสำคัญที่นำไปสู่ความสำเร็จก็คือการที่สามารถทำการตรวจสอบย้อนกลับได้ในทันทีของวัสดุหรือชิ้นงานต่างๆที่มีการเคลื่อนย้ายไปมาภายในโรงงานที่มีขนาดใหญ่.........................................964
ภาพที่ 708 รอยแตก-บิ่นตามขอบคมตัดของพันช์ที่ผิดปรกติตามภาพซ้ายมือ และภาพขวามือจะเป็นการสึกหรอปรกติที่ขอบคมตัดของพันช์กับดายจากการใช้ตัดเฉือนวัสดุซึ่งทำให้ส่วนขอบคมตัดทื่อแล้วทำให้ขนาดของเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ระหว่างขอบคมตัดของพันช์กับดายเพิ่มมากขึ้นกว่าที่ออกแบบ-และสร้างแม่พิมพ์ตั้งแต่ครั้งแรก จึงส่งผลให้ต้องใช้แรงตัดเฉือน อุณหภูมิของการตัดเฉือนกับครีบสูงมากกว่าปรกติ.....................................................965
สารบัญตารางของหนังสือเล่มนี้(16 กุมภาพันธ์ 2564)
ตารางที่ 1.1 เปรียบเทียบกระบวนการในการปั๊มตัดเฉือน-ขึ้นรูปที่เหมือนกันแต่ใช้ชื่อเรียกต่างกัน และกระบวนการในการปั๊มตัดเฉือน-ขึ้นรูปที่ต่างกันแต่ใช้ชื่อเรียกเดียวกัน........201
ตารางที่ 1.2 ตารางเปรียบเทียบคาร์ไบด์ที่ต้านทานต่อการสึกหรอเนื่องจากการเสียดสี ซึ่งเป็นของผู้ผลิตประเทศญี่ปุ่นแต่ละราย......................................................................227
ตารางที่ 2.1 ค่าขอบเขตจำกัดพื้นฐานของระยะที่เป็นไปได้ในการปรับแก้ความคลาดเคลื่อนของการป้อนส่งวัสดุด้วยแกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ)ในไพลอตพินแต่ละขนาดกับในแต่ละความหนาวัสดุ ซึ่งเป็นค่าขอบเขตพื้นฐานสำหรับแผ่นเหล็กอ่อน(Mild Steel Plate, 軟鋼板, なんこういた, นังโคอิตะ)เพื่อนำไปอ้างอิงแล้วประยุกต์ใช้(หน่วยเป็น ± มิลลิเมตร)....................352
ตารางที่ 2.2 ความสัมพันธ์(relation, 関係, かんけい, คังเค)ระหว่างขนาดเส้นผ่านศูนย์กลางของรูไพลอต(รูสำหรับให้ไพลอตพินเคลื่อนที่เข้าไปนำร่องแล้วกำหนดตำแหน่งของแผ่นวัสดุ)กับขนาดความหนา และความกว้างของแผ่นวัสดุที่ป้อนเข้าสู่แม่พิมพ์......353
ตารางที่ 3.1 เปอร์เซ็นต์เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ของวัสดุต่างๆตามลักษณะรอยตัดเฉือนในภาพที่ 301 และ302.................................................................................................................398
ตารางที่ 3.2 ลักษณะรอยตัดเฉือนที่แตกต่างกันตามเคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)ที่แตกต่างกันในภาพที่ 301 และ302..........................................................................................................399
ตารางที่ 3.3 เปอร์เซ็นต์เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)สำหรับงานที่ต้องการความเที่ยงตรง และเคลียแรนซ์สำหรับงานทั่วไป.....................................................................................................420
ตารางที่ 3.4 เปอร์เซ็นต์เคลียแรนซ์ในการตัดเฉือน(Cutting Clearance, 抜きクリアランスหรือ抜き加工のクリアランス, ぬきくりあらんすหรือぬきかこうのくりあらんす, นุคิ-คุเรียรันซุหรือนุคิคะโคโนะ-คุเรียรันซุ)สำหรับงานเที่ยงตรง และเคลียแรนซ์สำหรับงานทั่วไป(ค่าในตารางนี้เป็นค่าแนะนำจากแหล่งที่มาต่างกันกับตารางที่ 3.3 ที่ผ่านมา)..............421
ตารางที่ 3.5 เคลียแรนซ์ระหว่างพันช์กับส่วนนำทางปลายพันช์ของสตริปเปอร์ที่แนะนำ เมื่อพิจารณาถึงความเที่ยงตรงของลักษณะงาน และหน้าที่การทำงานของสตริปเปอร์ร่วมด้วย.......................................................................................................................455
ตารางที่ 3.6 มอดุลัสของ“ยัง”หรือมอดุลัสความยืดหยุ่น(E)ซึ่งเป็นค่าที่ระบุระดับความแข็งแกร่งของวัสดุที่นำมาใช้ผลิตเป็นชิ้นส่วนของแม่พิมพ์............................................456
ตารางที่ 3.7 ค่าความแข็งแรงต้านทานแรงเฉือนหรือความเค้นต้านทานแรงเฉือน(Shear Strength, せん断強度หรือせん断抵抗, せんだんきょうどหรือせんだんていこう, เซ็นดังเคียวโดะหรือเซ็นดังเตโค) และค่าความแข็งแรงต้านทานแรงดึงหรือความเค้นต้านทานแรงดึง(Tensile Strength, 引張り強度หรือ引張強さ, ひっぱりきょうどหรือひっぱりつよさ, ฮิปปะริเคียวโดะหรือฮิปปะริ-ทซึโยะซะ)ของวัสดุแต่ละชนิด................................458
ตารางที่ 3.8 วัสดุที่นิยมนำมาใช้ในการปั๊มตัดเฉือน-ขึ้นรูป ซึ่งระบุให้ไว้แต่เพียงค่าความแข็งแรงต้านทานแรงดึงหรือความเค้นต้านทานแรงดึง(Tensile Strength, 引張り強度หรือ引張強さ, ひっぱりきょうどหรือひっぱりつよさ, ฮิปปะริเคียวโดะหรือฮิปปะริ-ทซึโยะซะ)ของวัสดุ............................................................................................................460
ตารางที่ 3.9 มอดุลัสของหน้าตัด โมเมนต์ความเฉื่อยที่สอง ระยะของศูนย์ถ่วง พื้นที่ของหน้าตัด และลักษณะของหน้าตัดของวัตถุ ซึ่งในที่นี้จะใช้สำหรับพันช์และชิ้นส่วนต่างๆของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ................................................................................463
ตารางที่ 3.10 เปอร์เซ็นต์กดซึมลึก(Percentage of PenetrationหรือPenetration rate, 食込み率, くいこみりつ, คุอิโคะมิริทซึ)ของวัสดุแต่ละชนิด ที่แสดงอยู่ในรูปเปอร์เซ็นต์ของความหนาวัสดุ ซึ่งเป็นระยะที่พันช์เคลื่อนที่เข้าไปในเนื้อวัสดุจนถึงจุดที่เกิดการแตก-ฉีกขาดอย่างสมบูรณ์ขึ้น โดยระยะกดซึมลึกนี้จะประกอบด้วยส่วนโค้งมนกับส่วนแถบรอยตัดหรือขอบตัดเฉือนเป็นเงาวาวจากการตัดเฉือนในวัสดุนั้นๆ................................................490
ตารางที่ 3.11 ค่าตัวคูณคงที่ของแรงตัดเฉือนที่ลดลงได้โดยมีความสัมพันธ์(relation, 関係, かんけい, คังเค)กับระยะที่ทำเชียร์ และเคลียแรนซ์....................................................492
ตารางที่ 3.12 บางส่วนของตารางซึ่งเป็นข้อมูลที่ตัดตอนมาของสปริงขดรหัส SWB บริษัท “มิซุมิ(Misumi)” ขนาดเส้นผ่านศูนย์กลางภายนอก 25 มิลลิเมตร ขนาดเส้นผ่านศูนย์กลางภายใน 12.5 มิลลิเมตร ที่มีความยาวตั้งแต่ 25 ไปจนถึง 175 มิลลิเมตร และมีอายุการใช้งานของสปริงขดตามจำนวนครั้งในการทำงานเป็น 1,000,000 500,000 และ 300,000 ครั้งซึ่งแปรผันตามระยะการยุบตัวที่ใช้งานที่ 16 18 และ 20 เปอร์เซ็นต์ตามลำดับ........499
ตารางที่ 3.13 บางส่วนของตารางที่ตัดตอนมา ซึ่งเป็นข้อมูลสปริงขดของบริษัท “มิซุมิ(Misumi)” ขนาดเส้นผ่านศูนย์กลางภายนอก 25 มิลลิเมตร ขนาดเส้นผ่านศูนย์กลางภายใน 12.5 มิลลิเมตร รหัส SWBกับรหัส SWH ที่มีความยาวตั้งแต่ 25 ไปจนถึง 175 มิลลิเมตร และมีอายุการใช้งานของสปริงขดตามจำนวนครั้งในการทำงานเป็น 1,000,000 500,000 และ 300,000 ครั้งซึ่งแปรผันตามระยะการยุบตัวที่ใช้งานที่ 16% 18% 20% และ 19.2% 21.6% 24% ตามลำดับ...............................................................................504
ตารางที่ 3.14 แสดงการออกแบบมุมหลบสำหรับดายที่มีลักษณะการออกแบบต่างๆกันโดยมีความสัมพันธ์กับความหนาวัสดุ(t)....................................................................533
ตารางที่ 3.15 เปรียบเทียบคุณสมบัติระหว่างการเคลือบผิวระดับเพชร-คาร์บอนแบบไอริสกับการเคลือบผิวระดับเพชร-คาร์บอนแบบเดิม..........................................................573
ตารางที่ 3.16 ส่วนที่ได้รับการกดอัดให้หดตัวเข้ากับส่วนที่ได้รับการดึงยืดให้ขยายออกในขณะวัสดุถูกดัดขึ้นรูปตามที่แสดงความสัมพันธ์ในภาพที่ 465.................................588
ตารางที่ 3.17 ความสัมพันธ์ของสภาวะในการดึงขึ้นรูป(drawing condition, 絞り成形条件, しぼりせいけいじょうけん, ชิโบะริเซเคโยเค็ง)ที่สำคัญต่างๆกับการเกิดปัญหารอยยับย่นกับปัญหาการแตก-ฉีกขาดในชิ้นงานดึงขึ้นรูป สำหรับใช้ตรวจยืนยันแล้วจดบันทึกในขณะทดลองแม่พิมพ์จริง.................................................................................................619
ตารางที่ 3.18 ค่าที่แนะนำสำหรับความดันจับยึดแผ่นแบลงก์(Blank Holder PressureหรือBHPหรือPad Pressure, ブランクホルダ圧制御หรือしわ押さえ圧力หรือパッド圧力, ぶらんくホルだあつせいぎょหรือしわおさえあつりょくหรือぱっどあつりょく, บุรังคุโฮะรุดะอัทซึเซเงียวหรือชิวะโอะซะเอะอัทซึเรียคหรือพัดโดะอัทซึเรียค)ในการดึงขึ้นรูปวัสดุชนิดต่างๆ ซึ่งเป็นค่าที่ได้มาจากการทดลอง.....................................................................625
ตารางที่ 3.19 ตัวอย่างเปอร์เซ็นต์การลดลงสำหรับการดึงขึ้นรูปครั้งแรก ครั้งที่ 2 และครั้งที่ 3 สำหรับชิ้นงานที่มีความสูงแล้วมีขนาดเส้นผ่านศูนย์กลางเล็กมากกับเหล็กที่มีคุณภาพเหมาะสำหรับการดึงขึ้นรูปโดยเฉพาะซึ่งมีความหนาต่างๆกัน.....................................630
ตารางที่ 3.20 อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)ที่ใช้สำหรับแผ่นวัสดุกลุ่มเหล็กอ่อน สเตนเลส และทองเหลืองอ่อน ซึ่งมีความสัมพันธ์กับแต่ละความหนาสัมพัทธ์(relative thicknessหรือrelative plate thickness หรือrelative sheet thickness, 相対板厚, そうたいいたあつ, โซไตอิตะอัทซึ)ของแผ่นวัสดุที่นำมาดึงขึ้นรูป.............................................................................................................................638
ตารางที่ 3.21 ตัวอย่างค่ารัศมีที่ทางเข้าของดายน้อยที่สุดที่ยอมได้ทั่วไปสำหรับการดึงขึ้นรูปชิ้นงานรูปร่างทรงกระบอกกลมที่มีความหนาแตกต่างกันโดยใช้เหล็กอย่างดีที่ใช้สำหรับงานดึงขึ้นรูปโดยเฉพาะ...........................................................................................641
ตารางที่ 3.22 ค่าเคลียแรนซ์ในการดึงขึ้นรูป(Drawding Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)ที่พิจารณาถึงความหนาวัสดุกับขั้นตอนในการดึงขึ้นรูปที่มีการดึงขึ้นรูปซ้ำ(Redrawing, 再絞り, さいしぼり,ไซชิโบะริ)หรือที่มีการดึงขึ้นรูปมากกว่าหนึ่งครั้ง............................................................................................649
ตารางที่ 3.23 ผลการคำนวณหาเคลียแรนซ์ในการดึงขึ้นรูป(Drawding Clearance, 絞りクリアランスหรือ絞り加工のクリアランス, しぼりくりあらんすหรือしぼりかこうのくりあらんす, ชิโบะริ-คุเรียรันซุหรือชิโบะริคะโคโนะ-คุเรียรันซุ)กับขนาดเส้นผ่านศูนย์กลางของดายดึงขึ้นรูปครั้งที่ 1 ถึง 4 เมื่อพันช์ดึงขึ้นรูปครั้งที่ 1 ถึง 4 มีขนาด 26.25, 19.70, 16.00 และ14.30 มิลลิเมตรตามลำดับ...............................................................................650
ตารางที่ 3.24 ค่าอาร์เฉลี่ยของโลหะชนิดต่างๆที่แสดงความสามารถในการดึงขึ้นรูปลึกที่แปรผันตามไปด้วย..................................................................................................667
ตารางที่ 3.25 ขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูป(Deformation LimitหรือLimiting Drawing RatioหรือLDR, 限界絞り比, げんかいしぼりひ, เง็งไคชิโบะริฮิ)ของวัสดุแต่ละชนิด.............................................................................................688
ตารางที่ 3.26 การคำนวณหาพื้นที่ผิวหรือพื้นที่ของชิ้นงานและขนาดแผ่นแบลงก์ของชิ้นงานดึงขึ้นรูปรูปทรงถ้วยต่างๆ..............................................................................693
หนังสืออีบุ๊ก “งานปั๊มโลหะแผ่น(Sheet Metal Stamping_プレス加工の基本技術)” นี้ได้วางจำหน่ายในเว็บไซต์ของ “บริษัท เมพ คอร์ปอเรชั่น จำกัด(MEB Corporation Ltd. )” ตามลิงก์ดังต่อไปนี้ครับ
https://www.mebmarket.com/index.php?action=BookDetails&data=YToyOntzOjc6InVzZXJfaWQiO3M6NzoiMjAyNjI0NiI7czo3OiJib29rX2lkIjtzOjU6IjgzMjYwIjt9 หรือ
http://bit.ly/2UFYx2K
หากท่านผู้อ่านท่านใดที่สนใจทดลองอ่านตัวอย่างฟรี(Free Sample)ของหนังสือเล่มนี้ที่มีจำนวนหน้าตัวอย่าง 650 หน้าจากจำนวนหน้าทั้งหมด 1,785 หน้า กรุณาติดตามได้ที่ลิงก์ต่อไปนี้ครับ
https://drive.google.com/file/d/1yAYXWebqJYdGKodJoCNVp0u641RvpmIL/view
ซึ่งท่านสามารถพิมพ์ค้นหาคำที่ต้องการในตัวอย่างหนังสืองานปั๊มโลหะแผ่นนี้ เช่น คำว่า "かながた" ได้โดยการคลิกที่เครื่องหมายจุด 3 จุดที่มุมขวาบนแล้วเลือกคำว่า "ค้นหา" จากนั้นก็พิมพ์คำที่ต้องการค้นหาในช่องสี่เหลี่ยมแล้วกดปุ่ม "Enter" ที่คีย์บอร์ดต่อไป ( ซึ่งท่านอาจจะไม่พบคำที่ค้นหาก็ได้แม้ว่าจะมีคำและเนื้อหานั้นอยู่ในหนังสือก็ตาม เพราะเป็นเพียงตัวอย่างหนังสือเท่านั้น ) ดังตัวอย่างรูปต่อไปนี้
หรือเข้าไปอ่านตามวิธีการของทางเว็บไซต์ https://www.mebmarket.com/ ก็ได้ครับ และหากท่านผู้อ่านท่านใดที่สนใจจะสั่งซื้อหนังสือ งานปั๊มโลหะแผ่น(Sheet Metal Stamping)นี้ เชิญเข้าไปชมแล้วสั่งซื้อได้ตามลิงก์ต่อไปนี้ครับ
http://www.mebmarket.com/index.php?action=BookDetails&data=YToyOntzOjc6InVzZXJfaWQiO3M6NzoiMjAyNjI0NiI7czo3OiJib29rX2lkIjtzOjU6IjgzMjYwIjt9
ขอขอบพระคุณเป็นการล่วงหน้าครับ
นายอำนาจ แก้วสามัคคี
ณ 16 พฤศจิกายน 2565 ขอให้ข้อมูลเพิ่มเติมซึ่งไม่ได้ระบุเอาไว้ในหนังสือก็คือว่าในหนังสือเล่มนี้ผมได้เขียนด้วยการทับศัพท์ภาษาอังกฤษตามวิธีของราชบัณฑิตยสภา(ที่เดิมใช้ชื่อว่า "ราชบัณฑิตยสถาน") ยกตัวอย่างเช่นคำว่า "อินเสิร์ต(สะกดด้วย ต.เต่า)" ที่ทับศัพท์มาจากภาษาอังกฤษคำว่า "insert" ซึ่งไม่ได้ทับศัพท์เป็น "อินเสิร์ท(สะกดด้วย ท.ทหาร)" เหมือนกับผู้รู้-นักวิจัย-นักวิชาการในแวดวงอุตสาหกรรมแม่พิมพ์แต่อย่างใด ดังรูปที่นำมาแทรกไว้ที่ด้านล่างตามลำดับต่อไปนี้(รูปด้านบนเป็นตัวอย่างคำทับศัพท์ของราชบัณฑิตยสภาที่คำว่าอินเสิร์ต สะกดด้วย ต.เต่า คือคำว่า insert bowl อินเสิร์ตโบวล์ กับคำว่า insert pump อินเสิร์ตปั๊ม เป็นต้น ส่วนรูปด้านล่างนั้นผมได้รวบรวมข้อความ-เนื้อหามาจากแหล่งต่างที่ผู้รู้-นักวิจัย-นักวิชาการ ฯลฯ หลายๆท่านได้ใช้คำว่าอินเสิร์ท สะกดด้วย ท.ทหาร อยู่ในเอกสารวิชาการของท่านนั้นๆมาไว้ในรูปเดียวกัน โดยแสดงให้เห็นข้อความ-เนื้อหาของแต่ละท่านด้วยการทำให้ขนาดของตัวอักษรเล็ก-ใหญ่ต่างกัน)
รูปการทับศัพท์ภาษาอังกฤษตามวิธีของราชบัณฑิตยสภา(ที่เดิมใช้ชื่อว่า "ราชบัณฑิตยสถาน") ของคำว่า "อินเสิร์ต(สะกดด้วย ต.เต่า)" ที่ทับศัพท์มาจากภาษาอังกฤษคำว่า "insert"
รูปการทับศัพท์ภาษาอังกฤษที่ไม่ได้เป็นไปตามวิธีของราชบัณฑิตยสภา(ที่เดิมใช้ชื่อว่า "ราชบัณฑิตยสถาน") คำว่า "อินเสิร์ท(สะกดด้วย ท.ทหาร)" ที่ทับศัพท์มาจากภาษาอังกฤษคำว่า "insert"
ขอบคุณที่เข้ามาอ่าน ให้ความรู้เพิ่มเติม และแสดงความคิดเห็นเอาไว้สำหรับท่านอื่นๆที่เข้ามาอ่านในภายหลังด้วยครับ
อำนาจ แก้วสามัคคี
ขอให้ข้อมูลเพิ่มเติมในเกี่ยวกับคำศัพท์เทคนิค(Pressworking and Stamping die terminology, プレス加工と金型関連用の日本語)ในหนังสืองานปั๊มโลหะแผ่น_Sheet Metal Stamping_プレス加工の基本技術นี้อีก คือ
ในตำรา “งานปั๊มโลหะแผ่น(Pressworking Sheet Metal” เล่มนี้ ได้สอดแทรกคำศัพท์เทคนิคทั้งภาษาอังกฤษกับภาษาญี่ปุ่นร่วมอยู่กับคำศัพท์ภาษาไทยด้วย โดยจัดเรียงลำดับดังตัวอย่างต่อไปนี้
1) ออกแบบแม่พิมพ์(Die design, 金型設計, かながたせっけい, คะนะงะตะเซ็คเค)
แต่อย่างไรก็ตามคำศัพท์เทคนิคในด้านงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์นี้ ก็มีการใช้คำศัพท์ที่แตกต่างกันอยู่ทั้งคำศัพท์ภาษาอังกฤษหรือคำศัพท์ภาษาญี่ปุ่นแม้ว่าจะหมายถึงสิ่งที่เหมือนกันก็ตาม ดังนั้นในตำราเล่มนี้จึงได้เขียนคำศัพท์ที่แตกต่างกันนั้นมารวมอยู่ด้วยกัน เพื่อให้ผู้อ่านที่อาจจะเคยอ่านแล้วจดจำคำศัพท์เฉพาะคำใดคำหนึ่งจากตำราเล่มอื่นๆสามารถทำความเข้าใจได้ง่ายขึ้น เช่น ตัวอย่างคำศัพท์ต่อไปนี้
2) ดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)
สำหรับการอ่านออกเสียงคำศัพท์ภาษาญี่ปุ่นด้วยภาษาไทยในเล่มนี้มีจุดมุ่งหมายสำหรับคนที่อ่านภาษาญี่ปุ่นจากตัวอักษรคันยิ คะตะคะนะ และหรือฮิระงะนะที่เขียนไว้ไม่ได้เท่านั้น(สำหรับผู้ที่รู้แล้วอ่านภาษาญี่ปุ่นได้จะสามารถอ่านออกเสียงได้อย่างถูกต้องมากกว่า) เพื่อที่จะได้เรียนรู้แล้วใช้สื่อสารในเบื้องต้นกับชาวญี่ปุ่นเป็นภาษาญี่ปุ่นได้บ้าง เพราะว่าการเขียนการอ่านออกเสียงภาษาญี่ปุ่นด้วยภาษาไทยก็มีข้อจำกัดอยู่ ดังตัวอย่างต่อไปนี้(ส่วนหนึ่งที่ยกมาอธิบายถึงข้อจำกัดในที่นี้ขออ้างอิงถึงความรู้ของอาจารย์ ศ.ดร.ปรียา อิงคาภิรมย์ผู้ที่เคยสอนการออกเสียงภาษาญี่ปุ่นให้กับคนญี่ปุ่นกับคนต่างชาติมาแล้วซึ่งเป็นหนึ่งในผู้ที่ได้ประสาทวิชาความรู้ด้านภาษาญี่ปุ่นเอาไว้)
- เสียงที่ออกเสียงแล้วเป็นเสียงที่ขึ้นจมูกหรือเสียงนาสิก เช่น ตัวอักษรภาษาญี่ปุ่น “が”(gaหรือnga)ที่เป็นเสียงที่ไม่มีอยู่ในภาษาไทยแล้วบางคนก็จะใช้พยัญชนะภาษาไทย ก.ไก่ เข้ามาใช้ออกเสียงเป็น “กะหรือก๊ะ” ซึ่งอาจารย์ ศ.ดร.ปรียา อิงคาภิรมย์ ได้ให้คำแนะนำไว้ว่า が(ga)เมื่ออยู่หน้าคำหรือพยางค์แรกคนญี่ปุ่นในโตเกียวจะออกเสียงคล้าย ง. งู เป็น งะ(ga)ซึ่งเสียงจะไม่ขึ้นจมูกมาก และถ้า が(nga)ที่อยู่หลังคำหรือพยางค์ท้ายจะออกเสียงคล้าย ง. งู เป็น งะ(nga)ที่เป็นเสียงขึ้นจมูกมากกว่า และที่สำคัญคือไม่ว่าจะอยู่หน้าคำหรือที่ไหน “が”(gaหรือnga) ก็ไม่ได้ออกเสียง ก.ไก่ แบบในภาษาไทย ดังนั้นท่านอาจารย์จึงระบุการออกเสียงคำทับศัพท์ที่แปลว่าภาษาญี่ปุ่นเป็น “นิฮงโงะ” แต่ก็มีผู้รู้ท่านอื่นเขียนเป็น “นิฮงโกะ”
- ถ้าหากจะใช้การอ่านออกเสียงด้วยตัวอักษรภาษาอังกฤษ A ถึง Z ที่เรียกว่าอักษรโรมัน(Romaji, ローマ字, ろーまじ, โรมะยิ)ก็ยังมีการเขียนแตกต่างกันอย่างน้อย 2 วิธีคือแบบของ “รัฐบาลญี่ปุ่น” และแบบ “เฮะบง”(Hepburn)แต่แบบเฮะบงนั้นคนญี่ปุ่นนิยมใช้มากกว่าแบบของรัฐบาลญี่ปุ่น ซึ่งผู้ที่เคยเรียนรู้ภาษาญี่ปุ่นด้วยตัวอักษรโรมันวิธีใดวิธีหนึ่งเมื่อมาเจอคำศัพท์ที่เขียนด้วยอักษรโรมันอีกวิธีหนึ่ง ก็อาจจะสับสนได้ เช่น คำว่า แรง(Force, 力, ちから, จิคะระ)สามารถเขียนสะกดด้วยอักษรโรมันได้เป็นทั้ง “tikara”หรือ“chikara” คำว่า โลหะวิทยาด้านผงโลหะ(Powder Metallurgy, 粉末冶金, ふんまつやきん, บุงมัทซึยะคิง)สามารถเขียนสะกดด้วยอักษรโรมันได้เป็นทั้ง “hunmatu yakin”หรือ“bunmatsu yakin” และคำว่าอัตราส่วนการดึงขึ้นรูป(Drawing Ratio, 絞り比, しぼりひ, ชิโบะริฮิ)สามารถเขียนสะกดได้เป็นทั้ง “siborihi”หรือ“shiborihi” เป็นต้น ดังนั้นหนังสือเล่มนี้จึงเลี่ยงที่จะใช้วิธีนี้ในการเขียนคำศัพท์
- เสียงบางเสียงในภาษาญี่ปุ่นไม่มีเสียงดังกล่าวในภาษาไทย เช่น เสียงขึ้นจมูก งะ(ga)หรืองะ(nga) ที่กล่าวมาข้างต้น และเสียงในภาษาไทยบางเสียงก็ไม่มีเสียงดังกล่าวในภาษาญี่ปุ่น เช่น เสียงของสระเออที่ใช้อ่านทับศัพท์ภาษาอังกฤษคำว่า “taper” ซึ่งไม่ได้อ่านออกเสียงเป็นเทเพอร์หรือเตเปอร์ แต่กลับอ่านออกเสียงเป็น “เตปา(テーパー)” เพราะในภาษาญี่ปุ่นไม่ได้มีสระเออ แต่มีเพียงสระ อะ อิ อุ เอะ โอะ เป็นต้น
- ภาษาญี่ปุ่นมีแต่การออกเสียงสูงเสียงต่ำในคำที่มีตั้งแต่สองพยางค์ขึ้นไปโดยที่ไม่มีการออกเสียงหนักหรือเสียงเบาอย่างที่มีในภาษาอังกฤษ ในขณะที่การออกเสียงของภาษาไทยมีการออกเสียงวรรณยุกต์ไทยเป็น สามัญ เอก โท ตรี จัตวา ซึ่งบางพยางค์จะมีเครื่องหมายวรรณยุกต์ ไม้เอก ไม้โท ไม้ตรี และไม้จัตวาบอกระดับเสียงเอาไว้ด้วย
- องค์กรชั้นนำต่างๆที่มีการให้ความรู้ภาษาญี่ปุ่นได้มีการขอความร่วมมือในการใช้ภาษาไทยแทนภาษาญี่ปุ่นที่ยังมีความแตกต่างกัน ขอยกตัวอย่างที่แตกต่างกันระหว่าง “สถานเอกอัครราชทูต ณ กรุงโตเกียว(องค์กรที่ 1)”กับ”สมาคมพัฒนาแรงงานระหว่างประเทศของสถานประกอบการขนาดกลางและขนาดเล็กประเทศญี่ปุ่นหรือ IMM Japan(องค์กรที่ 2)” เช่น ตัวอักษรภาษาญี่ปุ่น “し”องค์กรที่ 1 อ่านออกเสียงเป็น “ชิ(ช.ช้าง)” แต่องค์กรที่ 2 อ่านออกเสียงเป็น “ซิ(ซ โซ่)” “ち”องค์กรที่ 1 อ่านออกเสียงได้ 2 เสียงเป็น “จิหรือชิ(ช.ช้าง)” แต่องค์กรที่ 2 อ่านออกเสียงเป็น “ชิ(ช. ช้าง)”เพียงเสียงเดียว และ“じ”ทั้งสององค์กรอ่านออกเสียงเป็น “จิ(จ.จาน)” ส่วนอาจารย์ ศ.ดร.ปรียา อิงคาภิรมย์เคยให้ความรู้ไว้ว่า“ち”จะไม่ใช้เสียง จ.จาน และ“し”ก็จะไม่ใช้เสียง ช.ช้าง เป็นต้น
- ตัวอักษรภาษาญี่ปุ่นที่เรียกว่าตัวอักษร “Kanji(漢字)” ที่ผู้เขียนเคยซื้อตำราชื่อ “การเรียนตัวอักษรคันยิขั้นต้น” ของมูลนิธิญี่ปุ่น และความรู้ที่เคยเรียนภาษาญี่ปุ่นกับอาจารย์ นาวาโท ดร.สว่าง เจริญผล จึงได้ใช้ในการถ่ายทอดความรู้เป็น “คันยิ” ที่อ่านออกเสียงว่า “คัน-หยิ”{ซึ่งจะมีลักษณะการอ่านออกเสียงคล้ายๆกันกับการออกเสียงคำว่า “สวาย(สะ-หวาย)” ที่ไม่ได้อ่านออกเสียงเป็น “สะ-วาย”} แต่อย่างไรก็ตามก็มีผู้รู้ท่านอื่นเขียนเป็น “คันจิ” ก็มีอยู่มาก
ด้วยตัวอย่างข้อจำกัดบางส่วนที่อธิบายมาข้างต้นนี้ จึงเป็นที่มาของการเขียนการอ่านออกเสียงภาษาญี่ปุ่นด้วยภาษาไทยในตำราเล่มนี้อาจจะไม่ถูกต้องร้อยเปอร์เซ็นต์ แต่ก็จะช่วยให้ผู้ที่ไม่รู้ภาษาญี่ปุ่นพอที่จะใช้สื่อสารได้บ้างตามสมควร
นับถือ
นายอำนาจ แก้วสามัคคี
จากหนังสือ 国家戦略としての「大学英語」教育 ที่เขียนโดยคุณ 田中慎也 ได้ให้ความเห็นเกี่ยวกับคำศัพท์เทคนิคเฉพาะหรือศัพท์เฉพาะศาสตร์(terminology)โดยเขียนไว้ว่า "技術専門用語を知らなければ仕事が出来ない。逆に専門用語さえ知っていれば技術者同士なら十分にコミュニケーションはできる。多少英会話ができなくても、正しい専門用語と話しの中身があれば相手の技術者は真剣に聞いてくれる。"
เหตุผลที่ควรจะต้องรู้และเข้าใจคำศัพท์เทคนิคหรือศัพท์เฉพาะวงการ(technical term / jargon) อาจจะพิจารณาได้จากบทสนทนาถาม-ตอบดังต่อไปนี้ 9 พ.ย. 65 ขอขอบคุณข้อมูลจาก 最新和英口語辞典 羽鳥博愛 朝日出版社, 1992
Q:(質問) このレポート読んだ? (คุณ)อ่านรายงานนี้แล้วหรือยัง ?
A:(答え) 読んだけど、専門用語が多すぎてよく理解できなかったなあ (ผมหรือฉัน)อ่านแล้ว แต่มีศัพท์เทคนิคหรือศัพท์เฉพาะวงการมากเกินไป จึงยังไม่เข้าใจดีนัก
รูปการทับศัพท์ภาษาอังกฤษตามวิธีของราชบัณฑิตยสภา(ที่เดิมใช้ชื่อว่า "ราชบัณฑิตยสถาน") ของคำว่า "อินเสิร์ต(สะกดด้วย ต.เต่า)" ที่ทับศัพท์มาจากภาษาอังกฤษคำว่า "insert"
รูปการทับศัพท์ภาษาอังกฤษที่ไม่ได้เป็นไปตามวิธีของราชบัณฑิตยสภา(ที่เดิมใช้ชื่อว่า "ราชบัณฑิตยสถาน") คำว่า "อินเสิร์ท(สะกดด้วย ท.ทหาร)" ที่ทับศัพท์มาจากภาษาอังกฤษคำว่า "insert"
ขอบคุณที่เข้ามาอ่าน ให้ความรู้เพิ่มเติม และแสดงความคิดเห็นเอาไว้สำหรับท่านอื่นๆที่เข้ามาอ่านในภายหลังด้วยครับ
อำนาจ แก้วสามัคคี
ขอให้ข้อมูลเพิ่มเติมในเกี่ยวกับคำศัพท์เทคนิค(Pressworking and Stamping die terminology, プレス加工と金型関連用の日本語)ในหนังสืองานปั๊มโลหะแผ่น_Sheet Metal Stamping_プレス加工の基本技術นี้อีก คือ
ในตำรา “งานปั๊มโลหะแผ่น(Pressworking Sheet Metal” เล่มนี้ ได้สอดแทรกคำศัพท์เทคนิคทั้งภาษาอังกฤษกับภาษาญี่ปุ่นร่วมอยู่กับคำศัพท์ภาษาไทยด้วย โดยจัดเรียงลำดับดังตัวอย่างต่อไปนี้
1) ออกแบบแม่พิมพ์(Die design, 金型設計, かながたせっけい, คะนะงะตะเซ็คเค)
แต่อย่างไรก็ตามคำศัพท์เทคนิคในด้านงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์นี้ ก็มีการใช้คำศัพท์ที่แตกต่างกันอยู่ทั้งคำศัพท์ภาษาอังกฤษหรือคำศัพท์ภาษาญี่ปุ่นแม้ว่าจะหมายถึงสิ่งที่เหมือนกันก็ตาม ดังนั้นในตำราเล่มนี้จึงได้เขียนคำศัพท์ที่แตกต่างกันนั้นมารวมอยู่ด้วยกัน เพื่อให้ผู้อ่านที่อาจจะเคยอ่านแล้วจดจำคำศัพท์เฉพาะคำใดคำหนึ่งจากตำราเล่มอื่นๆสามารถทำความเข้าใจได้ง่ายขึ้น เช่น ตัวอย่างคำศัพท์ต่อไปนี้
2) ดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดาย(insertหรือdie insertหรือopen dies, インサートหรือダイ入れ子หรือダイインサートหรือ入れ子หรือ入れ駒, いんさーとหรือだいいれこหรือだいいんさーとหรือいれこหรือいれこま, อินซาโตะหรือดายอิเระโคะหรือดายอินซาโตะหรืออิเระโคะหรืออิเระโคะมะ)
สำหรับการอ่านออกเสียงคำศัพท์ภาษาญี่ปุ่นด้วยภาษาไทยในเล่มนี้มีจุดมุ่งหมายสำหรับคนที่อ่านภาษาญี่ปุ่นจากตัวอักษรคันยิ คะตะคะนะ และหรือฮิระงะนะที่เขียนไว้ไม่ได้เท่านั้น(สำหรับผู้ที่รู้แล้วอ่านภาษาญี่ปุ่นได้จะสามารถอ่านออกเสียงได้อย่างถูกต้องมากกว่า) เพื่อที่จะได้เรียนรู้แล้วใช้สื่อสารในเบื้องต้นกับชาวญี่ปุ่นเป็นภาษาญี่ปุ่นได้บ้าง เพราะว่าการเขียนการอ่านออกเสียงภาษาญี่ปุ่นด้วยภาษาไทยก็มีข้อจำกัดอยู่ ดังตัวอย่างต่อไปนี้(ส่วนหนึ่งที่ยกมาอธิบายถึงข้อจำกัดในที่นี้ขออ้างอิงถึงความรู้ของอาจารย์ ศ.ดร.ปรียา อิงคาภิรมย์ผู้ที่เคยสอนการออกเสียงภาษาญี่ปุ่นให้กับคนญี่ปุ่นกับคนต่างชาติมาแล้วซึ่งเป็นหนึ่งในผู้ที่ได้ประสาทวิชาความรู้ด้านภาษาญี่ปุ่นเอาไว้)
- เสียงที่ออกเสียงแล้วเป็นเสียงที่ขึ้นจมูกหรือเสียงนาสิก เช่น ตัวอักษรภาษาญี่ปุ่น “が”(gaหรือnga)ที่เป็นเสียงที่ไม่มีอยู่ในภาษาไทยแล้วบางคนก็จะใช้พยัญชนะภาษาไทย ก.ไก่ เข้ามาใช้ออกเสียงเป็น “กะหรือก๊ะ” ซึ่งอาจารย์ ศ.ดร.ปรียา อิงคาภิรมย์ ได้ให้คำแนะนำไว้ว่า が(ga)เมื่ออยู่หน้าคำหรือพยางค์แรกคนญี่ปุ่นในโตเกียวจะออกเสียงคล้าย ง. งู เป็น งะ(ga)ซึ่งเสียงจะไม่ขึ้นจมูกมาก และถ้า が(nga)ที่อยู่หลังคำหรือพยางค์ท้ายจะออกเสียงคล้าย ง. งู เป็น งะ(nga)ที่เป็นเสียงขึ้นจมูกมากกว่า และที่สำคัญคือไม่ว่าจะอยู่หน้าคำหรือที่ไหน “が”(gaหรือnga) ก็ไม่ได้ออกเสียง ก.ไก่ แบบในภาษาไทย ดังนั้นท่านอาจารย์จึงระบุการออกเสียงคำทับศัพท์ที่แปลว่าภาษาญี่ปุ่นเป็น “นิฮงโงะ” แต่ก็มีผู้รู้ท่านอื่นเขียนเป็น “นิฮงโกะ”
- ถ้าหากจะใช้การอ่านออกเสียงด้วยตัวอักษรภาษาอังกฤษ A ถึง Z ที่เรียกว่าอักษรโรมัน(Romaji, ローマ字, ろーまじ, โรมะยิ)ก็ยังมีการเขียนแตกต่างกันอย่างน้อย 2 วิธีคือแบบของ “รัฐบาลญี่ปุ่น” และแบบ “เฮะบง”(Hepburn)แต่แบบเฮะบงนั้นคนญี่ปุ่นนิยมใช้มากกว่าแบบของรัฐบาลญี่ปุ่น ซึ่งผู้ที่เคยเรียนรู้ภาษาญี่ปุ่นด้วยตัวอักษรโรมันวิธีใดวิธีหนึ่งเมื่อมาเจอคำศัพท์ที่เขียนด้วยอักษรโรมันอีกวิธีหนึ่ง ก็อาจจะสับสนได้ เช่น คำว่า แรง(Force, 力, ちから, จิคะระ)สามารถเขียนสะกดด้วยอักษรโรมันได้เป็นทั้ง “tikara”หรือ“chikara” คำว่า โลหะวิทยาด้านผงโลหะ(Powder Metallurgy, 粉末冶金, ふんまつやきん, บุงมัทซึยะคิง)สามารถเขียนสะกดด้วยอักษรโรมันได้เป็นทั้ง “hunmatu yakin”หรือ“bunmatsu yakin” และคำว่าอัตราส่วนการดึงขึ้นรูป(Drawing Ratio, 絞り比, しぼりひ, ชิโบะริฮิ)สามารถเขียนสะกดได้เป็นทั้ง “siborihi”หรือ“shiborihi” เป็นต้น ดังนั้นหนังสือเล่มนี้จึงเลี่ยงที่จะใช้วิธีนี้ในการเขียนคำศัพท์
- เสียงบางเสียงในภาษาญี่ปุ่นไม่มีเสียงดังกล่าวในภาษาไทย เช่น เสียงขึ้นจมูก งะ(ga)หรืองะ(nga) ที่กล่าวมาข้างต้น และเสียงในภาษาไทยบางเสียงก็ไม่มีเสียงดังกล่าวในภาษาญี่ปุ่น เช่น เสียงของสระเออที่ใช้อ่านทับศัพท์ภาษาอังกฤษคำว่า “taper” ซึ่งไม่ได้อ่านออกเสียงเป็นเทเพอร์หรือเตเปอร์ แต่กลับอ่านออกเสียงเป็น “เตปา(テーパー)” เพราะในภาษาญี่ปุ่นไม่ได้มีสระเออ แต่มีเพียงสระ อะ อิ อุ เอะ โอะ เป็นต้น
- ภาษาญี่ปุ่นมีแต่การออกเสียงสูงเสียงต่ำในคำที่มีตั้งแต่สองพยางค์ขึ้นไปโดยที่ไม่มีการออกเสียงหนักหรือเสียงเบาอย่างที่มีในภาษาอังกฤษ ในขณะที่การออกเสียงของภาษาไทยมีการออกเสียงวรรณยุกต์ไทยเป็น สามัญ เอก โท ตรี จัตวา ซึ่งบางพยางค์จะมีเครื่องหมายวรรณยุกต์ ไม้เอก ไม้โท ไม้ตรี และไม้จัตวาบอกระดับเสียงเอาไว้ด้วย
- องค์กรชั้นนำต่างๆที่มีการให้ความรู้ภาษาญี่ปุ่นได้มีการขอความร่วมมือในการใช้ภาษาไทยแทนภาษาญี่ปุ่นที่ยังมีความแตกต่างกัน ขอยกตัวอย่างที่แตกต่างกันระหว่าง “สถานเอกอัครราชทูต ณ กรุงโตเกียว(องค์กรที่ 1)”กับ”สมาคมพัฒนาแรงงานระหว่างประเทศของสถานประกอบการขนาดกลางและขนาดเล็กประเทศญี่ปุ่นหรือ IMM Japan(องค์กรที่ 2)” เช่น ตัวอักษรภาษาญี่ปุ่น “し”องค์กรที่ 1 อ่านออกเสียงเป็น “ชิ(ช.ช้าง)” แต่องค์กรที่ 2 อ่านออกเสียงเป็น “ซิ(ซ โซ่)” “ち”องค์กรที่ 1 อ่านออกเสียงได้ 2 เสียงเป็น “จิหรือชิ(ช.ช้าง)” แต่องค์กรที่ 2 อ่านออกเสียงเป็น “ชิ(ช. ช้าง)”เพียงเสียงเดียว และ“じ”ทั้งสององค์กรอ่านออกเสียงเป็น “จิ(จ.จาน)” ส่วนอาจารย์ ศ.ดร.ปรียา อิงคาภิรมย์เคยให้ความรู้ไว้ว่า“ち”จะไม่ใช้เสียง จ.จาน และ“し”ก็จะไม่ใช้เสียง ช.ช้าง เป็นต้น
- ตัวอักษรภาษาญี่ปุ่นที่เรียกว่าตัวอักษร “Kanji(漢字)” ที่ผู้เขียนเคยซื้อตำราชื่อ “การเรียนตัวอักษรคันยิขั้นต้น” ของมูลนิธิญี่ปุ่น และความรู้ที่เคยเรียนภาษาญี่ปุ่นกับอาจารย์ นาวาโท ดร.สว่าง เจริญผล จึงได้ใช้ในการถ่ายทอดความรู้เป็น “คันยิ” ที่อ่านออกเสียงว่า “คัน-หยิ”{ซึ่งจะมีลักษณะการอ่านออกเสียงคล้ายๆกันกับการออกเสียงคำว่า “สวาย(สะ-หวาย)” ที่ไม่ได้อ่านออกเสียงเป็น “สะ-วาย”} แต่อย่างไรก็ตามก็มีผู้รู้ท่านอื่นเขียนเป็น “คันจิ” ก็มีอยู่มาก
ด้วยตัวอย่างข้อจำกัดบางส่วนที่อธิบายมาข้างต้นนี้ จึงเป็นที่มาของการเขียนการอ่านออกเสียงภาษาญี่ปุ่นด้วยภาษาไทยในตำราเล่มนี้อาจจะไม่ถูกต้องร้อยเปอร์เซ็นต์ แต่ก็จะช่วยให้ผู้ที่ไม่รู้ภาษาญี่ปุ่นพอที่จะใช้สื่อสารได้บ้างตามสมควร
นับถือ
นายอำนาจ แก้วสามัคคี
จากหนังสือ 国家戦略としての「大学英語」教育 ที่เขียนโดยคุณ 田中慎也 ได้ให้ความเห็นเกี่ยวกับคำศัพท์เทคนิคเฉพาะหรือศัพท์เฉพาะศาสตร์(terminology)โดยเขียนไว้ว่า "技術専門用語を知らなければ仕事が出来ない。逆に専門用語さえ知っていれば技術者同士なら十分にコミュニケーションはできる。多少英会話ができなくても、正しい専門用語と話しの中身があれば相手の技術者は真剣に聞いてくれる。"
เหตุผลที่ควรจะต้องรู้และเข้าใจคำศัพท์เทคนิคหรือศัพท์เฉพาะวงการ(technical term / jargon) อาจจะพิจารณาได้จากบทสนทนาถาม-ตอบดังต่อไปนี้ 9 พ.ย. 65 ขอขอบคุณข้อมูลจาก 最新和英口語辞典 羽鳥博愛 朝日出版社, 1992
Q:(質問) このレポート読んだ? (คุณ)อ่านรายงานนี้แล้วหรือยัง ?
A:(答え) 読んだけど、専門用語が多すぎてよく理解できなかったなあ (ผมหรือฉัน)อ่านแล้ว แต่มีศัพท์เทคนิคหรือศัพท์เฉพาะวงการมากเกินไป จึงยังไม่เข้าใจดีนัก
ตอบความคิดเห็น
ขอเชิญติดตามความรู้งานด้านแม่พิมพ์ จากวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) ฉบับล่าสุดที่เพิ่งอัปโหลดขึ้นสู่เว็บไซต์สมาคมฯวันนี้ คือฉบับที่ 3 กรกฎาคม-กันยายน พ.ศ. 2561(ออกช้ากว่าเดือน-ปีที่ระบุ) ตามลิงก์ต่อไปนี้
https://www.tdia.or.th/wp-content/uploads/2018/11/No.3-61.pdf
ซึ่งในเล่มนี้มีบทความที่ผมเขียนอยู่ 2 เรื่องในคอลัมน์ “การเพิ่มประสิทธิภาพและพัฒนางานด้านแม่พิมพ์(Productivity Improvement in Mold & Die Operations, 金型作業における生産性向)” กับคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)” คือ ตอน “แม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว{Quick Die Change type dies, QDC プレス金型หรือクイックダイチェンジ(QDC)金型หรือ迅速交換金型, QDC ぷれすかながたหรือくいっくだいちぇんじ(QDC)かながたหรือじんそくこうかんかながた, คิวดีชี พุเร็ซซุ-คะนะงะตะหรือคุอิค-ดายเจ็นยิ(คิวดีชี)คะนะงะตะหรือยินซคคุโคคังคะนะงะตะ}” กับตอน “สเปกของแม่พิมพ์หรือข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์(Die/Mold specificationsหรือDie/Mold making specificationsหรือDie/Mold structure specifications, 金型仕様書หรือ金型製作仕様書หรือ 金型構造仕様書, かながたしようしょหรือかながたせいさくしようしょหรือかながたこうぞうしようしょ, คะนะงะตะชิโยโชะหรือคะนะงะตะเซซัคคุชิโยโชะหรือคะนะงะตะโคโซชิโยโชะ)” ตามลำดับ
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี
จากหนังสือ 図解入門現場で役立つ板金加工の基本と実技 小渡邦昭 ได้ให้ข้อมูลไว้ดังนี้
金型は「きんがた」と読まれるように一般的な用語ではありません。金型は、身近な事例の「鯛焼き」でたとえられるように、材料を金型と呼ばれる道具に挿入して、機械の発生する力を加え、必要な形状を大量につくり続けることができる道具です。
https://www.tdia.or.th/wp-content/uploads/2018/11/No.3-61.pdf
ซึ่งในเล่มนี้มีบทความที่ผมเขียนอยู่ 2 เรื่องในคอลัมน์ “การเพิ่มประสิทธิภาพและพัฒนางานด้านแม่พิมพ์(Productivity Improvement in Mold & Die Operations, 金型作業における生産性向)” กับคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)” คือ ตอน “แม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว{Quick Die Change type dies, QDC プレス金型หรือクイックダイチェンジ(QDC)金型หรือ迅速交換金型, QDC ぷれすかながたหรือくいっくだいちぇんじ(QDC)かながたหรือじんそくこうかんかながた, คิวดีชี พุเร็ซซุ-คะนะงะตะหรือคุอิค-ดายเจ็นยิ(คิวดีชี)คะนะงะตะหรือยินซคคุโคคังคะนะงะตะ}” กับตอน “สเปกของแม่พิมพ์หรือข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์(Die/Mold specificationsหรือDie/Mold making specificationsหรือDie/Mold structure specifications, 金型仕様書หรือ金型製作仕様書หรือ 金型構造仕様書, かながたしようしょหรือかながたせいさくしようしょหรือかながたこうぞうしようしょ, คะนะงะตะชิโยโชะหรือคะนะงะตะเซซัคคุชิโยโชะหรือคะนะงะตะโคโซชิโยโชะ)” ตามลำดับ
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี
จากหนังสือ 図解入門現場で役立つ板金加工の基本と実技 小渡邦昭 ได้ให้ข้อมูลไว้ดังนี้
金型は「きんがた」と読まれるように一般的な用語ではありません。金型は、身近な事例の「鯛焼き」でたとえられるように、材料を金型と呼ばれる道具に挿入して、機械の発生する力を加え、必要な形状を大量につくり続けることができる道具です。
ความรู้งานด้านแม่พิมพ์ จากวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) ปีที่ 26 ฉบับที่ 1 มกราคม-มีนาคม 2557(เริ่มเขียนคอลัมน์นี้ครั้งแรกในฉบับที่ 1 พ.ศ.2556)ตามลิงก์ต่อไปนี้
https://www.tdia.or.th/wp-content/uploads/journal/Mould&Die-57-1.pdf
ซึ่งในเล่มนี้มีบทความที่ผมเขียนในคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)(ซึ่งแต่เดิมผมตั้งใจใช้ชื่อคอลัมน์เป็นภาษาอังกฤษว่า “An interesting Japanese mold and die relation” แต่อย่างไรก็ตามเพื่อให้เป็นที่น่าสนใจมากยิ่งขึ้นทางบรรณาธิการบริหาร รศ.ดร. วารุณี เปรมานนท์ ผู้ที่ได้ติดต่อทาบทามให้ผมเขียนในคอลัมน์นี้ จึงได้กรุณาตั้งชื่อคอลัมน์เป็นภาษาอังกฤษว่า “Talk KANAGATA” แทน) คือตอนอันดาคัตโตะหรืออันดะคัตโตะ(アンダーカット หรือ アンダカット)ตอนที่1 ในกรณีที่มีความหมายที่ไม่เกี่ยวข้องกับด้านแม่พิมพ์โดยตรง
สำหรับคำว่า “อันดาคัตโตะหรืออันดะคัตโตะ” ในภาษาไทยแล้วอาจจะแปลได้ว่า ส่วนหลบ, หลบ, ส่วนเว้า, เว้า หรืออาจใช้ทับศัพท์ตามภาษาอังกฤษ(Undercut)เป็น “อันเดอร์คัต” และนอกจากนี้ในงานแม่พิมพ์บางกลุ่มก็หมายถึง ส่วนนูน, นูน ด้วยก็มี ซึ่งจะได้เขียนในตอนต่อๆไป(และถ้าจะสื่อสารว่า คำว่า “อันดาคัตโตะ” ในภาษาไทยเรียกว่า “ส่วนเว้า” ด้วยภาษาญี่ปุ่นอาจกล่าวได้ว่า “アンダーカット” は タイ語で「スワン ワウ」と言います。ซึ่งอ่านออกเสียงได้เป็น “ อันดาคัตโตะ ”วะ ไทโงะเดะ “ส่วนเว้า”โตะ อีมัซซุ ) และอาจแทนที่ “ส่วนเว้า=スワン ワウ” ด้วยอีก 3 ความหมายคือ เว้า=ワウ, ส่วนหลบ=スワン ロップ และ หลบ=ロップ ในกรณีเลือกคำแปลที่แตกต่างกันไป) แต่ถ้าหากเข้าใจกันทั้งสองฝ่ายในการสื่อสารแล้ว การใช้คำทับศัพท์ภาษาญี่ปุ่น(ตามคำศัพท์ภาษาอังกฤษ “Undercut”)ว่า “อันดาคัตโตะหรืออันดะคัตโตะ” ก็จะครอบคลุมความหมายในภาษาไทยทั้งหมดได้
และมีคำศัพท์ที่เกี่ยวข้องแล้วนำมาใช้ในการอธิบายในตอนนี้ คือ
แฟชั่นทรงผมที่เรียกว่า “อันดาคัตโตะ(アンダーカット)” หรือโดยปรกติจะเรียกว่า “ไซด์คัตโตะ(サイドカット)” ซึ่งจะเป็นการตัดให้ผมส่วนที่อยู่ด้านข้างศีรษะหลบต่ำกว่าส่วนอื่นๆ และ“อันดะคัตโตะ(アンダカット)” ของแหวนลูกสูบแหวนลำดับที่ 2(Second Ring, セカンドリング, せかんどりんぐ, เซะคันโดะริงงุ)
เส้นโค้งของส่วนหลบ ส่วนเว้า “คิริซะเงะเคียคุเซ็น(切下げ曲線, きりさげきょくせん)” ที่อยู่บริเวณด้านล่างส่วนฟันของเฟืองเกียร์ที่ขบกันอยู่ และส่วน “อันดาคัตโตะ” ของดอกสว่านคาร์ไบด์ที่ใช้สำหรับเจาะแผ่นวงจรอิเล็กทรอนิกส์
ในกรณีเฟืองเกียร์นอกจากการเขียนทับศัพท์เป็น “อันดาคัตโตะ(アンダーカット)” แล้ว ภาษาญี่ปุ่นก็ยังมีคำศัพท์เฉพาะอีกคำหนึ่งคือ “คิริซะเงะ(切下げ, きりさげ)”
ตัวนำชิ้นงานออกจากแม่พิมพ์แบบรางปีกกว้างด้วยกลไกเฟืองแร็ก-พิเนียน(Rack and Pinion Type Shovel Unloader, ラック∙ピニオン式ショベルアンローダー, らっく•ぴにおんしきしょべるあんろーだー, รัคคุ-พินิอนชิคิ โชะเบะรุ อันโรดา)
ชิ้นงานซึ่งมีส่วนที่มีลักษณะเป็น “อันดาคัตโตะ” ทั้งชิ้นส่วนของแม่พิมพ์กับชิ้นส่วนใบพัดกังหันของเครื่องยนต์อากาศยาน(Turbine Blade, タービンブレード, たーびんぶれーど, ทาบิน-บุเรโดะ)
โลหะพื้น(Base MetalหรือParent Material, 母材, ぼざい, โบะไซ)
โลหะหรือลวดเติมแนวเชื่อม(Filler Metal, 溶加材หรือ埋め金, ようかざいหรือうめがね, โยคะไซหรืออุเมะงะเนะ)
ข้อบกพร่องแบบ “อันดาคัตโตะ” ที่มองตามแนวหน้าตัดขวางของแนวเชื่อมประสานระหว่างชิ้นงานหรือโลหะพื้นทั้งสองด้าน แล้วทำให้ความแข็งแรงของแนวเชื่อมอ่อนแอลง
การเชื่อมด้วยลวดหุ้มฟลักซ์โดยการอาร์คด้วยไฟฟ้า(Shield Metal Arc Welding : SMAW , 被覆アーク溶接, ひふくあーくようせつ, ฮิฟุคุอาคโยเซ็ทซึ) หรือการเชื่อมแบบติก(Tungsten Inert Gas : TIG, ティグ溶接, てぃぐようせつ, ติกโยเซ็ทซึ)แล้วเกิดปัญหา “อันดาคัตโตะ” ขึ้น
คำว่า “アンダーカット” ในชิ้นส่วนของสกรู ข้อบกพร่องของแนวเชื่อมและส่วนเว้า-หลบของฟันเฟืองเกียร์นั้นถือเป็นคำศัพท์ตามมาตรฐานอุตสาหกรรมประเทศญี่ปุ่น(Japanese Industrial Standard : JIS, JIS規格用語หรือ日本工業規格用語, JISきかくようごหรือジスきかくようご หรือ にほんこうぎょうきかくようご, ยิซคิคัคุโยโงะหรือนิฮงโคเงียวคิคัคุโยโงะ)
การใช้งานโดยไม่เกี่ยวข้องใดๆเลยกับแม่พิมพ์ เช่น วิธีการเสิร์ฟลูกอย่างหนึ่งแบบ “อันดาคัตโตะ” (Undercut ServiceหรือUndercut Serve, アンダーカットサービスหรือアンダーカットサーブ, อันดาคัตโตะซาบิซ หรือ อันดาคัตโตะซาบุ)ในการเล่นซอฟท์เทนนิส(Soft Tennis , ソフトテニス, ซฟโตะเทะนิซ) ใช้เป็นคำศัพท์ที่ใช้งานในด้านทันตกรรม ใช้เรียกส่วนหลบด้านล่างของประตูสำหรับถ่ายเทอากาศตลอดเวลาของห้องนั้นๆ ส่วน “อันดาคัตโตะ” ของแองเคอร์โบลต์หรือโบลต์หัวสมอ(Anchor Bolt, アンカーボルト, อังคา โบะรุโตะ) และส่วนเว้าที่เกิดจากกระบวนการกัดกรดทางเคมีที่กัดส่วนด้านข้างของชิ้นงาน(Side EtchingหรือUndercut, サイドエッチ หรือ アンダーカット, ไซด์เอ็จจิหรืออันดาคัตโตะ)
https://www.tdia.or.th/wp-content/uploads/journal/Mould&Die-57-1.pdf
ซึ่งในเล่มนี้มีบทความที่ผมเขียนในคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)(ซึ่งแต่เดิมผมตั้งใจใช้ชื่อคอลัมน์เป็นภาษาอังกฤษว่า “An interesting Japanese mold and die relation” แต่อย่างไรก็ตามเพื่อให้เป็นที่น่าสนใจมากยิ่งขึ้นทางบรรณาธิการบริหาร รศ.ดร. วารุณี เปรมานนท์ ผู้ที่ได้ติดต่อทาบทามให้ผมเขียนในคอลัมน์นี้ จึงได้กรุณาตั้งชื่อคอลัมน์เป็นภาษาอังกฤษว่า “Talk KANAGATA” แทน) คือตอนอันดาคัตโตะหรืออันดะคัตโตะ(アンダーカット หรือ アンダカット)ตอนที่1 ในกรณีที่มีความหมายที่ไม่เกี่ยวข้องกับด้านแม่พิมพ์โดยตรง
สำหรับคำว่า “อันดาคัตโตะหรืออันดะคัตโตะ” ในภาษาไทยแล้วอาจจะแปลได้ว่า ส่วนหลบ, หลบ, ส่วนเว้า, เว้า หรืออาจใช้ทับศัพท์ตามภาษาอังกฤษ(Undercut)เป็น “อันเดอร์คัต” และนอกจากนี้ในงานแม่พิมพ์บางกลุ่มก็หมายถึง ส่วนนูน, นูน ด้วยก็มี ซึ่งจะได้เขียนในตอนต่อๆไป(และถ้าจะสื่อสารว่า คำว่า “อันดาคัตโตะ” ในภาษาไทยเรียกว่า “ส่วนเว้า” ด้วยภาษาญี่ปุ่นอาจกล่าวได้ว่า “アンダーカット” は タイ語で「スワン ワウ」と言います。ซึ่งอ่านออกเสียงได้เป็น “ อันดาคัตโตะ ”วะ ไทโงะเดะ “ส่วนเว้า”โตะ อีมัซซุ ) และอาจแทนที่ “ส่วนเว้า=スワン ワウ” ด้วยอีก 3 ความหมายคือ เว้า=ワウ, ส่วนหลบ=スワン ロップ และ หลบ=ロップ ในกรณีเลือกคำแปลที่แตกต่างกันไป) แต่ถ้าหากเข้าใจกันทั้งสองฝ่ายในการสื่อสารแล้ว การใช้คำทับศัพท์ภาษาญี่ปุ่น(ตามคำศัพท์ภาษาอังกฤษ “Undercut”)ว่า “อันดาคัตโตะหรืออันดะคัตโตะ” ก็จะครอบคลุมความหมายในภาษาไทยทั้งหมดได้
และมีคำศัพท์ที่เกี่ยวข้องแล้วนำมาใช้ในการอธิบายในตอนนี้ คือ
แฟชั่นทรงผมที่เรียกว่า “อันดาคัตโตะ(アンダーカット)” หรือโดยปรกติจะเรียกว่า “ไซด์คัตโตะ(サイドカット)” ซึ่งจะเป็นการตัดให้ผมส่วนที่อยู่ด้านข้างศีรษะหลบต่ำกว่าส่วนอื่นๆ และ“อันดะคัตโตะ(アンダカット)” ของแหวนลูกสูบแหวนลำดับที่ 2(Second Ring, セカンドリング, せかんどりんぐ, เซะคันโดะริงงุ)
เส้นโค้งของส่วนหลบ ส่วนเว้า “คิริซะเงะเคียคุเซ็น(切下げ曲線, きりさげきょくせん)” ที่อยู่บริเวณด้านล่างส่วนฟันของเฟืองเกียร์ที่ขบกันอยู่ และส่วน “อันดาคัตโตะ” ของดอกสว่านคาร์ไบด์ที่ใช้สำหรับเจาะแผ่นวงจรอิเล็กทรอนิกส์
ในกรณีเฟืองเกียร์นอกจากการเขียนทับศัพท์เป็น “อันดาคัตโตะ(アンダーカット)” แล้ว ภาษาญี่ปุ่นก็ยังมีคำศัพท์เฉพาะอีกคำหนึ่งคือ “คิริซะเงะ(切下げ, きりさげ)”
ตัวนำชิ้นงานออกจากแม่พิมพ์แบบรางปีกกว้างด้วยกลไกเฟืองแร็ก-พิเนียน(Rack and Pinion Type Shovel Unloader, ラック∙ピニオン式ショベルアンローダー, らっく•ぴにおんしきしょべるあんろーだー, รัคคุ-พินิอนชิคิ โชะเบะรุ อันโรดา)
ชิ้นงานซึ่งมีส่วนที่มีลักษณะเป็น “อันดาคัตโตะ” ทั้งชิ้นส่วนของแม่พิมพ์กับชิ้นส่วนใบพัดกังหันของเครื่องยนต์อากาศยาน(Turbine Blade, タービンブレード, たーびんぶれーど, ทาบิน-บุเรโดะ)
โลหะพื้น(Base MetalหรือParent Material, 母材, ぼざい, โบะไซ)
โลหะหรือลวดเติมแนวเชื่อม(Filler Metal, 溶加材หรือ埋め金, ようかざいหรือうめがね, โยคะไซหรืออุเมะงะเนะ)
ข้อบกพร่องแบบ “อันดาคัตโตะ” ที่มองตามแนวหน้าตัดขวางของแนวเชื่อมประสานระหว่างชิ้นงานหรือโลหะพื้นทั้งสองด้าน แล้วทำให้ความแข็งแรงของแนวเชื่อมอ่อนแอลง
การเชื่อมด้วยลวดหุ้มฟลักซ์โดยการอาร์คด้วยไฟฟ้า(Shield Metal Arc Welding : SMAW , 被覆アーク溶接, ひふくあーくようせつ, ฮิฟุคุอาคโยเซ็ทซึ) หรือการเชื่อมแบบติก(Tungsten Inert Gas : TIG, ティグ溶接, てぃぐようせつ, ติกโยเซ็ทซึ)แล้วเกิดปัญหา “อันดาคัตโตะ” ขึ้น
คำว่า “アンダーカット” ในชิ้นส่วนของสกรู ข้อบกพร่องของแนวเชื่อมและส่วนเว้า-หลบของฟันเฟืองเกียร์นั้นถือเป็นคำศัพท์ตามมาตรฐานอุตสาหกรรมประเทศญี่ปุ่น(Japanese Industrial Standard : JIS, JIS規格用語หรือ日本工業規格用語, JISきかくようごหรือジスきかくようご หรือ にほんこうぎょうきかくようご, ยิซคิคัคุโยโงะหรือนิฮงโคเงียวคิคัคุโยโงะ)
การใช้งานโดยไม่เกี่ยวข้องใดๆเลยกับแม่พิมพ์ เช่น วิธีการเสิร์ฟลูกอย่างหนึ่งแบบ “อันดาคัตโตะ” (Undercut ServiceหรือUndercut Serve, アンダーカットサービスหรือアンダーカットサーブ, อันดาคัตโตะซาบิซ หรือ อันดาคัตโตะซาบุ)ในการเล่นซอฟท์เทนนิส(Soft Tennis , ソフトテニス, ซฟโตะเทะนิซ) ใช้เป็นคำศัพท์ที่ใช้งานในด้านทันตกรรม ใช้เรียกส่วนหลบด้านล่างของประตูสำหรับถ่ายเทอากาศตลอดเวลาของห้องนั้นๆ ส่วน “อันดาคัตโตะ” ของแองเคอร์โบลต์หรือโบลต์หัวสมอ(Anchor Bolt, アンカーボルト, อังคา โบะรุโตะ) และส่วนเว้าที่เกิดจากกระบวนการกัดกรดทางเคมีที่กัดส่วนด้านข้างของชิ้นงาน(Side EtchingหรือUndercut, サイドエッチ หรือ アンダーカット, ไซด์เอ็จจิหรืออันดาคัตโตะ)
ตอบความคิดเห็น
เชิญอ่านความรู้งานด้านแม่พิมพ์ จากวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) ปีที่ 26 ฉบับที่ 2 เมษายน-มิถุนายน 2557 ตามลิงก์ต่อไปนี้
https://www.tdia.or.th/wp-content/uploads/journal/Mould&Die-Book-2.pdf
ซึ่งในเล่มนี้มีบทความที่ผมเขียนในคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)ตอน อันดาคัตโตะหรืออันดะคัตโตะ(アンダーカットหรือアンダカット)ตอนที่2 ในความหมายที่เกี่ยวข้องกับแม่พิมพ์ซึ่งชิ้นงานถูกขึ้นรูปจากวัสดุที่มีสถานะเป็นของไหล
ซึ่งตอนนี้ได้เขียนถึงคำว่า อันดาคัตโตะ(アンダーカット)หรือ อันดะคัตโตะ(アンダカット)ที่มีความหมายเกี่ยวข้องกับแม่พิมพ์กลุ่มที่ชิ้นงานถูกขึ้นรูปจากวัสดุที่มีสถานะเป็นของไหลหรือของเหลว แล้วได้รับการหล่อเย็นและหรือเปลี่ยนสถานะเป็นของแข็ง เช่น แม่พิมพ์ฉีดขึ้นรูปพลาสติก(Plastic Injection Mold, プラスチック射出成形金型, ぷらすちっくしゃしゅつせいけいかながた, พุรัซซุจิค-ชยะชุทซึเซเคคะนะงะตะ){ระยะหลังพบว่ามีการเขียนการอ่านออกเสียงภาษาญี่ปุ่นทับศัพท์ให้เสียงใกล้เคียงกับภาษาอังกฤษมายิ่งขึ้นจึงเปลี่ยนหรือเขียนวงเล็บเพิ่มขึ้นจากเดิมที่เขียนเป็น “プラスチック” ให้มาเป็น “プラスチック(プラスティック)”} และแม่พิมพ์หล่อฉีดขึ้นรูปหรือดายแคสต์(Die Casting Moldหรือบางครั้งก็เรียกว่าDie Casting Dieด้วย, ダイカスト用金型 หรือダイキャスト用金型, だいかすとようかながた หรือ だいきゃすとようかながた, ดายคัซโตะโยคะนะงะตะ หรือดายแคซโตะโยคะนะงะตะ)เป็นต้น ซึ่งส่วนนูน(นูน), ส่วนหลบ(หลบ) หรือ ส่วนเว้า(เว้า)ที่อยู่ในชิ้นงานหรือผลิตภัณฑ์ที่ต้องทำการขึ้นรูปด้วยแม่พิมพ์เหล่านี้ ถือเป็นอุปสรรคในการออกแบบ-ผลิตแม่พิมพ์และทำให้ต้นทุนการผลิตแม่พิมพ์สูงขึ้นด้วย ถ้าเป็นไปได้ผู้ออกแบบผลิตภัณฑ์ควรปรึกษาผู้ออกแบบแม่พิมพ์แล้วพิจารณากำจัดส่วนนี้ออกไปหรือทำให้ลดลงมากที่สุดเท่าที่จะทำได้
ในภาษาญี่ปุ่นบางส่วนมีผู้ให้นิยามหรือความหมายของ “อันดาคัตโตะ(アンダーカット)” ไว้ดังนี้
“アンダーカットとは、成形品を金型から取出すとき、そのままの状態では離型できない凸形状や凹形状のことをいいます。そのアンダーカット部にあたる金型の部分を、離型できるように移動させる処理がアンダーカット処理です。アンダーカットが、成形品の外側にあるか内側にあるかで、アンダーカット処理の方法が異なります。”
แต่อย่างไรก็ตามเพื่อให้เข้าใจได้ง่ายยิ่งขึ้นสำหรับผู้ที่ไม่ได้อยู่ในสายงานแม่พิมพ์เหล่านี้โดยเฉพาะ ผู้เขียนจึงขออธิบายความหมายเพิ่มเติมให้มากกว่าภาษาญี่ปุ่นด้านบนนี้ของคำว่า “อันดาคัตโตะ(アンダーカット)”หรือเรียกทับศัพท์ตามภาษาอังกฤษว่า “อันเดอร์คัต(Undercut)” ดังนี้คือ ส่วนนูน(นูน) ส่วนหลบ(หลบ)หรือส่วนเว้า(เว้า)ที่อยู่ในชิ้นงานหรือผลิตภัณฑ์ที่จะขึ้นรูปด้วยแม่พิมพ์(ทั้งที่อยู่ด้านในหรือด้านนอกชิ้นงาน) แล้วส่งผลให้ภายหลังการขึ้นรูปแล้วไม่สามารถที่จะปลดหรือนำชิ้นงานที่มีรูปร่าง-รูปทรงนั้นๆเคลื่อนที่ออกจากแม่พิมพ์ได้โดยวิธีธรรมดาทั่วไปในแนวแกนเดียวกันกับทิศทางของการเคลื่อนที่เปิด-ปิดแม่พิมพ์
ซึ่งบางกรณีก็จำเป็นต้องออกแบบแก้ไขแล้วกำจัดรูปทรง-รูปร่างที่เป็น “อันดาคัตโตะ(アンダーカット)” ของผลิตภัณฑ์นั้นให้หมดไปโดยยังคงหน้าที่การทำงานหรือฟังก์ชัน(Function, 機能, きのう, คิโน)ไว้เช่นเดิม(ชิ้นงานบางรูปทรงสามารถทำการจัดวางชิ้นงาน-การกำหนดเส้นแบ่งส่วนหรือเส้นแบ่งผิวใหม่แล้วทำให้ส่วน “อันดาคัตโตะ” ถูกกำจัดไปได้)หรือออกแบบแม่พิมพ์ให้มีกลไกที่เหมาะสมเพื่อช่วยให้สามารถขึ้นรูปชิ้นงานที่มีส่วน “อันดาคัตโตะ(アンダーカット)” ทั้งแบบที่อยู่ภายในและหรือภายนอกชิ้นงานนั้นได้ โดยไม่ทำให้เกิดความเสียหายกับแม่พิมพ์และชิ้นงานด้วย
ในบทความตอนนี้จะมีรูปที่แสดงให้เห็นภาคตัดขวางของแม่พิมพ์ และวัฏจักรการฉีดขึ้นรูปชิ้นงานหรือผลิตภัณฑ์โดยวิธีธรรมดาทั่วไปสำหรับชิ้นงานที่ไม่มีส่วน “อันดาคัตโตะ” โดยเครื่องฉีดแบบแนวตั้ง รูปที่แสดงให้เห็นภาคตัดขวางบางส่วนและทั้งหมดของแม่พิมพ์ และวัฏจักรการฉีดขึ้นรูปชิ้นงานหรือผลิตภัณฑ์โดยวิธีธรรมดาทั่วไปสำหรับชิ้นงานที่ไม่มีส่วน “อันดาคัตโตะ” ในเครื่องฉีดแบบแนวนอน รูปตัวอย่างของชิ้นงานหรือผลิตภัณฑ์ที่มีส่วน “อันดาคัตโตะ(アンダーカット)” ในลักษณะต่างๆกัน ทั้งนี้ทิศทางการเคลื่อนที่เปิดและปิดแม่พิมพ์รวมทั้งการปลดชิ้นงานออกจากชิ้นส่วนแม่พิมพ์ที่เรียกว่า “คอร์”(Core, コア, こあ, โคอะ)แสดงในทิศทางแนวตั้งหรือตามแกน “Y” รูปตัวอย่างการออกแบบแก้ไขชิ้นงาน และหรือเปลี่ยนแปลงแนวเส้นแบ่งส่วน-แบ่งผิว(Parting Line : PL, パーティングライン หรือ分割面 หรือ分割線, ぱーてぃんぐらいんหรือぶんかつめんหรือぶんかつせん, พาติงงุไรน์หรือบุงคัทซึเม็นหรือบุงคัทซึเซ็น)ของแม่พิมพ์ รูปที่แสดงให้เห็นภาคตัดขวางแบบ 3 มิติของตัวอย่างการออกแบบแก้ไขผลิตภัณฑ์ ซึ่งเป็นชิ้นส่วนตัวโครงครอบอุปกรณ์ที่ผลิตด้วยกระบวนการหล่อฉีดขึ้นรูป เพื่อแก้ไขปัญหาและกำจัดอุปสรรคในการออกแบบ-ผลิตแม่พิมพ์ที่เกิดจาก “อันดาคัตโตะ” รูปที่แสดงให้เห็นภาคตัดขวางบางส่วนของการใช้ชิ้นส่วน “สไลด์คอร์” หรือแกนแบบเลื่อนเคลื่อนที่ได้(Slide Core, スライドコア, すらいどこあ, ซุไรด์โคอะ)ร่วมกับชิ้นส่วนแองกูลาร์พินหรือแกนเอียงองศา(Angular Pin, アンギュラピン, あんぎゅらぴん, อังงิว-ระปิน) เพื่อแก้ปัญหาส่วน “อันดาคัตโตะ” ที่เป็นรูในชิ้นงาน และรูปที่แสดงให้เห็นภาคตัดขวางอย่างย่อและขยายของลักษณะโครงสร้างและกลไกต่างๆในแม่พิมพ์ สำหรับเลือกใช้กับส่วน “อันดาคัตโตะ(アンダーカット)” ที่แตกต่างกัน เพื่อทำให้สามารถออกแบบ-ผลิตแม่พิมพ์สำหรับขึ้นรูปชิ้นส่วนที่มีความซับซ้อนนั้นๆได้
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี
https://www.tdia.or.th/wp-content/uploads/journal/Mould&Die-Book-2.pdf
ซึ่งในเล่มนี้มีบทความที่ผมเขียนในคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)ตอน อันดาคัตโตะหรืออันดะคัตโตะ(アンダーカットหรือアンダカット)ตอนที่2 ในความหมายที่เกี่ยวข้องกับแม่พิมพ์ซึ่งชิ้นงานถูกขึ้นรูปจากวัสดุที่มีสถานะเป็นของไหล
ซึ่งตอนนี้ได้เขียนถึงคำว่า อันดาคัตโตะ(アンダーカット)หรือ อันดะคัตโตะ(アンダカット)ที่มีความหมายเกี่ยวข้องกับแม่พิมพ์กลุ่มที่ชิ้นงานถูกขึ้นรูปจากวัสดุที่มีสถานะเป็นของไหลหรือของเหลว แล้วได้รับการหล่อเย็นและหรือเปลี่ยนสถานะเป็นของแข็ง เช่น แม่พิมพ์ฉีดขึ้นรูปพลาสติก(Plastic Injection Mold, プラスチック射出成形金型, ぷらすちっくしゃしゅつせいけいかながた, พุรัซซุจิค-ชยะชุทซึเซเคคะนะงะตะ){ระยะหลังพบว่ามีการเขียนการอ่านออกเสียงภาษาญี่ปุ่นทับศัพท์ให้เสียงใกล้เคียงกับภาษาอังกฤษมายิ่งขึ้นจึงเปลี่ยนหรือเขียนวงเล็บเพิ่มขึ้นจากเดิมที่เขียนเป็น “プラスチック” ให้มาเป็น “プラスチック(プラスティック)”} และแม่พิมพ์หล่อฉีดขึ้นรูปหรือดายแคสต์(Die Casting Moldหรือบางครั้งก็เรียกว่าDie Casting Dieด้วย, ダイカスト用金型 หรือダイキャスト用金型, だいかすとようかながた หรือ だいきゃすとようかながた, ดายคัซโตะโยคะนะงะตะ หรือดายแคซโตะโยคะนะงะตะ)เป็นต้น ซึ่งส่วนนูน(นูน), ส่วนหลบ(หลบ) หรือ ส่วนเว้า(เว้า)ที่อยู่ในชิ้นงานหรือผลิตภัณฑ์ที่ต้องทำการขึ้นรูปด้วยแม่พิมพ์เหล่านี้ ถือเป็นอุปสรรคในการออกแบบ-ผลิตแม่พิมพ์และทำให้ต้นทุนการผลิตแม่พิมพ์สูงขึ้นด้วย ถ้าเป็นไปได้ผู้ออกแบบผลิตภัณฑ์ควรปรึกษาผู้ออกแบบแม่พิมพ์แล้วพิจารณากำจัดส่วนนี้ออกไปหรือทำให้ลดลงมากที่สุดเท่าที่จะทำได้
ในภาษาญี่ปุ่นบางส่วนมีผู้ให้นิยามหรือความหมายของ “อันดาคัตโตะ(アンダーカット)” ไว้ดังนี้
“アンダーカットとは、成形品を金型から取出すとき、そのままの状態では離型できない凸形状や凹形状のことをいいます。そのアンダーカット部にあたる金型の部分を、離型できるように移動させる処理がアンダーカット処理です。アンダーカットが、成形品の外側にあるか内側にあるかで、アンダーカット処理の方法が異なります。”
แต่อย่างไรก็ตามเพื่อให้เข้าใจได้ง่ายยิ่งขึ้นสำหรับผู้ที่ไม่ได้อยู่ในสายงานแม่พิมพ์เหล่านี้โดยเฉพาะ ผู้เขียนจึงขออธิบายความหมายเพิ่มเติมให้มากกว่าภาษาญี่ปุ่นด้านบนนี้ของคำว่า “อันดาคัตโตะ(アンダーカット)”หรือเรียกทับศัพท์ตามภาษาอังกฤษว่า “อันเดอร์คัต(Undercut)” ดังนี้คือ ส่วนนูน(นูน) ส่วนหลบ(หลบ)หรือส่วนเว้า(เว้า)ที่อยู่ในชิ้นงานหรือผลิตภัณฑ์ที่จะขึ้นรูปด้วยแม่พิมพ์(ทั้งที่อยู่ด้านในหรือด้านนอกชิ้นงาน) แล้วส่งผลให้ภายหลังการขึ้นรูปแล้วไม่สามารถที่จะปลดหรือนำชิ้นงานที่มีรูปร่าง-รูปทรงนั้นๆเคลื่อนที่ออกจากแม่พิมพ์ได้โดยวิธีธรรมดาทั่วไปในแนวแกนเดียวกันกับทิศทางของการเคลื่อนที่เปิด-ปิดแม่พิมพ์
ซึ่งบางกรณีก็จำเป็นต้องออกแบบแก้ไขแล้วกำจัดรูปทรง-รูปร่างที่เป็น “อันดาคัตโตะ(アンダーカット)” ของผลิตภัณฑ์นั้นให้หมดไปโดยยังคงหน้าที่การทำงานหรือฟังก์ชัน(Function, 機能, きのう, คิโน)ไว้เช่นเดิม(ชิ้นงานบางรูปทรงสามารถทำการจัดวางชิ้นงาน-การกำหนดเส้นแบ่งส่วนหรือเส้นแบ่งผิวใหม่แล้วทำให้ส่วน “อันดาคัตโตะ” ถูกกำจัดไปได้)หรือออกแบบแม่พิมพ์ให้มีกลไกที่เหมาะสมเพื่อช่วยให้สามารถขึ้นรูปชิ้นงานที่มีส่วน “อันดาคัตโตะ(アンダーカット)” ทั้งแบบที่อยู่ภายในและหรือภายนอกชิ้นงานนั้นได้ โดยไม่ทำให้เกิดความเสียหายกับแม่พิมพ์และชิ้นงานด้วย
ในบทความตอนนี้จะมีรูปที่แสดงให้เห็นภาคตัดขวางของแม่พิมพ์ และวัฏจักรการฉีดขึ้นรูปชิ้นงานหรือผลิตภัณฑ์โดยวิธีธรรมดาทั่วไปสำหรับชิ้นงานที่ไม่มีส่วน “อันดาคัตโตะ” โดยเครื่องฉีดแบบแนวตั้ง รูปที่แสดงให้เห็นภาคตัดขวางบางส่วนและทั้งหมดของแม่พิมพ์ และวัฏจักรการฉีดขึ้นรูปชิ้นงานหรือผลิตภัณฑ์โดยวิธีธรรมดาทั่วไปสำหรับชิ้นงานที่ไม่มีส่วน “อันดาคัตโตะ” ในเครื่องฉีดแบบแนวนอน รูปตัวอย่างของชิ้นงานหรือผลิตภัณฑ์ที่มีส่วน “อันดาคัตโตะ(アンダーカット)” ในลักษณะต่างๆกัน ทั้งนี้ทิศทางการเคลื่อนที่เปิดและปิดแม่พิมพ์รวมทั้งการปลดชิ้นงานออกจากชิ้นส่วนแม่พิมพ์ที่เรียกว่า “คอร์”(Core, コア, こあ, โคอะ)แสดงในทิศทางแนวตั้งหรือตามแกน “Y” รูปตัวอย่างการออกแบบแก้ไขชิ้นงาน และหรือเปลี่ยนแปลงแนวเส้นแบ่งส่วน-แบ่งผิว(Parting Line : PL, パーティングライン หรือ分割面 หรือ分割線, ぱーてぃんぐらいんหรือぶんかつめんหรือぶんかつせん, พาติงงุไรน์หรือบุงคัทซึเม็นหรือบุงคัทซึเซ็น)ของแม่พิมพ์ รูปที่แสดงให้เห็นภาคตัดขวางแบบ 3 มิติของตัวอย่างการออกแบบแก้ไขผลิตภัณฑ์ ซึ่งเป็นชิ้นส่วนตัวโครงครอบอุปกรณ์ที่ผลิตด้วยกระบวนการหล่อฉีดขึ้นรูป เพื่อแก้ไขปัญหาและกำจัดอุปสรรคในการออกแบบ-ผลิตแม่พิมพ์ที่เกิดจาก “อันดาคัตโตะ” รูปที่แสดงให้เห็นภาคตัดขวางบางส่วนของการใช้ชิ้นส่วน “สไลด์คอร์” หรือแกนแบบเลื่อนเคลื่อนที่ได้(Slide Core, スライドコア, すらいどこあ, ซุไรด์โคอะ)ร่วมกับชิ้นส่วนแองกูลาร์พินหรือแกนเอียงองศา(Angular Pin, アンギュラピン, あんぎゅらぴん, อังงิว-ระปิน) เพื่อแก้ปัญหาส่วน “อันดาคัตโตะ” ที่เป็นรูในชิ้นงาน และรูปที่แสดงให้เห็นภาคตัดขวางอย่างย่อและขยายของลักษณะโครงสร้างและกลไกต่างๆในแม่พิมพ์ สำหรับเลือกใช้กับส่วน “อันดาคัตโตะ(アンダーカット)” ที่แตกต่างกัน เพื่อทำให้สามารถออกแบบ-ผลิตแม่พิมพ์สำหรับขึ้นรูปชิ้นส่วนที่มีความซับซ้อนนั้นๆได้
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี
ตอบความคิดเห็น
เชิญอ่านความรู้งานด้านแม่พิมพ์ จากวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) ปีที่ 26 ฉบับที่ 3 กรกฎาคม-กันยายน 2557 ที่เขียนเกี่ยวกับคำว่า “อันดาคัตโตะหรืออันดะคัตโตะ(アンダーカットหรือアンダカット)” เป็นตอนสุดท้ายจากทั้งหมด 3 ตอน ซึ่งตอนนี้มีความหมายที่เกี่ยวข้องแล้วใช้งานกับแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ ตามลิงก์ต่อไปนี้
https://www.tdia.or.th/wp-content/uploads/journal/Mould&Die-Book-3.pdf
ในแม่พิมพ์กลุ่มปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น{โลหะแผ่นจะถูกตัดเฉือน-ขึ้นรูปให้ได้รูปร่าง-รูปทรงที่เป็นไปตามชิ้นส่วนพันช์ ดาย และชิ้นส่วนเสริมอื่นๆ(เช่น ชิ้นส่วนแคมหรือลูกเบี้ยว)ในขณะที่โลหะแผ่นอยู่ในสถานะของแข็ง ซึ่งแตกต่างจากวัสดุที่จะนำมาขึ้นรูปในโมลด์ของตอนที่ 2 ซึ่งจะถูกทำให้หลอมเหลวแล้วอยู่ในสถานะของเหลวก่อนที่จะทำให้ไหลตัวเข้าสู่ส่วนโพรงหรือช่องว่างภายในโมลด์ชนิดนั้นๆได้ ไม่ว่าจะเป็นการฉีดขึ้นรูปหรือการเทขึ้นรูป เป็นต้น} ซึ่งจะถือว่า “อันดาคัตโตะหรืออันดะคัตโตะ(アンダーカットหรือアンダカット)” นั้นเป็นอุปสรรคในการออกแบบ-ผลิตแม่พิมพ์และทำให้ต้นทุนการผลิตแม่พิมพ์สูงขึ้นด้วย ดังนั้นผู้ออกแบบผลิตภัณฑ์หรือชิ้นส่วนโลหะที่ต้องใช้แม่พิมพ์ปั๊มโลหะแผ่นในการปั๊มตัดเฉือน-ขึ้นรูปก็ควรปรึกษาผู้ออกแบบแม่พิมพ์ปั๊มโลหะแผ่นแล้วพิจารณากำจัดส่วนนี้ออกไปหรือทำให้ลดลงมากที่สุดเท่าที่จะเป็นไปได้
ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ กลไกลูกเบี้ยวหรือแคมที่เคลื่อนที่ขึ้นรูปส่วน “อันดาคัตโตะ” แม่พิมพ์ปั๊มขึ้นรูปชุดบน แม่พิมพ์ปั๊มขึ้นรูปชุดล่าง ชิ้นงานที่ถูกปั๊มขึ้นรูปจากแม่พิมพ์ ภาคตัดขวางของแม่พิมพ์ปั๊มขึ้นรูปชิ้นงานที่มีส่วน “อันดาคัตโตะ” ที่จุดศูนย์ตายล่าง(Bottom Dead Center : B.D.C.,下死点, かしてん, คะชิเต็ง) และชิ้นงานที่ถูกปั๊มขึ้นรูป(Formed Part, プレス成形品, ぷれすせいけいひん, พุเร็ซซุ-เซเคฮิง)จากแม่พิมพ์ปั๊มขึ้นรูปชิ้นงานซึ่งเปิดแยกแม่พิมพ์ชุดบน-ชุดล่างแยกออกจากกัน จุดศูนย์ตายบน(Top Dead Center : T.D.C., 上死点 , じょうしてん, โยชิเต็ง) แผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ ชิ้นงานที่ถูกปั๊มขึ้นรูปจากแผ่นแบลงก์ ชิ้นงานที่ถูกปั๊มขึ้นรูปโลหะแผ่นที่มีส่วน “อันดาคัตโตะ” ตัวอย่างของชิ้นงานหรือผลิตภัณฑ์ปั๊มขึ้นรูปโลหะแผ่นในลักษณะต่างๆที่บางรูปร่างจะมีส่วน “อันดาคัตโตะ(アンダーカット)” ที่เป็นอุปสรรคต่อการปั๊มขึ้นรูปกับการออกแบบ-ผลิตแม่พิมพ์ ชิ้นงานปั๊มขึ้นรูปที่ต้องการ(成形品) ชิ้นส่วนพันช์(パンチ) ชิ้นส่วนดาย(ダイス) ตัวอย่างชิ้นงานปั๊มขึ้นรูปและภาคตัดขวางของส่วนกลไกเสริมของแม่พิมพ์ปั๊มขึ้นรูปเพื่อให้สามารถปั๊มขึ้นรูปโลหะแผ่นหรือเพื่อให้ได้รูปร่าง-รูปทรงที่เป็น “อันดาคัตโตะ” นั้นๆได้ แต่อย่างไรก็ตามกลไกที่มีโครงสร้างนี้กลับเป็นอุปสรรคที่ทำให้การถอด-ปลดออกจากชิ้นงานไม่ได้(Cannot Release, 抜けない, ぬけない, นุเคะไน) ชิ้นส่วนดายแบบแยกส่วน(分割ダイス) ขนาดส่วน “เบอริง”(バーリング寸法) ขนาดส่วนสันหรือบีด(ビード寸法)ที่ขึ้นรูปส่วน “อันดาคัตโตะ” ส่วนกลไกเสริมพิเศษของแม่พิมพ์ที่ได้รับการออกแบบแก้ไขให้สามารถขึ้นรูปชิ้นงานได้แล้วยังคงสามารถเคลื่อนที่ดึงถอดออก(Pull Out, 引き抜く, ひきぬく, ฮิคินุคุ)จากชิ้นงานได้ด้วย พันช์ดัดขึ้นรูปตัว “ยู”ที่ความยาวไม่สมมาตรกัน พันช์ดัดขึ้นรูปตัว “ยู”ที่ความยาวสมมาตรกัน ชิ้นงานรูปตัว “ยู” ที่ไม่สมมาตรกัน ชิ้นงานรูปตัว “ยู” ที่สมมาตรกัน มุมเอียงหลบ 1 ถึง 2 องศา ส่วนหลบหรือส่วนเว้า(อันดาคัตโตะ)ที่ทำขึ้นบนชิ้นส่วน “พันช์” ของแม่พิมพ์ปั๊มดัดขึ้นรูปชิ้นงานรูปตัว “ยู” โดยการทำเป็นมุมเอียงหลบเข้าหาลำตัวของพันช์ ปรากฏการณ์ที่เรียกว่าการดีดตัวกลับหรือสปริงแบ็ก(Springback, スプリングバック, すぷりんぐばっく, ซุ-ปริงงุบัคคุ) คนญี่ปุ่นอาจพูดทับศัพท์ภาษาอังกฤษเป็น “อันดาคัตโตะ” สำหรับส่วนหลบหรือส่วนเว้าที่ชิ้นส่วน “ดายหรือดายตัวเมีย”( DieหรือFemale Die, ダイ, だい, ดะอิหรือดาย)ที่ใช้ตัดเฉือนวัสดุโดยใช้ร่วมกันกับชิ้นส่วนพันช์ ซึ่งส่วนหลบในกรณีนี้มีวัตถุประสงค์เพื่อให้เศษและหรือชิ้นงานที่ถูกตัดเฉือนโดยขอบคมตัดของพันช์และดายคู่นั้นๆแล้วเคลื่อนลอดผ่านและตกลงสู่ด้านล่างได้โดยง่าย ซึ่งส่วนหลบหรือส่วนเว้าของชิ้นส่วนดายนี้ ในภาษาญี่ปุ่นจะเรียกว่า “นิงะชิ”(ReliefหรือBack-Off หรือUndercut , 逃がし, にがし)และหรือในกรณีที่ทำส่วนหลบเป็นลักษณะมุมเอียงก็อาจเรียกได้ว่า “นิเงะคัคคุ”(Relief AngleหรือDraftหรือDraft AngleหรือClearance AngleหรือAngular Clearance, 逃げ角, にげかく) พันช์และดายที่ใช้สำหรับตัดเฉือนวัสดุ ภาคตัดขวางแสดงมุมหลบ-ส่วนหลบของชิ้นส่วนแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่เรียกว่า “ดายหรือดายตัวเมีย” ในลักษณะที่แตกต่างกันคือ เอียงหลบจากขอบคมตัดดาย(刃先からの逃がし) เอียงหลบแบบ 2 ขั้น(2段角による逃がし) เอียงหลบจากส่วนคมตัดตรง(平行部のある逃がし) และส่วนหลบเป็นขั้นที่โตกว่าส่วนคมตัดดาย(平行部のある段逃がし) และมุมหลบที่เริ่มจากขอบคมตัดของดาย(Relief from The Cutting EdgeหรือDie Relief Tapered Through, 刃先からの逃がし, はさきからのにがし, ฮะซะคิคะระโนะนิงะชิ)เท่ากับมุม “a”, มุมหลบแบบสองขั้น(Relief Using Two Stage Angles, 2段角による逃がし, 2だんかくによるにがし, นิดันคัคคุนิโยะรุนิงะชิ) โดยที่ระยะความยาว “s” ทำมุมเท่ากับมุม “a” และต่อจากนั้นก็เอียงทำมุมเท่ากับมุม “b” , มุมหลบที่เอียงต่อจากส่วนคมตัดตรงหรือที่ขนานกันไป(Relief with a Parallel Cutting EdgeหรือTapered Die Relief, 平行部のある逃がし, へいこうぶのあるにがし, เฮโคบุโนะอะรุนิงะชิ)เท่ากับมุม “b” ต่อจากระยะ “s” และสุดท้ายเป็นส่วนหลบที่ทำเป็นขั้นที่มีขนาดโตกว่าส่วนคมตัดตรงหรือที่ขนานกันไป(Step Relief with a Parallel Cutting EdgeหรือCounterbored Die Relief, 平行部のある段逃がし, へいこうぶのあるだんにがし, เฮโคบุโนะอะรุดันนิงะชิ)เท่ากับระยะ “x”
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี(KKW 86/ ITVE/ KMITNB/ CU)
https://www.tdia.or.th/wp-content/uploads/journal/Mould&Die-Book-3.pdf
ในแม่พิมพ์กลุ่มปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น{โลหะแผ่นจะถูกตัดเฉือน-ขึ้นรูปให้ได้รูปร่าง-รูปทรงที่เป็นไปตามชิ้นส่วนพันช์ ดาย และชิ้นส่วนเสริมอื่นๆ(เช่น ชิ้นส่วนแคมหรือลูกเบี้ยว)ในขณะที่โลหะแผ่นอยู่ในสถานะของแข็ง ซึ่งแตกต่างจากวัสดุที่จะนำมาขึ้นรูปในโมลด์ของตอนที่ 2 ซึ่งจะถูกทำให้หลอมเหลวแล้วอยู่ในสถานะของเหลวก่อนที่จะทำให้ไหลตัวเข้าสู่ส่วนโพรงหรือช่องว่างภายในโมลด์ชนิดนั้นๆได้ ไม่ว่าจะเป็นการฉีดขึ้นรูปหรือการเทขึ้นรูป เป็นต้น} ซึ่งจะถือว่า “อันดาคัตโตะหรืออันดะคัตโตะ(アンダーカットหรือアンダカット)” นั้นเป็นอุปสรรคในการออกแบบ-ผลิตแม่พิมพ์และทำให้ต้นทุนการผลิตแม่พิมพ์สูงขึ้นด้วย ดังนั้นผู้ออกแบบผลิตภัณฑ์หรือชิ้นส่วนโลหะที่ต้องใช้แม่พิมพ์ปั๊มโลหะแผ่นในการปั๊มตัดเฉือน-ขึ้นรูปก็ควรปรึกษาผู้ออกแบบแม่พิมพ์ปั๊มโลหะแผ่นแล้วพิจารณากำจัดส่วนนี้ออกไปหรือทำให้ลดลงมากที่สุดเท่าที่จะเป็นไปได้
ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ กลไกลูกเบี้ยวหรือแคมที่เคลื่อนที่ขึ้นรูปส่วน “อันดาคัตโตะ” แม่พิมพ์ปั๊มขึ้นรูปชุดบน แม่พิมพ์ปั๊มขึ้นรูปชุดล่าง ชิ้นงานที่ถูกปั๊มขึ้นรูปจากแม่พิมพ์ ภาคตัดขวางของแม่พิมพ์ปั๊มขึ้นรูปชิ้นงานที่มีส่วน “อันดาคัตโตะ” ที่จุดศูนย์ตายล่าง(Bottom Dead Center : B.D.C.,下死点, かしてん, คะชิเต็ง) และชิ้นงานที่ถูกปั๊มขึ้นรูป(Formed Part, プレス成形品, ぷれすせいけいひん, พุเร็ซซุ-เซเคฮิง)จากแม่พิมพ์ปั๊มขึ้นรูปชิ้นงานซึ่งเปิดแยกแม่พิมพ์ชุดบน-ชุดล่างแยกออกจากกัน จุดศูนย์ตายบน(Top Dead Center : T.D.C., 上死点 , じょうしてん, โยชิเต็ง) แผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ ชิ้นงานที่ถูกปั๊มขึ้นรูปจากแผ่นแบลงก์ ชิ้นงานที่ถูกปั๊มขึ้นรูปโลหะแผ่นที่มีส่วน “อันดาคัตโตะ” ตัวอย่างของชิ้นงานหรือผลิตภัณฑ์ปั๊มขึ้นรูปโลหะแผ่นในลักษณะต่างๆที่บางรูปร่างจะมีส่วน “อันดาคัตโตะ(アンダーカット)” ที่เป็นอุปสรรคต่อการปั๊มขึ้นรูปกับการออกแบบ-ผลิตแม่พิมพ์ ชิ้นงานปั๊มขึ้นรูปที่ต้องการ(成形品) ชิ้นส่วนพันช์(パンチ) ชิ้นส่วนดาย(ダイス) ตัวอย่างชิ้นงานปั๊มขึ้นรูปและภาคตัดขวางของส่วนกลไกเสริมของแม่พิมพ์ปั๊มขึ้นรูปเพื่อให้สามารถปั๊มขึ้นรูปโลหะแผ่นหรือเพื่อให้ได้รูปร่าง-รูปทรงที่เป็น “อันดาคัตโตะ” นั้นๆได้ แต่อย่างไรก็ตามกลไกที่มีโครงสร้างนี้กลับเป็นอุปสรรคที่ทำให้การถอด-ปลดออกจากชิ้นงานไม่ได้(Cannot Release, 抜けない, ぬけない, นุเคะไน) ชิ้นส่วนดายแบบแยกส่วน(分割ダイス) ขนาดส่วน “เบอริง”(バーリング寸法) ขนาดส่วนสันหรือบีด(ビード寸法)ที่ขึ้นรูปส่วน “อันดาคัตโตะ” ส่วนกลไกเสริมพิเศษของแม่พิมพ์ที่ได้รับการออกแบบแก้ไขให้สามารถขึ้นรูปชิ้นงานได้แล้วยังคงสามารถเคลื่อนที่ดึงถอดออก(Pull Out, 引き抜く, ひきぬく, ฮิคินุคุ)จากชิ้นงานได้ด้วย พันช์ดัดขึ้นรูปตัว “ยู”ที่ความยาวไม่สมมาตรกัน พันช์ดัดขึ้นรูปตัว “ยู”ที่ความยาวสมมาตรกัน ชิ้นงานรูปตัว “ยู” ที่ไม่สมมาตรกัน ชิ้นงานรูปตัว “ยู” ที่สมมาตรกัน มุมเอียงหลบ 1 ถึง 2 องศา ส่วนหลบหรือส่วนเว้า(อันดาคัตโตะ)ที่ทำขึ้นบนชิ้นส่วน “พันช์” ของแม่พิมพ์ปั๊มดัดขึ้นรูปชิ้นงานรูปตัว “ยู” โดยการทำเป็นมุมเอียงหลบเข้าหาลำตัวของพันช์ ปรากฏการณ์ที่เรียกว่าการดีดตัวกลับหรือสปริงแบ็ก(Springback, スプリングバック, すぷりんぐばっく, ซุ-ปริงงุบัคคุ) คนญี่ปุ่นอาจพูดทับศัพท์ภาษาอังกฤษเป็น “อันดาคัตโตะ” สำหรับส่วนหลบหรือส่วนเว้าที่ชิ้นส่วน “ดายหรือดายตัวเมีย”( DieหรือFemale Die, ダイ, だい, ดะอิหรือดาย)ที่ใช้ตัดเฉือนวัสดุโดยใช้ร่วมกันกับชิ้นส่วนพันช์ ซึ่งส่วนหลบในกรณีนี้มีวัตถุประสงค์เพื่อให้เศษและหรือชิ้นงานที่ถูกตัดเฉือนโดยขอบคมตัดของพันช์และดายคู่นั้นๆแล้วเคลื่อนลอดผ่านและตกลงสู่ด้านล่างได้โดยง่าย ซึ่งส่วนหลบหรือส่วนเว้าของชิ้นส่วนดายนี้ ในภาษาญี่ปุ่นจะเรียกว่า “นิงะชิ”(ReliefหรือBack-Off หรือUndercut , 逃がし, にがし)และหรือในกรณีที่ทำส่วนหลบเป็นลักษณะมุมเอียงก็อาจเรียกได้ว่า “นิเงะคัคคุ”(Relief AngleหรือDraftหรือDraft AngleหรือClearance AngleหรือAngular Clearance, 逃げ角, にげかく) พันช์และดายที่ใช้สำหรับตัดเฉือนวัสดุ ภาคตัดขวางแสดงมุมหลบ-ส่วนหลบของชิ้นส่วนแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่เรียกว่า “ดายหรือดายตัวเมีย” ในลักษณะที่แตกต่างกันคือ เอียงหลบจากขอบคมตัดดาย(刃先からの逃がし) เอียงหลบแบบ 2 ขั้น(2段角による逃がし) เอียงหลบจากส่วนคมตัดตรง(平行部のある逃がし) และส่วนหลบเป็นขั้นที่โตกว่าส่วนคมตัดดาย(平行部のある段逃がし) และมุมหลบที่เริ่มจากขอบคมตัดของดาย(Relief from The Cutting EdgeหรือDie Relief Tapered Through, 刃先からの逃がし, はさきからのにがし, ฮะซะคิคะระโนะนิงะชิ)เท่ากับมุม “a”, มุมหลบแบบสองขั้น(Relief Using Two Stage Angles, 2段角による逃がし, 2だんかくによるにがし, นิดันคัคคุนิโยะรุนิงะชิ) โดยที่ระยะความยาว “s” ทำมุมเท่ากับมุม “a” และต่อจากนั้นก็เอียงทำมุมเท่ากับมุม “b” , มุมหลบที่เอียงต่อจากส่วนคมตัดตรงหรือที่ขนานกันไป(Relief with a Parallel Cutting EdgeหรือTapered Die Relief, 平行部のある逃がし, へいこうぶのあるにがし, เฮโคบุโนะอะรุนิงะชิ)เท่ากับมุม “b” ต่อจากระยะ “s” และสุดท้ายเป็นส่วนหลบที่ทำเป็นขั้นที่มีขนาดโตกว่าส่วนคมตัดตรงหรือที่ขนานกันไป(Step Relief with a Parallel Cutting EdgeหรือCounterbored Die Relief, 平行部のある段逃がし, へいこうぶのあるだんにがし, เฮโคบุโนะอะรุดันนิงะชิ)เท่ากับระยะ “x”
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี(KKW 86/ ITVE/ KMITNB/ CU)
ตอบความคิดเห็น
หลังจากที่ผมได้เขียนต้นฉบับเสร็จแล้วส่งไปให้บรรณาธิการบริหารวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) จำนวน 3 ตอนคือ “คะนะงะตะโนะยุเมียว(金型の寿命, かながたのじゅみょう)” “อะนะนุคิ(穴抜き, あなぬき)คืออะไรในงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น” และ “นุคิโคไบ(抜き勾配, ぬきこうばい)หรือนุเคะโคไบ(抜け勾配, ぬけこうばい)คืออะไรในงานแม่พิมพ์” ก็ฝากติดตามในอนาคตด้วยครับสำหรับผู้สนใจคำศัพท์เทคนิคด้านแม่พิมพ์(ที่ทางราชบัณฑิตยสถานใช้คำว่า “ศัพท์เฉพาะศาสตร์”หรือที่แปลมาจากคำว่า terminology)ที่เป็นภาษาญี่ปุ่นกับภาษาอังกฤษที่เกี่ยวข้องกันซึ่งใช้อยู่ในอุตสาหกรรมแม่พิมพ์ ดังนั้นจึงขออนุญาตนำเสนอคำศัพท์เทคนิคภาษาญี่ปุ่นด้านแม่พิมพ์(พร้อมกับคำศัพท์ภาษาอังกฤษและภาษาไทยด้านแม่พิมพ์)จากบทความที่เผยแพร่ไปแล้วทั้งหมดต่อเนื่องกันไป ที่ส่วนใหญ่จะเป็นคำศัพท์ที่อาจจะสับสนกับคำศัพท์กับคำแปลทั่วไปหรือว่ามีผู้รู้ด้านภาษาญี่ปุ่นแปลไม่ถูกต้องหรือเข้าใจผิด เช่น นำรูปจากงานเทคนิคหรือวิศวกรรมในสาขาอื่นๆมาใช้อธิบายเป็นคำศัพท์งานด้านแม่พิมพ์ แปลแล้วไม่ตรงกับคำศัพท์เทคนิคที่ใช้กันอยู่หรือสื่อความหมายไม่พอที่จะให้เข้าใจได้ และหรือแม้แต่ผู้รู้ที่สอนภาษาญี่ปุ่นทั่วไปบางท่านก็ยังเคยแปลคำศัพท์เทคนิคภาษาญี่ปุ่นในงานแม่พิมพ์ผิดแล้วนำไปถ่ายทอดให้กับลูกศิษย์ก็มี เป็นต้น ทั้งนี้เพื่อให้เกิดความเข้าใจที่ถูกต้องกับผู้ที่ทำงานเกี่ยวข้องกับอุตสาหกรรมแม่พิมพ์ที่ต้องใช้ภาษาญี่ปุ่น หรือผู้ที่สนใจหรือจำเป็นต้องสนใจเพราะเป็นล่ามภาษาญี่ปุ่นทั้งล่ามมือใหม่-มือเก่าที่ต้องทำหน้าที่แปลในโรงงานแม่พิมพ์หรือโรงงานปั๊มตัดเฉือนขึ้นรูปโลหะต่อไปครับ
จากวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) ปีที่ 26 ฉบับที่ 4 ตุลาคม-ธันวาคม 2557 ตอน “เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア) ตอนที่ 1จาก 2 ตอน” แต่ฉบับนี้ทางสมาคมฯไม่ได้อัปโหลดเอาไว้ ดังนั้นจึงขอนำเสนอเฉพาะคำศัพท์ที่เกี่ยวข้องและน่าสนใจดังต่อไปนี้คือ
เป็นเนื้อหาที่ส่วนใหญ่แล้วจะมีความสัมพันธ์กับแม่พิมพ์ฉีดขึ้นรูปพลาสติกหรือโมลด์ฉีดขึ้นรูปพลาสติกที่ชิ้นงานหรือผลิตภัณฑ์จะได้จากการฉีดขึ้นรูปจากวัสดุที่มีสถานะเป็นของไหล โดยเฉพาะอย่างยิ่งสัมพันธ์กับเนื้อหาในฉบับที่ 2 เมษายน-มิถุนายน 2557 ที่ผ่านมาแล้ว ชื่อตอน อันดาคัตโตะ(アンダーカット)
ในตอนนี้จะมีคำศัพท์ที่เกี่ยวข้องคือ แม่พิมพ์กลุ่มที่มีการฉีดขึ้นรูปจากวัสดุ(เรซินหรือเม็ดพลาสติก)ที่มีสถานะเป็นของไหล เช่น แม่พิมพ์ฉีดขึ้นรูปพลาสติก(Plastic Injection Mold or Mould, プラスチック射出成形金型, ぷらすちっくしゃしゅつせいけいかながた, พุรัซซุจิค-ชยะชุทซึเซเคคะนะงะตะ) “อันดาคัตโตะ(アンダーカット)” ที่อยู่ทางผนังด้านในหรือภายในของชิ้นงานซึ่งจะทำให้ไม่สามารถเปิดแม่พิมพ์ฉีดขึ้นรูปพลาสติกหรือโมลด์ฉีดขึ้นรูปพลาสติกแล้วปลดนำชิ้นงานออกจากส่วนที่เรียกว่า “คอร์ หรือแกน(Core, コア, こあ, โคอะ)” ซึ่งอยู่ในแม่พิมพ์ด้านที่เคลื่อนที่ได้(Mold Movable Side, 金型の可動側, かながたのかどうがわ, คะนะงะตะโนะคะโดงะวะ)ของแม่พิมพ์หรือโมลด์ได้ การนำชิ้นส่วน “เค-ชยะ-โคอะหรือลูซ-โคอะ”(傾斜コアหรือルーズコア)มาใช้งานเพื่อแก้ไขปัญหาการปลดชิ้นงานออกโมลด์ การสื่อสารอย่างง่ายกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่ให้ความหมายว่า “เค-ชยะ-โคอะหรือลูซ-โคอะ(傾斜コアหรือルーズコア)” ในภาษาไทยเรียกว่า “แกนแบบเอียงให้ตัวได้” นั้นก็อาจกล่าวได้ว่า “เค-ชยะ-โคอะ มะตะวะ ลูซ-โคอะ”วะ ไทโงะเดะ “แกนแบบเอียงให้ตัวได้” โตะโยะบิมัซซุ ซึ่งก็อาจจะเขียนเป็นภาษาญี่ปุ่นได้ว่า “傾斜コア または ルーズコア” は タイ語で「ケァン・ベァブ・イァング・ハイ・トゥア・ダイ」と 呼びます。 ชิ้นส่วนที่เรียกว่าแกน(ไส้, คอร์)แบบเอียงให้ตัวได้(Loose CoreหรือInternal Core LifterหรือLifter, 傾斜コアหรือルーズコア, けいしゃこあหรือるーずこあ, เค-ชยะ-โคอะหรือลูซ-โคอะ)นี้เป็นชิ้นส่วนหนึ่งของแม่พิมพ์หรือในกลุ่มโมลด์นี้ที่เป็นแบบเลื่อนเคลื่อนที่และเอียงองศาให้ตัวในแนวทแยงมุมได้ ชิ้นส่วนหรือผลิตภัณฑ์ที่ต้องการผลิตนั้นมีลักษณะ-รูปร่างส่วนหนึ่งส่วนใดที่เรียกว่า “อันดาคัตโตะ(アンダーカット)” ซึ่งเป็นส่วนหลบ(スワン ロップ = ส่วนหลบ)หรือส่วนเว้า(スワン ワウ = ส่วนเว้า)ชนิดที่อยู่ทางด้านในของชิ้นงานหรือผลิตภัณฑ์ และวิศวกรรมคุณค่า(Value Engineering : VE หรือValue Analysis : VA, 価値工学, かちこうがく, คะจิโคงัคคุ)
จากวารสารแม่พิมพ์ปีที่ 27 ฉบับที่ 1 มกราคม-มีนาคม 2558 ตอน “เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア) ตอนที่ 2จาก 2 ตอน” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No1-58.pdf
เป็นเนื้อหาต่อเนื่องกับตอนที่ผ่านมา และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ
คำศัพท์ภาษาญี่ปุ่นที่ใช้เรียกชิ้นส่วน ”เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア)” นี้ ส่วนใหญ่ที่มีใช้กันแพร่หลายอยู่นั้นมีอยู่ 2 คำคือ คำศัพท์ที่ทับศัพท์บางส่วนมาจากภาษาอังกฤษแล้วใช้ร่วมกับภาษาญี่ปุ่น ซึ่งก็คือคำว่า “เค-ชยะ-โคอะ” โดยที่คำว่า “เค-ชยะ” มาจากภาษาญี่ปุ่นคือคำว่า “傾斜” และคำว่า “โคอะ(コア)” มาจากคำว่า “Core” ในภาษาอังกฤษ และคำศัพท์ที่ทับศัพท์มาจากภาษาอังกฤษทั้งหมด ซึ่งก็คือคำว่า “ลูซ-โคอะ” โดยที่คำว่า “ลูซ (ルーズ)” มาจากภาษาอังกฤษคำว่า “Loose” และคำว่า ” โคอะ(コア)” ก็มาจากคำว่า “Core” ในภาษาอังกฤษเช่นเดียวกัน คำศัพท์ภาษาญี่ปุ่นอื่นๆที่ใช้เรียกชิ้นส่วน “เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア)” เช่นคำว่า “แกนเลื่อนเอียงให้ตัวได้หรือเคะ-ชยะ-ซุไรโดะ(傾斜スライド)”, “อุจิงะวะ-ซุไรโดะ โคอะ(内側スライドコア)” หรือ “เคะ-ชยะ-ปิน(傾斜ピン)” และนอกจากนี้ยังมีชิ้นส่วนที่ทำหน้าที่ในลักษณะคล้ายกันกับชิ้นส่วนนี้ ซึ่งได้เรียกชื่อแยกออกเป็นอีกชื่อหนึ่งในภาษาญี่ปุ่นต่างหากก็มีคือชื่อ “ทะโอะเระ โคอะ”(倒れコア, たおれこあ) ก้านเลื่อนเคลื่อนที่หรือซุไร-รดโดะ(スライドロッド) แผ่นแม่พิมพ์ด้านเคลื่อนที่(可動側型板) ตัวยึดปลอกนำ(ブシュホルダー) ปลอกนำ(ブシュ) แหวนล็อก(穴用止め輪) แผ่นดันปลด(エジェクタプレート) ชุดเลื่อนเคลื่อนที่(スライドユニット) ชาวญี่ปุ่นอาจจะใช้คำศัพท์ภาษาอังกฤษเรียกชิ้นส่วน “เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア)” เป็น “Angular Core”, “Tilting Core” หรือ “Inclined Core” ก็มีอยู่เช่นกัน “เค-ชยะ-โคอะหรือลูซ-โคอะ” แบบ“ซุปปง” “เค-ชยะ-โคอะหรือลูซ-โคอะ” แบบปรกติ
จากวารสารแม่พิมพ์ปีที่ 27 ฉบับที่ 2 เมษายน-มิถุนายน 2558 ตอน “มัจจิงงุ(マッチング)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No2-58.pdf
ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ
มัจจิงงุ(マッチング)เป็นคำศัพท์เทคนิคภาษาญี่ปุ่นที่ใช้ในงานเกี่ยวกับแม่พิมพ์ปั๊ม(Stamping or Press Die, プレス金型, ぷれすかながた, พุเร็ซซุ-คะนะงะตะ)หรือแม่พิมพ์สำหรับปั๊มตัดเฉือน-ขึ้นรูปโลหะ(Metal Stamping Die, 金属プレス用金型, きんぞくぷれすようかながた, คินซคคุ-พุเร็ซซุ-โย คะนะงะตะ) มัจจิงงุ(マッチング)เป็นคำทับศัพท์มาจากภาษาอังกฤษด้านแม่พิมพ์คือคำว่า “Matching” คำว่า “Matching” จะมีคำแปลเป็นภาษาไทยใช้กันอยู่ทั่วไปในหลายๆความหมาย เช่น จับคู่ จับคู่กัน การจับคู่ ความเข้ากันได้ ซึ่งคำศัพท์ที่คุ้นเคย และพบว่ามีการใช้งานบ่อยๆ เช่นคำว่า “Mix and Match” ที่อาจจะหมายถึงการผสมผสานสิ่งของต่างๆที่มีความแตกต่างกันให้มีความเข้าด้วยกันได้หรือในความหมายที่ใช้การจับคู่ทางธุรกิจ(Business Matching) เป็นต้น มัจจิงงุ(マッチング)ในอุตสาหกรรมแม่พิมพ์ปั๊มแล้วอาจให้ความหมายเป็นการต่อที่เข้ากันของ(แนวเส้น)การตัด(Matching, マッチング, まっちんぐ, มัจจิงงุ)ที่เกิดจากกระบวนการตัดเฉือนของสถานีงานหรือขั้นตอนที่อยู่ก่อน และหลังซึ่งกันและกันแล้วทำให้ได้แนวเส้นจากการตัดของทั้งสองแนวนั้นต่อเข้าด้วยกันได้เป็นอย่างดี การสื่อสารอย่างง่ายกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่ให้ความหมายว่า “มัจจิงงุ(マッチング)ในภาษาไทยเรียกว่า “การต่อที่เข้ากันของการตัด” นั้นก็อาจกล่าวได้ว่า “มัจจิงงุ”วะ ไทโงะเดะ “การต่อที่เข้ากันของการตัด” โตะโยะบิมัซซุ ซึ่งก็อาจจะเขียนเป็นภาษาญี่ปุ่นได้ว่า “マッチング” は タイ語で「カーン・トー・ティー・カウ・カン・コーン・カーン・タッド」と 呼びます。 และกระบวนการตัดแยกออกหรือคัตออฟ(Cutoff Process)ที่เป็นแบบการตัดแยกส่วนหรือตัดแยกชิ้นงานออกจากกัน(Parting)
จากวารสารแม่พิมพ์ปีที่ 27 ฉบับที่ 3 กรกฎาคม-กันยายน 2558 ตอน “อัทซึเอ็ง(圧延, あつえん)ที่ไม่ได้แปลว่า “การกลิ้ง”” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No3-58.pdf
จากการที่พบว่าผู้รู้ท่านหนึ่งได้แปลไว้ว่า “การกลิ้ง”(Rolling, 圧延, あつえん, อัทซึเอ็ง) ซึ่งคำแปลว่า “การกลิ้ง” น่าจะมีความหมายไม่ถูกต้องหรือเหมาะสมนัก จึงเป็นที่มาของการเขียนบทความในตอนนี้แล้วจะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ คำว่า “圧延” ซึ่งหากแปลในคำศัพท์เทคนิคด้านการผลิต และอุตสาหกรรมแม่พิมพ์แล้ว พอจะแปลได้ว่า การรีด(วัสดุด้วยลูกกลิ้ง)(Rolling, 圧延, あつえん, อัทซึเอ็ง) ตัวอย่างเช่น การรีดร้อน(Hot Rolling, 熱間圧延, ねっかんあつえん, เน็คคังอัทซึเอ็ง) และการรีดเย็น(Cold Rolling, 冷間圧延, れいかんあつえん, เรคังอัทซึเอ็ง)ที่ต่างก็เป็นการรีดลดขนาดความหนาของวัสดุให้บางลดลงในขณะที่วัสดุร้อน และเย็นตามลำดับ เป็นต้น การสื่อสารกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่ให้ความหมายว่า “อัทซึเอ็ง(圧延, あつえん)ในภาษาไทยเรียกว่า “การรีด” นั้นก็อาจกล่าวได้ว่า “อัทซึเอ็ง”วะ ไทโงะเดะ “การรีด” โตะโยะบิมัซซุ ซึ่งก็อาจจะเขียนเป็นภาษาญี่ปุ่นได้ว่า “圧延” は タイ語で「カーン・リード」と 呼びます。 ลูกกลิ้งรีดวัสดุ(圧延ロール) วัสดุที่จะรีดลดความหนา(圧延材料) แนวตั้งฉากกับทิศทางการรีดหรือทิศทางตามความกว้าง(幅方向) ทิศทางการรีด(圧延方向) ทิศทางการดัดในชิ้นงานที่ดีหรือแข็งแรง(曲げ方向グッドウエイ) ทิศทางการดัดในชิ้นงานที่เลวหรืออ่อนแอ(曲げ方向バッドウエイ) แนวเส้นการดัดของชิ้นงานและทิศทางการรีดวัสดุขนานกัน(曲げ線と圧延方向が平方)ชิ้นงานที่ได้จึงอ่อนแอ แนวเส้นการดัดของชิ้นงานตั้งฉากกับทิศทางการรีดวัสดุ(圧延方向に対して曲げ線が直角) แนวเส้นการดัดของชิ้นงานขนานกับทิศทางการรีดวัสดุ(圧延方向に対して曲げ線が平方) และทิศทางการรีดวัสดุ(grain directionหรือrolling direction, 圧延方向, あつえんほうこう, อัทซึเอ็งโฮโค)
จากวารสารแม่พิมพ์ปีที่ 27 ฉบับที่ 4 ตุลาคม-ธันวาคม 2558 ตอน “อะโซะบิ(遊び, あそび)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/MouldDie-No4-58.pdf
ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ ศัพท์เทคนิคคำว่า “อะโซะบิ” ที่ใช้ในงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ ซึ่งเขียนด้วยตัวอักษร และอ่านออกเสียงด้วยภาษาญี่ปุ่นเหมือนกัน แต่ให้ความหมายที่แตกต่างไปจากที่มีการใช้ในความหมายทั่วไปคือ “เที่ยวหรือเล่น” (Play, 遊び, あそび, อะโซะบิ) หรือแตกต่างไปจากที่มีการใช้ในความหมายด้านเทคนิค-วิศวกรรมทั่วไปคือ “คลอนหรือให้ตัวได้”(Play, 遊び, あそび, อะโซะบิ)ของชิ้นส่วน-อุปกรณ์ต่างๆ ระยะที่ให้ตัวได้ของชุดกลไกของแป้นคลัตช์อย่างง่ายในรถยนต์ ซึ่งเรียกว่า “อะโซะบิ” เช่นกัน ก้านของแป้นคลัตช์(クラッチペダル) ตัวปรับระยะ(アジャスタ) คำศัพท์มาตรฐานเฉพาะในงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(PressหรือPressworking Standard Terminology, プレス標準用語, ぷれすひょうじゅんようご, พุเร็ซซุเฮียวยุงโยโงะ) ตามที่มีสัมพันธ์และเกี่ยวข้องกันดังต่อไปนี้คือ ว่างหรือว่างเปล่า(Idle, 遊び, あそび, อะโซะบิ) โดยที่คำว่า อะโซะบิ(遊び)เป็นคำศัพท์ในภาษาญี่ปุ่นโดยตรงที่มีความหมายตรงตามภาษาอังกฤษคือคำว่า “Idle” และมีความหมายในงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่หมายถึง การออกแบบให้มีการเว้นว่างหรือทำให้สถานีงาน(ขั้นตอน)ภายในแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบโปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโร-เงร็ช-ชิพดาย)นั้นว่างเปล่าไปจากกระบวนการตัดเฉือน-ขึ้นรูปใดๆ เฟืองสะพาน-เฟืองส่งผ่าน(Idler Gear) ขั้นตอนว่างหรือว่างเปล่า(Idle Stage, アイドルステージ, あいどるすてーじ, ไอดลรุ-ซุเตยิ){หมายเหตุ “アイドルステージ” ซึ่งมีความหมายจากภาษาอังกฤษที่แตกต่างกันคือ “Idol Stage” ที่อาจจะแปลได้ว่า เวทีของคน(ที่เป็นแรง)บันดาลใจ} และการสื่อสารกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่ให้ความหมายว่า “อะโซะบิ(遊び, あそび)” ในภาษาไทยเรียกว่า “ว่างหรือว่างเปล่า” นั้นก็อาจกล่าวได้ว่า “อะโซะบิ”วะ ไทโงะเดะ “ว่างมะตะวะว่างเปล่า” โตะโยะบิมัซซุ ซึ่งก็อาจจะเขียนเป็นภาษาญี่ปุ่นได้ว่า “遊び” は タイ語で「ワーンまたはワーンプラーオ」と 呼びます。
จากวารสารแม่พิมพ์ปีที่ 28 ฉบับที่ 1 มกราคม-มีนาคม 2559 ตอน “คิวดีชี พุเร็ซซุ-คะนะงะตะ(QDCプレス金型, QDCぷれすかながた)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No1-59.pdf
ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ การผลิตแบบทันเวลาพอดี(Just In Time : JIT) การเตรียมถอดเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็ว(Quick Die Change : QDC) แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบเปลี่ยน-ติดตั้งเร็วหรืออาจเรียกสั้นๆเป็นแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว{Quick Die Change type dies, QDCプレス金型หรือクイックダイチェンジ(QDC)金型หรือ迅速交換金型, QDCぷれすかながたหรือくいっくだいちぇんじ(QDC)かながたหรือじんそくこうかんかながた, คิวดีชี พุเร็ซซุ-คะนะงะตะหรือคุอิค-ดายเจ็นยิ(คิวดีชี)คะนะงะตะหรือยินซคคุโคคังคะนะงะตะ} การติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ) สัญลักษณ์สีแสดงสถานการณ์ทำงาน(操作確認窓) แกนจับยึดแม่พิมพ์ชนิดก้านตรงที่มีร่องแบบหกเหลี่ยม(六角穴付きストレート植込シャンク) แกนหมุนจับยึด(クランプシャフト) แคลมป์รูปตัวแอล(Lクランプ) เสา-ปลอกนำทางหรือไกด์โพสต์-ไกด์บูช(ガイドポスト・ブシュ) แท่งนำทางในการประกอบ(ガイドブロック) ช่องระบายเศษ(スラグホール) แท่งรองรับ(サポートブロック) หมายเลขการผลิต(製造番号) ประแจบ็อกซ์รูปตัวที(T型BOXレンチ) หมุดกำหนดตำแหน่ง(ロケーティングピン) ร่องนำทางหมุดกำหนดตำแหน่ง(ロケーティングピンガイド) แม่พิมพ์รวมกระบวนการหรือแม่พิมพ์คอมเพานด์(compound die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวนด์ดายหรือโซนุคิงะตะ) และการสื่อสารกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่มีความหมายว่า “คิวดีชี พุเร็ซซุ-คะนะงะตะ(QDCプレス金型, QDCぷれすかながた)” ในภาษาไทยเรียกว่า “แม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว” นั้นก็อาจกล่าวได้ว่า “คิวดีชี พุเร็ซซุ-คะนะงะตะ”วะ ไทโงะเดะ “แม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว” โตะอีมัซซุ ซึ่งเขียนเป็นภาษาญี่ปุ่นได้ว่า “QDCプレス金型” は タイ語で「メァーピムパムベァブプリアン・ティッドタンレウ」と言います。
จากวารสารแม่พิมพ์ปีที่ 28 ฉบับที่ 2 เมษายน-มิถุนายน 2559 ตอน “บุนดัง(分断, ぶんだん)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/NO.2-59.pdf
จากการที่พบว่าผู้รู้ท่านหนึ่งได้สอนในงานด้านการตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปของกระบวนการที่เรียกว่า “Parting” แต่กลับนำเอารูปที่มาประกอบการอธิบายคำดังกล่าวที่เป็นรูปเกี่ยวกับงานตัดเฉือนวัสดุด้วยเครื่องกลึงที่มีชื่อเรียกของกระบวนการเป็น “Parting” เช่นเดียวมาใช้ประกอบคำอธิบาย ซึ่งเป็นเรื่องที่ไม่ถูกต้องนัก จึงเป็นที่มาของการเขียนในตอน “บุนดัง(分断, ぶんだん)” นี้ และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ เครื่องกลึง(Lathe or Turning machine) มีดกลึง(Tool bitหรือCutting tool for Turning machine) เครื่องปั๊ม(PressหรือStamping PressหรือStamping machine) แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(DieหรือPress ToolหรือStamping Tooling) การตัดแยกส่วนหรือตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)ที่ใช้ในการปั๊มตัดเฉือน-ขึ้นรูปโลหะ และกรณีที่เป็นงานกลึงนั้นจะใช้ภาษาญี่ปุ่นต่างกันไปจากงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุสำหรับการตัดแยกส่วนหรือตัดแยกชิ้นงานออกจากกัน(Parting, 突切り, つっきり, ซุคคิริ)ซึ่งจะเป็นการเคลื่อนที่มีดกลึงเข้าไปตัดแยกส่วนหรือตัดแยกชิ้นงานที่กำลังหมุนตามเส้นรอบวงอยู่ให้แยกออกจากกัน
จากวารสารแม่พิมพ์ปีที่ 28 ฉบับที่ 3 กรกฎาคม-กันยายน 2559 ตอน “คิริโคะมิ(切り込み, きりこみ)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/11/No3-59.pdf
จากการที่พบว่าผู้รู้ท่านหนึ่งได้สอนในงานด้านการตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปของกระบวนการที่เรียกว่า “Slitting” แต่กลับนำเอารูปที่มาประกอบการอธิบายคำดังกล่าวที่เป็นรูปเกี่ยวกับงานตัดเฉือนวัสดุด้วยเครื่องจักร ซึ่งมีชื่อเรียกรวมทั้งกระทำกับโลหะแผ่นเช่นเดียวกันมาใช้ประกอบคำอธิบายอันมีลักษณะการทำงานที่แตกต่างกัน จึงเป็นที่มาของการเขียนในตอน “คิริโคะมิ(切り込み, きりこみ)”นี้ และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ การตัดแหวกเพื่อกรีดให้เป็นรอยเส้นตามรูปร่างที่ต้องการด้วยแม่พิมพ์(Slitting, 切り込みหรือスリッティングหรือスリット, きりこみหรือすりってぃんぐหรือすりっと, คิริโคะมิหรือซุริตติงงุหรือซุริตโตะ) การตัดแหวกกับโลหะแผ่นที่เรียกสั้นๆว่า “Slit(スリット, すりっと, ซุริตโตะ)” การตัดกรีด(lanceหรือlancing, ランス, らんす, รันซุ) บางครั้งในภาษาญี่ปุ่นเรียกทับศัพท์ตามภาษาอังกฤษทั้งสองคำรวมกัน(Lance-Slit)เป็น “ランススリットหรือランスリット(รันซุริตโตะ)” ก็มี เครื่องกัดหรือมิลลิง(Milling Machine) และเปรียบเทียบลักษณะการกัดในขณะตัดเฉือนแบบตัดแหวก(Slit)ซึ่งจะมีขนาดของร่องที่แคบกว่ากับการกัดแบบเซาะร่อง(Slot)ด้วยเครื่องกัด
จากวารสารแม่พิมพ์ปีที่ 28 ฉบับที่ 4 ตุลาคม-ธันวาคม 2559 ตอน “ไพ-รตโตะ(パイロット, ぱいろっと)ความต่างที่เหมือนหรือความเหมือนที่ต่าง” (หมายเหตุ ไฟล์นี้ดาวน์โหลดจากเว็บไซต์สมาคมฯไม่ได้) ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ “Pilot(ไพลอต)” ที่หมายถึงนักบินผู้ทำหน้าที่ควบคุมอากาศยาน “ไพลอตจะใช้สำหรับปรับแก้แผ่นวัสดุให้อยู่ในตำแหน่งที่ถูกต้องก่อนที่จะถูกตัดเฉือน” ซึ่งเป็นการกล่าวถึงชิ้นส่วนของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่เรียกว่า แกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ) จากชื่อตอนนี้ที่ได้ระบุว่า “ความต่างที่เหมือนหรือความเหมือนที่ต่าง” ซึ่งในภาษาญี่ปุ่นก็มีการเรียกชิ้นส่วนเดียวกันนี้หรือเป็นชิ้นส่วนที่เหมือนกันด้วยคำศัพท์ที่แตกต่างกันทั้งที่ใช้ชื่อเรียกว่า “パイロット(Pilot)” “パイロットピン(Pilot Pin)” และ “パイロットパンチ(Pilot Punch)” แต่อย่างไรก็ตามในบางครั้งก็มีการใช้ชื่อเรียกว่า “ไพลอตพันช์(Pilot Punch ใช้เรียกแทนพันช์ที่ทำหน้าที่เป็น Pilot hole Piercing Punch, パイロットパンチ, ぱいろっとぱんち, ไพ-รตพันจิ)” ในความหมายที่ใช้เป็นชื่อที่เรียกแทนชื่อปรกติของเพียร์ซซิงพันช์(Piercing Punch, 穴抜きパンチ, あなぬきぱんち, อะนะนุคิพันจิ)เพราะต้องการที่จะเจาะจงว่าเป็นพันช์ที่ใช้สำหรับตัดเฉือนรูขึ้นมาแล้วนำรูที่ได้นี้ไปใช้เป็นการเฉพาะกับไพลอตหรือแกนนำร่องกำหนดตำแหน่ง(Pilot, パイロット, ぱいろっと, ไพ-รตโตะ)” ซึ่งอยู่ในสถานีงานหรือขั้นตอนถัดไปในแม่พิมพ์โปรเกรสซีฟว์ และในภาษาอังกฤษก็มีการใช้ชื่อเรียกเป็น 3 แบบด้วยเหมือนกันคือ “Pilot” “Pilot Pin” และ “Pilot Punch”
จากวารสารแม่พิมพ์ปีที่ 29 ฉบับที่ 1 มกราคม-มีนาคม 2560 ตอน “ซุไรโดะ(スライド, すらいど)หรือรัมมุ(ラム, らむ) หมายถึงอะไรในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No.1-60.pdf
สำหรับคำศัพท์ “Slideหรือ Ram” นี้มีผู้รู้ท่านอื่นที่อาจจะแปลเป็น “ก้านกระทุ้ง” หรือ “แกนเลื่อน” เป็นต้น แต่ผมจะใช้คำทับศัพท์ภาษาอังกฤษเป็น “สไลด์หรือแรม” เพราะว่ารูปร่างของชิ้นส่วนนี้ของเครื่องปั๊มไม่น่าจะมีลักษณะเป็น “ก้านหรือแกน” แต่อย่างใด และนอกจากนี้ก็พบว่ามีการแปลความหมายของคำว่า “slide” ในการให้ข้อมูลของเครื่องปั๊มเซอร์โวหรือเครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุม(Servo Press)นั้นไม่ถูกต้องนัก(สันนิษฐานว่าแปลโดยผู้เชี่ยวชาญภาษา แต่อาจจะไม่เข้าใจศัพท์เทคนิคเฉพาะของเครื่องและอาจไม่ได้ตรวจยืนยันโดยผู้ที่ทราบหลักการทำงานของเครื่องปั๊มเซอร์โวนั้น) กล่าวคือได้มีการแปลคำว่า “slide motion” เป็น “การเคลื่อนที่แบบสไลด์”(ของเครื่องปั๊มเซอร์โว) ซึ่งจริงๆแล้วควรจะต้องแปลว่าเป็น “การเคลื่อนที่ของสไลด์(หรือแรม)”(ของเครื่องปั๊มเซอร์โว) ส่วนคำว่า “การเคลื่อนที่แบบสไลด์” “การเคลื่อนที่แบบสไลด์(เท้า)” อาจถือเป็นเทคนิคในการเคลื่อนที่ที่ใช้ในการเล่นกีฬาบาสเกตบอลหรือการเล่นกีฬาวอลเลย์บอล และตอนนี้มีคำศัพท์กับรูปอื่นที่เกี่ยวข้องอีกคือ ชิ้นส่วนสไลด์หรือแรม(SlideหรือRam, スライドหรือラム, すらいどหรือらむ, ซุไรโดะหรือรัมมุ)ของเครื่องปั๊ม เครื่องจักรที่ใช้ในการผลิตชิ้นงานก็มีชิ้นส่วนที่เรียกว่า “ram” อยู่ เช่นเครื่องไส(Shaping machine) และเครื่องกัด(Milling machine) เป็นต้น แผ่นโบลสเตอร์(bolster plate)ของเครื่องปั๊ม เครื่องปั๊มแบบสองจังหวะการทำงาน(Double Action Press) ตัวจับยึดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ตามที่ต้องการ(blankholderหรือbinder) เครื่องไส(Shaping machine) เครื่องกัด(Milling machine) และการดันรีดขึ้นรูปอะลูมิเนียม(Aluminum extrusion)
แทรก เพิ่มเติมข้อมูลเมื่อ 25 มิ.ย. 66 ที่ผมได้ไปเพิ่มเติมเนื้อหาเกี่ยวกับการทำงานของเครื่องยนต์สันดาปภายในในกระทู้ "เพิ่งไปล่ามประชุมใหญ่มาเมื่อกี้เลยค่ะ ล่ามไม่ได้เลย รู้สึกจุกอกมาก" ตามลิงก์ต่อไปนี้ https://towaiwai.com/topic/165707/
ตัวอย่างความรู้เกี่ยวกับการทำงานของเครื่องยนต์สันดาปภายในแบบ 4 จังหวะ ( 4ストローク内燃機関エンジン หรือ 4ストロークエンジン หรือ 4サイクルエンジン, 4 Stroke internal combustion Engine) ในอดีตก่อนปี พ.ศ. 2534 หรือก่อนที่จะมีอินเทอร์เน็ตให้คนไทยเราได้ใช้ศึกษาหาความรู้นั้น ( ที่ผู้ศึกษาหาความรู้จะสามารถทำความเข้าใจการทำงานของเครื่องยนต์ได้จากการอ่านเนื้อหาประกอบรูปภาพในหนังสือเป็นส่วนใหญ่ )กับปัจจุบันที่สามารถหาความรู้ทำความเข้าใจได้จากอินเทอร์เน็ตที่มีทั้งเนื้อหา ภาพ คลิปที่แสดงการเคลื่อนไหวในการทำงานของเครื่องยนต์ ซึ่งช่วยทำให้สามารถทำความเข้าใจแล้วจดจำได้เร็ว จำได้ดียิ่งขึ้น
https://www.weblio.jp/content/4%E3%82%B9%E3%83%88%E3%83%AD%E3%83%BC%E3%82%AF%E3%82%A8%E3%83%B3%E3%82%B8%E3%83%B3 หรือ https://tinyurl.com/mtyjbtb2
4ストロークエンジン 英語 four stroke engine
クランクシャフトが2回転する間に、吸入、圧縮、膨張、排気の4つのストロークでサイクルを完了するエンジン。4ストロークサイクルエンジンの略称。1ストロークとはピストンが上死点から下死点へ、または下死点から上死点へ運動する幾何学的な行程をいい、実際に吸排気バルブが開いている期間とは異なる。2ストロークエンジンに比べて、同一排気量では出力は劣るものの、燃費、排気性能が優れているために自動車エンジンのほとんどがこのタイプである。
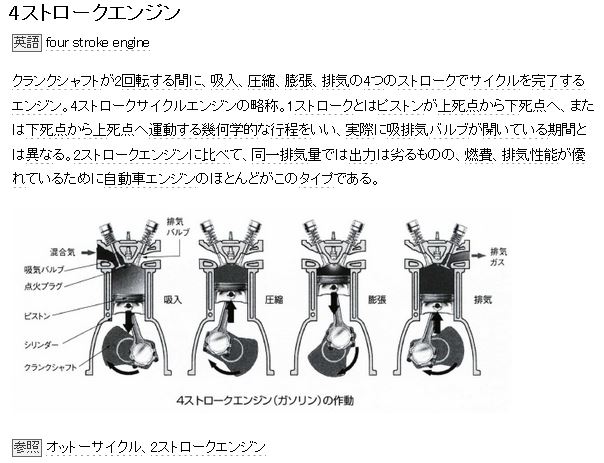
รูปตัวอย่างการทำงานของเครื่องยนต์สันดาปภายในแบบ 4 จังหวะ ที่ผู้ศึกษาหาความรู้จะสามารถอ่านทำความเข้าใจแล้วจดจำได้ โดยการจินตนาการเป็นภาพเคลื่อนไหวในสมองประกอบคำอธิบายที่ได้อ่านนั้น
ตัวอย่างคลิปที่อธิบายการทำงานของเครื่องยนต์สันดาปภายในแบบ 4 จังหวะ หรือครบ 1 วัฏจักรในการทำงานเครื่องยนต์จะเคลื่อนที่ทำงาน 4 จังหวะ (4 สโตรก) ซึ่งผู้ศึกษาหาความรู้จะสามารถเรียนรู้ได้ดียิ่งขึ้นจากเนื้อหา-ความรู้ คลิปที่แสดงการเคลื่อนไหวของเครื่องยนต์ตลอด 360 องศา ฯลฯ ผ่านทางระบบเครือข่ายอินเทอร์เน็ต
https://www.youtube.com/watch?v=edeEQ7tPKMg 4サイクルエンジン解説 意外と知らない正式名称? 4つのサイクル?
https://www.youtube.com/watch?v=5pBN9QL7ApQ 4サイクルエンジン(4 stroke Internal Combustion Engine)
https://tinyurl.com/bdc7kec4 農業機械 ①4サイクルエンジン
ซึ่งเครื่องยนต์เบนซินหรือเครื่องยนต์แกโซลีน ( เครื่องยนต์แกโซลีนหรือgasoline engine นี้อ้างอิงตามศัพท์บัญญัติของราชบัณฑิตยสภา ) นี้เป็นเครื่องยนต์สันดาปภายใน โดยตามเนื้อหากับรูปด้านบนนี้เป็นเครื่องยนต์สันดาปภายในแบบ 4 จังหวะ ที่เรามักจะจำกับแบบง่ายๆเป็น 4 จังหวะสั้นๆ ดังนี้คือ ดูด อัด ระเบิด และคาย หรือเขียนแบบข้อความเต็มเป็น จังหวะดูด ( intake stroke, 吸入, きゅうにゅう, คีวนีว ซึ่งจังหวะนี้จะเป็นการดูดเชื้อเพลิง-อากาศที่เรียกว่าไอดีเข้าไปในกระบอกสูบของเครื่องยนต์ ) จังหวะอัด ( compression stroke, 圧縮, あっしゅく, อัชชูคคุ ซึ่งจังหวะนี้จะเป็นการเคลื่อนที่ของลูกสูบขึ้นด้านบนไปสู่จุดศูนย์ตายบน จึงทำให้ส่วนที่เรียกว่าไอดีนั้นถูกกดอัดให้มีปริมาตรที่เล็กลงอยู่ภายในกระบอกสูบของเครื่องยนต์นั้น ) จังหวะกำลังหรือจังหวะระเบิดหรือจังหวะสันดาป ( power strokeหรือexpansion stroke, 膨張หรือ爆発หรือ燃焼, ぼうちょうหรือばくはつหรือねんしょう, โบโจหรือบัคฮัทซึหรือเน็นโช ซึ่งจังหวะนี้หัวเทียนจะสปาร์กหรือเรียกว่าการจุดระเบิดจึงทำให้ส่วนที่เรียกว่าไอดีนั้นถูกเผาไหม้-เกิดการขยายตัวแล้วสร้างกำลังให้กับเครื่องยนต์ เพราะกระบอกสูบของเครื่องยนต์จะถูกดันลงด้านล่างไปสู่จุดศูนย์ตายล่างแล้วทำให้เพลาข้อเหวี่ยงของเครื่องยนต์หมุนแล้วส่งแรง-กำลังไปขับเคลื่อนยานยนต์ต่อไปได้ ) และจังหวะคาย ( exhaust stroke, 排気, はいき, ไฮคิ ซึ่งจังหวะนี้จะเป็นการเคลื่อนที่ของลูกสูบกลับขึ้นด้านบนไปสู่จุดศูนย์ตายบนอีกครั้งหนึ่งแล้วก็จะดันส่วนไอดีที่เผาไหม้และกลายสภาพไปแล้วซึ่งเราจะเรียกส่วนนี้ว่าไอเสีย ให้ออกไปจากกระบอกสูบของเครื่องยนต์ และเครื่องยนต์ก็พร้อมจะเริ่มการทำงานในวัฏจักรต่อไป )
หมายเหตุ ในอดีตตอนที่ผมเรียนอยู่เมื่อปี พ.ศ. 2525 เครื่องยนต์แบบหัวฉีดเชื้อเพลิงนั้นยังไม่มีการใช้ในเครื่องยนต์เบนซินหรือเครื่องยนต์แกโซลีน แต่จะมีหัวฉีดเชื้อเพลิงใช้อยู่แต่เฉพาะในเครื่องยนต์ดีเซล ( diesel engineหรือCompression ignition engineหรือCI engine, ディーゼルエンジンหรือディーゼル機関หรือ内燃機関, でぃーぜるえんじんหรือでぃーぜるきかんหรือないねんきかん, ดีเซะรุเอ็นยินหรือดีเซะรุคิคังหรือไนเน็งคิคัง ) เท่านั้น โดยเครื่องยนต์แกโซลีนในอดีตจะใช้ชิ้นส่วนที่เรียกว่าคาร์บูเรเตอร์ ( carburetorหรือcarburettorหรือcarburetter, キャブレター, きゃぶれたー, แคะบุเระตา ) ในการผสมเชื้อเพลิงกับอากาศสำหรับป้อนเข้าสู่กระบอกสูบของเครื่องยนต์ ส่วนในเครื่องยนต์เบนซินสมัยใหม่จะเปลี่ยนมาใช้หัวฉีดสำหรับทำการฉีดเชื้อเพลิงที่ควบคุมด้วยอิเล็กทรอนิกส์ ( Electronic Fuel Injection: EFI, エレクトロニックフューエルインジェクション, えれくとろにっくふゅーえるいんじぇくしょん, เอะเร็คคุโทะโระนิคคุ ฟยู-เอะรุ-อินเย็คชน) ที่มีความเที่ยงตรง-แม่นยำกว่าคาร์บูเรเตอร์แทน เนื่องจากมีการควบคุมการจ่ายเชื้อเพลิงด้วยชุดควบคุมอิเล็กทรอนิกส์ ( Electronic Control Unit: ECU, 電子制御ユニット, でんしせいぎょゆにっと, เด็งชิเซเงียวยุนิตโตะ ) จึงทำให้การใช้เครื่องยนต์ในสภาวะความเร็วรอบใดๆ จะได้รับการตอบสนองในการจ่ายเชื้อเพลิงที่เหมาะสมแล้วทำให้การเผาไหม้สมบูรณ์โดยไม่คงเหลือเชื้อเพลิงมากยิ่งขึ้น ก็จะทำให้เกิดการประหยัดแล้วไม่ก่อให้เกิดมลพิษปล่อยไปสู่อากาศภายนอก หรือกล่าวได้ว่าทำให้การทำงานของเครื่องยนต์มีประสิทธิภาพมากยิ่งขึ้นกว่าในอดีตอีกด้วย
จากวารสารแม่พิมพ์ปีที่ 29 ฉบับที่ 2 เมษายน-มิถุนายน 2560 ตอน “คน-รดโดะ(コンロッド, こんろっど)หรือเร็นเซ็ทซึโบ(連接棒, れんせつぼう)หมายถึงอะไรในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No.2-60.pdf
คน-รดโดะ(コンロッド, こんろっど)หรือเร็นเซ็ทซึโบ(連接棒, れんせつぼう)เป็นชิ้นส่วนของเครื่องปั๊มที่เชื่อมต่อกับชิ้นส่วนสไลด์(แรม)ที่เขียนไปแล้วในตอน “ซุไรโดะ(スライド, すらいど)หรือรัมมุ(ラム, らむ)” และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ คำศัพท์ภาษาอังกฤษ “Connecting rod” ที่ย่อให้สั้นลงเป็น “Conrod”หรือ“Con-rod” ชื่อที่เรียกว่า “ก้านสูบ” ที่แปลมาจากคำศัพท์ภาษาอังกฤษคือ “Connecting rod” ในเครื่องยนต์สันดาปภายใน(internal combustion engine)โดยจะเป็นชิ้นส่วนที่เชื่อมต่อระหว่างเพลาข้อเหวี่ยงหรือภาษาพูดคือเพลาข้อเสือ(crankshaft)กับลูกสูบ(piston)ของเครื่องยนต์ เครื่องอัดอากาศหรือปั๊มลม(air compressor) เมื่อต้องแปลคำศัพท์นี้ในงานที่เกี่ยวข้องกับงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุแล้วอ้างอิงการแปลตามคำว่า “ก้านสูบ” ก็อาจจะแปลได้ว่า “ก้านสไลด์หรือก้านแรม” แต่อย่างไรก็ตามในที่นี้ขอแปลว่าก้านส่งแรงหรือเพลาส่งกำลัง(Connecting rodหรือscrew pitmanหรือpitmanหรือconnection, 連接棒หรือコネクティングロッドหรือ コネクチングロッドหรือ コンロッドหรือ ピットマン, れんせつぼうหรือこねくていんぐろっど หรือ こねくちんぐろっどหรือ こんろっどหรือ ぴっとまん, เร็นเซ็ทซึโบหรือโคะเน็คติง-รดโดะหรือโคะเน็คจิง-รดโดะหรือคน-รดโดะหรือปิตโตะมัน) มีการเขียนทับศัพท์ด้วยตัวอักษรคะตะคะนะเป็น “コネクチングロッド” กับ “コネクティングロッド” “พิตแมน(pitman, ピットマン)” การทำงานอยู่ภายในหลุมสำหรับงานเลื่อย(saw pit)ซึ่งทำการตัดแผ่นกระดานจากท่อนไม้ด้วยเลื่อยมือขนาดใหญ่ที่ใช้สำหรับสองคนทำงานก็ถูกเรียกว่า “pit man” ส่วนปลายอีกด้านหนึ่งที่จะดึงเลื่อยจากทางด้านบนด้วยคนที่เรียกว่า “top man” ซึ่งยืนอยู่ด้านบนในระดับที่เหนือกว่า และในการเลื่อยด้วยกลไกที่ขับเคลื่อนด้วยพลังงานน้ำนั้น ส่วนข้อต่อ(connecting link)ที่เชื่อมต่อระหว่างข้อเหวี่ยงกับส่วนปลายของเลื่อยก็เรียกว่า “พิตแมน(pitman)” ด้วยเช่นกัน
หวังว่าบทความที่เขียนเผยแพร่ไปแล้วนี้(ซึ่งเนื้อหาตามลิงก์ที่ระบุจะมีภาพประกอบคำอธิบายซึ่งจะช่วยให้นึกเห็นสภาพการทำงานจริงแล้วจดจำได้ง่ายกว่าเพียงจดจำแต่เฉพาะคำแปลจากภาษาญี่ปุ่นมาเป็นภาษาไทย)จะเป็นประโยชน์อยู่บ้างไม่มากก็น้อย ขอบคุณครับ(ยังเหลืออีกบางฉบับซึ่งจะนำเสนอต่อในเร็วๆนี้)
นายอำนาจ แก้วสามัคคี
จากวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) ปีที่ 26 ฉบับที่ 4 ตุลาคม-ธันวาคม 2557 ตอน “เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア) ตอนที่ 1จาก 2 ตอน” แต่ฉบับนี้ทางสมาคมฯไม่ได้อัปโหลดเอาไว้ ดังนั้นจึงขอนำเสนอเฉพาะคำศัพท์ที่เกี่ยวข้องและน่าสนใจดังต่อไปนี้คือ
เป็นเนื้อหาที่ส่วนใหญ่แล้วจะมีความสัมพันธ์กับแม่พิมพ์ฉีดขึ้นรูปพลาสติกหรือโมลด์ฉีดขึ้นรูปพลาสติกที่ชิ้นงานหรือผลิตภัณฑ์จะได้จากการฉีดขึ้นรูปจากวัสดุที่มีสถานะเป็นของไหล โดยเฉพาะอย่างยิ่งสัมพันธ์กับเนื้อหาในฉบับที่ 2 เมษายน-มิถุนายน 2557 ที่ผ่านมาแล้ว ชื่อตอน อันดาคัตโตะ(アンダーカット)
ในตอนนี้จะมีคำศัพท์ที่เกี่ยวข้องคือ แม่พิมพ์กลุ่มที่มีการฉีดขึ้นรูปจากวัสดุ(เรซินหรือเม็ดพลาสติก)ที่มีสถานะเป็นของไหล เช่น แม่พิมพ์ฉีดขึ้นรูปพลาสติก(Plastic Injection Mold or Mould, プラスチック射出成形金型, ぷらすちっくしゃしゅつせいけいかながた, พุรัซซุจิค-ชยะชุทซึเซเคคะนะงะตะ) “อันดาคัตโตะ(アンダーカット)” ที่อยู่ทางผนังด้านในหรือภายในของชิ้นงานซึ่งจะทำให้ไม่สามารถเปิดแม่พิมพ์ฉีดขึ้นรูปพลาสติกหรือโมลด์ฉีดขึ้นรูปพลาสติกแล้วปลดนำชิ้นงานออกจากส่วนที่เรียกว่า “คอร์ หรือแกน(Core, コア, こあ, โคอะ)” ซึ่งอยู่ในแม่พิมพ์ด้านที่เคลื่อนที่ได้(Mold Movable Side, 金型の可動側, かながたのかどうがわ, คะนะงะตะโนะคะโดงะวะ)ของแม่พิมพ์หรือโมลด์ได้ การนำชิ้นส่วน “เค-ชยะ-โคอะหรือลูซ-โคอะ”(傾斜コアหรือルーズコア)มาใช้งานเพื่อแก้ไขปัญหาการปลดชิ้นงานออกโมลด์ การสื่อสารอย่างง่ายกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่ให้ความหมายว่า “เค-ชยะ-โคอะหรือลูซ-โคอะ(傾斜コアหรือルーズコア)” ในภาษาไทยเรียกว่า “แกนแบบเอียงให้ตัวได้” นั้นก็อาจกล่าวได้ว่า “เค-ชยะ-โคอะ มะตะวะ ลูซ-โคอะ”วะ ไทโงะเดะ “แกนแบบเอียงให้ตัวได้” โตะโยะบิมัซซุ ซึ่งก็อาจจะเขียนเป็นภาษาญี่ปุ่นได้ว่า “傾斜コア または ルーズコア” は タイ語で「ケァン・ベァブ・イァング・ハイ・トゥア・ダイ」と 呼びます。 ชิ้นส่วนที่เรียกว่าแกน(ไส้, คอร์)แบบเอียงให้ตัวได้(Loose CoreหรือInternal Core LifterหรือLifter, 傾斜コアหรือルーズコア, けいしゃこあหรือるーずこあ, เค-ชยะ-โคอะหรือลูซ-โคอะ)นี้เป็นชิ้นส่วนหนึ่งของแม่พิมพ์หรือในกลุ่มโมลด์นี้ที่เป็นแบบเลื่อนเคลื่อนที่และเอียงองศาให้ตัวในแนวทแยงมุมได้ ชิ้นส่วนหรือผลิตภัณฑ์ที่ต้องการผลิตนั้นมีลักษณะ-รูปร่างส่วนหนึ่งส่วนใดที่เรียกว่า “อันดาคัตโตะ(アンダーカット)” ซึ่งเป็นส่วนหลบ(スワン ロップ = ส่วนหลบ)หรือส่วนเว้า(スワン ワウ = ส่วนเว้า)ชนิดที่อยู่ทางด้านในของชิ้นงานหรือผลิตภัณฑ์ และวิศวกรรมคุณค่า(Value Engineering : VE หรือValue Analysis : VA, 価値工学, かちこうがく, คะจิโคงัคคุ)
จากวารสารแม่พิมพ์ปีที่ 27 ฉบับที่ 1 มกราคม-มีนาคม 2558 ตอน “เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア) ตอนที่ 2จาก 2 ตอน” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No1-58.pdf
เป็นเนื้อหาต่อเนื่องกับตอนที่ผ่านมา และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ
คำศัพท์ภาษาญี่ปุ่นที่ใช้เรียกชิ้นส่วน ”เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア)” นี้ ส่วนใหญ่ที่มีใช้กันแพร่หลายอยู่นั้นมีอยู่ 2 คำคือ คำศัพท์ที่ทับศัพท์บางส่วนมาจากภาษาอังกฤษแล้วใช้ร่วมกับภาษาญี่ปุ่น ซึ่งก็คือคำว่า “เค-ชยะ-โคอะ” โดยที่คำว่า “เค-ชยะ” มาจากภาษาญี่ปุ่นคือคำว่า “傾斜” และคำว่า “โคอะ(コア)” มาจากคำว่า “Core” ในภาษาอังกฤษ และคำศัพท์ที่ทับศัพท์มาจากภาษาอังกฤษทั้งหมด ซึ่งก็คือคำว่า “ลูซ-โคอะ” โดยที่คำว่า “ลูซ (ルーズ)” มาจากภาษาอังกฤษคำว่า “Loose” และคำว่า ” โคอะ(コア)” ก็มาจากคำว่า “Core” ในภาษาอังกฤษเช่นเดียวกัน คำศัพท์ภาษาญี่ปุ่นอื่นๆที่ใช้เรียกชิ้นส่วน “เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア)” เช่นคำว่า “แกนเลื่อนเอียงให้ตัวได้หรือเคะ-ชยะ-ซุไรโดะ(傾斜スライド)”, “อุจิงะวะ-ซุไรโดะ โคอะ(内側スライドコア)” หรือ “เคะ-ชยะ-ปิน(傾斜ピン)” และนอกจากนี้ยังมีชิ้นส่วนที่ทำหน้าที่ในลักษณะคล้ายกันกับชิ้นส่วนนี้ ซึ่งได้เรียกชื่อแยกออกเป็นอีกชื่อหนึ่งในภาษาญี่ปุ่นต่างหากก็มีคือชื่อ “ทะโอะเระ โคอะ”(倒れコア, たおれこあ) ก้านเลื่อนเคลื่อนที่หรือซุไร-รดโดะ(スライドロッド) แผ่นแม่พิมพ์ด้านเคลื่อนที่(可動側型板) ตัวยึดปลอกนำ(ブシュホルダー) ปลอกนำ(ブシュ) แหวนล็อก(穴用止め輪) แผ่นดันปลด(エジェクタプレート) ชุดเลื่อนเคลื่อนที่(スライドユニット) ชาวญี่ปุ่นอาจจะใช้คำศัพท์ภาษาอังกฤษเรียกชิ้นส่วน “เค-ชยะ-โคอะ หรือลูซ-โคอะ(傾斜コアหรือルーズコア)” เป็น “Angular Core”, “Tilting Core” หรือ “Inclined Core” ก็มีอยู่เช่นกัน “เค-ชยะ-โคอะหรือลูซ-โคอะ” แบบ“ซุปปง” “เค-ชยะ-โคอะหรือลูซ-โคอะ” แบบปรกติ
จากวารสารแม่พิมพ์ปีที่ 27 ฉบับที่ 2 เมษายน-มิถุนายน 2558 ตอน “มัจจิงงุ(マッチング)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No2-58.pdf
ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ
มัจจิงงุ(マッチング)เป็นคำศัพท์เทคนิคภาษาญี่ปุ่นที่ใช้ในงานเกี่ยวกับแม่พิมพ์ปั๊ม(Stamping or Press Die, プレス金型, ぷれすかながた, พุเร็ซซุ-คะนะงะตะ)หรือแม่พิมพ์สำหรับปั๊มตัดเฉือน-ขึ้นรูปโลหะ(Metal Stamping Die, 金属プレス用金型, きんぞくぷれすようかながた, คินซคคุ-พุเร็ซซุ-โย คะนะงะตะ) มัจจิงงุ(マッチング)เป็นคำทับศัพท์มาจากภาษาอังกฤษด้านแม่พิมพ์คือคำว่า “Matching” คำว่า “Matching” จะมีคำแปลเป็นภาษาไทยใช้กันอยู่ทั่วไปในหลายๆความหมาย เช่น จับคู่ จับคู่กัน การจับคู่ ความเข้ากันได้ ซึ่งคำศัพท์ที่คุ้นเคย และพบว่ามีการใช้งานบ่อยๆ เช่นคำว่า “Mix and Match” ที่อาจจะหมายถึงการผสมผสานสิ่งของต่างๆที่มีความแตกต่างกันให้มีความเข้าด้วยกันได้หรือในความหมายที่ใช้การจับคู่ทางธุรกิจ(Business Matching) เป็นต้น มัจจิงงุ(マッチング)ในอุตสาหกรรมแม่พิมพ์ปั๊มแล้วอาจให้ความหมายเป็นการต่อที่เข้ากันของ(แนวเส้น)การตัด(Matching, マッチング, まっちんぐ, มัจจิงงุ)ที่เกิดจากกระบวนการตัดเฉือนของสถานีงานหรือขั้นตอนที่อยู่ก่อน และหลังซึ่งกันและกันแล้วทำให้ได้แนวเส้นจากการตัดของทั้งสองแนวนั้นต่อเข้าด้วยกันได้เป็นอย่างดี การสื่อสารอย่างง่ายกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่ให้ความหมายว่า “มัจจิงงุ(マッチング)ในภาษาไทยเรียกว่า “การต่อที่เข้ากันของการตัด” นั้นก็อาจกล่าวได้ว่า “มัจจิงงุ”วะ ไทโงะเดะ “การต่อที่เข้ากันของการตัด” โตะโยะบิมัซซุ ซึ่งก็อาจจะเขียนเป็นภาษาญี่ปุ่นได้ว่า “マッチング” は タイ語で「カーン・トー・ティー・カウ・カン・コーン・カーン・タッド」と 呼びます。 และกระบวนการตัดแยกออกหรือคัตออฟ(Cutoff Process)ที่เป็นแบบการตัดแยกส่วนหรือตัดแยกชิ้นงานออกจากกัน(Parting)
จากวารสารแม่พิมพ์ปีที่ 27 ฉบับที่ 3 กรกฎาคม-กันยายน 2558 ตอน “อัทซึเอ็ง(圧延, あつえん)ที่ไม่ได้แปลว่า “การกลิ้ง”” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No3-58.pdf
จากการที่พบว่าผู้รู้ท่านหนึ่งได้แปลไว้ว่า “การกลิ้ง”(Rolling, 圧延, あつえん, อัทซึเอ็ง) ซึ่งคำแปลว่า “การกลิ้ง” น่าจะมีความหมายไม่ถูกต้องหรือเหมาะสมนัก จึงเป็นที่มาของการเขียนบทความในตอนนี้แล้วจะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ คำว่า “圧延” ซึ่งหากแปลในคำศัพท์เทคนิคด้านการผลิต และอุตสาหกรรมแม่พิมพ์แล้ว พอจะแปลได้ว่า การรีด(วัสดุด้วยลูกกลิ้ง)(Rolling, 圧延, あつえん, อัทซึเอ็ง) ตัวอย่างเช่น การรีดร้อน(Hot Rolling, 熱間圧延, ねっかんあつえん, เน็คคังอัทซึเอ็ง) และการรีดเย็น(Cold Rolling, 冷間圧延, れいかんあつえん, เรคังอัทซึเอ็ง)ที่ต่างก็เป็นการรีดลดขนาดความหนาของวัสดุให้บางลดลงในขณะที่วัสดุร้อน และเย็นตามลำดับ เป็นต้น การสื่อสารกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่ให้ความหมายว่า “อัทซึเอ็ง(圧延, あつえん)ในภาษาไทยเรียกว่า “การรีด” นั้นก็อาจกล่าวได้ว่า “อัทซึเอ็ง”วะ ไทโงะเดะ “การรีด” โตะโยะบิมัซซุ ซึ่งก็อาจจะเขียนเป็นภาษาญี่ปุ่นได้ว่า “圧延” は タイ語で「カーン・リード」と 呼びます。 ลูกกลิ้งรีดวัสดุ(圧延ロール) วัสดุที่จะรีดลดความหนา(圧延材料) แนวตั้งฉากกับทิศทางการรีดหรือทิศทางตามความกว้าง(幅方向) ทิศทางการรีด(圧延方向) ทิศทางการดัดในชิ้นงานที่ดีหรือแข็งแรง(曲げ方向グッドウエイ) ทิศทางการดัดในชิ้นงานที่เลวหรืออ่อนแอ(曲げ方向バッドウエイ) แนวเส้นการดัดของชิ้นงานและทิศทางการรีดวัสดุขนานกัน(曲げ線と圧延方向が平方)ชิ้นงานที่ได้จึงอ่อนแอ แนวเส้นการดัดของชิ้นงานตั้งฉากกับทิศทางการรีดวัสดุ(圧延方向に対して曲げ線が直角) แนวเส้นการดัดของชิ้นงานขนานกับทิศทางการรีดวัสดุ(圧延方向に対して曲げ線が平方) และทิศทางการรีดวัสดุ(grain directionหรือrolling direction, 圧延方向, あつえんほうこう, อัทซึเอ็งโฮโค)
จากวารสารแม่พิมพ์ปีที่ 27 ฉบับที่ 4 ตุลาคม-ธันวาคม 2558 ตอน “อะโซะบิ(遊び, あそび)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/MouldDie-No4-58.pdf
ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ ศัพท์เทคนิคคำว่า “อะโซะบิ” ที่ใช้ในงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ ซึ่งเขียนด้วยตัวอักษร และอ่านออกเสียงด้วยภาษาญี่ปุ่นเหมือนกัน แต่ให้ความหมายที่แตกต่างไปจากที่มีการใช้ในความหมายทั่วไปคือ “เที่ยวหรือเล่น” (Play, 遊び, あそび, อะโซะบิ) หรือแตกต่างไปจากที่มีการใช้ในความหมายด้านเทคนิค-วิศวกรรมทั่วไปคือ “คลอนหรือให้ตัวได้”(Play, 遊び, あそび, อะโซะบิ)ของชิ้นส่วน-อุปกรณ์ต่างๆ ระยะที่ให้ตัวได้ของชุดกลไกของแป้นคลัตช์อย่างง่ายในรถยนต์ ซึ่งเรียกว่า “อะโซะบิ” เช่นกัน ก้านของแป้นคลัตช์(クラッチペダル) ตัวปรับระยะ(アジャスタ) คำศัพท์มาตรฐานเฉพาะในงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(PressหรือPressworking Standard Terminology, プレス標準用語, ぷれすひょうじゅんようご, พุเร็ซซุเฮียวยุงโยโงะ) ตามที่มีสัมพันธ์และเกี่ยวข้องกันดังต่อไปนี้คือ ว่างหรือว่างเปล่า(Idle, 遊び, あそび, อะโซะบิ) โดยที่คำว่า อะโซะบิ(遊び)เป็นคำศัพท์ในภาษาญี่ปุ่นโดยตรงที่มีความหมายตรงตามภาษาอังกฤษคือคำว่า “Idle” และมีความหมายในงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่หมายถึง การออกแบบให้มีการเว้นว่างหรือทำให้สถานีงาน(ขั้นตอน)ภายในแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบโปรเกรสซีฟว์(Progressive Die, 順送型หรือ順送り型หรือプログレッシブダイ, じゅんそうがたหรือじゅんおくりがたหรือぷろぐれっしぶだい, ยุงโซงะตะหรือยุงโอะคุริงะตะหรือปุโร-เงร็ช-ชิพดาย)นั้นว่างเปล่าไปจากกระบวนการตัดเฉือน-ขึ้นรูปใดๆ เฟืองสะพาน-เฟืองส่งผ่าน(Idler Gear) ขั้นตอนว่างหรือว่างเปล่า(Idle Stage, アイドルステージ, あいどるすてーじ, ไอดลรุ-ซุเตยิ){หมายเหตุ “アイドルステージ” ซึ่งมีความหมายจากภาษาอังกฤษที่แตกต่างกันคือ “Idol Stage” ที่อาจจะแปลได้ว่า เวทีของคน(ที่เป็นแรง)บันดาลใจ} และการสื่อสารกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่ให้ความหมายว่า “อะโซะบิ(遊び, あそび)” ในภาษาไทยเรียกว่า “ว่างหรือว่างเปล่า” นั้นก็อาจกล่าวได้ว่า “อะโซะบิ”วะ ไทโงะเดะ “ว่างมะตะวะว่างเปล่า” โตะโยะบิมัซซุ ซึ่งก็อาจจะเขียนเป็นภาษาญี่ปุ่นได้ว่า “遊び” は タイ語で「ワーンまたはワーンプラーオ」と 呼びます。
จากวารสารแม่พิมพ์ปีที่ 28 ฉบับที่ 1 มกราคม-มีนาคม 2559 ตอน “คิวดีชี พุเร็ซซุ-คะนะงะตะ(QDCプレス金型, QDCぷれすかながた)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No1-59.pdf
ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ การผลิตแบบทันเวลาพอดี(Just In Time : JIT) การเตรียมถอดเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็ว(Quick Die Change : QDC) แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบเปลี่ยน-ติดตั้งเร็วหรืออาจเรียกสั้นๆเป็นแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว{Quick Die Change type dies, QDCプレス金型หรือクイックダイチェンジ(QDC)金型หรือ迅速交換金型, QDCぷれすかながたหรือくいっくだいちぇんじ(QDC)かながたหรือじんそくこうかんかながた, คิวดีชี พุเร็ซซุ-คะนะงะตะหรือคุอิค-ดายเจ็นยิ(คิวดีชี)คะนะงะตะหรือยินซคคุโคคังคะนะงะตะ} การติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ) สัญลักษณ์สีแสดงสถานการณ์ทำงาน(操作確認窓) แกนจับยึดแม่พิมพ์ชนิดก้านตรงที่มีร่องแบบหกเหลี่ยม(六角穴付きストレート植込シャンク) แกนหมุนจับยึด(クランプシャフト) แคลมป์รูปตัวแอล(Lクランプ) เสา-ปลอกนำทางหรือไกด์โพสต์-ไกด์บูช(ガイドポスト・ブシュ) แท่งนำทางในการประกอบ(ガイドブロック) ช่องระบายเศษ(スラグホール) แท่งรองรับ(サポートブロック) หมายเลขการผลิต(製造番号) ประแจบ็อกซ์รูปตัวที(T型BOXレンチ) หมุดกำหนดตำแหน่ง(ロケーティングピン) ร่องนำทางหมุดกำหนดตำแหน่ง(ロケーティングピンガイド) แม่พิมพ์รวมกระบวนการหรือแม่พิมพ์คอมเพานด์(compound die, コンパウンドダイหรือ総抜き型, こんぱうんどだいหรือそうぬきがた, คมปาวนด์ดายหรือโซนุคิงะตะ) และการสื่อสารกับคนญี่ปุ่นว่าในภาษาญี่ปุ่นที่มีความหมายว่า “คิวดีชี พุเร็ซซุ-คะนะงะตะ(QDCプレス金型, QDCぷれすかながた)” ในภาษาไทยเรียกว่า “แม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว” นั้นก็อาจกล่าวได้ว่า “คิวดีชี พุเร็ซซุ-คะนะงะตะ”วะ ไทโงะเดะ “แม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว” โตะอีมัซซุ ซึ่งเขียนเป็นภาษาญี่ปุ่นได้ว่า “QDCプレス金型” は タイ語で「メァーピムパムベァブプリアン・ティッドタンレウ」と言います。
จากวารสารแม่พิมพ์ปีที่ 28 ฉบับที่ 2 เมษายน-มิถุนายน 2559 ตอน “บุนดัง(分断, ぶんだん)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/NO.2-59.pdf
จากการที่พบว่าผู้รู้ท่านหนึ่งได้สอนในงานด้านการตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปของกระบวนการที่เรียกว่า “Parting” แต่กลับนำเอารูปที่มาประกอบการอธิบายคำดังกล่าวที่เป็นรูปเกี่ยวกับงานตัดเฉือนวัสดุด้วยเครื่องกลึงที่มีชื่อเรียกของกระบวนการเป็น “Parting” เช่นเดียวมาใช้ประกอบคำอธิบาย ซึ่งเป็นเรื่องที่ไม่ถูกต้องนัก จึงเป็นที่มาของการเขียนในตอน “บุนดัง(分断, ぶんだん)” นี้ และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ เครื่องกลึง(Lathe or Turning machine) มีดกลึง(Tool bitหรือCutting tool for Turning machine) เครื่องปั๊ม(PressหรือStamping PressหรือStamping machine) แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(DieหรือPress ToolหรือStamping Tooling) การตัดแยกส่วนหรือตัดแยกชิ้นงานออกจากกัน(Parting, 分断, ぶんだん, บุนดัง)ที่ใช้ในการปั๊มตัดเฉือน-ขึ้นรูปโลหะ และกรณีที่เป็นงานกลึงนั้นจะใช้ภาษาญี่ปุ่นต่างกันไปจากงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุสำหรับการตัดแยกส่วนหรือตัดแยกชิ้นงานออกจากกัน(Parting, 突切り, つっきり, ซุคคิริ)ซึ่งจะเป็นการเคลื่อนที่มีดกลึงเข้าไปตัดแยกส่วนหรือตัดแยกชิ้นงานที่กำลังหมุนตามเส้นรอบวงอยู่ให้แยกออกจากกัน
จากวารสารแม่พิมพ์ปีที่ 28 ฉบับที่ 3 กรกฎาคม-กันยายน 2559 ตอน “คิริโคะมิ(切り込み, きりこみ)” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/11/No3-59.pdf
จากการที่พบว่าผู้รู้ท่านหนึ่งได้สอนในงานด้านการตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปของกระบวนการที่เรียกว่า “Slitting” แต่กลับนำเอารูปที่มาประกอบการอธิบายคำดังกล่าวที่เป็นรูปเกี่ยวกับงานตัดเฉือนวัสดุด้วยเครื่องจักร ซึ่งมีชื่อเรียกรวมทั้งกระทำกับโลหะแผ่นเช่นเดียวกันมาใช้ประกอบคำอธิบายอันมีลักษณะการทำงานที่แตกต่างกัน จึงเป็นที่มาของการเขียนในตอน “คิริโคะมิ(切り込み, きりこみ)”นี้ และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ การตัดแหวกเพื่อกรีดให้เป็นรอยเส้นตามรูปร่างที่ต้องการด้วยแม่พิมพ์(Slitting, 切り込みหรือスリッティングหรือスリット, きりこみหรือすりってぃんぐหรือすりっと, คิริโคะมิหรือซุริตติงงุหรือซุริตโตะ) การตัดแหวกกับโลหะแผ่นที่เรียกสั้นๆว่า “Slit(スリット, すりっと, ซุริตโตะ)” การตัดกรีด(lanceหรือlancing, ランス, らんす, รันซุ) บางครั้งในภาษาญี่ปุ่นเรียกทับศัพท์ตามภาษาอังกฤษทั้งสองคำรวมกัน(Lance-Slit)เป็น “ランススリットหรือランスリット(รันซุริตโตะ)” ก็มี เครื่องกัดหรือมิลลิง(Milling Machine) และเปรียบเทียบลักษณะการกัดในขณะตัดเฉือนแบบตัดแหวก(Slit)ซึ่งจะมีขนาดของร่องที่แคบกว่ากับการกัดแบบเซาะร่อง(Slot)ด้วยเครื่องกัด
จากวารสารแม่พิมพ์ปีที่ 28 ฉบับที่ 4 ตุลาคม-ธันวาคม 2559 ตอน “ไพ-รตโตะ(パイロット, ぱいろっと)ความต่างที่เหมือนหรือความเหมือนที่ต่าง” (หมายเหตุ ไฟล์นี้ดาวน์โหลดจากเว็บไซต์สมาคมฯไม่ได้) ในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ “Pilot(ไพลอต)” ที่หมายถึงนักบินผู้ทำหน้าที่ควบคุมอากาศยาน “ไพลอตจะใช้สำหรับปรับแก้แผ่นวัสดุให้อยู่ในตำแหน่งที่ถูกต้องก่อนที่จะถูกตัดเฉือน” ซึ่งเป็นการกล่าวถึงชิ้นส่วนของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่เรียกว่า แกนนำร่องกำหนดตำแหน่งหรือไพลอตหรือไพลอตพินหรือไพลอตพันช์(PilotหรือPilot PinหรือPilot Punch, パイロットหรือパイロットピンหรือパイロットパンチ, ぱいろっとหรือぱいろっとぴんหรือぱいろっとぱんち, ไพ-รตโตะหรือไพ-รตปินหรือไพ-รตพันจิ) จากชื่อตอนนี้ที่ได้ระบุว่า “ความต่างที่เหมือนหรือความเหมือนที่ต่าง” ซึ่งในภาษาญี่ปุ่นก็มีการเรียกชิ้นส่วนเดียวกันนี้หรือเป็นชิ้นส่วนที่เหมือนกันด้วยคำศัพท์ที่แตกต่างกันทั้งที่ใช้ชื่อเรียกว่า “パイロット(Pilot)” “パイロットピン(Pilot Pin)” และ “パイロットパンチ(Pilot Punch)” แต่อย่างไรก็ตามในบางครั้งก็มีการใช้ชื่อเรียกว่า “ไพลอตพันช์(Pilot Punch ใช้เรียกแทนพันช์ที่ทำหน้าที่เป็น Pilot hole Piercing Punch, パイロットパンチ, ぱいろっとぱんち, ไพ-รตพันจิ)” ในความหมายที่ใช้เป็นชื่อที่เรียกแทนชื่อปรกติของเพียร์ซซิงพันช์(Piercing Punch, 穴抜きパンチ, あなぬきぱんち, อะนะนุคิพันจิ)เพราะต้องการที่จะเจาะจงว่าเป็นพันช์ที่ใช้สำหรับตัดเฉือนรูขึ้นมาแล้วนำรูที่ได้นี้ไปใช้เป็นการเฉพาะกับไพลอตหรือแกนนำร่องกำหนดตำแหน่ง(Pilot, パイロット, ぱいろっと, ไพ-รตโตะ)” ซึ่งอยู่ในสถานีงานหรือขั้นตอนถัดไปในแม่พิมพ์โปรเกรสซีฟว์ และในภาษาอังกฤษก็มีการใช้ชื่อเรียกเป็น 3 แบบด้วยเหมือนกันคือ “Pilot” “Pilot Pin” และ “Pilot Punch”
จากวารสารแม่พิมพ์ปีที่ 29 ฉบับที่ 1 มกราคม-มีนาคม 2560 ตอน “ซุไรโดะ(スライド, すらいど)หรือรัมมุ(ラム, らむ) หมายถึงอะไรในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No.1-60.pdf
สำหรับคำศัพท์ “Slideหรือ Ram” นี้มีผู้รู้ท่านอื่นที่อาจจะแปลเป็น “ก้านกระทุ้ง” หรือ “แกนเลื่อน” เป็นต้น แต่ผมจะใช้คำทับศัพท์ภาษาอังกฤษเป็น “สไลด์หรือแรม” เพราะว่ารูปร่างของชิ้นส่วนนี้ของเครื่องปั๊มไม่น่าจะมีลักษณะเป็น “ก้านหรือแกน” แต่อย่างใด และนอกจากนี้ก็พบว่ามีการแปลความหมายของคำว่า “slide” ในการให้ข้อมูลของเครื่องปั๊มเซอร์โวหรือเครื่องปั๊มแบบมีมอเตอร์ช่วยควบคุม(Servo Press)นั้นไม่ถูกต้องนัก(สันนิษฐานว่าแปลโดยผู้เชี่ยวชาญภาษา แต่อาจจะไม่เข้าใจศัพท์เทคนิคเฉพาะของเครื่องและอาจไม่ได้ตรวจยืนยันโดยผู้ที่ทราบหลักการทำงานของเครื่องปั๊มเซอร์โวนั้น) กล่าวคือได้มีการแปลคำว่า “slide motion” เป็น “การเคลื่อนที่แบบสไลด์”(ของเครื่องปั๊มเซอร์โว) ซึ่งจริงๆแล้วควรจะต้องแปลว่าเป็น “การเคลื่อนที่ของสไลด์(หรือแรม)”(ของเครื่องปั๊มเซอร์โว) ส่วนคำว่า “การเคลื่อนที่แบบสไลด์” “การเคลื่อนที่แบบสไลด์(เท้า)” อาจถือเป็นเทคนิคในการเคลื่อนที่ที่ใช้ในการเล่นกีฬาบาสเกตบอลหรือการเล่นกีฬาวอลเลย์บอล และตอนนี้มีคำศัพท์กับรูปอื่นที่เกี่ยวข้องอีกคือ ชิ้นส่วนสไลด์หรือแรม(SlideหรือRam, スライドหรือラム, すらいどหรือらむ, ซุไรโดะหรือรัมมุ)ของเครื่องปั๊ม เครื่องจักรที่ใช้ในการผลิตชิ้นงานก็มีชิ้นส่วนที่เรียกว่า “ram” อยู่ เช่นเครื่องไส(Shaping machine) และเครื่องกัด(Milling machine) เป็นต้น แผ่นโบลสเตอร์(bolster plate)ของเครื่องปั๊ม เครื่องปั๊มแบบสองจังหวะการทำงาน(Double Action Press) ตัวจับยึดแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ตามที่ต้องการ(blankholderหรือbinder) เครื่องไส(Shaping machine) เครื่องกัด(Milling machine) และการดันรีดขึ้นรูปอะลูมิเนียม(Aluminum extrusion)
แทรก เพิ่มเติมข้อมูลเมื่อ 25 มิ.ย. 66 ที่ผมได้ไปเพิ่มเติมเนื้อหาเกี่ยวกับการทำงานของเครื่องยนต์สันดาปภายในในกระทู้ "เพิ่งไปล่ามประชุมใหญ่มาเมื่อกี้เลยค่ะ ล่ามไม่ได้เลย รู้สึกจุกอกมาก" ตามลิงก์ต่อไปนี้ https://towaiwai.com/topic/165707/
ตัวอย่างความรู้เกี่ยวกับการทำงานของเครื่องยนต์สันดาปภายในแบบ 4 จังหวะ ( 4ストローク内燃機関エンジン หรือ 4ストロークエンジン หรือ 4サイクルエンジン, 4 Stroke internal combustion Engine) ในอดีตก่อนปี พ.ศ. 2534 หรือก่อนที่จะมีอินเทอร์เน็ตให้คนไทยเราได้ใช้ศึกษาหาความรู้นั้น ( ที่ผู้ศึกษาหาความรู้จะสามารถทำความเข้าใจการทำงานของเครื่องยนต์ได้จากการอ่านเนื้อหาประกอบรูปภาพในหนังสือเป็นส่วนใหญ่ )กับปัจจุบันที่สามารถหาความรู้ทำความเข้าใจได้จากอินเทอร์เน็ตที่มีทั้งเนื้อหา ภาพ คลิปที่แสดงการเคลื่อนไหวในการทำงานของเครื่องยนต์ ซึ่งช่วยทำให้สามารถทำความเข้าใจแล้วจดจำได้เร็ว จำได้ดียิ่งขึ้น
https://www.weblio.jp/content/4%E3%82%B9%E3%83%88%E3%83%AD%E3%83%BC%E3%82%AF%E3%82%A8%E3%83%B3%E3%82%B8%E3%83%B3 หรือ https://tinyurl.com/mtyjbtb2
4ストロークエンジン 英語 four stroke engine
クランクシャフトが2回転する間に、吸入、圧縮、膨張、排気の4つのストロークでサイクルを完了するエンジン。4ストロークサイクルエンジンの略称。1ストロークとはピストンが上死点から下死点へ、または下死点から上死点へ運動する幾何学的な行程をいい、実際に吸排気バルブが開いている期間とは異なる。2ストロークエンジンに比べて、同一排気量では出力は劣るものの、燃費、排気性能が優れているために自動車エンジンのほとんどがこのタイプである。
รูปตัวอย่างการทำงานของเครื่องยนต์สันดาปภายในแบบ 4 จังหวะ ที่ผู้ศึกษาหาความรู้จะสามารถอ่านทำความเข้าใจแล้วจดจำได้ โดยการจินตนาการเป็นภาพเคลื่อนไหวในสมองประกอบคำอธิบายที่ได้อ่านนั้น
ตัวอย่างคลิปที่อธิบายการทำงานของเครื่องยนต์สันดาปภายในแบบ 4 จังหวะ หรือครบ 1 วัฏจักรในการทำงานเครื่องยนต์จะเคลื่อนที่ทำงาน 4 จังหวะ (4 สโตรก) ซึ่งผู้ศึกษาหาความรู้จะสามารถเรียนรู้ได้ดียิ่งขึ้นจากเนื้อหา-ความรู้ คลิปที่แสดงการเคลื่อนไหวของเครื่องยนต์ตลอด 360 องศา ฯลฯ ผ่านทางระบบเครือข่ายอินเทอร์เน็ต
https://www.youtube.com/watch?v=edeEQ7tPKMg 4サイクルエンジン解説 意外と知らない正式名称? 4つのサイクル?
https://www.youtube.com/watch?v=5pBN9QL7ApQ 4サイクルエンジン(4 stroke Internal Combustion Engine)
https://tinyurl.com/bdc7kec4 農業機械 ①4サイクルエンジン
ซึ่งเครื่องยนต์เบนซินหรือเครื่องยนต์แกโซลีน ( เครื่องยนต์แกโซลีนหรือgasoline engine นี้อ้างอิงตามศัพท์บัญญัติของราชบัณฑิตยสภา ) นี้เป็นเครื่องยนต์สันดาปภายใน โดยตามเนื้อหากับรูปด้านบนนี้เป็นเครื่องยนต์สันดาปภายในแบบ 4 จังหวะ ที่เรามักจะจำกับแบบง่ายๆเป็น 4 จังหวะสั้นๆ ดังนี้คือ ดูด อัด ระเบิด และคาย หรือเขียนแบบข้อความเต็มเป็น จังหวะดูด ( intake stroke, 吸入, きゅうにゅう, คีวนีว ซึ่งจังหวะนี้จะเป็นการดูดเชื้อเพลิง-อากาศที่เรียกว่าไอดีเข้าไปในกระบอกสูบของเครื่องยนต์ ) จังหวะอัด ( compression stroke, 圧縮, あっしゅく, อัชชูคคุ ซึ่งจังหวะนี้จะเป็นการเคลื่อนที่ของลูกสูบขึ้นด้านบนไปสู่จุดศูนย์ตายบน จึงทำให้ส่วนที่เรียกว่าไอดีนั้นถูกกดอัดให้มีปริมาตรที่เล็กลงอยู่ภายในกระบอกสูบของเครื่องยนต์นั้น ) จังหวะกำลังหรือจังหวะระเบิดหรือจังหวะสันดาป ( power strokeหรือexpansion stroke, 膨張หรือ爆発หรือ燃焼, ぼうちょうหรือばくはつหรือねんしょう, โบโจหรือบัคฮัทซึหรือเน็นโช ซึ่งจังหวะนี้หัวเทียนจะสปาร์กหรือเรียกว่าการจุดระเบิดจึงทำให้ส่วนที่เรียกว่าไอดีนั้นถูกเผาไหม้-เกิดการขยายตัวแล้วสร้างกำลังให้กับเครื่องยนต์ เพราะกระบอกสูบของเครื่องยนต์จะถูกดันลงด้านล่างไปสู่จุดศูนย์ตายล่างแล้วทำให้เพลาข้อเหวี่ยงของเครื่องยนต์หมุนแล้วส่งแรง-กำลังไปขับเคลื่อนยานยนต์ต่อไปได้ ) และจังหวะคาย ( exhaust stroke, 排気, はいき, ไฮคิ ซึ่งจังหวะนี้จะเป็นการเคลื่อนที่ของลูกสูบกลับขึ้นด้านบนไปสู่จุดศูนย์ตายบนอีกครั้งหนึ่งแล้วก็จะดันส่วนไอดีที่เผาไหม้และกลายสภาพไปแล้วซึ่งเราจะเรียกส่วนนี้ว่าไอเสีย ให้ออกไปจากกระบอกสูบของเครื่องยนต์ และเครื่องยนต์ก็พร้อมจะเริ่มการทำงานในวัฏจักรต่อไป )
หมายเหตุ ในอดีตตอนที่ผมเรียนอยู่เมื่อปี พ.ศ. 2525 เครื่องยนต์แบบหัวฉีดเชื้อเพลิงนั้นยังไม่มีการใช้ในเครื่องยนต์เบนซินหรือเครื่องยนต์แกโซลีน แต่จะมีหัวฉีดเชื้อเพลิงใช้อยู่แต่เฉพาะในเครื่องยนต์ดีเซล ( diesel engineหรือCompression ignition engineหรือCI engine, ディーゼルエンジンหรือディーゼル機関หรือ内燃機関, でぃーぜるえんじんหรือでぃーぜるきかんหรือないねんきかん, ดีเซะรุเอ็นยินหรือดีเซะรุคิคังหรือไนเน็งคิคัง ) เท่านั้น โดยเครื่องยนต์แกโซลีนในอดีตจะใช้ชิ้นส่วนที่เรียกว่าคาร์บูเรเตอร์ ( carburetorหรือcarburettorหรือcarburetter, キャブレター, きゃぶれたー, แคะบุเระตา ) ในการผสมเชื้อเพลิงกับอากาศสำหรับป้อนเข้าสู่กระบอกสูบของเครื่องยนต์ ส่วนในเครื่องยนต์เบนซินสมัยใหม่จะเปลี่ยนมาใช้หัวฉีดสำหรับทำการฉีดเชื้อเพลิงที่ควบคุมด้วยอิเล็กทรอนิกส์ ( Electronic Fuel Injection: EFI, エレクトロニックフューエルインジェクション, えれくとろにっくふゅーえるいんじぇくしょん, เอะเร็คคุโทะโระนิคคุ ฟยู-เอะรุ-อินเย็คชน) ที่มีความเที่ยงตรง-แม่นยำกว่าคาร์บูเรเตอร์แทน เนื่องจากมีการควบคุมการจ่ายเชื้อเพลิงด้วยชุดควบคุมอิเล็กทรอนิกส์ ( Electronic Control Unit: ECU, 電子制御ユニット, でんしせいぎょゆにっと, เด็งชิเซเงียวยุนิตโตะ ) จึงทำให้การใช้เครื่องยนต์ในสภาวะความเร็วรอบใดๆ จะได้รับการตอบสนองในการจ่ายเชื้อเพลิงที่เหมาะสมแล้วทำให้การเผาไหม้สมบูรณ์โดยไม่คงเหลือเชื้อเพลิงมากยิ่งขึ้น ก็จะทำให้เกิดการประหยัดแล้วไม่ก่อให้เกิดมลพิษปล่อยไปสู่อากาศภายนอก หรือกล่าวได้ว่าทำให้การทำงานของเครื่องยนต์มีประสิทธิภาพมากยิ่งขึ้นกว่าในอดีตอีกด้วย
จากวารสารแม่พิมพ์ปีที่ 29 ฉบับที่ 2 เมษายน-มิถุนายน 2560 ตอน “คน-รดโดะ(コンロッド, こんろっど)หรือเร็นเซ็ทซึโบ(連接棒, れんせつぼう)หมายถึงอะไรในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์” มีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No.2-60.pdf
คน-รดโดะ(コンロッド, こんろっど)หรือเร็นเซ็ทซึโบ(連接棒, れんせつぼう)เป็นชิ้นส่วนของเครื่องปั๊มที่เชื่อมต่อกับชิ้นส่วนสไลด์(แรม)ที่เขียนไปแล้วในตอน “ซุไรโดะ(スライド, すらいど)หรือรัมมุ(ラム, らむ)” และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ คำศัพท์ภาษาอังกฤษ “Connecting rod” ที่ย่อให้สั้นลงเป็น “Conrod”หรือ“Con-rod” ชื่อที่เรียกว่า “ก้านสูบ” ที่แปลมาจากคำศัพท์ภาษาอังกฤษคือ “Connecting rod” ในเครื่องยนต์สันดาปภายใน(internal combustion engine)โดยจะเป็นชิ้นส่วนที่เชื่อมต่อระหว่างเพลาข้อเหวี่ยงหรือภาษาพูดคือเพลาข้อเสือ(crankshaft)กับลูกสูบ(piston)ของเครื่องยนต์ เครื่องอัดอากาศหรือปั๊มลม(air compressor) เมื่อต้องแปลคำศัพท์นี้ในงานที่เกี่ยวข้องกับงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุแล้วอ้างอิงการแปลตามคำว่า “ก้านสูบ” ก็อาจจะแปลได้ว่า “ก้านสไลด์หรือก้านแรม” แต่อย่างไรก็ตามในที่นี้ขอแปลว่าก้านส่งแรงหรือเพลาส่งกำลัง(Connecting rodหรือscrew pitmanหรือpitmanหรือconnection, 連接棒หรือコネクティングロッドหรือ コネクチングロッドหรือ コンロッドหรือ ピットマン, れんせつぼうหรือこねくていんぐろっど หรือ こねくちんぐろっどหรือ こんろっどหรือ ぴっとまん, เร็นเซ็ทซึโบหรือโคะเน็คติง-รดโดะหรือโคะเน็คจิง-รดโดะหรือคน-รดโดะหรือปิตโตะมัน) มีการเขียนทับศัพท์ด้วยตัวอักษรคะตะคะนะเป็น “コネクチングロッド” กับ “コネクティングロッド” “พิตแมน(pitman, ピットマン)” การทำงานอยู่ภายในหลุมสำหรับงานเลื่อย(saw pit)ซึ่งทำการตัดแผ่นกระดานจากท่อนไม้ด้วยเลื่อยมือขนาดใหญ่ที่ใช้สำหรับสองคนทำงานก็ถูกเรียกว่า “pit man” ส่วนปลายอีกด้านหนึ่งที่จะดึงเลื่อยจากทางด้านบนด้วยคนที่เรียกว่า “top man” ซึ่งยืนอยู่ด้านบนในระดับที่เหนือกว่า และในการเลื่อยด้วยกลไกที่ขับเคลื่อนด้วยพลังงานน้ำนั้น ส่วนข้อต่อ(connecting link)ที่เชื่อมต่อระหว่างข้อเหวี่ยงกับส่วนปลายของเลื่อยก็เรียกว่า “พิตแมน(pitman)” ด้วยเช่นกัน
หวังว่าบทความที่เขียนเผยแพร่ไปแล้วนี้(ซึ่งเนื้อหาตามลิงก์ที่ระบุจะมีภาพประกอบคำอธิบายซึ่งจะช่วยให้นึกเห็นสภาพการทำงานจริงแล้วจดจำได้ง่ายกว่าเพียงจดจำแต่เฉพาะคำแปลจากภาษาญี่ปุ่นมาเป็นภาษาไทย)จะเป็นประโยชน์อยู่บ้างไม่มากก็น้อย ขอบคุณครับ(ยังเหลืออีกบางฉบับซึ่งจะนำเสนอต่อในเร็วๆนี้)
นายอำนาจ แก้วสามัคคี
ตอบความคิดเห็น
จากวารสารแม่พิมพ์ปีที่ 29 ฉบับที่ 3 กรกฎาคม-กันยายน 2560 ตอน “ฟุจิซัง(縁さん, ふちさん)กับโอะคุริซัง(送りさん, おくりさん)หมายถึงคุณฟุจิกับคุณโอะคุริหรือไม่? ในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์” ซึ่งมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No.3-60.pdf
ในตอนนี้จะมีคำศัพท์กับรูปที่น่าสนใจคือ วิธีการนำเข้าหลัง-นำจ่ายออกก่อน(Last In, First OutหรือLIFOหรือLast Come, First ServedหรือLCFS, 後入れ先出し, あといれさきだし, อะโตะอิริซะคิดะชิ) ภาษาญี่ปุ่นพื้นฐานที่ทุกคนได้ศึกษานั้นก็จะต้องได้เรียนรู้คำว่า “ซัง(さん)” ที่แปลว่าคุณ เช่น山田さん(ยะมะดะซัง)หมายถึงคุณยะมะดะ และ石原さとみさん(อิชิฮะระ ซะโตะมิซัง)หมายถึงคุณอิชิฮะระ ซะโตะมิ เป็นต้น ในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์นั้น คำว่า “ซัง(さん)” กลับไม่ได้แปลว่าคุณเหมือนคำศัพท์ภาษาญี่ปุ่นที่ใช้โดยทั่วไป ดังนั้นคำว่าฟุจิซัง(縁さん, ふちさん)กับโอะคุริซัง(送りさん, おくりさん)นั้นก็ไม่ได้หมายถึงคุณฟุจิกับคุณโอะคุริ การป้อนส่งผิดพลาด(misfeed, ミスフィードหรือミスパンチหรือ送りミス, みすふぃーどหรือみすぱんちหรือおくりみす, มิซุฟีโดะหรือมิซุพันจิหรือโอะคุริมิซุ) ระยะป้อนส่งวัสดุหรือระยะพิต(pitchหรือfeedหรือfeeding pitchหรือfeed lengthหรือprogressionหรือprogressiveหรือadvance, ピッチหรือ送りピッチหรือ送り長さหรือ送り量หรือ順送り, ぴっちหรือおくりぴっちหรือおくりながさหรือおくりりょうหรือじゅんおくり, ปิจจิหรือโอะคุริปิจจิหรือโอะคุรินะงะซะหรือโอะคุริเรียวหรือยุงโอะคุริ) ส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, さんหรือブリッジ, サンหรือぶりっじ, ซังหรือบุริจยิ) ส่วนเชื่อมต่อตามทิศทางป้อนส่ง(Feed Bridge, 送りさん, おくりさん, โอะคุริซัง)กับส่วนเชื่อมต่อที่ขอบวัสดุ(Edge BridgeหรือFront ScrapหรือBack Scrap, 縁さんหรือ繫ぎさん, ふちさんหรือつなぎさん, ฟุจิซังหรือทซึนะงิซัง) ส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, さんหรือブリッジ, サンหรือぶりっじ, ซังหรือบุริจยิ)ที่เผื่อไว้ตามทิศทางการป้อนวัสดุกับส่วนเชื่อมต่อที่ขอบวัสดุซึ่งป้อนส่งเข้าไปในแม่พิมพ์โปรเกรสซีฟว์ ส่วนนำพาหรือแคริเออร์(carrier, キャリア, きゃりあ, แคะริอะ)
จากวารสารแม่พิมพ์ปีที่ 29 ฉบับที่ 4 ตุลาคม-ธันวาคม 2560 ตอน “ชิโบะริคะนะงะตะ(絞り金型, しぼりかながた)คือแม่พิมพ์อะไรในงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์” ซึ่งมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No.4-60.pdf
จากการที่ได้พบว่ามีการแปลคำศัพท์ภาษาญี่ปุ่นคำว่า “絞り金型(ชิโบะริคะนะงะตะ)” มาเป็นภาษาไทยว่า “แม่พิมพ์เดี่ยว” โดยผู้รู้ชาวไทยกับชาวต่างชาติ(ที่รู้ภาษาญี่ปุ่นกับภาษาไทย) ซึ่งผมเข้าใจว่าแปลไม่ถูกต้องนักสำหรับงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น และถ้าหากล่ามมือใหม่นำไปแปลแล้วถ่ายทอดให้บุคคลที่ 3 ฟังก็อาจจะทำให้เกิดความเสียหายได้เพราะคำว่า “แม่พิมพ์เดี่ยว” อาจต้องตีความต่อว่าผู้แปลหมายถึงแม่พิมพ์ที่มีขั้นตอนเดียวหรือสถานีงานเดียวอยู่ภายในแม่พิมพ์แล้วสามารถตัดเฉือน-ขึ้นรูปให้เสร็จสิ้นได้ภายในช่วงชักเดียวของเครื่องปั๊ม(ถ้าเป็นกรณีนี้ก็อาจแปลหรือเรียกได้ว่า “แม่พิมพ์ดึงขึ้นรูปแบบแม่พิมพ์เดี่ยว” หรือ “แม่พิมพ์เดี่ยวสำหรับการดึงขึ้นรูป”)หรือเป็นแม่พิมพ์อะไรกันแน่? และหากหมายถึงแม่พิมพ์ที่มีขั้นตอนเดียวหรือสถานีงานเดียวก็ยังสามารถแยกชนิดของแม่พิมพ์ออกไปอีกได้หลายชนิดที่นอกเหนือจากแม่พิมพ์ดึงขึ้นรูปเท่านั้นแล้วก็ยังมีแม่พิมพ์ดึงขึ้นรูปบางโครงสร้างก็จัดอยู่ในแม่พิมพ์เดี่ยวได้ด้วย นอกจากนี้ชิ้นงานดึงขึ้นรูปก็ยังสามารถที่จะขึ้นรูปได้โดยแม่พิมพ์หลายรูปแบบ เช่น ดึงขึ้นรูปโดยแม่พิมพ์เพียงแม่พิมพ์เดียวหรือดึงขึ้นรูปโดยแม่พิมพ์หลายๆแม่พิมพ์ในการดึงขึ้นรูปเรียงลำดับไปตามความก้าวหน้าของชิ้นงานเป้าหมายที่ต้องการต่อเนื่องกันไปหรือดึงขึ้นรูปโดยแม่พิมพ์โปรเกรสซีฟว์ที่มีหลายขั้นตอน(หรือหลายสถานีงาน)เรียงลำดับความก้าวหน้าของชิ้นงานเป้าหมายที่ต้องการต่อเนื่องกันไปภายในแม่พิมพ์เดียวกัน เป็นต้น และในตอนนี้ยังมีคำศัพท์กับรูปที่เกี่ยวข้องคือ แม่พิมพ์ดึงขึ้นรูป(Drawing dieหรือDraw die, 絞り金型, しぼりかながた, ชิโบะริคะนะงะตะ) แบบของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น(Sheet Metal Stamping Part Drawing)ที่แปลคำศัพท์ว่า “Drawing” ในภาษาอังกฤษมาเป็นภาษาไทยว่า “แบบ” ใดๆที่เขียนขึ้นมาเพื่อใช้ในการสื่อสารระหว่างกัน เช่น แบบของชิ้นงาน(Workpiece Drawing)หรือแบบของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(Die Drawing) เป็นต้น(ซึ่งคำว่า “Drawing” ไม่ได้แปลว่าการดึงขึ้นรูปเหมือนกับที่ใช้ในงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น) การดึงขึ้นรูปเส้นลวด(Wire Drawing)ซึ่งเป็นกระบวนการดึงขึ้นรูปเส้นลวดผ่านช่องหรือรูที่อยู่ภายในชิ้นส่วนที่เรียกว่าดาย(Drawing dieหรือWire-Drawing die){ข้อสังเกตในภาษาอังกฤษของคำศัพท์ “Drawing die” ที่อธิบายมาแล้วนั้นจะใช้ในความหมายของชิ้นส่วนที่เรียกว่า “ดาย”สำหรับการดึงขึ้นรูปเส้นลวด กับ “แม่พิมพ์ดึงขึ้นรูป”(โลหะแผ่น)} ซีเมนต์คาร์ไบด์หรือคาร์ไบด์ผสม(超硬合金) ดาย(ダイス)ดึงขึ้นรูปเส้นลวด เส้นผ่านศูนย์กลางของแผ่นแบลงก์(ブランク直径) แผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้(กลม)(ブランク) กระบวนการที่ 1(การดึงขึ้นรูปครั้งที่ 1)(第一工程) กระบวนการที่ 2(การดึงขึ้นรูปครั้งที่ 2)(第二工程) กระบวนการที่ 3(การดึงขึ้นรูปครั้งที่ 3)(第三工程) รูปร่าง-รูปทรงของชิ้นงาน(ชิ้นงานดึงขึ้นรูป)(製品形状) การคำนวณคลี่ชิ้นงานดึงขึ้นรูปให้เป็นแผ่นคลี่(กลม)(展開計算) 絞り型(しぼりがた, ชิโบะริงะตะ) แผ่นวัสดุขนาดพร้อมใช้หรือแผ่นแบลงก์(blank sheetหรือunit stock) ดายดึงขึ้นรูป(絞りダイ) พันช์ดึงขึ้นรูป(絞りパンチ) ชิ้นงานดึงขึ้นรูปที่ต้องการ(絞り製品) แผ่นกำหนดตำแหน่ง(位置決めプレート) แกนจับยึดแม่พิมพ์(シャンク) แผ่นยึดแม่พิมพ์ชุดบน(パンチホルダ) แผ่นยึดแม่พิมพ์ชุดล่าง(ダイホルダ) แผ่นรองรับพันช์(パンチプレート) พันช์(ดึงขึ้นรูป)(パンチ) ดาย(ดึงขึ้นรูป)(ダイ) แม่พิมพ์ชุดบน(上型) สตริปเปอร์(ตัวจับยึดวัสดุ)(ストリッパ)(しわ押え) แม่พิมพ์ชุดล่าง(下型) การดึงขึ้นรูปทำให้ความโตเปลี่ยนแปลง(大きさの変化) การดึงขึ้นรูปทำให้ความสูงเปลี่ยนแปลง(高さの変化) แบบโครงร่างลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปแถบวัสดุในแม่พิมพ์(strip layoutหรือprogressive stock layoutsหรือprogressive strip, ストリップレイアウト, すとりっぷれいあうと, ซุโตะริป-เรเอาโตะ) และ“ชิโบะริคะนะงะตะ(絞り金型, しぼりかながた)”ไม่ได้แปลว่าแม่พิมพ์เดี่ยวอย่างที่เคยมีการให้ความรู้เอาไว้
จากวารสารแม่พิมพ์ปีที่ 30 ฉบับที่ 1 มกราคม-มีนาคม 2561 ตอน “ชิโบะริพันจิเค(絞りパンチ径, しぼりぱんちけい)คือ “ความโตของปากกาของงานที่ขึ้นรูปแล้ว” หรือไม่?” และมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No1-61.pdf
เนื่องจากพบคำแปลที่แปลกๆหรือไม่ถูกต้องนักเกี่ยวกับคำว่า “ชิโบะริพันจิเค(絞りパンチ径, しぼりぱんちけい)” นี้โดยแปลว่า “ความโตของปากกาของงานที่ขึ้นรูปแล้ว” จึงเป็นที่มาของการเขียนในตอนนี้ และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ แม่พิมพ์ดึงขึ้นรูป(Drawing dieหรือDraw die, 絞り金型, しぼりかながた, ชิโบะริคะนะงะตะ) ขนาดเส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูป(Drawing punch diameter, 絞りパンチ径, しぼりぱんちけい, ชิโบะริพันจิเค) ชิ้นส่วนที่เรียกทับศัพท์ตามภาษาอังกฤษว่า “พันช์(punch)” นั้นเป็นชิ้นส่วนตัวผู้(male part)ของแม่พิมพ์(die)ซึ่งจะแยกแยะให้เห็นความแตกต่างไปจากชิ้นส่วนตัวเมียของแม่พิมพ์ที่เรียกว่า “ดาย(die)”หรือ”ดายตัวเมีย(female die)” และโดยปรกติแล้วพันช์จะเป็นส่วนที่อยู่ทางด้านบนของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่ประกอบขึ้นเป็นแม่พิมพ์ชุดหนึ่งๆ เช่น แม่พิมพ์ดึงขึ้นรูป(แต่ก็มีแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปบางชนิดที่ชิ้นส่วนพันช์อยู่ทางด้านล่างของแม่พิมพ์) แม่พิมพ์แบบกลับด้านหรือแม่พิมพ์แบบคว่ำกลับด้าน(Inverted DieหรือReversed Die) ชุดลูกเบี้ยวเพียร์ซซิงหรือแคมพันช์ตัดเฉือนรู(Piercing Cam Punch) ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets) พันช์ดึงขึ้นรูป(絞りパンチ) ตัวจับยึดวัสดุ(しわ押さえ) ตัวกระทุ้งดันปลดหรือน็อกเอาต์(ノックアウト) สปริงของน็อกเอาต์(ノックアウト用スプリング) สปริง(スプリング) รังรองรับ-กำหนดตำแหน่ง(ネスト) ดายดึงขึ้นรูป(絞りダイ) แผ่นแบลงก์กลมหรือแผ่นวัสดุขนาดพร้อมใช้กลม เส้นผ่านศูนย์กลางของแผ่นแบลงก์ เส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูปครั้งที่ 1 เส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูปครั้งที่ 2 เส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูปครั้งที่ 3 เส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูปครั้งที่ 4
จากวารสารแม่พิมพ์ปีที่ 30 ฉบับที่ 2 เมษายน-มิถุนายน 2561 ตอน “ชิโบะริริทซึ(絞り率, しぼりりつ)หมายถึงอะไรในการดึงขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์” และมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No2-61.pdf
เนื่องจากได้พบว่ามีการแปลภาษาญี่ปุ่นคำว่า “ชิโบะริริทซึ(絞り率, しぼりりつ)”เอาไว้อย่างไม่ถูกต้องนักโดยมีผู้รู้ได้แปลเป็นภาษาไทยไว้ว่า “อัตราส่วนระหว่างความลึกและความกว้าง”(แต่ถ้าให้ผมเดาว่าเป็นการคำนวณทางคณิตศาสตร์ก็น่าจะเขียนเป็น “อัตราส่วนระหว่างความลึกต่อความกว้าง”มากกว่า) จึงเป็นที่มาของการเขียนบทความในตอนนี้ ซึ่งคำว่า “ชิโบะริริทซึ(絞り率, しぼりりつ)” นี้ควรจะแปลว่าอัตราการดึงขึ้นรูป และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ ชิโบะริคะนะงะตะ(絞り金型, しぼりかながた)หรือแม่พิมพ์ดึงขึ้นรูป ชิโบะริพันจิเค(絞りパンチ径, しぼりぱんちけい)หรือขนาดเส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูป กลศาสตร์ของไหล(Fluid mechanics) ผมขอแปลภาษาญี่ปุ่นในงานแม่พิมพ์นี้ว่า “อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)” ซึ่งเป็นอัตราระหว่าง “ขนาดเส้นผ่านศูนย์กลางหลังการดึงขึ้นรูปต่อขนาดเส้นผ่านศูนย์กลางก่อนการดึงขึ้นรูป”ของชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมหรืออัตราการดึงขึ้นรูป(m) = ขนาดเส้นผ่านศูนย์กลางหลังการดึงขึ้นรูป ÷ ขนาดเส้นผ่านศูนย์กลางก่อนการดึงขึ้นรูป อัตราการดึงขึ้นรูปก็จะมีจำนวนที่มีค่าผกผันกับอัตราส่วนการดึงขึ้นรูป(Drawing Ratio) และความสามารถในการดึงขึ้นรูปของวัสดุจะเรียกว่าขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูป(Deformation LimitหรือLimiting Drawing RatioหรือLDR)ของวัสดุ{อัตราส่วนการดึงขึ้นรูประหว่างขนาดเส้นผ่านศูนย์กลางที่โตที่สุดของแผ่นแบลงก์ต่อขนาดเส้นผ่านศูนย์กลางของพันช์(Dblankmax÷Dp)ที่สามารถดึงขึ้นรูปจากแผ่นวัสดุขนาดพร้อมใช้หรือแผ่นแบลงก์กลมให้เปลี่ยนรูปไปเป็นชิ้นงานรูปทรงกระบอกแบบไม่มีหน้าแปลนหรือไร้ขอบภายในครั้งเดียวได้โดยไม่เกิดความเสียหายขึ้น}
สุขสันต์วันคริสต์มาสและสวัสดีปีใหม่ พ.ศ. 2562 ล่วงหน้าด้วยครับ
นายอำนาจ แก้วสามัคคี
https://www.tdia.or.th/wp-content/uploads/journal/No.3-60.pdf
ในตอนนี้จะมีคำศัพท์กับรูปที่น่าสนใจคือ วิธีการนำเข้าหลัง-นำจ่ายออกก่อน(Last In, First OutหรือLIFOหรือLast Come, First ServedหรือLCFS, 後入れ先出し, あといれさきだし, อะโตะอิริซะคิดะชิ) ภาษาญี่ปุ่นพื้นฐานที่ทุกคนได้ศึกษานั้นก็จะต้องได้เรียนรู้คำว่า “ซัง(さん)” ที่แปลว่าคุณ เช่น山田さん(ยะมะดะซัง)หมายถึงคุณยะมะดะ และ石原さとみさん(อิชิฮะระ ซะโตะมิซัง)หมายถึงคุณอิชิฮะระ ซะโตะมิ เป็นต้น ในงานปั๊มตัดเฉือน-ขึ้นรูปวัสดุด้วยแม่พิมพ์นั้น คำว่า “ซัง(さん)” กลับไม่ได้แปลว่าคุณเหมือนคำศัพท์ภาษาญี่ปุ่นที่ใช้โดยทั่วไป ดังนั้นคำว่าฟุจิซัง(縁さん, ふちさん)กับโอะคุริซัง(送りさん, おくりさん)นั้นก็ไม่ได้หมายถึงคุณฟุจิกับคุณโอะคุริ การป้อนส่งผิดพลาด(misfeed, ミスフィードหรือミスパンチหรือ送りミス, みすふぃーどหรือみすぱんちหรือおくりみす, มิซุฟีโดะหรือมิซุพันจิหรือโอะคุริมิซุ) ระยะป้อนส่งวัสดุหรือระยะพิต(pitchหรือfeedหรือfeeding pitchหรือfeed lengthหรือprogressionหรือprogressiveหรือadvance, ピッチหรือ送りピッチหรือ送り長さหรือ送り量หรือ順送り, ぴっちหรือおくりぴっちหรือおくりながさหรือおくりりょうหรือじゅんおくり, ปิจจิหรือโอะคุริปิจจิหรือโอะคุรินะงะซะหรือโอะคุริเรียวหรือยุงโอะคุริ) ส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, さんหรือブリッジ, サンหรือぶりっじ, ซังหรือบุริจยิ) ส่วนเชื่อมต่อตามทิศทางป้อนส่ง(Feed Bridge, 送りさん, おくりさん, โอะคุริซัง)กับส่วนเชื่อมต่อที่ขอบวัสดุ(Edge BridgeหรือFront ScrapหรือBack Scrap, 縁さんหรือ繫ぎさん, ふちさんหรือつなぎさん, ฟุจิซังหรือทซึนะงิซัง) ส่วนเชื่อมต่อหรือเนื้อวัสดุเชื่อมต่อ(BridgeหรือScrap BridgeหรือSpacingหรือWeb, さんหรือブリッジ, サンหรือぶりっじ, ซังหรือบุริจยิ)ที่เผื่อไว้ตามทิศทางการป้อนวัสดุกับส่วนเชื่อมต่อที่ขอบวัสดุซึ่งป้อนส่งเข้าไปในแม่พิมพ์โปรเกรสซีฟว์ ส่วนนำพาหรือแคริเออร์(carrier, キャリア, きゃりあ, แคะริอะ)
จากวารสารแม่พิมพ์ปีที่ 29 ฉบับที่ 4 ตุลาคม-ธันวาคม 2560 ตอน “ชิโบะริคะนะงะตะ(絞り金型, しぼりかながた)คือแม่พิมพ์อะไรในงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์” ซึ่งมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No.4-60.pdf
จากการที่ได้พบว่ามีการแปลคำศัพท์ภาษาญี่ปุ่นคำว่า “絞り金型(ชิโบะริคะนะงะตะ)” มาเป็นภาษาไทยว่า “แม่พิมพ์เดี่ยว” โดยผู้รู้ชาวไทยกับชาวต่างชาติ(ที่รู้ภาษาญี่ปุ่นกับภาษาไทย) ซึ่งผมเข้าใจว่าแปลไม่ถูกต้องนักสำหรับงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น และถ้าหากล่ามมือใหม่นำไปแปลแล้วถ่ายทอดให้บุคคลที่ 3 ฟังก็อาจจะทำให้เกิดความเสียหายได้เพราะคำว่า “แม่พิมพ์เดี่ยว” อาจต้องตีความต่อว่าผู้แปลหมายถึงแม่พิมพ์ที่มีขั้นตอนเดียวหรือสถานีงานเดียวอยู่ภายในแม่พิมพ์แล้วสามารถตัดเฉือน-ขึ้นรูปให้เสร็จสิ้นได้ภายในช่วงชักเดียวของเครื่องปั๊ม(ถ้าเป็นกรณีนี้ก็อาจแปลหรือเรียกได้ว่า “แม่พิมพ์ดึงขึ้นรูปแบบแม่พิมพ์เดี่ยว” หรือ “แม่พิมพ์เดี่ยวสำหรับการดึงขึ้นรูป”)หรือเป็นแม่พิมพ์อะไรกันแน่? และหากหมายถึงแม่พิมพ์ที่มีขั้นตอนเดียวหรือสถานีงานเดียวก็ยังสามารถแยกชนิดของแม่พิมพ์ออกไปอีกได้หลายชนิดที่นอกเหนือจากแม่พิมพ์ดึงขึ้นรูปเท่านั้นแล้วก็ยังมีแม่พิมพ์ดึงขึ้นรูปบางโครงสร้างก็จัดอยู่ในแม่พิมพ์เดี่ยวได้ด้วย นอกจากนี้ชิ้นงานดึงขึ้นรูปก็ยังสามารถที่จะขึ้นรูปได้โดยแม่พิมพ์หลายรูปแบบ เช่น ดึงขึ้นรูปโดยแม่พิมพ์เพียงแม่พิมพ์เดียวหรือดึงขึ้นรูปโดยแม่พิมพ์หลายๆแม่พิมพ์ในการดึงขึ้นรูปเรียงลำดับไปตามความก้าวหน้าของชิ้นงานเป้าหมายที่ต้องการต่อเนื่องกันไปหรือดึงขึ้นรูปโดยแม่พิมพ์โปรเกรสซีฟว์ที่มีหลายขั้นตอน(หรือหลายสถานีงาน)เรียงลำดับความก้าวหน้าของชิ้นงานเป้าหมายที่ต้องการต่อเนื่องกันไปภายในแม่พิมพ์เดียวกัน เป็นต้น และในตอนนี้ยังมีคำศัพท์กับรูปที่เกี่ยวข้องคือ แม่พิมพ์ดึงขึ้นรูป(Drawing dieหรือDraw die, 絞り金型, しぼりかながた, ชิโบะริคะนะงะตะ) แบบของชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น(Sheet Metal Stamping Part Drawing)ที่แปลคำศัพท์ว่า “Drawing” ในภาษาอังกฤษมาเป็นภาษาไทยว่า “แบบ” ใดๆที่เขียนขึ้นมาเพื่อใช้ในการสื่อสารระหว่างกัน เช่น แบบของชิ้นงาน(Workpiece Drawing)หรือแบบของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(Die Drawing) เป็นต้น(ซึ่งคำว่า “Drawing” ไม่ได้แปลว่าการดึงขึ้นรูปเหมือนกับที่ใช้ในงานแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น) การดึงขึ้นรูปเส้นลวด(Wire Drawing)ซึ่งเป็นกระบวนการดึงขึ้นรูปเส้นลวดผ่านช่องหรือรูที่อยู่ภายในชิ้นส่วนที่เรียกว่าดาย(Drawing dieหรือWire-Drawing die){ข้อสังเกตในภาษาอังกฤษของคำศัพท์ “Drawing die” ที่อธิบายมาแล้วนั้นจะใช้ในความหมายของชิ้นส่วนที่เรียกว่า “ดาย”สำหรับการดึงขึ้นรูปเส้นลวด กับ “แม่พิมพ์ดึงขึ้นรูป”(โลหะแผ่น)} ซีเมนต์คาร์ไบด์หรือคาร์ไบด์ผสม(超硬合金) ดาย(ダイス)ดึงขึ้นรูปเส้นลวด เส้นผ่านศูนย์กลางของแผ่นแบลงก์(ブランク直径) แผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้(กลม)(ブランク) กระบวนการที่ 1(การดึงขึ้นรูปครั้งที่ 1)(第一工程) กระบวนการที่ 2(การดึงขึ้นรูปครั้งที่ 2)(第二工程) กระบวนการที่ 3(การดึงขึ้นรูปครั้งที่ 3)(第三工程) รูปร่าง-รูปทรงของชิ้นงาน(ชิ้นงานดึงขึ้นรูป)(製品形状) การคำนวณคลี่ชิ้นงานดึงขึ้นรูปให้เป็นแผ่นคลี่(กลม)(展開計算) 絞り型(しぼりがた, ชิโบะริงะตะ) แผ่นวัสดุขนาดพร้อมใช้หรือแผ่นแบลงก์(blank sheetหรือunit stock) ดายดึงขึ้นรูป(絞りダイ) พันช์ดึงขึ้นรูป(絞りパンチ) ชิ้นงานดึงขึ้นรูปที่ต้องการ(絞り製品) แผ่นกำหนดตำแหน่ง(位置決めプレート) แกนจับยึดแม่พิมพ์(シャンク) แผ่นยึดแม่พิมพ์ชุดบน(パンチホルダ) แผ่นยึดแม่พิมพ์ชุดล่าง(ダイホルダ) แผ่นรองรับพันช์(パンチプレート) พันช์(ดึงขึ้นรูป)(パンチ) ดาย(ดึงขึ้นรูป)(ダイ) แม่พิมพ์ชุดบน(上型) สตริปเปอร์(ตัวจับยึดวัสดุ)(ストリッパ)(しわ押え) แม่พิมพ์ชุดล่าง(下型) การดึงขึ้นรูปทำให้ความโตเปลี่ยนแปลง(大きさの変化) การดึงขึ้นรูปทำให้ความสูงเปลี่ยนแปลง(高さの変化) แบบโครงร่างลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปแถบวัสดุในแม่พิมพ์(strip layoutหรือprogressive stock layoutsหรือprogressive strip, ストリップレイアウト, すとりっぷれいあうと, ซุโตะริป-เรเอาโตะ) และ“ชิโบะริคะนะงะตะ(絞り金型, しぼりかながた)”ไม่ได้แปลว่าแม่พิมพ์เดี่ยวอย่างที่เคยมีการให้ความรู้เอาไว้
จากวารสารแม่พิมพ์ปีที่ 30 ฉบับที่ 1 มกราคม-มีนาคม 2561 ตอน “ชิโบะริพันจิเค(絞りパンチ径, しぼりぱんちけい)คือ “ความโตของปากกาของงานที่ขึ้นรูปแล้ว” หรือไม่?” และมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No1-61.pdf
เนื่องจากพบคำแปลที่แปลกๆหรือไม่ถูกต้องนักเกี่ยวกับคำว่า “ชิโบะริพันจิเค(絞りパンチ径, しぼりぱんちけい)” นี้โดยแปลว่า “ความโตของปากกาของงานที่ขึ้นรูปแล้ว” จึงเป็นที่มาของการเขียนในตอนนี้ และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ แม่พิมพ์ดึงขึ้นรูป(Drawing dieหรือDraw die, 絞り金型, しぼりかながた, ชิโบะริคะนะงะตะ) ขนาดเส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูป(Drawing punch diameter, 絞りパンチ径, しぼりぱんちけい, ชิโบะริพันจิเค) ชิ้นส่วนที่เรียกทับศัพท์ตามภาษาอังกฤษว่า “พันช์(punch)” นั้นเป็นชิ้นส่วนตัวผู้(male part)ของแม่พิมพ์(die)ซึ่งจะแยกแยะให้เห็นความแตกต่างไปจากชิ้นส่วนตัวเมียของแม่พิมพ์ที่เรียกว่า “ดาย(die)”หรือ”ดายตัวเมีย(female die)” และโดยปรกติแล้วพันช์จะเป็นส่วนที่อยู่ทางด้านบนของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปที่ประกอบขึ้นเป็นแม่พิมพ์ชุดหนึ่งๆ เช่น แม่พิมพ์ดึงขึ้นรูป(แต่ก็มีแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปบางชนิดที่ชิ้นส่วนพันช์อยู่ทางด้านล่างของแม่พิมพ์) แม่พิมพ์แบบกลับด้านหรือแม่พิมพ์แบบคว่ำกลับด้าน(Inverted DieหรือReversed Die) ชุดลูกเบี้ยวเพียร์ซซิงหรือแคมพันช์ตัดเฉือนรู(Piercing Cam Punch) ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets) พันช์ดึงขึ้นรูป(絞りパンチ) ตัวจับยึดวัสดุ(しわ押さえ) ตัวกระทุ้งดันปลดหรือน็อกเอาต์(ノックアウト) สปริงของน็อกเอาต์(ノックアウト用スプリング) สปริง(スプリング) รังรองรับ-กำหนดตำแหน่ง(ネスト) ดายดึงขึ้นรูป(絞りダイ) แผ่นแบลงก์กลมหรือแผ่นวัสดุขนาดพร้อมใช้กลม เส้นผ่านศูนย์กลางของแผ่นแบลงก์ เส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูปครั้งที่ 1 เส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูปครั้งที่ 2 เส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูปครั้งที่ 3 เส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูปครั้งที่ 4
จากวารสารแม่พิมพ์ปีที่ 30 ฉบับที่ 2 เมษายน-มิถุนายน 2561 ตอน “ชิโบะริริทซึ(絞り率, しぼりりつ)หมายถึงอะไรในการดึงขึ้นรูปโลหะแผ่นด้วยแม่พิมพ์” และมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ดังต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/journal/No2-61.pdf
เนื่องจากได้พบว่ามีการแปลภาษาญี่ปุ่นคำว่า “ชิโบะริริทซึ(絞り率, しぼりりつ)”เอาไว้อย่างไม่ถูกต้องนักโดยมีผู้รู้ได้แปลเป็นภาษาไทยไว้ว่า “อัตราส่วนระหว่างความลึกและความกว้าง”(แต่ถ้าให้ผมเดาว่าเป็นการคำนวณทางคณิตศาสตร์ก็น่าจะเขียนเป็น “อัตราส่วนระหว่างความลึกต่อความกว้าง”มากกว่า) จึงเป็นที่มาของการเขียนบทความในตอนนี้ ซึ่งคำว่า “ชิโบะริริทซึ(絞り率, しぼりりつ)” นี้ควรจะแปลว่าอัตราการดึงขึ้นรูป และในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ ชิโบะริคะนะงะตะ(絞り金型, しぼりかながた)หรือแม่พิมพ์ดึงขึ้นรูป ชิโบะริพันจิเค(絞りパンチ径, しぼりぱんちけい)หรือขนาดเส้นผ่านศูนย์กลางพันช์ดึงขึ้นรูป กลศาสตร์ของไหล(Fluid mechanics) ผมขอแปลภาษาญี่ปุ่นในงานแม่พิมพ์นี้ว่า “อัตราการดึงขึ้นรูป(Drawing Rateหรือm, 絞り率, しぼりりつ, ชิโบะริริทซึ)” ซึ่งเป็นอัตราระหว่าง “ขนาดเส้นผ่านศูนย์กลางหลังการดึงขึ้นรูปต่อขนาดเส้นผ่านศูนย์กลางก่อนการดึงขึ้นรูป”ของชิ้นงานดึงขึ้นรูปรูปทรงกระบอกกลมหรืออัตราการดึงขึ้นรูป(m) = ขนาดเส้นผ่านศูนย์กลางหลังการดึงขึ้นรูป ÷ ขนาดเส้นผ่านศูนย์กลางก่อนการดึงขึ้นรูป อัตราการดึงขึ้นรูปก็จะมีจำนวนที่มีค่าผกผันกับอัตราส่วนการดึงขึ้นรูป(Drawing Ratio) และความสามารถในการดึงขึ้นรูปของวัสดุจะเรียกว่าขอบเขตการเปลี่ยนรูปหรือขีดจำกัดของอัตราส่วนการดึงขึ้นรูป(Deformation LimitหรือLimiting Drawing RatioหรือLDR)ของวัสดุ{อัตราส่วนการดึงขึ้นรูประหว่างขนาดเส้นผ่านศูนย์กลางที่โตที่สุดของแผ่นแบลงก์ต่อขนาดเส้นผ่านศูนย์กลางของพันช์(Dblankmax÷Dp)ที่สามารถดึงขึ้นรูปจากแผ่นวัสดุขนาดพร้อมใช้หรือแผ่นแบลงก์กลมให้เปลี่ยนรูปไปเป็นชิ้นงานรูปทรงกระบอกแบบไม่มีหน้าแปลนหรือไร้ขอบภายในครั้งเดียวได้โดยไม่เกิดความเสียหายขึ้น}
สุขสันต์วันคริสต์มาสและสวัสดีปีใหม่ พ.ศ. 2562 ล่วงหน้าด้วยครับ
นายอำนาจ แก้วสามัคคี
ตอบความคิดเห็น
ขอเชิญติดตามบทความ “การเพิ่มประสิทธิภาพและพัฒนางานด้านแม่พิมพ์(Productivity Improvement in Mold & Die Operations, 金型作業における生産性向上)” ตอน “ทำไมยังคงมีงานที่ไร้ประสิทธิภาพเหลืออยู่อีก?” ซึ่งปัจจุบันไม่มีไฟล์อยู่ในเว็บไซต์ของสมาคมอุตสาหกรรมแม่พิมพ์ไทยแล้ว แต่ได้มีการสแกนแล้วอัปโหลดเผยแพร่เอาไว้ในเว็บไซต์ของห้องสมุดกรมส่งเสริมอุตสาหกรรม ดังลิงก์ต่อไปนี้
http://library.dip.go.th/elib/cgi-bin/opacexe.exe?op=dsp&wa=C134EA9&bid=49713&qst=S%3A%40675&lang=1&db=Main&pat=%E0%B9%81%E0%B8%A1%E0%B9%88%E0%B8%9E%E0%B8%B4%E0%B8%A1%E0%B8%9E%E0%B9%8C&cat=sub&skin=u&lpp=20&catop=&scid=zzz
หรือลิงก์ต่อไปนี้
http://library.dip.go.th/multim6/edoc/2558/23914.pdf
ซึ่งในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ เทคนิคทางด้านวิศวกรรมอุตสาหการหรือ ไอ.อี. (Industrial Engineering : IE , インダストリアル・エンジニアリング : アイ イー , อินดัซซุ-ตเรียล เอ็นยิเนียริงงุ : ไออี) แผนภูมิแสดงสาเหตุและผล(Cause and Effect Diagram, 特性要因図, とくせいよういんず, ทคเซโยอินซึ) ปัจจัยการผลิต 4M ซึ่งได้แก่ คน(Man , 人 , ひと , ฮิโตะ)หรือผู้ปฏิบัติงานที่เกี่ยวข้องในงานปั๊ม , เครื่องปั๊ม-แม่พิมพ์หรืออุปกรณ์ใดๆ(Machines-Dies and Equipments, プレス機械-金型と周辺機器 หรือ設備 , ぷれすきかい-かながたとしゅうへんききหรือせつび, พุเร็ซซุคิไค-คะนะงะตะโตะชูเฮ็งคิคิหรือเซ็ทซึบิ)ที่มีความเกี่ยวข้องและใช้ในกระบวนการผลิตชิ้นงานปั๊ม, วัสดุหรือสิ่งของต่างๆ(MaterialหรือThing, 材料หรือ物, ざいりょうหรือもの, ไซเรียวหรือโมะโนะ)ที่นำมาใช้ผลิตเป็นชิ้นงานปั๊มหรือผลิตภัณฑ์ และวิธีการ , กรรมวิธี(Method, 方法, ほうほう, โฮโฮ)หรือมาตรฐานในการปฏิบัติงานใดๆที่สัมพันธ์กับการผลิตชิ้นงานปั๊ม อย่างใดอย่างหนึ่งหรือมากกว่า หรือในบางครั้งก็อาจเพิ่มสาเหตุด้านเครื่องมือวัด และหรือการตรวจวัด-ตรวจสอบชิ้นงานอีกกลายเป็น 5M ก็มี{โดย M ที่ห้าหรือปัจจัยที่ห้านี้ ได้ถูกเพิ่มขึ้นเพื่อให้การวิเคราะห์และแยกแยะสาเหตุของปัญหาได้ชัดเจนยิ่งขึ้น ซึ่งนั่นก็คือ เครื่องมือวัด(Measuring Tools, 測定器, そくていき, ซคเตคิ)หรือวิธีการตรวจวัด(Measurement, 測定方法, そくていほうほう, ซคเตโฮโฮ)} ความลำเอียง(Bias, バイアスหรือ先入観, ばいあすหรือせんにゅうかん, ไบอัซหรือเซ็งนีวคัง) อุปกรณ์คลายม้วนวัสดุ(UncoilerหรือCoil UnwinderหรือCoil DereelerหรือDecoiler, アンコイラ, あんこいら, อันโคย-ระ) อุปกรณ์ดัดปรับแก้ม้วนวัสดุให้เรียบตรง(LevellerหรือLevelling MachineหรือCoil Straightener, レベラー, れべらー, เระเบะรา) อุปกรณ์ป้อนส่งม้วนวัสดุเข้าสู่แม่พิมพ์(Feeding EquipmentหรือFeeder, 送り装置หรือフィーダー, おくりそうちหรือふぃーだー, โอะคุริโซจิหรือฟีดา)และหรืออุปกรณ์ม้วนเก็บชิ้นงาน(Coiler, コイラ, こいら, โคย-ระ) การสับเปลี่ยนแม่พิมพ์อย่างรวดเร็ว(Quick Die Change : QDC , クイックダイチェンジ หรือ 迅速交換金型, くいっくだいちぇんじหรือじんそくこうかんかながた, คุอิคคุ-ดายเจ็นยิหรือยินซคคุโคคังคะนะงะตะ) ทักษะในการวิเคราะห์และแก้ปัญหาเป็นอย่างดี(Strong Analytical And Problem Solving Skills , 強力な分析スキル と 問題解決能力に人材, きょうりょくなぶんせきスキル と もんだいかいけつのうりょくにすぐれたじんざい, เคียวเรียคนะบุงเซะคิซุคิลโตะมนไดไคเค็ทซึโนเรียคนิยินไซ)
อำนาจ แก้วสามัคคี
ที่ปรึกษาอิสระ(รับให้คำปรึกษาโรงงานปั๊มโลหะแผ่น การซ่อมบำรุงแม่พิมพ์โปรเกรสซีฟว์ โรงงานผลิตแม่พิมพ์ และรับเป็นล่ามฟรีแลนซ์สำหรับงานเหล่านี้ อีเมล E-mail address : [email protected] และ [email protected])
http://library.dip.go.th/elib/cgi-bin/opacexe.exe?op=dsp&wa=C134EA9&bid=49713&qst=S%3A%40675&lang=1&db=Main&pat=%E0%B9%81%E0%B8%A1%E0%B9%88%E0%B8%9E%E0%B8%B4%E0%B8%A1%E0%B8%9E%E0%B9%8C&cat=sub&skin=u&lpp=20&catop=&scid=zzz
หรือลิงก์ต่อไปนี้
http://library.dip.go.th/multim6/edoc/2558/23914.pdf
ซึ่งในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องคือ เทคนิคทางด้านวิศวกรรมอุตสาหการหรือ ไอ.อี. (Industrial Engineering : IE , インダストリアル・エンジニアリング : アイ イー , อินดัซซุ-ตเรียล เอ็นยิเนียริงงุ : ไออี) แผนภูมิแสดงสาเหตุและผล(Cause and Effect Diagram, 特性要因図, とくせいよういんず, ทคเซโยอินซึ) ปัจจัยการผลิต 4M ซึ่งได้แก่ คน(Man , 人 , ひと , ฮิโตะ)หรือผู้ปฏิบัติงานที่เกี่ยวข้องในงานปั๊ม , เครื่องปั๊ม-แม่พิมพ์หรืออุปกรณ์ใดๆ(Machines-Dies and Equipments, プレス機械-金型と周辺機器 หรือ設備 , ぷれすきかい-かながたとしゅうへんききหรือせつび, พุเร็ซซุคิไค-คะนะงะตะโตะชูเฮ็งคิคิหรือเซ็ทซึบิ)ที่มีความเกี่ยวข้องและใช้ในกระบวนการผลิตชิ้นงานปั๊ม, วัสดุหรือสิ่งของต่างๆ(MaterialหรือThing, 材料หรือ物, ざいりょうหรือもの, ไซเรียวหรือโมะโนะ)ที่นำมาใช้ผลิตเป็นชิ้นงานปั๊มหรือผลิตภัณฑ์ และวิธีการ , กรรมวิธี(Method, 方法, ほうほう, โฮโฮ)หรือมาตรฐานในการปฏิบัติงานใดๆที่สัมพันธ์กับการผลิตชิ้นงานปั๊ม อย่างใดอย่างหนึ่งหรือมากกว่า หรือในบางครั้งก็อาจเพิ่มสาเหตุด้านเครื่องมือวัด และหรือการตรวจวัด-ตรวจสอบชิ้นงานอีกกลายเป็น 5M ก็มี{โดย M ที่ห้าหรือปัจจัยที่ห้านี้ ได้ถูกเพิ่มขึ้นเพื่อให้การวิเคราะห์และแยกแยะสาเหตุของปัญหาได้ชัดเจนยิ่งขึ้น ซึ่งนั่นก็คือ เครื่องมือวัด(Measuring Tools, 測定器, そくていき, ซคเตคิ)หรือวิธีการตรวจวัด(Measurement, 測定方法, そくていほうほう, ซคเตโฮโฮ)} ความลำเอียง(Bias, バイアスหรือ先入観, ばいあすหรือせんにゅうかん, ไบอัซหรือเซ็งนีวคัง) อุปกรณ์คลายม้วนวัสดุ(UncoilerหรือCoil UnwinderหรือCoil DereelerหรือDecoiler, アンコイラ, あんこいら, อันโคย-ระ) อุปกรณ์ดัดปรับแก้ม้วนวัสดุให้เรียบตรง(LevellerหรือLevelling MachineหรือCoil Straightener, レベラー, れべらー, เระเบะรา) อุปกรณ์ป้อนส่งม้วนวัสดุเข้าสู่แม่พิมพ์(Feeding EquipmentหรือFeeder, 送り装置หรือフィーダー, おくりそうちหรือふぃーだー, โอะคุริโซจิหรือฟีดา)และหรืออุปกรณ์ม้วนเก็บชิ้นงาน(Coiler, コイラ, こいら, โคย-ระ) การสับเปลี่ยนแม่พิมพ์อย่างรวดเร็ว(Quick Die Change : QDC , クイックダイチェンジ หรือ 迅速交換金型, くいっくだいちぇんじหรือじんそくこうかんかながた, คุอิคคุ-ดายเจ็นยิหรือยินซคคุโคคังคะนะงะตะ) ทักษะในการวิเคราะห์และแก้ปัญหาเป็นอย่างดี(Strong Analytical And Problem Solving Skills , 強力な分析スキル と 問題解決能力に人材, きょうりょくなぶんせきスキル と もんだいかいけつのうりょくにすぐれたじんざい, เคียวเรียคนะบุงเซะคิซุคิลโตะมนไดไคเค็ทซึโนเรียคนิยินไซ)
อำนาจ แก้วสามัคคี
ที่ปรึกษาอิสระ(รับให้คำปรึกษาโรงงานปั๊มโลหะแผ่น การซ่อมบำรุงแม่พิมพ์โปรเกรสซีฟว์ โรงงานผลิตแม่พิมพ์ และรับเป็นล่ามฟรีแลนซ์สำหรับงานเหล่านี้ อีเมล E-mail address : [email protected] และ [email protected])
ตอบความคิดเห็น
ขอเชิญติดตามและอ่านความรู้งานด้านแม่พิมพ์ที่มีคำศัพท์ภาษาญี่ปุ่น-อังกฤษร่วมกับคำศัพท์เทคนิคภาษาไทยด้วย จากวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) ฉบับล่าสุดที่เพิ่งอัปโหลดขึ้นสู่เว็บไซต์ของสมาคมฯ คือฉบับที่ 4 ตุลาคม-ธันวาคม พ.ศ. 2561 ตามลิงก์ต่อไปนี้
https://www.tdia.or.th/wp-content/uploads/2019/02/M&D-Journal%20No4-61.pdf
ซึ่งในเล่มนี้มีบทความที่ผมยังคงเขียนแล้วได้ผ่านการพิจารณาเผยแพร่อยู่ 2 เรื่องในคอลัมน์ “การเพิ่มประสิทธิภาพและพัฒนางานด้านแม่พิมพ์(Productivity Improvement in Mold & Die Operations, 金型作業における生産性向)” กับคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)” คือ ตอน “กรณีศึกษาความไม่สมเหตุสมผลหรือMuri(Unreasonable, 無理, むり, มุริ)ที่เกี่ยวกับสเปกของแม่พิมพ์”(ตอนที่ 1จาก 2ตอน) กับตอน “คะนะงะตะโนะยุเมียว(金型の寿命, かながたのじゅみょう)” ตามลำดับ
ซึ่งในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจคือ ซัพพลายเออร์หรือผู้รับจ้างผลิตแม่พิมพ์(SupplierหรือMold/Die Maker, サプライヤーหรือ金型メーカー, さぷらいやーหรือかながためーかー, ซัพ-พรัยยาหรือคะนะงะตะเมคคา) โรคการตายเนื่องจากทำงานมากเกินไป(overwork death, 過労死, かろうし, คะโรชิ) การปรับปรุงอย่างต่อเนื่องหรือไคเซ็น(Improvementหรือcontinuous ImprovementหรือKaizen, 改善, かいぜん, ไคเซ็น) นาฬิกาชีวิตหรือนาฬิกาชีวภาพ(Biological clock)ที่ดำเนินชีวิตตามปรกติ ตัวอย่างแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นที่มีโครงสร้างตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือโครงสร้างสตริปเปอร์เคลื่อนที่ได้(movable stripper structure, 可動ストリッパ構造, かどうすとりっぱこうぞう, คะโดซุโตะริปปะโคโซ) และแต่ละชิ้นส่วนสำคัญของแม่พิมพ์ได้ระบุชนิดของวัสดุตามมาตรฐานอุตสาหกรรมญี่ปุ่น(JISหรือJapanese Industrial Standard, ジスหรือ 日本工業規格, じすหรือ にほんこうぎょうきかく, ยิซุหรือนิฮงโคเงียวคิคัคคุ)ที่มีอายุการใช้งานจากน้อยไปหามากให้เลือกนำไปใช้ การปฏิวัติ(revolution)การทำงานที่ไม่ใช่เพียงการปฏิรูป(reform) ตัวอย่างโครงสร้างโมลด์หรือแม่พิมพ์ฉีดขึ้นรูปพลาสติกที่เป็นโมลด์แบบสองแผ่น(Two-plate mold, ツープレート型หรือ2プレート金型, ツープレートがたหรือ2プレートかながた, ทซือ-พุเรโตะงะตะหรือทซือ-พุเรโตะคะนะงะตะ)ที่แสดงรายละเอียดกับชื่อเรียกชิ้นส่วนต่างๆของแม่พิมพ์ฉีดนี้ ซึ่งชื่อกับหน้าที่การทำงานของชิ้นส่วนเกือบทั้งหมดจะแตกต่างไปจากชื่อกับหน้าที่การทำงานของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น ชิ้นส่วนพันช์(Punch, パンチหรือ ポンチ, ぱんちหรือ ぽんち, พันจิหรือพนจิ)กับดายหรือดายตัวเมียหรือเมทริกซ์(DieหรือFemale DieหรือMatrixหรือDie Matrix, ダイ, だい, ดาย)ของแม่พิมพ์ ความเค้นต้านทานแรงเฉือน(Shear Strength, せん断強度, せんだんきょうど, เซ็นดังเคียวโดะ)ของวัสดุ ความเค้นต้านทานแรงดึง(Tensile Strength, 引張り強度, ひっぱりきょうど, ฮิปปะริเคียวโดะ)ของวัสดุ ส่วนโพรงหรือแควิตี้(Cavity, キャビティ, きゃびてぃ, แคบิตี)กับส่วนแกนหรือคอร์(Core, コア, こあ, โคอะ) หัวข้อของรายละเอียดต่างๆจำนวนมากที่อยู่ในแบบฟอร์มของข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์ฉีดขึ้นรูปพลาสติกก็จะไม่มีอยู่ในแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น ดังตัวอย่างต่อไปนี้คือ รูป้อนหรือสปรู(Sprue) ทางวิ่งหรือรันเนอร์(Runner) ทางเข้าหรือเกต(Gate) แผ่นจับยึด-ติดตั้งด้านคงที่(Fixed Installation PlateหรือTop Clamping Plate) แผ่นจับยึด-ติดตั้งด้านเคลื่อนที่ได้(Movable Installation PlateหรือBottom Clamping Plate) ชิ้นส่วนแกน(คอร์)หรือแผ่นแม่พิมพ์ด้านที่เป็นส่วนแกน(Core Plate) ชิ้นส่วนโพรง(แควิตี้)หรือแผ่นแม่พิมพ์ด้านที่เป็นส่วนโพรง(Cavity Plate) แกนเอียงเชิงมุม(Angular Pin) คอร์หรือแกนเลื่อนเคลื่อนที่ได้(Slide Core) แหวนกำหนดตำแหน่ง(Locating RingหรือLocate Ring) ชุดโครงแม่พิมพ์ฉีดมาตรฐานหรือโมลด์เบส(Mold Base) และข้อมูลของเครื่องฉีดขึ้นรูปพลาสติก(Plastic Injection Molding Machine) เป็นต้น และในลักษณะเดียวกันข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นก็จะไม่มีอยู่ในแม่พิมพ์ฉีดขึ้นรูปพลาสติก ดังตัวอย่างต่อไปนี้คือ พันช์เพลตหรือแผ่นรองรับพันช์(Punch Plate) แผ่นดาย(Die Plate) แผ่นรองหลังดาย(Die Backing Plate) แผ่นยึดดาย(Die Holder) แผ่นยึดพันช์(Punch Holder) แผ่นรองหลังพันช์(Punch Backing Plate) ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets) และข้อมูลของเครื่องปั๊ม(Press Machine) การเปรียบเทียบการมองกับการจัดวางภาพในการเขียนแบบเทคนิคระหว่างการมองภาพแบบไอเอสโอวิธี E(ISO Method E)กับการมองภาพแบบไอเอสโอวิธี A(ISO Method A) เวอร์เนียร์คาลิเปอร์(Vernier Caliper, ノギス, のぎす, โนะงิซุ) ไมโครมิเตอร์(Micrometer, マイクロメータ, まいくろめーた, ไมคุโระเมตะ)แบบที่สามารถตรวจวัดขนาดซึ่งมีความละเอียดที่มีค่าทศนิยมถึง 3 ตำแหน่งได้ ค่าพิกัดความเผื่อ(tolerance, 公差, こうさ, โคซะ) ประสิทธิภาพ(efficiency, 能率หรือ効率, のうりつหรือこうりつ, โนริทซึหรือโคริทซึ) โรคมินะมะตะ(Minamata disease, 水俣病, みなまたびょう, มินะมะตะเบียว)ที่เป็นหนึ่งในความหายนะในอดีตของประเทศญี่ปุ่น
และอายุของแม่พิมพ์หรืออายุของแม่พิมพ์ที่คาดหวัง(Tool lifeหรือTool life expectancyหรือTool life-cycle expectationsหรือTool life spanหรือTool lifetimesหรือTool entire service life, 金型の寿命หรือ金型寿命หรือ型寿命, かながたのじゅみょうหรือかながたじゅみょうหรือかたじゅみょう, คะนะงะตะโนะยุเมียวหรือคะนะงะตะยุเมียวหรือคะตะยุเมียว){สำหรับภาษาอังกฤษคำว่า “Tool” นี้เป็นคำที่มีความหมายอื่นอีกที่นอกเหนือจากที่หมายถึงเครื่องมือตัดเฉือน(ToolหรือCutting Tool) เช่น ดอกกัด มีดกลึง ดอกสว่าน เป็นต้น ซึ่งก็คือคำที่มีความหมายหมายถึง “แม่พิมพ์” ใดๆที่ใช้เป็นเครื่องมือสำหรับผลิตชิ้นงานออกมาโดยที่ไม่ได้เจาะจงชนิดของแม่พิมพ์นั้นๆ เช่นเดียวกันกับภาษาญี่ปุ่นคำว่า 金型หรือ型(かながたหรือかたที่อ่านว่าคะนะงะตะหรือคะตะ)} การจัดวางจำนวนชิ้นงานที่จะได้จากแม่พิมพ์ การจัดวางจำนวนชิ้นงาน(แควิตี้)ที่จะได้จากแม่พิมพ์ฉีดขึ้นรูปพลาสติกโดยจะได้ชิ้นงานตั้งแต่ 1 ชิ้นงาน(แควิตี้)ต่อหนึ่งครั้งการฉีด(shot)ไปจนถึง 8 ชิ้นงานต่อหนึ่งครั้งการฉีด และการจัดวางจำนวนชิ้นงานที่จะได้จากแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแบบแม่พิมพ์โปรเกรสซีฟว์เป็นจำนวน 1กับ2 ชิ้นงานต่อหนึ่งครั้งการปั๊ม(stroke) ชิ้นส่วนคอร์แบบสอดใส่(core insert) ชิ้นส่วนแควิตี้แบบสอดใส่(cavity insert) ชิ้นส่วนพันช์แบบสอดใส่(punch insert) และชิ้นส่วนดายแบบสอดใส่(die insert) วัสดุตามมาตรฐานอุตสาหกรรมประเทศญี่ปุ่น(JIS)ที่ใช้ทำดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดายตัดเฉือนที่มีอายุการใช้งานสำหรับปั๊มตัดเฉือนเป็นจำนวนชิ้นงานที่เรียงจากน้อยไปหามากคือ เหล็กอบชุบแข็งเบื้องต้นแล้ว(Pre-hardened steel) เหล็กเครื่องมือคาร์บอน(Carbon tool steel)เกรด SK105หรือSK3(อบชุบแข็ง) เหล็กเครื่องมือพิเศษ(Special tool steel)เกรด SKS3(อบชุบแข็ง) เหล็กเครื่องมือผสมสูง(High Alloy Tool Steel)เกรด SKD11(อบชุบแข็ง) เหล็กเครื่องมือรอบสูง(High Speed Tool Steel)เกรด SKH51(อบชุบแข็ง) เหล็กเครื่องมือรอบสูงจากโลหะผง(Powder High Speed Tool Steel)เกรด SKH40(อบชุบแข็ง) และวัสดุประเภทคาร์ไบด์(Cemented CarbideหรือCarbide Alloy)เกรด V30 อายุของแม่พิมพ์ตามกลุ่มชนิดของแม่พิมพ์ที่เรียกว่าโมลด์(moldหรือmould)กับดาย(die)ก็อาจจะเรียกได้เป็น อายุของโมลด์(mold lifeหรือmould life, モールド寿命, もーるどじゅみょう, โมรุโดะยุเมียว) และอายุของดาย(die life, ダイ寿命, だいじゅみょう, ดายยุเมียว) ตัวอย่างเช่น อายุของแม่พิมพ์ฉีดขึ้นรูปพลาสติกหรืออายุของแม่พิมพ์ฉีดขึ้นรูปพลาสติกที่คาดหวัง(plastic injection mold lifeหรือplastic injection mold life expectancy, プラスチック射出成形金型の寿命, ぷらすちっくしゃしゅつせいけいかながたのじゅみょう, พุรัซซุจิค-ชยะชุทซึเซเคคะนะงะตะโนะยุเมียว) และอายุของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(stamping die life, プレス金型の寿命, ぷれすかながたのじゅみょう, พุเร็ซซุ-คะนะงะตะโนะยุเมียว) ดายหรือแม่พิมพ์ปั๊มตัดเฉือนโลหะแผ่นที่ใช้คำศัพท์ว่า “อายุของดายหรืออายุของแม่พิมพ์ปั๊มตัดเฉือน(die life)” นั้นจะมีอยู่สองความหมายที่มีนิยามที่มีความหมายแตกต่างกันแม้ว่าทั้งสองความหมายนี้จะใช้คำศัพท์คำเดียวกันทั้งภาษาญี่ปุ่นคือ “型寿命(かたじゅみょう, คะตะยุเมียว)” และภาษาอังกฤษคือ “die life (ดายไลฟ์)” นิยามของ “型寿命” ในภาษาญี่ปุ่นที่มีอยู่ 2 นิยาม นิยามที่ 1 คือ 型の使用可能な期間(生産できる製品の合計数量で示す)【ダイライフ】 และนิยามที่ 2 คือ 再研磨して使用できる型部分の余裕寸法อายุการใช้งานของแม่พิมพ์ปั๊มตัดเฉือนตัวเมียหรือดายปั๊มตัดเฉือนตัวเมีย(Female die)ที่กำหนดระยะหรือขนาดของขอบคมตัดเอาไว้แล้วถือเป็นขนาดของขอบคมตัดที่ใช้ในการตัดเฉือนวัสดุเท่านั้น โดยอายุการใช้งานของดายในความหมายนี้คือ ระยะเผื่อสำหรับลับขอบคมตัด(grinding allowanceหรือdie life, 再研削代หรือダイライフ, さいけんさくしろหรือだいらいふ, ไซเค็งซัคคุชิโระหรือดายไรฟุ)ซึ่งเป็นขนาดของขอบคมตัดที่สามารถใช้ตัดเฉือนโลหะแผ่นไปจนทื่อแล้วก็ลับขอบคมตัดให้มีความคมขึ้นมาใช้ในการตัดเฉือนวัสดุซ้ำได้อีกหลายๆครั้งต่อเนื่องกันไปจนกว่าจะหมดระยะที่กำหนด
ตัวอย่างภาคตัดขวางของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่แสดงให้เห็นถึงอายุของแม่พิมพ์ปั๊มตัดเฉือน ซึ่งแสดงอยู่ในรูปของค่าเผื่อสำหรับใช้ในการลับขอบคมตัดของแม่พิมพ์ตัดเฉือนตัวเมียหรือดายตัดเฉือนตัวเมีย(Female die)ตามนิยามหรือความหมายที่ 2
ตัวอย่างภาคตัดขวางของดายปั๊มตัดเฉือนตัวเมียของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่แสดงอายุของแม่พิมพ์ปั๊มตัดเฉือนตัวเมียตามนิยามหรือความหมายที่ 2 ซึ่งมีระยะเผื่อแตกต่างกัน โดยมีระยะเผื่อแบบเรียวตลอดโดยไม่ระบุระยะเผื่อไว้(Taper through-no die life) ระยะเผื่อแบบตรง(Straight land) และระยะเผื่อแบบเรียว(Taper land)
วัสดุที่เป็นฟอสเฟอร์บรอนซ์(Phosphor Bronze) วัสดุประเภทคาร์ไบด์(Cemented CarbideหรือCarbide Alloy)เกรด V30 เหล็กเครื่องมือรอบสูง(High Speed Tool Steel)เกรด SKH51(อบชุบแข็ง) ความหมายของอายุการใช้งานของแม่พิมพ์ทั่วๆไปกับความหมายของอายุการใช้งานของแม่พิมพ์ปั๊มตัดเฉือนวัสดุหรือ“型寿命(かたじゅみょう, คะตะยุเมียว)”ในทั้งสองความหมาย
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี(KKW86/ ITVE/ KMITNB/ CU)
ที่ปรึกษาอิสระ(รับให้คำปรึกษาโรงงานปั๊มโลหะแผ่น การซ่อมบำรุงแม่พิมพ์โปรเกรสซีฟว์ โรงงานผลิตแม่พิมพ์ และรับเป็นล่ามฟรีแลนซ์สำหรับงานเหล่านี้ อีเมล E-mail address : [email protected] และ [email protected])
https://www.tdia.or.th/wp-content/uploads/2019/02/M&D-Journal%20No4-61.pdf
ซึ่งในเล่มนี้มีบทความที่ผมยังคงเขียนแล้วได้ผ่านการพิจารณาเผยแพร่อยู่ 2 เรื่องในคอลัมน์ “การเพิ่มประสิทธิภาพและพัฒนางานด้านแม่พิมพ์(Productivity Improvement in Mold & Die Operations, 金型作業における生産性向)” กับคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)” คือ ตอน “กรณีศึกษาความไม่สมเหตุสมผลหรือMuri(Unreasonable, 無理, むり, มุริ)ที่เกี่ยวกับสเปกของแม่พิมพ์”(ตอนที่ 1จาก 2ตอน) กับตอน “คะนะงะตะโนะยุเมียว(金型の寿命, かながたのじゅみょう)” ตามลำดับ
ซึ่งในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจคือ ซัพพลายเออร์หรือผู้รับจ้างผลิตแม่พิมพ์(SupplierหรือMold/Die Maker, サプライヤーหรือ金型メーカー, さぷらいやーหรือかながためーかー, ซัพ-พรัยยาหรือคะนะงะตะเมคคา) โรคการตายเนื่องจากทำงานมากเกินไป(overwork death, 過労死, かろうし, คะโรชิ) การปรับปรุงอย่างต่อเนื่องหรือไคเซ็น(Improvementหรือcontinuous ImprovementหรือKaizen, 改善, かいぜん, ไคเซ็น) นาฬิกาชีวิตหรือนาฬิกาชีวภาพ(Biological clock)ที่ดำเนินชีวิตตามปรกติ ตัวอย่างแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นที่มีโครงสร้างตัวปลด-จับยึดวัสดุเคลื่อนที่ได้หรือโครงสร้างสตริปเปอร์เคลื่อนที่ได้(movable stripper structure, 可動ストリッパ構造, かどうすとりっぱこうぞう, คะโดซุโตะริปปะโคโซ) และแต่ละชิ้นส่วนสำคัญของแม่พิมพ์ได้ระบุชนิดของวัสดุตามมาตรฐานอุตสาหกรรมญี่ปุ่น(JISหรือJapanese Industrial Standard, ジスหรือ 日本工業規格, じすหรือ にほんこうぎょうきかく, ยิซุหรือนิฮงโคเงียวคิคัคคุ)ที่มีอายุการใช้งานจากน้อยไปหามากให้เลือกนำไปใช้ การปฏิวัติ(revolution)การทำงานที่ไม่ใช่เพียงการปฏิรูป(reform) ตัวอย่างโครงสร้างโมลด์หรือแม่พิมพ์ฉีดขึ้นรูปพลาสติกที่เป็นโมลด์แบบสองแผ่น(Two-plate mold, ツープレート型หรือ2プレート金型, ツープレートがたหรือ2プレートかながた, ทซือ-พุเรโตะงะตะหรือทซือ-พุเรโตะคะนะงะตะ)ที่แสดงรายละเอียดกับชื่อเรียกชิ้นส่วนต่างๆของแม่พิมพ์ฉีดนี้ ซึ่งชื่อกับหน้าที่การทำงานของชิ้นส่วนเกือบทั้งหมดจะแตกต่างไปจากชื่อกับหน้าที่การทำงานของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น ชิ้นส่วนพันช์(Punch, パンチหรือ ポンチ, ぱんちหรือ ぽんち, พันจิหรือพนจิ)กับดายหรือดายตัวเมียหรือเมทริกซ์(DieหรือFemale DieหรือMatrixหรือDie Matrix, ダイ, だい, ดาย)ของแม่พิมพ์ ความเค้นต้านทานแรงเฉือน(Shear Strength, せん断強度, せんだんきょうど, เซ็นดังเคียวโดะ)ของวัสดุ ความเค้นต้านทานแรงดึง(Tensile Strength, 引張り強度, ひっぱりきょうど, ฮิปปะริเคียวโดะ)ของวัสดุ ส่วนโพรงหรือแควิตี้(Cavity, キャビティ, きゃびてぃ, แคบิตี)กับส่วนแกนหรือคอร์(Core, コア, こあ, โคอะ) หัวข้อของรายละเอียดต่างๆจำนวนมากที่อยู่ในแบบฟอร์มของข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์ฉีดขึ้นรูปพลาสติกก็จะไม่มีอยู่ในแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น ดังตัวอย่างต่อไปนี้คือ รูป้อนหรือสปรู(Sprue) ทางวิ่งหรือรันเนอร์(Runner) ทางเข้าหรือเกต(Gate) แผ่นจับยึด-ติดตั้งด้านคงที่(Fixed Installation PlateหรือTop Clamping Plate) แผ่นจับยึด-ติดตั้งด้านเคลื่อนที่ได้(Movable Installation PlateหรือBottom Clamping Plate) ชิ้นส่วนแกน(คอร์)หรือแผ่นแม่พิมพ์ด้านที่เป็นส่วนแกน(Core Plate) ชิ้นส่วนโพรง(แควิตี้)หรือแผ่นแม่พิมพ์ด้านที่เป็นส่วนโพรง(Cavity Plate) แกนเอียงเชิงมุม(Angular Pin) คอร์หรือแกนเลื่อนเคลื่อนที่ได้(Slide Core) แหวนกำหนดตำแหน่ง(Locating RingหรือLocate Ring) ชุดโครงแม่พิมพ์ฉีดมาตรฐานหรือโมลด์เบส(Mold Base) และข้อมูลของเครื่องฉีดขึ้นรูปพลาสติก(Plastic Injection Molding Machine) เป็นต้น และในลักษณะเดียวกันข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นก็จะไม่มีอยู่ในแม่พิมพ์ฉีดขึ้นรูปพลาสติก ดังตัวอย่างต่อไปนี้คือ พันช์เพลตหรือแผ่นรองรับพันช์(Punch Plate) แผ่นดาย(Die Plate) แผ่นรองหลังดาย(Die Backing Plate) แผ่นยึดดาย(Die Holder) แผ่นยึดพันช์(Punch Holder) แผ่นรองหลังพันช์(Punch Backing Plate) ชุดโครงแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปหรือดายเซ็ต(die sets) และข้อมูลของเครื่องปั๊ม(Press Machine) การเปรียบเทียบการมองกับการจัดวางภาพในการเขียนแบบเทคนิคระหว่างการมองภาพแบบไอเอสโอวิธี E(ISO Method E)กับการมองภาพแบบไอเอสโอวิธี A(ISO Method A) เวอร์เนียร์คาลิเปอร์(Vernier Caliper, ノギス, のぎす, โนะงิซุ) ไมโครมิเตอร์(Micrometer, マイクロメータ, まいくろめーた, ไมคุโระเมตะ)แบบที่สามารถตรวจวัดขนาดซึ่งมีความละเอียดที่มีค่าทศนิยมถึง 3 ตำแหน่งได้ ค่าพิกัดความเผื่อ(tolerance, 公差, こうさ, โคซะ) ประสิทธิภาพ(efficiency, 能率หรือ効率, のうりつหรือこうりつ, โนริทซึหรือโคริทซึ) โรคมินะมะตะ(Minamata disease, 水俣病, みなまたびょう, มินะมะตะเบียว)ที่เป็นหนึ่งในความหายนะในอดีตของประเทศญี่ปุ่น
และอายุของแม่พิมพ์หรืออายุของแม่พิมพ์ที่คาดหวัง(Tool lifeหรือTool life expectancyหรือTool life-cycle expectationsหรือTool life spanหรือTool lifetimesหรือTool entire service life, 金型の寿命หรือ金型寿命หรือ型寿命, かながたのじゅみょうหรือかながたじゅみょうหรือかたじゅみょう, คะนะงะตะโนะยุเมียวหรือคะนะงะตะยุเมียวหรือคะตะยุเมียว){สำหรับภาษาอังกฤษคำว่า “Tool” นี้เป็นคำที่มีความหมายอื่นอีกที่นอกเหนือจากที่หมายถึงเครื่องมือตัดเฉือน(ToolหรือCutting Tool) เช่น ดอกกัด มีดกลึง ดอกสว่าน เป็นต้น ซึ่งก็คือคำที่มีความหมายหมายถึง “แม่พิมพ์” ใดๆที่ใช้เป็นเครื่องมือสำหรับผลิตชิ้นงานออกมาโดยที่ไม่ได้เจาะจงชนิดของแม่พิมพ์นั้นๆ เช่นเดียวกันกับภาษาญี่ปุ่นคำว่า 金型หรือ型(かながたหรือかたที่อ่านว่าคะนะงะตะหรือคะตะ)} การจัดวางจำนวนชิ้นงานที่จะได้จากแม่พิมพ์ การจัดวางจำนวนชิ้นงาน(แควิตี้)ที่จะได้จากแม่พิมพ์ฉีดขึ้นรูปพลาสติกโดยจะได้ชิ้นงานตั้งแต่ 1 ชิ้นงาน(แควิตี้)ต่อหนึ่งครั้งการฉีด(shot)ไปจนถึง 8 ชิ้นงานต่อหนึ่งครั้งการฉีด และการจัดวางจำนวนชิ้นงานที่จะได้จากแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแบบแม่พิมพ์โปรเกรสซีฟว์เป็นจำนวน 1กับ2 ชิ้นงานต่อหนึ่งครั้งการปั๊ม(stroke) ชิ้นส่วนคอร์แบบสอดใส่(core insert) ชิ้นส่วนแควิตี้แบบสอดใส่(cavity insert) ชิ้นส่วนพันช์แบบสอดใส่(punch insert) และชิ้นส่วนดายแบบสอดใส่(die insert) วัสดุตามมาตรฐานอุตสาหกรรมประเทศญี่ปุ่น(JIS)ที่ใช้ทำดายตัวเมียแบบสอดใส่หรืออินเสิร์ตดายตัดเฉือนที่มีอายุการใช้งานสำหรับปั๊มตัดเฉือนเป็นจำนวนชิ้นงานที่เรียงจากน้อยไปหามากคือ เหล็กอบชุบแข็งเบื้องต้นแล้ว(Pre-hardened steel) เหล็กเครื่องมือคาร์บอน(Carbon tool steel)เกรด SK105หรือSK3(อบชุบแข็ง) เหล็กเครื่องมือพิเศษ(Special tool steel)เกรด SKS3(อบชุบแข็ง) เหล็กเครื่องมือผสมสูง(High Alloy Tool Steel)เกรด SKD11(อบชุบแข็ง) เหล็กเครื่องมือรอบสูง(High Speed Tool Steel)เกรด SKH51(อบชุบแข็ง) เหล็กเครื่องมือรอบสูงจากโลหะผง(Powder High Speed Tool Steel)เกรด SKH40(อบชุบแข็ง) และวัสดุประเภทคาร์ไบด์(Cemented CarbideหรือCarbide Alloy)เกรด V30 อายุของแม่พิมพ์ตามกลุ่มชนิดของแม่พิมพ์ที่เรียกว่าโมลด์(moldหรือmould)กับดาย(die)ก็อาจจะเรียกได้เป็น อายุของโมลด์(mold lifeหรือmould life, モールド寿命, もーるどじゅみょう, โมรุโดะยุเมียว) และอายุของดาย(die life, ダイ寿命, だいじゅみょう, ดายยุเมียว) ตัวอย่างเช่น อายุของแม่พิมพ์ฉีดขึ้นรูปพลาสติกหรืออายุของแม่พิมพ์ฉีดขึ้นรูปพลาสติกที่คาดหวัง(plastic injection mold lifeหรือplastic injection mold life expectancy, プラスチック射出成形金型の寿命, ぷらすちっくしゃしゅつせいけいかながたのじゅみょう, พุรัซซุจิค-ชยะชุทซึเซเคคะนะงะตะโนะยุเมียว) และอายุของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูป(stamping die life, プレス金型の寿命, ぷれすかながたのじゅみょう, พุเร็ซซุ-คะนะงะตะโนะยุเมียว) ดายหรือแม่พิมพ์ปั๊มตัดเฉือนโลหะแผ่นที่ใช้คำศัพท์ว่า “อายุของดายหรืออายุของแม่พิมพ์ปั๊มตัดเฉือน(die life)” นั้นจะมีอยู่สองความหมายที่มีนิยามที่มีความหมายแตกต่างกันแม้ว่าทั้งสองความหมายนี้จะใช้คำศัพท์คำเดียวกันทั้งภาษาญี่ปุ่นคือ “型寿命(かたじゅみょう, คะตะยุเมียว)” และภาษาอังกฤษคือ “die life (ดายไลฟ์)” นิยามของ “型寿命” ในภาษาญี่ปุ่นที่มีอยู่ 2 นิยาม นิยามที่ 1 คือ 型の使用可能な期間(生産できる製品の合計数量で示す)【ダイライフ】 และนิยามที่ 2 คือ 再研磨して使用できる型部分の余裕寸法อายุการใช้งานของแม่พิมพ์ปั๊มตัดเฉือนตัวเมียหรือดายปั๊มตัดเฉือนตัวเมีย(Female die)ที่กำหนดระยะหรือขนาดของขอบคมตัดเอาไว้แล้วถือเป็นขนาดของขอบคมตัดที่ใช้ในการตัดเฉือนวัสดุเท่านั้น โดยอายุการใช้งานของดายในความหมายนี้คือ ระยะเผื่อสำหรับลับขอบคมตัด(grinding allowanceหรือdie life, 再研削代หรือダイライフ, さいけんさくしろหรือだいらいふ, ไซเค็งซัคคุชิโระหรือดายไรฟุ)ซึ่งเป็นขนาดของขอบคมตัดที่สามารถใช้ตัดเฉือนโลหะแผ่นไปจนทื่อแล้วก็ลับขอบคมตัดให้มีความคมขึ้นมาใช้ในการตัดเฉือนวัสดุซ้ำได้อีกหลายๆครั้งต่อเนื่องกันไปจนกว่าจะหมดระยะที่กำหนด
ตัวอย่างภาคตัดขวางของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่แสดงให้เห็นถึงอายุของแม่พิมพ์ปั๊มตัดเฉือน ซึ่งแสดงอยู่ในรูปของค่าเผื่อสำหรับใช้ในการลับขอบคมตัดของแม่พิมพ์ตัดเฉือนตัวเมียหรือดายตัดเฉือนตัวเมีย(Female die)ตามนิยามหรือความหมายที่ 2
ตัวอย่างภาคตัดขวางของดายปั๊มตัดเฉือนตัวเมียของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุที่แสดงอายุของแม่พิมพ์ปั๊มตัดเฉือนตัวเมียตามนิยามหรือความหมายที่ 2 ซึ่งมีระยะเผื่อแตกต่างกัน โดยมีระยะเผื่อแบบเรียวตลอดโดยไม่ระบุระยะเผื่อไว้(Taper through-no die life) ระยะเผื่อแบบตรง(Straight land) และระยะเผื่อแบบเรียว(Taper land)
วัสดุที่เป็นฟอสเฟอร์บรอนซ์(Phosphor Bronze) วัสดุประเภทคาร์ไบด์(Cemented CarbideหรือCarbide Alloy)เกรด V30 เหล็กเครื่องมือรอบสูง(High Speed Tool Steel)เกรด SKH51(อบชุบแข็ง) ความหมายของอายุการใช้งานของแม่พิมพ์ทั่วๆไปกับความหมายของอายุการใช้งานของแม่พิมพ์ปั๊มตัดเฉือนวัสดุหรือ“型寿命(かたじゅみょう, คะตะยุเมียว)”ในทั้งสองความหมาย
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี(KKW86/ ITVE/ KMITNB/ CU)
ที่ปรึกษาอิสระ(รับให้คำปรึกษาโรงงานปั๊มโลหะแผ่น การซ่อมบำรุงแม่พิมพ์โปรเกรสซีฟว์ โรงงานผลิตแม่พิมพ์ และรับเป็นล่ามฟรีแลนซ์สำหรับงานเหล่านี้ อีเมล E-mail address : [email protected] และ [email protected])
ตอบความคิดเห็น
ขอเสนอคำศัพท์เทคนิคภาษาไทย-อังกฤษ-ญี่ปุ่นจากบทความที่น่าสนใจในอุตสาหกรรมแม่พิมพ์ที่เกี่ยวกับการเพิ่มประสิทธิภาพและพัฒนางานด้านแม่พิมพ์(Productivity Improvement in Mold & Die Operations, 金型作業における生産性向上) ตอน “การพัฒนาไปสู่การเปลี่ยน-ติดตั้งแม่พิมพ์ได้ภายใน 1 นาทีด้วยการสัมผัส” ที่ลงเผยแพร่ในวารสารแม่พิมพ์ Mould & DIE ปีที่ 26 ฉบับที่ 4 ตุลาคม-ธันวาคม 2557 ไปจนถึงวารสารแม่พิมพ์ Mould & DIE ปีที่ 27 ฉบับที่ 3 กรกฎาคม-กันยายน 2558 รวม 4 ฉบับต่อเนื่องกัน ซึ่งในตอนนี้จะมีคำศัพท์กับรูปที่เกี่ยวข้องที่น่าสนใจตามลิงก์ต่อไปนี้คือ
https://www.tdia.or.th/wp-content/uploads/2016/06/No1-58.pdf
https://www.tdia.or.th/wp-content/uploads/2016/06/No2-58.pdf
https://www.tdia.or.th/wp-content/uploads/2016/06/No3-58.pdf
(หมายเหตุ วารสารฉบับที่ 4 ตุลาคม-ธันวาคม 2557 ที่ระบุไว้ในเว็บไซต์นั้น แต่พอดาวน์โหลดมาจะเป็นวารสารฉบับที่ 3 เข้าใจว่าทางเว็บไซต์ไม่ได้อัปโหลดเล่มนี้เอาไว้)
แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ(Stamping or Press Die, プレス金型, ぷれすかながた, พุเร็ซซุคะนะงะตะ) แม่พิมพ์ฉีดขึ้นรูปพลาสติก(Plastic Injection Mold, プラスチック射出成形金型, ぷらすちっくしゃしゅつせいけいかながた, พุรัซซุจิค-ชยะชุทซึเซเคคะนะงะตะ), แม่พิมพ์หล่อฉีดขึ้นรูปโลหะ(Die Casting Mold, ダイカスト用金型 หรือダイキャスト用金型, だいきゃすとようかながた หรือだいきゃすとようかながた, ดายคัซโตะโยคะนะงะตะ หรือดายแคซโตะโยคะนะงะตะ) หรือการเปลี่ยน-ติดตั้งเครื่องมือ-แม่พิมพ์ต่างๆ(Tooling, ツーリング, つーりんぐ, ทซือ-ริงงุ) ในกรณีที่ติดตั้งแม่พิมพ์ที่มีชื่อเรียกเป็น “Mold” ซึ่งแยกแยะออกจากกลุ่ม “Die” ก็อาจจะมีการเรียกเป็น Quick Mold Change : QMC ให้ตรงตามชนิดของแม่พิมพ์ไปเลยก็มี เป้าหมายที่จะพัฒนาไปสู่การเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายใน 1 นาทีได้ด้วยการสัมผัสโดยปลายนิ้ว ดังเช่นบริษัท“Marwood Metal Fabrication Limited” กลไกอิเล็กทรอนิกส์เครื่องกลหรือเมคคาทรอนิกส์(Mechatronics) เครื่องปั๊ม “โคะมัทซึ(Komatsu, コマツ) นำแม่เหล็กที่มีความเข้มของสนามแม่เหล็กสูงของบริษัท “TECNOMAGNETE” มารวมเข้าไว้ด้วยกันกับส่วนที่จะใช้จับยึดแม่พิมพ์คือแรมหรือสไลด์(ที่อยู่ทางด้านบน) และแผ่นโบลสเตอร์(ที่อยู่ทางด้านล่าง)ของเครื่องปั๊ม ความสูงปิดของเครื่องปั๊ม(Press Shut Height, プレスシャットハイト, ぷれすしゃっとはいと, พุเร็ซซุ-ชยัตไฮโตะ) ความสูงปิดของแม่พิมพ์(Die HeightหรือDie Shut Height, ダイハイトหรือダイシャットハイト, だいはいとหรือだいしゃっとはいと, ดายไฮโตะหรือดาย-ชยัตไฮโตะ) การรวมแม่เหล็กที่มีสนามแม่เหล็กความเข้มสูงของบริษัท “TECNOMAGNETE” เข้าไว้ด้วยกันกับส่วนแรมหรือสไลด์ และแผ่นโบลสเตอร์ของเครื่องปั๊ม เพื่อช่วยในการจับยึดแม่พิมพ์ได้อย่างรวดเร็วภายในเวลา 1 วินาที แผ่นโบลสเตอร์ของเครื่องปั๊มที่มีลักษณะการเชื่อมต่อคล้ายกันกับขบวนรถไฟ ซึ่งสามารถเลื่อนนำพาแม่พิมพ์เข้า-ออกจากพื้นที่ทำงานของเครื่องปั๊มได้ด้วยความรวดเร็วในทิศทางซ้ายไปขวาหรือขวาไปซ้าย ซึ่งเป็นส่วนหนึ่งของระบบการเปลี่ยน-ติดตั้งแม่พิมพ์ด้วยปลายนิ้ว การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วด้วยสัมผัสเดียว(One Touch Exchange of Die : OTED, 金型のワンタッチ交換, かながたのわんたっちこうかん, คะนะงะตะโนะ วันทัจจิโคคัง) การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายในเวลาหลักหน่วยคือ 1 ถึง9 นาทีหรือไม่ถึง 10นาที(Single Minute Exchange of Die : SMED, シングル段取り หรือ一段取り, しんぐるだんどりหรือいちだんどり, ชิงงุร-ดันโดะริหรืออิจิดันโดะริหรือที่ถูกต้องควรเขียนให้ตรงตามที่ควรจะเป็นคือ Single-Digit Minute Exchange of Die ทั้งนี้เพื่อป้องกันการเข้าใจผิดว่าเป็นการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จสิ้นภายใน 1 นาที) ภายหลังจากที่แม่พิมพ์ของรุ่นก่อนหน้าผลิตชิ้นงานครบล็อตการผลิตแล้ว ผู้ปฏิบัติงานก็จะเริ่มดำเนินการเรียกข้อมูลของแม่พิมพ์จากแผงควบคุมแบบหน้าจอสัมผัสได้(รูปซ้ายมือ) แล้วระบบการเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วก็เริ่มสั่งให้แม่พิมพ์ชุดบนเลื่อนลงสู่ด้านล่างโดยอัตโนมัติ(รูปขวามือ) จุดศูนย์ตายบน(Top Dead Center : TDC, 上死点, じょうしてん, โยชิเต็ง)หรือที่ตำแหน่งศูนย์องศา แรมหรือสไลด์(RamหรือSlide, ラムหรือスライド, รัมมุหรือซุไรโดะ)ของเครื่องปั๊ม จุดศูนย์ตายล่าง(Bottom Dead Center : BDC, 下死点, かしてん, คะชิเต็ง)หรือที่ตำแหน่ง 180 องศา แรมหรือสไลด์ของเครื่องปั๊มที่คลายการจับยึดแม่พิมพ์ชุดบนด้วยอำนาจแม่เหล็กแล้ว ก็จะเคลื่อนที่ขึ้นสู่จุดศูนย์ตายบนอีกครั้ง(รูปซ้ายมือ) จากนั้นแม่พิมพ์ที่ผลิตชิ้นงานรุ่นก่อนที่ผลิตเสร็จแล้วก็เริ่มเคลื่อนที่ออกจากพื้นที่ทำงานของเครื่องปั๊ม ในขณะเดียวกันแม่พิมพ์ลูกใหม่สำหรับผลิตชิ้นงานรุ่นถัดมาก็จะเริ่มเคลื่อนเข้ามาแทนที่(รูปขวามือ) โบลสเตอร์แบบเคลื่อนที่ได้(Moving Bolster, ムービングボルスター, むーびんぐぼるすたー, มูบิงโบะรุซุตา) แม่พิมพ์สำหรับผลิตชิ้นงานรุ่นถัดไปได้เคลื่อนเข้ามาแล้วแทนที่แม่พิมพ์รุ่นก่อนหน้า ในตำแหน่งที่กำหนดภายในพื้นที่ทำงานของเครื่องปั๊ม หลังจากนั้นแรมหรือสไลด์ของเครื่องปั๊มก็จะเริ่มเคลื่อนลงเพื่อจับยึดแม่พิมพ์ชุดบนด้วยอำนาจแม่เหล็ก แรมหรือสไลด์ของเครื่องปั๊มเคลื่อนลงประกบกับแม่พิมพ์ชุดบน ณ ที่สู่จุดศูนย์ตายล่างแล้วก็ทำการจับยึดด้วยอำนาจแม่เหล็ก หลังจากนั้นก็จะเคลื่อนที่นำแม่พิมพ์ชุดบนกลับคืนสู่ตำแหน่งจุดศูนย์ตายบน ซึ่งเป็นสภาวะที่แม่พิมพ์พร้อมสำหรับการผลิตชิ้นงานรุ่นถัดไปทันที การให้ความรู้-การศึกษา(Education, 教育หรือ安全教育, きょういくหรือあんぜんきょういく, เคียวอิคคุหรืออันเซ็นเคียวอิคคุ)ด้านความปลอดภัย หลักการด้านวิศวกรรมความปลอดภัย(EngineeringหรือSafety Engineering, 技術หรือ安全工学 , ぎじゅつหรือあんぜんこうがく, งิยุทซึหรืออันเซ็นโคงัคคุ) การบังคับใช้(Enforcement, 取り締まりหรือ指導取締り, とりしまりหรือしどうとりしまり, โทะริชิมะริหรือชิโดโทะริชิมะริ)ในกฎความปลอดภัย การกระทำสำคัญกว่าคำพูด(Actions Speak Louder Than Words, 行動は言葉よりも雄弁に語る, こうどうはことばよりもゆうべんにかたる, โคโดวะโคะโตะบะโยะริโมะยูเบ็งนิคะตะรุ) ผลประโยชน์ที่เกิดขึ้นกับทั้งสองฝ่าย(Win-Win Situation, お互いに有利な状況, おたがいにゆうりなじょうきょう, โอะตะไงนิ ยูรินะ โยเคียว) พัฒนา-ปรับปรุงการทำงาน(ImprovementหรือKaizen, 改善, かいぜん, ไคเซ็น) ตัวอย่างโครงสร้างแม่พิมพ์ที่มีแผ่นปลด-จับยึดวัสดุหรือสตริปเปอร์เพลตแบบเคลื่อนที่ได้(ขึ้น-ลงในแนวตั้ง)ประกอบอยู่ด้วย และลักษณะที่สตริปเปอร์เพลตมีรอยร้าวมาก่อนแล้วแตกหักในที่สุด ทำให้แม่พิมพ์เสียหายเป็นอย่างมาก แผ่นปลด-จับยึดวัสดุหรือสตริปเปอร์เพลต(Stripper Plate, ストリッパ プレート, すとりっぱぷれーと, ซุโตะริปปะ พุเรโตะ) แผ่นรองรับหลังแผ่นดาย(Die Backing Plate, ダイバッキングプレート, だいばっきんぐぷれーと, ดายบัคคิง พุเรโตะ) แผ่นรอง แผ่นชิมหรือสเปเซอร์(Shim หรือSpacer, シムหรือスペーサ, しむหรือすぺーさ, ชิมมุหรือซุเปซะ) การผลิตที่มีลักษณะที่เรียกในภาษาญี่ปุ่นว่า “3K” ซึ่งเป็นงานที่หนัก-เหนื่อยยากลำบาก(Difficult or Hard Job, 緊い, きつい, คิ-ทซึย), งานที่สกปรก-มีมลภาวะ(Dirty Job, 汚い, きたない, คิตะไน)และงานที่เสี่ยง-มีอันตราย(Dangerous Job, 危険, きけん, คิเค็ง) ตัวอย่างสิ่งของที่สามารถตรวจสอบและควรเตรียมก่อนที่การผลิตชิ้นงานของรุ่นก่อนหน้าจะสิ้นสุดลง แต่ถ้าไปนำมาในขณะที่หยุดเครื่องปั๊มแล้วนั้นจะถือเป็นความสูญเสียเวลาทำงานของเครื่องปั๊มและอุปกรณ์ แม้ว่าผู้ติดตั้งแม่พิมพ์จะทำงานเหล่านี้ในทุกกิจกรรมที่เหมือนกันก็ตาม หลักการในการไคเซ็นหรือพัฒนา-ปรับปรุงการทำงาน(Principle for KaizenหรือImprovement, かいぜんのよんげんそく, ไคเซ็นโนะยงเง็นซคคุ)โดยยังไม่ต้องลงทุนและพึ่งพาเทคโนโลยีขั้นสูงแต่อย่างใดเลย ซึ่งประกอบด้วยตัวอักษรภาษาอังกฤษ 4 ตัวคือ “E, C, R และ S” ซึ่งมีความหมายตามลำดับดังต่อไปนี้คือ การกำจัดงานหรือกิจกรรมที่ไม่จำเป็นออกไป(Eliminate, 除去, じょきょ, โยะเคียว), การรวมงานหรือกิจกรรมตั้งแต่ 2 กิจกรรมขึ้นไปให้สามารถทำในช่วงเวลาเดียวกัน(Combine, 結合, けつごう,เค็ทซึโง), การจัดเรียงลำดับงานหรือขั้นตอนของกิจกรรมในการติดตั้งแม่พิมพ์ขึ้นใหม่เพื่อทำให้สามารถเดินเครื่องได้รวดเร็วยิ่งขึ้น(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ)และออกแบบการทำงานหรือกิจกรรมนั้นๆให้สามารถกระทำได้สะดวกและง่ายยิ่งขึ้น(Simplify, 単純か, たんじゅんか, ตันยุงคะ) การติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ) การติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ) เครื่องคลายม้วนวัสดุ(Uncoiler หรือCoil Unwinder หรือCoil Dereeler หรือDecoiler, アンコイラ, あんこいら, อันโคย-ระ) แนวคิดการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายในเวลาหลักหน่วยคือ 1 ถึง9 นาทีหรือไม่ถึง10นาที(Single Minute Exchange of Die : SMED, シングル段取りหรือ一段取り, しんぐるだんどりหรือいちだんどり, ชิงงุร-ดันโดะริหรืออิจิดันโดะริ) ขั้นตอนทั้ง 4 ของกระบวนการลดเวลาในการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ เพื่อให้ทำได้อย่างรวดเร็วและมุ่งไปสู่การติดตั้งให้เสร็จสิ้นภายในเวลา 1 นาที ใบตรวจสอบ(ChecklistหรือCheck Sheet, チェックリストหรือチェックシート, ちぇっくりすとหรือちぇっくシーと, เจ็คคุริซโตะหรือเจ็คคุชีโตะ) ตัวอย่างรายการตรวจสอบสิ่งต่างๆภายในแบบฟอร์มสำหรับแม่พิมพ์ที่ใช้ผลิตชิ้นส่วนโลหะที่เป็นหน้าสัมผัส หรือคอนแทกต์ ที่เคยใช้ในขณะที่ทำงานที่บริษัท “DDK (Thailand) Limited” เมื่อปี พ.ศ. 2535 การประกอบแบบที่สามารถ “ป้องกันไม่ให้เกิดความผิดพลาด” หรือ “กันโง่”(FailsafeหรือMistake ProofingหรือFool Proof : FPหรือPoka-Yoke, ポカヨケหรือバカヨケหรือフールプルーフหรือ誤り防止, ぽかよけหรือばかよけหรือふーるぷるーふหรือあやまりぼうし, โพะคะโยะเคะหรือบะคะโยะเคะหรือฟูลปรูฟุหรืออะยะมะริโบชิ)ได้ การตรวจสอบในระหว่างกระบวนการผลิต(In-Process Inspection หรือInspection Between Processes, 工程間検査หรือ中間検査หรือ工程中の検査, こうていかんけんさหรือちゅうかんけんさหรือこうていちゅうのけんさ, โคเตคังเค็งซะหรือจูคังเค็งซะหรือโคเตจูโนะเค็งซะ) การตรวจสอบก่อนส่งออก(Outgoing Inspection, 出荷検査, しゅっかけんさ, ชุคคะเค็งซะ) ตัวอย่างแบบฟอร์มข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์อย่างง่ายทั่วไป ที่ใช้สำหรับกำหนดรายละเอียดแม่พิมพ์ที่ลูกค้าหรือผู้ใช้ต้องการ และใช้เป็นข้อตกลงกับผู้รับสร้างแม่พิมพ์ในการเสนอราคา ออกแบบและผลิตแม่พิมพ์ คุณลักษณะของแม่พิมพ์(Die/Mold SpecificationsหรือDie/Mold Making SpecificationsหรือDie/Mold Structure Specifications, 金型仕様書หรือ金型製作仕様書หรือ金型構造仕様書, かながたしようしょหรือかながたせいさくしようしょหรือかながたこうぞうしようしょ, คะนะงะตะชิโยโชะหรือคะนะงะตะเซซัคคุชิโยโชะหรือคะนะงะตะโคโซชิโยโชะ) ดัชนีวัดสมรรถนะของกระบวนการผลิตทั้งแบบดัชนีซีพี(Cp IndexหรือCp Process Capability Index, Cp工程能力指数, Cpこうていのうりょくしすう, ชีพีโคเตโนเรียคชิซู) และดัชนีวัดขีดความสามารถหรือสมรรถนะของกระบวนการแบบซีพีเค หรือดัชนีซีพีเค(Cpk IndexหรือCpk Process Capability Index, Cpk工程能力指数, Cpk こうていのうりょくしすう, ชีพีเคโคเตโนเรียคชิซู) ตัวอย่างบางส่วนของแผนภูมิในการวิเคราะห์การเปลี่ยนติดตั้งแม่พิมพ์โปรเกรสซีฟว์ภายในเครื่องปั๊มความเร็วสูง ซึ่งแสดงความสัมพันธ์ระหว่างระยะเวลาที่ใช้ไป(วินาที)กับกิจกรรมหรืองานต่างๆที่ผู้ปฏิบัติงานร่วมกันสองคน(ผู้ปฏิบัติงานหลัก= A และผู้ปฏิบัติงานรอง= B) “การศึกษาการทำงาน(Work Study, 作業研究, さぎょうけんきゅう, ซะเงียวเค็งคีว) หรือ“การศึกษาการเคลื่อนไหวและเวลา(Motion and Time Study, 動作時間研究, どうさじかんけんきゅう, โดซะยิคังเค็งคีว)” กฎหรือปรัชญา “สามเอ็ม(3m)” หรือ “3MU”(3MU Concept or 3MU Principle or 3MU Philosophy, 3無主義, 3むしゅぎ, ซัมมุชุงิ)กล่าวคือ ความสูญเปล่าหรือ “3Muda”(Waste, 無駄, むだ, มุดะ) ความไม่สม่ำเสมอหรือ “3Mura”(Unevenness, ムラ, むら, มุระ)และความไม่สมเหตุสมผลหรือ“3Muri”(Unreasonable, 無理, むり, มุริ)ขึ้นได้ โดยพิจารณากำจัดความสูญเปล่าในการเตรียม-ติดตั้งแม่พิมพ์ทั้ง 7 อย่าง(ถ้ามี) ที่จำง่ายๆและใช้ตรวจสอบความสูญเปล่าในระบบบริการและการผลิตผลิตภัณฑ์อย่างแพร่หลาย ซึ่งได้มาจากตัวอักษรย่อต่างๆดังนี้คือ TIMWOOD(Transportation, Inventory, Motion, Wait, Over-Processing, Over-Production, Defect กล่าวคือมีการขนส่ง-ขนถ่ายที่ไม่เกิดคุณค่าเพิ่มแล้วยังทำให้สูญเสียค่าใช้จ่ายเพิ่มขึ้น ซึ่งรวมถึงระยะทางที่ไกลเกินไปอันสืบเนื่องมาจากการจัดวางผังโรงงานไม่เหมาะสมด้วย การมีและจัดเก็บของคงคลังเกินความจำเป็น ทั้งที่อยู่ในรูปของวัตถุดิบ งานในระหว่างกระบวนการผลิต และหรือส่วนที่กลายสินค้าสำเร็จรูปแล้ว ทำให้สูญเสียเนื้อที่ในการจัดเก็บและเป็นค่าใช้จ่ายในการผลิตโดยไม่จำเป็น การเคลื่อนไหว-เคลื่อนที่ในลักษณะที่ฝืน หรือเกินกำลังในเครื่องจักร-อุปกรณ์ หรือในคน ทำให้สูญเสียค่าใช้จ่ายด้านพลังงานหรือสิ่งอื่นๆเพิ่มขึ้น ทำให้เกิดความบาดเจ็บหรือเมื่อยล้าจากการทำงานเนื่องจากการออกแบบด้านการยศาสตร์หรือเออร์โกโนมิกส์ไม่เหมาะสมกับสรีระของผู้ปฏิบัติงาน การรอ-รอคอยใดๆทั้งที่เกิดจากความไม่สอดประสานกันระหว่างคนกับคน หรือคนกับเครื่องจักร-อุปกรณ์ต่างๆ หรือแม้แต่กระทั่งหยุดรอคอยการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ที่ใช้เวลายาวนานเกินไป ความมากเกินไปของกระบวนการทำงาน เทคนิค-เทคโนโลยีการผลิตที่มีความยุ่งยากซับซ้อน เข้มงวดหรือดีจนเกินความจำเป็น ซึ่งมากจนเกินไปกว่าความต้องการของลูกค้า จึงส่งผลให้ต้นทุนการผลิตสูงเกินคู่แข่งโดยไม่จำเป็นแต่อย่างใด ความมากเกินไปในการผลิตเอาไว้ล่วงหน้า ซึ่งเกินไปกว่าปริมาณความต้องการของลูกค้า จึงทำให้ต้องจัดหาวัตถุดิบเข้ามาล่วงหน้าแล้วทำการผลิตแปลงไปอยู่ในรูปของงานในระหว่างกระบวนการผลิต และชิ้นงานสำเร็จรูป ส่งผลให้เงินทุนจมไปกับค่าใช้จ่ายในการผลิตที่มากจนเกินไปนี้ทั้งต้นทุนวัตถุดิบ ต้นทุนแรงงานและค่าโสหุ้ยต่างๆ ของเสียหรือชิ้นงานที่มีข้อบกพร่อง ทั้งในรูปแบบที่สามารถทำงานซ้ำแก้ไขเป็นของดีได้ หรือที่เสียและต้องทิ้งไปเป็นเศษวัสดุ ซึ่งหลายคนมักจะมองข้ามไป แต่อย่างไรก็ตามต้องไม่ลืมว่าการไม่ผลิตของเสีย-ข้อบกพร่องนั้นทำให้เกิดผลกำไรได้เลยโดยไม่ต้องไปแข่งขันกับคู่แข่งในเรื่องปริมาณการขาย หรือเพิ่มส่วนแบ่งการตลาดให้มากขึ้น ซึ่งถือเป็นเรื่องยากเนื่องจากคู่แข่งก็คงจะไม่ยอมเช่นกัน และนอกจากนี้การผลิตในลักษณะที่เป็นซัพพลายเออร์หรือผู้ส่งมอบนั้นในโรงงานนั้น มักจะเป็นรูปแบบการผลิตชิ้นงานให้กับลูกค้ารายใดรายหนึ่งในลักษณะเฉพาะเท่านั้น ทำให้ไม่สามารถเพิ่มปริมาณการขาย-ส่วนแบ่งการตลาดได้แต่อย่างใด และนอกจากที่อธิบายมาแล้วนั้น อีกทางเลือกหนึ่งในการช่วยจำเกี่ยวกับความสูญเปล่าทั้ง 7 อาจเลือกใช้คำว่า “WORMPIT” ซึ่งมาจากคำต่างๆดังนี้คือ Waiting, Overproduction, Rejects, Motion, Processing, Inventory, Transportation ตัวอย่างแบบฟอร์มอย่างง่ายที่สามารถเลือกนำไปใช้ หรือดัดแปลงสำหรับใช้ในการบันทึกเพื่อการพัฒนาการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ในการปฏิบัติงานจริงได้ การจัดลำดับการทำงานใหม่ หรือRe-Arange(การจัดเรียงลำดับการทำงานให้ทำก่อนหรือให้ทำภายหลังอีกครั้ง) ส่วนEliminate(การกำจัดงานหรือกิจกรรมที่ไม่จำเป็นออกไป) Combine(รวมงานหรือกิจกรรมให้สามารถทำไปพร้อมๆกันได้) และSimplify(ทำงานหรือกิจกรรมนั้นๆทำได้ง่ายยิ่งขึ้น) ขั้นตอนที่ 1 ของกระบวนการลดเวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์ ซึ่งได้ใช้แผนภูมิในรูปที่12 หรือ13 ทำการบันทึกกิจกรรมต่างๆในการเปลี่ยน-ติดตั้งแม่พิมพ์ตามวิธีการในปัจจุบัน หรือก่อนที่จะทำการพัฒนา จากแม่พิมพ์ที่ใช้สำหรับผลิตชิ้นงาน A ไปเป็นแม่พิมพ์ที่ใช้สำหรับผลิตชิ้นงาน B ตัวอย่างการจัดลำดับกิจกรรมหรือลำดับการทำงาน(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ)ในกระบวนการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ใหม่ โดยเปลี่ยนไปทำในช่วงการติดตั้งภายนอกหรือ“โซะโตะดันโดะริ” แทน กิจกรรมการถอดนำแม่พิมพ์ออก(Take Off Die, 金型外し, かながたはずし, คะนะงะตะฮะซึชิ)กิจกรรมการขนส่ง(Transportation, 運搬, うんぱん, อุงปัง)ที่นำแม่พิมพ์ลูกก่อนหน้าที่ผลิตชิ้นงานเสร็จสิ้นแล้วจากเครื่องปั๊มไปเก็บเข้าในชั้นวางหรือพื้นที่จัดเก็บที่กำหนดเพื่อให้หน่วยงานซ่อมบำรุงตรวจสอบและเตรียมแม่พิมพ์ให้พร้อมสำหรับผลิตในรอบถัดไป กิจกรรมการขนส่ง(Transportation, 運搬, うんぱん, อุงปัง)ที่เป็นการนำแม่พิมพ์ที่ผ่านการตรวจสอบ-ซ่อมบำรุงเชิงป้องกันที่เตรียมไว้แล้วจากชั้นวางนำมายังเครื่องปั๊ม กิจกรรมการติดตั้งแม่พิมพ์(Installation Die, 金型取付け, かながたとりつけ, คะนะงะตะโทะริ-ทซึเคะ)เข้ากับเครื่องปั๊ม ซึ่งภายหลังปรับปรุงหรือ“ไคเซ็น” วิธีการทำงานด้วยการเตรียมงานล่วงหน้า(Preparation, 準備, じゅんび, ยุมบิ) ตัวอย่างบางส่วนของอุปกรณ์และหรือสิ่งต่างๆที่สามารถเตรียมงานล่วงหน้าผลิตชิ้นงานรุ่นก่อนหน้า และสามารถนำไปจัดเก็บภายหลังจากเดินเครื่องปั๊มผลิตชิ้นงานรุ่นถัดมาแล้วได้ อันถือเป็นการติดตั้งภายนอก(โซะโตะดันโดะริ)นั่นเอง ขั้นตอนที่ 2 ของกระบวนการลดเวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์ ก็จะดำเนินการจัดลำดับของกิจกรรมในการติดตั้งแม่พิมพ์ใหม่(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ) ขั้นตอนที่ 3 ของกระบวนการลดเวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์ โดยอาศัยหลักการกำจัดกิจกรรมที่ไม่จำเป็นออกไป(Eliminate, 除去, じょきょ, โยะเคียว), รวมกิจกรรมตั้งแต่ 2 กิจกรรมขึ้นไปมากระทำในช่วงเวลาเดียวกัน(Combine, 結合, けつごう,เค็ทซึโง) และทำกิจกรรมนั้นให้ง่ายยิ่งขึ้น(Simplify, 単純か, たんじゅんか, ตันยุงคะ) ตัวอย่างอุปกรณ์ช่วยต่างๆและวิธีการที่มีรูปแบบการใช้งานแตกต่างกันไป ใช้สำหรับช่วยให้การนำแม่พิมพ์เข้าติดตั้ง และถอดออกจากเครื่องปั๊มด้วยความรวดเร็วมากยิ่งขึ้นในช่วง “อุจิดันโดะริ” ที่เป็นช่วงที่สูญเสียเวลาในการติดตั้งภายในเพราะเป็นช่วงที่หยุดเดินเครื่อง อุปกรณ์ขนย้ายแม่พิมพ์ที่มีรูปแบบการใช้งานแตกต่างกันไป ซึ่งนอกจากจะใช้สำหรับช่วยให้การขนส่ง-ขนย้ายแม่พิมพ์ขนาดเล็กแล้ว ก็ยังช่วยทำให้การนำแม่พิมพ์เข้าติดตั้งและถอดออกจากเครื่องปั๊มทำได้ด้วยความรวดเร็วมากยิ่งขึ้นในช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” ตัวอย่างบางส่วนของอุปกรณ์เปลี่ยนแม่พิมพ์(Die Changer, ダイチェンジャー, だいちぇんじゃー, ดายเช็น-ชยา)ที่ใช้ในการขนส่ง-ขนย้ายแม่พิมพ์ขนาดกลางและขนาดใหญ่ และช่วยทำให้การนำแม่พิมพ์เข้าติดตั้ง-ถอดออกจากเครื่องปั๊มทำได้ด้วยความรวดเร็วมากยิ่งขึ้นในช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” จึงช่วยให้สูญเสียเวลาหยุดเดินเครื่องของเครื่องปั๊มและอุปกรณ์ต่างๆที่อยู่รายรอบน้อยลงได้ โดยจะมีรูปแบบการใช้งานแตกต่างกันไปให้เลือกนำมาใช้งานตามต้องการ วิธีการกำหนดตำแหน่งของแม่พิมพ์บนแผ่นโบลสเตอร์ของเครื่องปั๊มด้วยความรวดเร็วในลักษณะต่างๆกัน ที่สามารถเลือกนำไปประยุกต์ใช้ให้เหมาะสมกับลักษณะระบบการผลิตของตนเองตามต้องการ เพื่อลดเวลาในช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” ลงให้มากที่สุดเท่าที่จะทำได้ วิธีการและอุปกรณ์ในการขันยึดแม่พิมพ์เข้ากับแรมหรือสไลด์ และแผ่นโบลสเตอร์ของเครื่องปั๊มด้วยความรวดเร็วในรูปแบบที่แตกต่างกัน ทั้งความเร็วในการจับยึดและราคาของอุปกรณ์เหล่านั้นด้วย ที่แต่ละองค์กรสามารถเลือกนำไปประยุกต์ใช้ให้เหมาะสมกับลักษณะระบบการผลิตของตนเองตามต้องการ โดยมีวัตถุประสงค์เพื่อลดเวลาในช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” ลง แล้วช่วยทำให้เครื่องปั๊มและอุปกรณ์เดินเครื่องได้โดยเร็ว วิธีการและการใช้อุปกรณ์ในการขันยึดแม่พิมพ์ไม่ถูกต้องหรือไม่เหมาะสม แม้ว่าบางวิธีการเป็นการขันยึดเพื่อให้การติดตั้งทำได้ด้วยความรวดเร็วสำหรับงานทั่วไปก็ตาม แต่ไม่สมควรนำมาใช้ในการจับยึดแม่พิมพ์เพราะไม่แข็งแรงเพียงพอ และอาจทำให้เกิดความเสียหายกับแม่พิมพ์, เครื่องปั๊ม รวมทั้งเป็นสาเหตุให้เกิดอุบัติเหตุกับผู้ปฏิบัติงานได้ด้วย ตัวอย่างอื่นๆที่จะช่วยให้ช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” ทำได้อย่างรวดเร็วมากยิ่งขึ้น เพราะจะทำให้เกิดการสูญเสียเวลาในกิจกรรมนั้นๆในขณะที่หยุดเดินเครื่องอยู่ลดลง ความเป็นระเบียบและสะดวก(Put In OrderหรือOrderliness, 整頓, せいとん, เซ-ตง) ราง(Chute, シュート, しゅーと, ชยู-โตะ)ที่ใช้สำหรับรองรับชิ้นงานหรือผลิตภัณฑ์(WorkpieceหรือProduct, 製品, せいひん, เซ-ฮิง)ที่ปั๊มตัดเฉือน-ขึ้นรูปและปลดออกจากแม่พิมพ์แล้วให้ไหลออกจากชิ้นงานลงสู่ภาชนะรองรับ วิธีการทำงาน(Method, 方法, ほうほう, โฮโฮ) การทำงานที่ปลอดภัยไว้ก่อน(Safety First, 安全第一, あんぜんだいいち, อันเซ็นไดอิจิ) ประตูนิรภัย(Safery Doors, 安全ドア, あんぜんどあ, อันเซ็นดอ) ม่านแสง(Light Curtain, 光りカーテン, ひかりかーてん, ฮิคะริคาเต็น) เครื่องปั๊มที่มีเครื่องป้องกันนิรภัย(Safety Guard, 安全ガード, あんぜんがーど, อันเซ็นกาโดะ)หรือม่านแสงติดตั้งอยู่ และเครื่องปั๊มความเร็วสูงที่มีประตูนิรภัย(Safery Doors, 安全ドア, あんぜんどあ, อันเซ็นดอ)แบบที่มีระบบอินเตอร์ล็อกหลายชั้น เพื่อเพิ่มความปลอดภัยให้กับผู้ปฏิบัติงานที่ทำงานกับเครื่องปั๊มนั้นๆ การระดมเปลี่ยนยาง, เติมน้ำมันและอื่นๆที่จุดให้บริการของทีม “Red Bull” ในการแข่งขันรถสูตรหนึ่ง, การถอดเปลี่ยน-ติดตั้งแม่พิมพ์สามารถทำงานไปพร้อมๆกันได้โดยผู้ปฏิบัติงาน 2 คน และการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ขนาดใหญ่โดยผู้ปฏิบัติงานหลายคน ขั้นตอนที่ 4 ลดหรือกำจัดการปรับแก้ใดๆในช่วง “อุจิดันโดะริ” ให้หมดไปให้มากที่สุดเท่าที่จะทำได้ เทคนิคการวิเคราะห์แบบถามซ้ำๆว่าทำไมจึงเกิดปัญหานั้นขึ้นและมีสาเหตุหลักมาจากอะไร?(Why Why Analysis, なぜなぜ分析, なぜなぜぶんせき, นะเซะนะเซะบุงเซะคิ) การคงตัวโค้งไปตามรัศมี, โค้งงอไปตามแนวยาวของม้วนวัสดุนั้น หรือเรียกทับศัพท์ว่าคอยล์เซ็ต(Coil Set, 巻き癖, まきぐせ, มะคิงุเซะ)ที่เกิดขึ้นในวัสดุแบบม้วน และสายงานในการตัดเฉือนเตรียมแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ ซึ่งมีอุปกรณ์ดัดวัสดุให้เรียบตรงเป็นส่วนหนึ่งด้วย การกำหนดมาตรฐานข้อกำหนดคุณลักษณะของแม่พิมพ์(Die/Mold Specifications, 金型仕様書, かながたしようしょ, คะนะงะตะชิโยโชะ)โปรเกรสซีฟว์ที่ตนเองต้องการใช้ในการว่าจ้างทำแม่พิมพ์ สถานีงาน-ขั้นตอนว่างเปล่า(Idle Stage, アイドルステージ , あいどるすてーじ , ไอดลรุ-ซุเตยิ) คอยล์เซ็ต(Coil Set, 巻き癖, まきぐせ, มะคิงุเซะ)แต่อย่างไรก็ตามวัสดุดังกล่าวจะผ่านการดัดคลายอาการดังกล่าวให้แบนเรียบมาแล้วจากอุปกรณ์ดัดวัสดุให้เรียบตรง(Levellerหรือ Levelling MachineหรือCoil Straightener, レベラー, れべらー, เระเบะรา)ก่อนถูกส่งไปยังอุปกรณ์ป้อนส่งวัสดุ(Feeding Equipmentหรือ Feeder, 送り装置หรือフィーダー, おくりそうち หรือ ふぃーだー, โอะคุริโซจิหรือฟีดา) การสุ่มตัวอย่างตรวจสอบแบบปรกติ(Normal Sampling Inspection, 規準抜取り検査, きじゅんぬきとりけんさ, คิยุงนุคิโทะริเค็งซะ)ไปเป็นการสุ่มตัวอย่างตรวจสอบแบบเข้มงวด(Tightened Sampling Inspection, 厳格抜取検査, げんかくぬきとりけんさ, เง็งคัคคุนุคิโทะริเค็งซะ) เปรียบเทียบลักษณะการออกแบบลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปภายในแม่พิมพ์โปรเกรสซีฟว์ที่มี และไม่มีขั้นตอน “ว่างเปล่า” อยู่ด้วย ปัญหาที่ส่วนนำพาหรือแคริเออร์(Carrier , キャリア , きゃりあ , เคียะริอะ)เกิดการเอียง-บิดตัวในแม่พิมพ์โปรเกรสซีฟว์ที่อาจมีสาเหตุมาจากความเค้นหลงเหลือภายในม้วนวัสดุที่นำมาใช้ปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงาน และแนวทางการแก้ไขแม่พิมพ์ด้วยการใช้แผ่นชิมปรับแก้ในแม่พิมพ์ ปัญหาการเอียงหนีออกจากกันไปทางด้านข้างของชิ้นงานที่มีลักษณะผอม-ยาวในแม่พิมพ์โปรเกรสซีฟว์ที่มีส่วนนำพาหรือแคริเออร์ด้านเดียว ซึ่งเริ่มเกิดในขณะที่ถูกพันช์เคลื่อนที่ลงมาตัดเฉือนวัสดุ และจะเอียงหนีออกจากกันภายหลังจากสิ้นสุดการตัดเฉือนและแม่พิมพ์ชุดบนเลื่อนเปิดออกจากแม่พิมพ์ชุดล่าง
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี{KKW86/ ITVE/ KMITNB/ SANNO(産業能率大学・泰日経済技術振興協会)/ CU}
ที่ปรึกษาอิสระ(รับให้คำปรึกษาโรงงานปั๊มโลหะแผ่น การซ่อมบำรุงแม่พิมพ์โปรเกรสซีฟว์ โรงงานผลิตแม่พิมพ์ และรับเป็นล่ามฟรีแลนซ์สำหรับงานเหล่านี้ อีเมล E-mail address : [email protected] และ [email protected])
https://www.tdia.or.th/wp-content/uploads/2016/06/No1-58.pdf
https://www.tdia.or.th/wp-content/uploads/2016/06/No2-58.pdf
https://www.tdia.or.th/wp-content/uploads/2016/06/No3-58.pdf
(หมายเหตุ วารสารฉบับที่ 4 ตุลาคม-ธันวาคม 2557 ที่ระบุไว้ในเว็บไซต์นั้น แต่พอดาวน์โหลดมาจะเป็นวารสารฉบับที่ 3 เข้าใจว่าทางเว็บไซต์ไม่ได้อัปโหลดเล่มนี้เอาไว้)
แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ(Stamping or Press Die, プレス金型, ぷれすかながた, พุเร็ซซุคะนะงะตะ) แม่พิมพ์ฉีดขึ้นรูปพลาสติก(Plastic Injection Mold, プラスチック射出成形金型, ぷらすちっくしゃしゅつせいけいかながた, พุรัซซุจิค-ชยะชุทซึเซเคคะนะงะตะ), แม่พิมพ์หล่อฉีดขึ้นรูปโลหะ(Die Casting Mold, ダイカスト用金型 หรือダイキャスト用金型, だいきゃすとようかながた หรือだいきゃすとようかながた, ดายคัซโตะโยคะนะงะตะ หรือดายแคซโตะโยคะนะงะตะ) หรือการเปลี่ยน-ติดตั้งเครื่องมือ-แม่พิมพ์ต่างๆ(Tooling, ツーリング, つーりんぐ, ทซือ-ริงงุ) ในกรณีที่ติดตั้งแม่พิมพ์ที่มีชื่อเรียกเป็น “Mold” ซึ่งแยกแยะออกจากกลุ่ม “Die” ก็อาจจะมีการเรียกเป็น Quick Mold Change : QMC ให้ตรงตามชนิดของแม่พิมพ์ไปเลยก็มี เป้าหมายที่จะพัฒนาไปสู่การเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายใน 1 นาทีได้ด้วยการสัมผัสโดยปลายนิ้ว ดังเช่นบริษัท“Marwood Metal Fabrication Limited” กลไกอิเล็กทรอนิกส์เครื่องกลหรือเมคคาทรอนิกส์(Mechatronics) เครื่องปั๊ม “โคะมัทซึ(Komatsu, コマツ) นำแม่เหล็กที่มีความเข้มของสนามแม่เหล็กสูงของบริษัท “TECNOMAGNETE” มารวมเข้าไว้ด้วยกันกับส่วนที่จะใช้จับยึดแม่พิมพ์คือแรมหรือสไลด์(ที่อยู่ทางด้านบน) และแผ่นโบลสเตอร์(ที่อยู่ทางด้านล่าง)ของเครื่องปั๊ม ความสูงปิดของเครื่องปั๊ม(Press Shut Height, プレスシャットハイト, ぷれすしゃっとはいと, พุเร็ซซุ-ชยัตไฮโตะ) ความสูงปิดของแม่พิมพ์(Die HeightหรือDie Shut Height, ダイハイトหรือダイシャットハイト, だいはいとหรือだいしゃっとはいと, ดายไฮโตะหรือดาย-ชยัตไฮโตะ) การรวมแม่เหล็กที่มีสนามแม่เหล็กความเข้มสูงของบริษัท “TECNOMAGNETE” เข้าไว้ด้วยกันกับส่วนแรมหรือสไลด์ และแผ่นโบลสเตอร์ของเครื่องปั๊ม เพื่อช่วยในการจับยึดแม่พิมพ์ได้อย่างรวดเร็วภายในเวลา 1 วินาที แผ่นโบลสเตอร์ของเครื่องปั๊มที่มีลักษณะการเชื่อมต่อคล้ายกันกับขบวนรถไฟ ซึ่งสามารถเลื่อนนำพาแม่พิมพ์เข้า-ออกจากพื้นที่ทำงานของเครื่องปั๊มได้ด้วยความรวดเร็วในทิศทางซ้ายไปขวาหรือขวาไปซ้าย ซึ่งเป็นส่วนหนึ่งของระบบการเปลี่ยน-ติดตั้งแม่พิมพ์ด้วยปลายนิ้ว การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วด้วยสัมผัสเดียว(One Touch Exchange of Die : OTED, 金型のワンタッチ交換, かながたのわんたっちこうかん, คะนะงะตะโนะ วันทัจจิโคคัง) การเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายในเวลาหลักหน่วยคือ 1 ถึง9 นาทีหรือไม่ถึง 10นาที(Single Minute Exchange of Die : SMED, シングル段取り หรือ一段取り, しんぐるだんどりหรือいちだんどり, ชิงงุร-ดันโดะริหรืออิจิดันโดะริหรือที่ถูกต้องควรเขียนให้ตรงตามที่ควรจะเป็นคือ Single-Digit Minute Exchange of Die ทั้งนี้เพื่อป้องกันการเข้าใจผิดว่าเป็นการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จสิ้นภายใน 1 นาที) ภายหลังจากที่แม่พิมพ์ของรุ่นก่อนหน้าผลิตชิ้นงานครบล็อตการผลิตแล้ว ผู้ปฏิบัติงานก็จะเริ่มดำเนินการเรียกข้อมูลของแม่พิมพ์จากแผงควบคุมแบบหน้าจอสัมผัสได้(รูปซ้ายมือ) แล้วระบบการเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วก็เริ่มสั่งให้แม่พิมพ์ชุดบนเลื่อนลงสู่ด้านล่างโดยอัตโนมัติ(รูปขวามือ) จุดศูนย์ตายบน(Top Dead Center : TDC, 上死点, じょうしてん, โยชิเต็ง)หรือที่ตำแหน่งศูนย์องศา แรมหรือสไลด์(RamหรือSlide, ラムหรือスライド, รัมมุหรือซุไรโดะ)ของเครื่องปั๊ม จุดศูนย์ตายล่าง(Bottom Dead Center : BDC, 下死点, かしてん, คะชิเต็ง)หรือที่ตำแหน่ง 180 องศา แรมหรือสไลด์ของเครื่องปั๊มที่คลายการจับยึดแม่พิมพ์ชุดบนด้วยอำนาจแม่เหล็กแล้ว ก็จะเคลื่อนที่ขึ้นสู่จุดศูนย์ตายบนอีกครั้ง(รูปซ้ายมือ) จากนั้นแม่พิมพ์ที่ผลิตชิ้นงานรุ่นก่อนที่ผลิตเสร็จแล้วก็เริ่มเคลื่อนที่ออกจากพื้นที่ทำงานของเครื่องปั๊ม ในขณะเดียวกันแม่พิมพ์ลูกใหม่สำหรับผลิตชิ้นงานรุ่นถัดมาก็จะเริ่มเคลื่อนเข้ามาแทนที่(รูปขวามือ) โบลสเตอร์แบบเคลื่อนที่ได้(Moving Bolster, ムービングボルスター, むーびんぐぼるすたー, มูบิงโบะรุซุตา) แม่พิมพ์สำหรับผลิตชิ้นงานรุ่นถัดไปได้เคลื่อนเข้ามาแล้วแทนที่แม่พิมพ์รุ่นก่อนหน้า ในตำแหน่งที่กำหนดภายในพื้นที่ทำงานของเครื่องปั๊ม หลังจากนั้นแรมหรือสไลด์ของเครื่องปั๊มก็จะเริ่มเคลื่อนลงเพื่อจับยึดแม่พิมพ์ชุดบนด้วยอำนาจแม่เหล็ก แรมหรือสไลด์ของเครื่องปั๊มเคลื่อนลงประกบกับแม่พิมพ์ชุดบน ณ ที่สู่จุดศูนย์ตายล่างแล้วก็ทำการจับยึดด้วยอำนาจแม่เหล็ก หลังจากนั้นก็จะเคลื่อนที่นำแม่พิมพ์ชุดบนกลับคืนสู่ตำแหน่งจุดศูนย์ตายบน ซึ่งเป็นสภาวะที่แม่พิมพ์พร้อมสำหรับการผลิตชิ้นงานรุ่นถัดไปทันที การให้ความรู้-การศึกษา(Education, 教育หรือ安全教育, きょういくหรือあんぜんきょういく, เคียวอิคคุหรืออันเซ็นเคียวอิคคุ)ด้านความปลอดภัย หลักการด้านวิศวกรรมความปลอดภัย(EngineeringหรือSafety Engineering, 技術หรือ安全工学 , ぎじゅつหรือあんぜんこうがく, งิยุทซึหรืออันเซ็นโคงัคคุ) การบังคับใช้(Enforcement, 取り締まりหรือ指導取締り, とりしまりหรือしどうとりしまり, โทะริชิมะริหรือชิโดโทะริชิมะริ)ในกฎความปลอดภัย การกระทำสำคัญกว่าคำพูด(Actions Speak Louder Than Words, 行動は言葉よりも雄弁に語る, こうどうはことばよりもゆうべんにかたる, โคโดวะโคะโตะบะโยะริโมะยูเบ็งนิคะตะรุ) ผลประโยชน์ที่เกิดขึ้นกับทั้งสองฝ่าย(Win-Win Situation, お互いに有利な状況, おたがいにゆうりなじょうきょう, โอะตะไงนิ ยูรินะ โยเคียว) พัฒนา-ปรับปรุงการทำงาน(ImprovementหรือKaizen, 改善, かいぜん, ไคเซ็น) ตัวอย่างโครงสร้างแม่พิมพ์ที่มีแผ่นปลด-จับยึดวัสดุหรือสตริปเปอร์เพลตแบบเคลื่อนที่ได้(ขึ้น-ลงในแนวตั้ง)ประกอบอยู่ด้วย และลักษณะที่สตริปเปอร์เพลตมีรอยร้าวมาก่อนแล้วแตกหักในที่สุด ทำให้แม่พิมพ์เสียหายเป็นอย่างมาก แผ่นปลด-จับยึดวัสดุหรือสตริปเปอร์เพลต(Stripper Plate, ストリッパ プレート, すとりっぱぷれーと, ซุโตะริปปะ พุเรโตะ) แผ่นรองรับหลังแผ่นดาย(Die Backing Plate, ダイバッキングプレート, だいばっきんぐぷれーと, ดายบัคคิง พุเรโตะ) แผ่นรอง แผ่นชิมหรือสเปเซอร์(Shim หรือSpacer, シムหรือスペーサ, しむหรือすぺーさ, ชิมมุหรือซุเปซะ) การผลิตที่มีลักษณะที่เรียกในภาษาญี่ปุ่นว่า “3K” ซึ่งเป็นงานที่หนัก-เหนื่อยยากลำบาก(Difficult or Hard Job, 緊い, きつい, คิ-ทซึย), งานที่สกปรก-มีมลภาวะ(Dirty Job, 汚い, きたない, คิตะไน)และงานที่เสี่ยง-มีอันตราย(Dangerous Job, 危険, きけん, คิเค็ง) ตัวอย่างสิ่งของที่สามารถตรวจสอบและควรเตรียมก่อนที่การผลิตชิ้นงานของรุ่นก่อนหน้าจะสิ้นสุดลง แต่ถ้าไปนำมาในขณะที่หยุดเครื่องปั๊มแล้วนั้นจะถือเป็นความสูญเสียเวลาทำงานของเครื่องปั๊มและอุปกรณ์ แม้ว่าผู้ติดตั้งแม่พิมพ์จะทำงานเหล่านี้ในทุกกิจกรรมที่เหมือนกันก็ตาม หลักการในการไคเซ็นหรือพัฒนา-ปรับปรุงการทำงาน(Principle for KaizenหรือImprovement, かいぜんのよんげんそく, ไคเซ็นโนะยงเง็นซคคุ)โดยยังไม่ต้องลงทุนและพึ่งพาเทคโนโลยีขั้นสูงแต่อย่างใดเลย ซึ่งประกอบด้วยตัวอักษรภาษาอังกฤษ 4 ตัวคือ “E, C, R และ S” ซึ่งมีความหมายตามลำดับดังต่อไปนี้คือ การกำจัดงานหรือกิจกรรมที่ไม่จำเป็นออกไป(Eliminate, 除去, じょきょ, โยะเคียว), การรวมงานหรือกิจกรรมตั้งแต่ 2 กิจกรรมขึ้นไปให้สามารถทำในช่วงเวลาเดียวกัน(Combine, 結合, けつごう,เค็ทซึโง), การจัดเรียงลำดับงานหรือขั้นตอนของกิจกรรมในการติดตั้งแม่พิมพ์ขึ้นใหม่เพื่อทำให้สามารถเดินเครื่องได้รวดเร็วยิ่งขึ้น(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ)และออกแบบการทำงานหรือกิจกรรมนั้นๆให้สามารถกระทำได้สะดวกและง่ายยิ่งขึ้น(Simplify, 単純か, たんじゅんか, ตันยุงคะ) การติดตั้งภายนอก(Off-Line SetupหรือExternal Setup, 外段取り, そとだんどり, โซะโตะดันโดะริ) การติดตั้งภายใน(On-Line SetupหรือInternal Setup, 内段取り, うちだんどり, อุจิดันโดะริ) เครื่องคลายม้วนวัสดุ(Uncoiler หรือCoil Unwinder หรือCoil Dereeler หรือDecoiler, アンコイラ, あんこいら, อันโคย-ระ) แนวคิดการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้เสร็จภายในเวลาหลักหน่วยคือ 1 ถึง9 นาทีหรือไม่ถึง10นาที(Single Minute Exchange of Die : SMED, シングル段取りหรือ一段取り, しんぐるだんどりหรือいちだんどり, ชิงงุร-ดันโดะริหรืออิจิดันโดะริ) ขั้นตอนทั้ง 4 ของกระบวนการลดเวลาในการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ เพื่อให้ทำได้อย่างรวดเร็วและมุ่งไปสู่การติดตั้งให้เสร็จสิ้นภายในเวลา 1 นาที ใบตรวจสอบ(ChecklistหรือCheck Sheet, チェックリストหรือチェックシート, ちぇっくりすとหรือちぇっくシーと, เจ็คคุริซโตะหรือเจ็คคุชีโตะ) ตัวอย่างรายการตรวจสอบสิ่งต่างๆภายในแบบฟอร์มสำหรับแม่พิมพ์ที่ใช้ผลิตชิ้นส่วนโลหะที่เป็นหน้าสัมผัส หรือคอนแทกต์ ที่เคยใช้ในขณะที่ทำงานที่บริษัท “DDK (Thailand) Limited” เมื่อปี พ.ศ. 2535 การประกอบแบบที่สามารถ “ป้องกันไม่ให้เกิดความผิดพลาด” หรือ “กันโง่”(FailsafeหรือMistake ProofingหรือFool Proof : FPหรือPoka-Yoke, ポカヨケหรือバカヨケหรือフールプルーフหรือ誤り防止, ぽかよけหรือばかよけหรือふーるぷるーふหรือあやまりぼうし, โพะคะโยะเคะหรือบะคะโยะเคะหรือฟูลปรูฟุหรืออะยะมะริโบชิ)ได้ การตรวจสอบในระหว่างกระบวนการผลิต(In-Process Inspection หรือInspection Between Processes, 工程間検査หรือ中間検査หรือ工程中の検査, こうていかんけんさหรือちゅうかんけんさหรือこうていちゅうのけんさ, โคเตคังเค็งซะหรือจูคังเค็งซะหรือโคเตจูโนะเค็งซะ) การตรวจสอบก่อนส่งออก(Outgoing Inspection, 出荷検査, しゅっかけんさ, ชุคคะเค็งซะ) ตัวอย่างแบบฟอร์มข้อกำหนดคุณลักษณะต่างๆของแม่พิมพ์อย่างง่ายทั่วไป ที่ใช้สำหรับกำหนดรายละเอียดแม่พิมพ์ที่ลูกค้าหรือผู้ใช้ต้องการ และใช้เป็นข้อตกลงกับผู้รับสร้างแม่พิมพ์ในการเสนอราคา ออกแบบและผลิตแม่พิมพ์ คุณลักษณะของแม่พิมพ์(Die/Mold SpecificationsหรือDie/Mold Making SpecificationsหรือDie/Mold Structure Specifications, 金型仕様書หรือ金型製作仕様書หรือ金型構造仕様書, かながたしようしょหรือかながたせいさくしようしょหรือかながたこうぞうしようしょ, คะนะงะตะชิโยโชะหรือคะนะงะตะเซซัคคุชิโยโชะหรือคะนะงะตะโคโซชิโยโชะ) ดัชนีวัดสมรรถนะของกระบวนการผลิตทั้งแบบดัชนีซีพี(Cp IndexหรือCp Process Capability Index, Cp工程能力指数, Cpこうていのうりょくしすう, ชีพีโคเตโนเรียคชิซู) และดัชนีวัดขีดความสามารถหรือสมรรถนะของกระบวนการแบบซีพีเค หรือดัชนีซีพีเค(Cpk IndexหรือCpk Process Capability Index, Cpk工程能力指数, Cpk こうていのうりょくしすう, ชีพีเคโคเตโนเรียคชิซู) ตัวอย่างบางส่วนของแผนภูมิในการวิเคราะห์การเปลี่ยนติดตั้งแม่พิมพ์โปรเกรสซีฟว์ภายในเครื่องปั๊มความเร็วสูง ซึ่งแสดงความสัมพันธ์ระหว่างระยะเวลาที่ใช้ไป(วินาที)กับกิจกรรมหรืองานต่างๆที่ผู้ปฏิบัติงานร่วมกันสองคน(ผู้ปฏิบัติงานหลัก= A และผู้ปฏิบัติงานรอง= B) “การศึกษาการทำงาน(Work Study, 作業研究, さぎょうけんきゅう, ซะเงียวเค็งคีว) หรือ“การศึกษาการเคลื่อนไหวและเวลา(Motion and Time Study, 動作時間研究, どうさじかんけんきゅう, โดซะยิคังเค็งคีว)” กฎหรือปรัชญา “สามเอ็ม(3m)” หรือ “3MU”(3MU Concept or 3MU Principle or 3MU Philosophy, 3無主義, 3むしゅぎ, ซัมมุชุงิ)กล่าวคือ ความสูญเปล่าหรือ “3Muda”(Waste, 無駄, むだ, มุดะ) ความไม่สม่ำเสมอหรือ “3Mura”(Unevenness, ムラ, むら, มุระ)และความไม่สมเหตุสมผลหรือ“3Muri”(Unreasonable, 無理, むり, มุริ)ขึ้นได้ โดยพิจารณากำจัดความสูญเปล่าในการเตรียม-ติดตั้งแม่พิมพ์ทั้ง 7 อย่าง(ถ้ามี) ที่จำง่ายๆและใช้ตรวจสอบความสูญเปล่าในระบบบริการและการผลิตผลิตภัณฑ์อย่างแพร่หลาย ซึ่งได้มาจากตัวอักษรย่อต่างๆดังนี้คือ TIMWOOD(Transportation, Inventory, Motion, Wait, Over-Processing, Over-Production, Defect กล่าวคือมีการขนส่ง-ขนถ่ายที่ไม่เกิดคุณค่าเพิ่มแล้วยังทำให้สูญเสียค่าใช้จ่ายเพิ่มขึ้น ซึ่งรวมถึงระยะทางที่ไกลเกินไปอันสืบเนื่องมาจากการจัดวางผังโรงงานไม่เหมาะสมด้วย การมีและจัดเก็บของคงคลังเกินความจำเป็น ทั้งที่อยู่ในรูปของวัตถุดิบ งานในระหว่างกระบวนการผลิต และหรือส่วนที่กลายสินค้าสำเร็จรูปแล้ว ทำให้สูญเสียเนื้อที่ในการจัดเก็บและเป็นค่าใช้จ่ายในการผลิตโดยไม่จำเป็น การเคลื่อนไหว-เคลื่อนที่ในลักษณะที่ฝืน หรือเกินกำลังในเครื่องจักร-อุปกรณ์ หรือในคน ทำให้สูญเสียค่าใช้จ่ายด้านพลังงานหรือสิ่งอื่นๆเพิ่มขึ้น ทำให้เกิดความบาดเจ็บหรือเมื่อยล้าจากการทำงานเนื่องจากการออกแบบด้านการยศาสตร์หรือเออร์โกโนมิกส์ไม่เหมาะสมกับสรีระของผู้ปฏิบัติงาน การรอ-รอคอยใดๆทั้งที่เกิดจากความไม่สอดประสานกันระหว่างคนกับคน หรือคนกับเครื่องจักร-อุปกรณ์ต่างๆ หรือแม้แต่กระทั่งหยุดรอคอยการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ที่ใช้เวลายาวนานเกินไป ความมากเกินไปของกระบวนการทำงาน เทคนิค-เทคโนโลยีการผลิตที่มีความยุ่งยากซับซ้อน เข้มงวดหรือดีจนเกินความจำเป็น ซึ่งมากจนเกินไปกว่าความต้องการของลูกค้า จึงส่งผลให้ต้นทุนการผลิตสูงเกินคู่แข่งโดยไม่จำเป็นแต่อย่างใด ความมากเกินไปในการผลิตเอาไว้ล่วงหน้า ซึ่งเกินไปกว่าปริมาณความต้องการของลูกค้า จึงทำให้ต้องจัดหาวัตถุดิบเข้ามาล่วงหน้าแล้วทำการผลิตแปลงไปอยู่ในรูปของงานในระหว่างกระบวนการผลิต และชิ้นงานสำเร็จรูป ส่งผลให้เงินทุนจมไปกับค่าใช้จ่ายในการผลิตที่มากจนเกินไปนี้ทั้งต้นทุนวัตถุดิบ ต้นทุนแรงงานและค่าโสหุ้ยต่างๆ ของเสียหรือชิ้นงานที่มีข้อบกพร่อง ทั้งในรูปแบบที่สามารถทำงานซ้ำแก้ไขเป็นของดีได้ หรือที่เสียและต้องทิ้งไปเป็นเศษวัสดุ ซึ่งหลายคนมักจะมองข้ามไป แต่อย่างไรก็ตามต้องไม่ลืมว่าการไม่ผลิตของเสีย-ข้อบกพร่องนั้นทำให้เกิดผลกำไรได้เลยโดยไม่ต้องไปแข่งขันกับคู่แข่งในเรื่องปริมาณการขาย หรือเพิ่มส่วนแบ่งการตลาดให้มากขึ้น ซึ่งถือเป็นเรื่องยากเนื่องจากคู่แข่งก็คงจะไม่ยอมเช่นกัน และนอกจากนี้การผลิตในลักษณะที่เป็นซัพพลายเออร์หรือผู้ส่งมอบนั้นในโรงงานนั้น มักจะเป็นรูปแบบการผลิตชิ้นงานให้กับลูกค้ารายใดรายหนึ่งในลักษณะเฉพาะเท่านั้น ทำให้ไม่สามารถเพิ่มปริมาณการขาย-ส่วนแบ่งการตลาดได้แต่อย่างใด และนอกจากที่อธิบายมาแล้วนั้น อีกทางเลือกหนึ่งในการช่วยจำเกี่ยวกับความสูญเปล่าทั้ง 7 อาจเลือกใช้คำว่า “WORMPIT” ซึ่งมาจากคำต่างๆดังนี้คือ Waiting, Overproduction, Rejects, Motion, Processing, Inventory, Transportation ตัวอย่างแบบฟอร์มอย่างง่ายที่สามารถเลือกนำไปใช้ หรือดัดแปลงสำหรับใช้ในการบันทึกเพื่อการพัฒนาการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ในการปฏิบัติงานจริงได้ การจัดลำดับการทำงานใหม่ หรือRe-Arange(การจัดเรียงลำดับการทำงานให้ทำก่อนหรือให้ทำภายหลังอีกครั้ง) ส่วนEliminate(การกำจัดงานหรือกิจกรรมที่ไม่จำเป็นออกไป) Combine(รวมงานหรือกิจกรรมให้สามารถทำไปพร้อมๆกันได้) และSimplify(ทำงานหรือกิจกรรมนั้นๆทำได้ง่ายยิ่งขึ้น) ขั้นตอนที่ 1 ของกระบวนการลดเวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์ ซึ่งได้ใช้แผนภูมิในรูปที่12 หรือ13 ทำการบันทึกกิจกรรมต่างๆในการเปลี่ยน-ติดตั้งแม่พิมพ์ตามวิธีการในปัจจุบัน หรือก่อนที่จะทำการพัฒนา จากแม่พิมพ์ที่ใช้สำหรับผลิตชิ้นงาน A ไปเป็นแม่พิมพ์ที่ใช้สำหรับผลิตชิ้นงาน B ตัวอย่างการจัดลำดับกิจกรรมหรือลำดับการทำงาน(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ)ในกระบวนการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ใหม่ โดยเปลี่ยนไปทำในช่วงการติดตั้งภายนอกหรือ“โซะโตะดันโดะริ” แทน กิจกรรมการถอดนำแม่พิมพ์ออก(Take Off Die, 金型外し, かながたはずし, คะนะงะตะฮะซึชิ)กิจกรรมการขนส่ง(Transportation, 運搬, うんぱん, อุงปัง)ที่นำแม่พิมพ์ลูกก่อนหน้าที่ผลิตชิ้นงานเสร็จสิ้นแล้วจากเครื่องปั๊มไปเก็บเข้าในชั้นวางหรือพื้นที่จัดเก็บที่กำหนดเพื่อให้หน่วยงานซ่อมบำรุงตรวจสอบและเตรียมแม่พิมพ์ให้พร้อมสำหรับผลิตในรอบถัดไป กิจกรรมการขนส่ง(Transportation, 運搬, うんぱん, อุงปัง)ที่เป็นการนำแม่พิมพ์ที่ผ่านการตรวจสอบ-ซ่อมบำรุงเชิงป้องกันที่เตรียมไว้แล้วจากชั้นวางนำมายังเครื่องปั๊ม กิจกรรมการติดตั้งแม่พิมพ์(Installation Die, 金型取付け, かながたとりつけ, คะนะงะตะโทะริ-ทซึเคะ)เข้ากับเครื่องปั๊ม ซึ่งภายหลังปรับปรุงหรือ“ไคเซ็น” วิธีการทำงานด้วยการเตรียมงานล่วงหน้า(Preparation, 準備, じゅんび, ยุมบิ) ตัวอย่างบางส่วนของอุปกรณ์และหรือสิ่งต่างๆที่สามารถเตรียมงานล่วงหน้าผลิตชิ้นงานรุ่นก่อนหน้า และสามารถนำไปจัดเก็บภายหลังจากเดินเครื่องปั๊มผลิตชิ้นงานรุ่นถัดมาแล้วได้ อันถือเป็นการติดตั้งภายนอก(โซะโตะดันโดะริ)นั่นเอง ขั้นตอนที่ 2 ของกระบวนการลดเวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์ ก็จะดำเนินการจัดลำดับของกิจกรรมในการติดตั้งแม่พิมพ์ใหม่(Re-Arrange, 再編成, さいへんせい, ไซเฮ็นเซ) ขั้นตอนที่ 3 ของกระบวนการลดเวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์ โดยอาศัยหลักการกำจัดกิจกรรมที่ไม่จำเป็นออกไป(Eliminate, 除去, じょきょ, โยะเคียว), รวมกิจกรรมตั้งแต่ 2 กิจกรรมขึ้นไปมากระทำในช่วงเวลาเดียวกัน(Combine, 結合, けつごう,เค็ทซึโง) และทำกิจกรรมนั้นให้ง่ายยิ่งขึ้น(Simplify, 単純か, たんじゅんか, ตันยุงคะ) ตัวอย่างอุปกรณ์ช่วยต่างๆและวิธีการที่มีรูปแบบการใช้งานแตกต่างกันไป ใช้สำหรับช่วยให้การนำแม่พิมพ์เข้าติดตั้ง และถอดออกจากเครื่องปั๊มด้วยความรวดเร็วมากยิ่งขึ้นในช่วง “อุจิดันโดะริ” ที่เป็นช่วงที่สูญเสียเวลาในการติดตั้งภายในเพราะเป็นช่วงที่หยุดเดินเครื่อง อุปกรณ์ขนย้ายแม่พิมพ์ที่มีรูปแบบการใช้งานแตกต่างกันไป ซึ่งนอกจากจะใช้สำหรับช่วยให้การขนส่ง-ขนย้ายแม่พิมพ์ขนาดเล็กแล้ว ก็ยังช่วยทำให้การนำแม่พิมพ์เข้าติดตั้งและถอดออกจากเครื่องปั๊มทำได้ด้วยความรวดเร็วมากยิ่งขึ้นในช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” ตัวอย่างบางส่วนของอุปกรณ์เปลี่ยนแม่พิมพ์(Die Changer, ダイチェンジャー, だいちぇんじゃー, ดายเช็น-ชยา)ที่ใช้ในการขนส่ง-ขนย้ายแม่พิมพ์ขนาดกลางและขนาดใหญ่ และช่วยทำให้การนำแม่พิมพ์เข้าติดตั้ง-ถอดออกจากเครื่องปั๊มทำได้ด้วยความรวดเร็วมากยิ่งขึ้นในช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” จึงช่วยให้สูญเสียเวลาหยุดเดินเครื่องของเครื่องปั๊มและอุปกรณ์ต่างๆที่อยู่รายรอบน้อยลงได้ โดยจะมีรูปแบบการใช้งานแตกต่างกันไปให้เลือกนำมาใช้งานตามต้องการ วิธีการกำหนดตำแหน่งของแม่พิมพ์บนแผ่นโบลสเตอร์ของเครื่องปั๊มด้วยความรวดเร็วในลักษณะต่างๆกัน ที่สามารถเลือกนำไปประยุกต์ใช้ให้เหมาะสมกับลักษณะระบบการผลิตของตนเองตามต้องการ เพื่อลดเวลาในช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” ลงให้มากที่สุดเท่าที่จะทำได้ วิธีการและอุปกรณ์ในการขันยึดแม่พิมพ์เข้ากับแรมหรือสไลด์ และแผ่นโบลสเตอร์ของเครื่องปั๊มด้วยความรวดเร็วในรูปแบบที่แตกต่างกัน ทั้งความเร็วในการจับยึดและราคาของอุปกรณ์เหล่านั้นด้วย ที่แต่ละองค์กรสามารถเลือกนำไปประยุกต์ใช้ให้เหมาะสมกับลักษณะระบบการผลิตของตนเองตามต้องการ โดยมีวัตถุประสงค์เพื่อลดเวลาในช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” ลง แล้วช่วยทำให้เครื่องปั๊มและอุปกรณ์เดินเครื่องได้โดยเร็ว วิธีการและการใช้อุปกรณ์ในการขันยึดแม่พิมพ์ไม่ถูกต้องหรือไม่เหมาะสม แม้ว่าบางวิธีการเป็นการขันยึดเพื่อให้การติดตั้งทำได้ด้วยความรวดเร็วสำหรับงานทั่วไปก็ตาม แต่ไม่สมควรนำมาใช้ในการจับยึดแม่พิมพ์เพราะไม่แข็งแรงเพียงพอ และอาจทำให้เกิดความเสียหายกับแม่พิมพ์, เครื่องปั๊ม รวมทั้งเป็นสาเหตุให้เกิดอุบัติเหตุกับผู้ปฏิบัติงานได้ด้วย ตัวอย่างอื่นๆที่จะช่วยให้ช่วง “อุจิดันโดะริ(การติดตั้งภายใน)” ทำได้อย่างรวดเร็วมากยิ่งขึ้น เพราะจะทำให้เกิดการสูญเสียเวลาในกิจกรรมนั้นๆในขณะที่หยุดเดินเครื่องอยู่ลดลง ความเป็นระเบียบและสะดวก(Put In OrderหรือOrderliness, 整頓, せいとん, เซ-ตง) ราง(Chute, シュート, しゅーと, ชยู-โตะ)ที่ใช้สำหรับรองรับชิ้นงานหรือผลิตภัณฑ์(WorkpieceหรือProduct, 製品, せいひん, เซ-ฮิง)ที่ปั๊มตัดเฉือน-ขึ้นรูปและปลดออกจากแม่พิมพ์แล้วให้ไหลออกจากชิ้นงานลงสู่ภาชนะรองรับ วิธีการทำงาน(Method, 方法, ほうほう, โฮโฮ) การทำงานที่ปลอดภัยไว้ก่อน(Safety First, 安全第一, あんぜんだいいち, อันเซ็นไดอิจิ) ประตูนิรภัย(Safery Doors, 安全ドア, あんぜんどあ, อันเซ็นดอ) ม่านแสง(Light Curtain, 光りカーテン, ひかりかーてん, ฮิคะริคาเต็น) เครื่องปั๊มที่มีเครื่องป้องกันนิรภัย(Safety Guard, 安全ガード, あんぜんがーど, อันเซ็นกาโดะ)หรือม่านแสงติดตั้งอยู่ และเครื่องปั๊มความเร็วสูงที่มีประตูนิรภัย(Safery Doors, 安全ドア, あんぜんどあ, อันเซ็นดอ)แบบที่มีระบบอินเตอร์ล็อกหลายชั้น เพื่อเพิ่มความปลอดภัยให้กับผู้ปฏิบัติงานที่ทำงานกับเครื่องปั๊มนั้นๆ การระดมเปลี่ยนยาง, เติมน้ำมันและอื่นๆที่จุดให้บริการของทีม “Red Bull” ในการแข่งขันรถสูตรหนึ่ง, การถอดเปลี่ยน-ติดตั้งแม่พิมพ์สามารถทำงานไปพร้อมๆกันได้โดยผู้ปฏิบัติงาน 2 คน และการถอดเปลี่ยน-ติดตั้งแม่พิมพ์ขนาดใหญ่โดยผู้ปฏิบัติงานหลายคน ขั้นตอนที่ 4 ลดหรือกำจัดการปรับแก้ใดๆในช่วง “อุจิดันโดะริ” ให้หมดไปให้มากที่สุดเท่าที่จะทำได้ เทคนิคการวิเคราะห์แบบถามซ้ำๆว่าทำไมจึงเกิดปัญหานั้นขึ้นและมีสาเหตุหลักมาจากอะไร?(Why Why Analysis, なぜなぜ分析, なぜなぜぶんせき, นะเซะนะเซะบุงเซะคิ) การคงตัวโค้งไปตามรัศมี, โค้งงอไปตามแนวยาวของม้วนวัสดุนั้น หรือเรียกทับศัพท์ว่าคอยล์เซ็ต(Coil Set, 巻き癖, まきぐせ, มะคิงุเซะ)ที่เกิดขึ้นในวัสดุแบบม้วน และสายงานในการตัดเฉือนเตรียมแผ่นแบลงก์หรือแผ่นวัสดุขนาดพร้อมใช้ ซึ่งมีอุปกรณ์ดัดวัสดุให้เรียบตรงเป็นส่วนหนึ่งด้วย การกำหนดมาตรฐานข้อกำหนดคุณลักษณะของแม่พิมพ์(Die/Mold Specifications, 金型仕様書, かながたしようしょ, คะนะงะตะชิโยโชะ)โปรเกรสซีฟว์ที่ตนเองต้องการใช้ในการว่าจ้างทำแม่พิมพ์ สถานีงาน-ขั้นตอนว่างเปล่า(Idle Stage, アイドルステージ , あいどるすてーじ , ไอดลรุ-ซุเตยิ) คอยล์เซ็ต(Coil Set, 巻き癖, まきぐせ, มะคิงุเซะ)แต่อย่างไรก็ตามวัสดุดังกล่าวจะผ่านการดัดคลายอาการดังกล่าวให้แบนเรียบมาแล้วจากอุปกรณ์ดัดวัสดุให้เรียบตรง(Levellerหรือ Levelling MachineหรือCoil Straightener, レベラー, れべらー, เระเบะรา)ก่อนถูกส่งไปยังอุปกรณ์ป้อนส่งวัสดุ(Feeding Equipmentหรือ Feeder, 送り装置หรือフィーダー, おくりそうち หรือ ふぃーだー, โอะคุริโซจิหรือฟีดา) การสุ่มตัวอย่างตรวจสอบแบบปรกติ(Normal Sampling Inspection, 規準抜取り検査, きじゅんぬきとりけんさ, คิยุงนุคิโทะริเค็งซะ)ไปเป็นการสุ่มตัวอย่างตรวจสอบแบบเข้มงวด(Tightened Sampling Inspection, 厳格抜取検査, げんかくぬきとりけんさ, เง็งคัคคุนุคิโทะริเค็งซะ) เปรียบเทียบลักษณะการออกแบบลำดับขั้นตอนการตัดเฉือน-ขึ้นรูปภายในแม่พิมพ์โปรเกรสซีฟว์ที่มี และไม่มีขั้นตอน “ว่างเปล่า” อยู่ด้วย ปัญหาที่ส่วนนำพาหรือแคริเออร์(Carrier , キャリア , きゃりあ , เคียะริอะ)เกิดการเอียง-บิดตัวในแม่พิมพ์โปรเกรสซีฟว์ที่อาจมีสาเหตุมาจากความเค้นหลงเหลือภายในม้วนวัสดุที่นำมาใช้ปั๊มตัดเฉือน-ขึ้นรูปเป็นชิ้นงาน และแนวทางการแก้ไขแม่พิมพ์ด้วยการใช้แผ่นชิมปรับแก้ในแม่พิมพ์ ปัญหาการเอียงหนีออกจากกันไปทางด้านข้างของชิ้นงานที่มีลักษณะผอม-ยาวในแม่พิมพ์โปรเกรสซีฟว์ที่มีส่วนนำพาหรือแคริเออร์ด้านเดียว ซึ่งเริ่มเกิดในขณะที่ถูกพันช์เคลื่อนที่ลงมาตัดเฉือนวัสดุ และจะเอียงหนีออกจากกันภายหลังจากสิ้นสุดการตัดเฉือนและแม่พิมพ์ชุดบนเลื่อนเปิดออกจากแม่พิมพ์ชุดล่าง
ขอบคุณครับ
นายอำนาจ แก้วสามัคคี{KKW86/ ITVE/ KMITNB/ SANNO(産業能率大学・泰日経済技術振興協会)/ CU}
ที่ปรึกษาอิสระ(รับให้คำปรึกษาโรงงานปั๊มโลหะแผ่น การซ่อมบำรุงแม่พิมพ์โปรเกรสซีฟว์ โรงงานผลิตแม่พิมพ์ และรับเป็นล่ามฟรีแลนซ์สำหรับงานเหล่านี้ อีเมล E-mail address : [email protected] และ [email protected])
ตอบความคิดเห็น
เชิญติดตามความรู้ในงานด้านแม่พิมพ์ จากวารสารแม่พิมพ์(Mould & Die Journal)ของสมาคมอุตสาหกรรมแม่พิมพ์ไทย(Thai Tool and Die Industry Association : TDIA, タイ金型工業会) ฉบับล่าสุดที่เพิ่งอัปโหลดขึ้นสู่เว็บไซต์สมาคมฯวันที่ 20 พฤษภาคม 2562 นี้ คือฉบับที่ 1 มกราคม-มีนาคม พ.ศ. 2562 ตามลิงก์ต่อไปนี้
https://www.tdia.or.th/wp-content/uploads/2019/05/MD-Journal-No.1-62-for-WEB.pdf
ซึ่งในเล่มนี้มีบทความที่ผมเขียนอยู่ 2 เรื่องในคอลัมน์ “การเพิ่มประสิทธิภาพและพัฒนางานด้านแม่พิมพ์(Productivity Improvement in Mold & Die Operations, 金型作業における生産性向)” ตอน “กรณีศึกษาความไม่สมเหตุสมผลหรือMuri(Unreasonable, 無理, むり, มุริ)ที่เกี่ยวกับสเปกของแม่พิมพ์” กับคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)” ตอน “อะนะนุคิ(穴抜き, あなぬき) คืออะไรในงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น” โดยจะมีคำศัพท์เทคนิค(คำศัพท์ที่มีความเข้าใจผิดในความหมาย มีความหมายต่างจากคำศัพท์สาขาอื่นๆ และบางครั้งผู้รู้ในวงการวิชาการก็ยังเข้าใจผิดแล้วใช้คำศัพท์เทคนิคสาขาอื่นมาใช้แทน เป็นต้น)ภาษาไทย อังกฤษ ญี่ปุ่นพร้อมคำอ่านออกเสียงภาษาญี่ปุ่นด้วยอักษรภาษาไทย เช่นเดียวกันกับที่ผ่านมา
..........................................
ผมเพิ่งจะว่าง จึงขอย้อนกลับมาเพิ่มเติมคำศัพท์ที่น่าสนใจซึ่งอยู่ในบทความดังนี้(8 สิงหาคม 2562)
- ตอน “กรณีศึกษาความไม่สมเหตุสมผลหรือMuri(Unreasonable, 無理, むり, มุริ)ที่เกี่ยวกับสเปกของแม่พิมพ์”(ตอนที่ 2จาก 2ตอน)
ระยะป้อนส่งวัสดุหรือระยะพิต(pitchหรือfeedหรือfeeding pitchหรือfeed lengthหรือprogressionหรือprogressiveหรือadvance) วัสดุแบบแผ่นวัสดุขนาดพร้อมใช้หรือวัสดุแบบแผ่นแบลงก์(blank sheetหรือblank partหรือunit stock, ブランクหรือブランクシートหรือスケッチ材หรือ切り板, ぶらんくหรือぶらんくしーとหรือすけっちざいหรือきりいた, บุรังคุหรือบุรังคุชีโตะหรือซุเค็จจิไซหรือคิริอิตะ) การจัดวางชิ้นงาน(Nesting, ネスティング, ねすてぃんぐ, เนซติงงุ)ในงานปั๊มโลหะแผ่น ใบเสนอราคา(Quotation Sheet, 見積もり書, みつもりしょ, มิทซึโมะริโชะ) ความสูญเปล่าหรือMuda(Waste, 無駄, むだ, มุดะ)
- ตอน อะนะนุคิ(穴抜き, あなぬき) คืออะไรในงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น
แม่พิมพ์ตัดเฉือนรูหรือเพียร์ซซิงดาย(Piercing Die, 穴抜き型, あなぬきがた, อะนะนุคิงะตะ) แผ่นแบลงก์หรือแผ่นวัสดุพร้อมใช้ (unit stockหรือblank sheetหรือblank part) แม่พิมพ์ปั๊มโลหะแผ่น(Metallic Press Die) การตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ) สมาคมงานปั๊มโลหะประเทศญี่ปุ่น(Japan Metal Stamping Association : JMSA, 日本金属プレス工業協会หรือ一般社団法人 日本金属プレス工業協会) คำศัพท์อ้างอิงภาษาญี่ปุ่นในชื่ออื่นที่อ้างถึงอีก 5 คำคือ “ピアシング、パフォーレーティング、穴あけ、孔あけ、せん孔” พันช์ตัวผู้(male punch)กับดายตัวเมีย(female die)ของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นหรือแม่พิมพ์ตัดเฉือน(Sheet Metal stamping DieหรือCutting Die) เศษ(Slug) เศษวัสดุ(Scrap) อะนะนุคิหรือเปียชชิงงุ”( 穴抜きหรือピアシング) การตัดเฉือนรูหรือการเพียร์ซซิง(Piercing)หรือ穴抜き(อะนะนุคิ) แม่พิมพ์ตัดเฉือนรูหรือเพียร์ซซิงดาย(Piercing Die) ความแข็งแรงต้านทานแรงเฉือนหรือความเค้นต้านทานแรงเฉือนของวัสดุ(Shear Strength)ของโลหะ การตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ) รูรูปร่างไม่สมมาตร(異形穴) รูกลม(丸穴) รูเหลี่ยม(角穴) ชิ้นงานดึงขึ้นรูปแล้วเพียร์ซซิง(成形品への穴抜き) Piercing(ชิ้นงานตัดเฉือนรูหรือเพียร์ซซิง) Perforating(ชิ้นงานตัดเฉือนรูแบบเพอร์ฟอเรติง) การตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)
ผู้รู้ชาวญี่ปุ่นได้เขียนอธิบายเอาไว้อีกว่า “穴抜き(Piercing) 穴を得るための抜き加工である。ピアシングは少数の穴を加工するもので、パーフォレーティングは多数の穴を加工するものと区別されていたが、最近ではすべてピアシングとなっている。” ซึ่งแปลแล้วขยายความให้เข้าใจได้ง่ายขึ้นดังต่อไปนี้ว่า อะนะนุคิ(ที่เขียนด้วยตัวอักษรญี่ปุ่นแบบคัน(ห)ยิหรือคันจิเป็น “穴抜き”)หรือในภาษาอังกฤษใช้คำว่า “Piercing”(เพียร์ซซิง)เป็นกระบวนการตัดเฉือนที่ทำให้ได้รูเกิดขึ้นมา ซึ่งการเพียร์ซซิง(Piercing, ที่เขียนด้วยตัวอักษรญี่ปุ่นแบบคะตะคะนะหรือคะนะสำหรับอ่านออกเสียงทับศัพท์ตามภาษาอังกฤษเป็น “ピアシング” แล้วอ่านออกเสียงเป็น “เปียชชิงงุ”)นั้นจะใช้ในการตัดเฉือนรูที่มีจำนวนน้อยๆในขณะที่เพอร์ฟอเรติงหรือการตัดเฉือนรูที่มีรูปร่างซ้ำๆกันในรูปแบบต่างๆเป็นจำนวนมากภายในการปั๊มตัดเฉือนครั้งเดียวกัน(Perforating, パーフォレーティング)นั้นจะใช้ในการตัดเฉือนรูเป็นจำนวนมากๆ แต่อย่างไรก็ตามในปัจจุบันนี้ก็ได้มีการเรียกว่าเพียร์ซซิง(Piercing, ピアシング)เช่นเดียวกัน
การตัดเฉือน(Cutting)โลหะในลักษณะการเฉือน(Shearing)ของกระบวนการใดๆด้วยชิ้นส่วนพันช์กับดาย(ที่มีขอบคมตัด)ของแม่พิมพ์ปั๊มตัดเฉือน ชื่อสามัญหรือชื่อเรียกทั่วไปในลักษณะเดียวกันนี้ก็คือคำว่า “นุคิ(抜き, ぬき)” ซึ่งมีความหมายเทียบเท่ากับคำว่า “Punching(การตัดเจาะหรือพันชิง)” พันช์ที่ไม่มีขอบคมตัด(Cutting edge) พันช์ที่มีปลายหรือหัวเป็นรูปมนคล้ายหัวกระสุน(bullet-shaped) พันช์แบบหัวแหลมคมกริบ(sharp-pointed punch) งานเพียร์ซซิงที่ใช้ชื่อเรียกว่า “Conventional Piercing” งานเพียร์ซซิงที่ใช้ชื่อเรียกว่า “Pierce-and-Extrude Operations” งานเพียร์ซซิงที่ใช้ชื่อเรียกว่า“Piercing with a pointed punch”
สำหรับตอนหลังๆ ถ้าว่างก็จะกลับมาเพิ่มเติมในลักษณะเดียวกันนี้อีกครั้งหนึ่งครับ
............................................
ขอบคุณครับ
อำนาจ แก้วสามัคคี{KKW86/ ITVE(TGTK)/ KMITNB/ SANNO(産業能率大学・泰日経済技術振興協会)/ CU}
ที่ปรึกษาอิสระ(รับให้คำปรึกษาโรงงานปั๊มโลหะแผ่น การซ่อมบำรุงแม่พิมพ์โปรเกรสซีฟว์ โรงงานผลิตแม่พิมพ์ และรับเป็นล่ามฟรีแลนซ์สำหรับงานเหล่านี้ อีเมล E-mail address : [email protected] และ [email protected])
https://www.tdia.or.th/wp-content/uploads/2019/05/MD-Journal-No.1-62-for-WEB.pdf
ซึ่งในเล่มนี้มีบทความที่ผมเขียนอยู่ 2 เรื่องในคอลัมน์ “การเพิ่มประสิทธิภาพและพัฒนางานด้านแม่พิมพ์(Productivity Improvement in Mold & Die Operations, 金型作業における生産性向)” ตอน “กรณีศึกษาความไม่สมเหตุสมผลหรือMuri(Unreasonable, 無理, むり, มุริ)ที่เกี่ยวกับสเปกของแม่พิมพ์” กับคอลัมน์ “พูดจาภาษา(ญี่ปุ่น)แม่พิมพ์(面白い金型関連用の日本語, Talk KANAGATA)” ตอน “อะนะนุคิ(穴抜き, あなぬき) คืออะไรในงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น” โดยจะมีคำศัพท์เทคนิค(คำศัพท์ที่มีความเข้าใจผิดในความหมาย มีความหมายต่างจากคำศัพท์สาขาอื่นๆ และบางครั้งผู้รู้ในวงการวิชาการก็ยังเข้าใจผิดแล้วใช้คำศัพท์เทคนิคสาขาอื่นมาใช้แทน เป็นต้น)ภาษาไทย อังกฤษ ญี่ปุ่นพร้อมคำอ่านออกเสียงภาษาญี่ปุ่นด้วยอักษรภาษาไทย เช่นเดียวกันกับที่ผ่านมา
..........................................
ผมเพิ่งจะว่าง จึงขอย้อนกลับมาเพิ่มเติมคำศัพท์ที่น่าสนใจซึ่งอยู่ในบทความดังนี้(8 สิงหาคม 2562)
- ตอน “กรณีศึกษาความไม่สมเหตุสมผลหรือMuri(Unreasonable, 無理, むり, มุริ)ที่เกี่ยวกับสเปกของแม่พิมพ์”(ตอนที่ 2จาก 2ตอน)
ระยะป้อนส่งวัสดุหรือระยะพิต(pitchหรือfeedหรือfeeding pitchหรือfeed lengthหรือprogressionหรือprogressiveหรือadvance) วัสดุแบบแผ่นวัสดุขนาดพร้อมใช้หรือวัสดุแบบแผ่นแบลงก์(blank sheetหรือblank partหรือunit stock, ブランクหรือブランクシートหรือスケッチ材หรือ切り板, ぶらんくหรือぶらんくしーとหรือすけっちざいหรือきりいた, บุรังคุหรือบุรังคุชีโตะหรือซุเค็จจิไซหรือคิริอิตะ) การจัดวางชิ้นงาน(Nesting, ネスティング, ねすてぃんぐ, เนซติงงุ)ในงานปั๊มโลหะแผ่น ใบเสนอราคา(Quotation Sheet, 見積もり書, みつもりしょ, มิทซึโมะริโชะ) ความสูญเปล่าหรือMuda(Waste, 無駄, むだ, มุดะ)
- ตอน อะนะนุคิ(穴抜き, あなぬき) คืออะไรในงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่น
แม่พิมพ์ตัดเฉือนรูหรือเพียร์ซซิงดาย(Piercing Die, 穴抜き型, あなぬきがた, อะนะนุคิงะตะ) แผ่นแบลงก์หรือแผ่นวัสดุพร้อมใช้ (unit stockหรือblank sheetหรือblank part) แม่พิมพ์ปั๊มโลหะแผ่น(Metallic Press Die) การตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ) สมาคมงานปั๊มโลหะประเทศญี่ปุ่น(Japan Metal Stamping Association : JMSA, 日本金属プレス工業協会หรือ一般社団法人 日本金属プレス工業協会) คำศัพท์อ้างอิงภาษาญี่ปุ่นในชื่ออื่นที่อ้างถึงอีก 5 คำคือ “ピアシング、パフォーレーティング、穴あけ、孔あけ、せん孔” พันช์ตัวผู้(male punch)กับดายตัวเมีย(female die)ของแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นหรือแม่พิมพ์ตัดเฉือน(Sheet Metal stamping DieหรือCutting Die) เศษ(Slug) เศษวัสดุ(Scrap) อะนะนุคิหรือเปียชชิงงุ”( 穴抜きหรือピアシング) การตัดเฉือนรูหรือการเพียร์ซซิง(Piercing)หรือ穴抜き(อะนะนุคิ) แม่พิมพ์ตัดเฉือนรูหรือเพียร์ซซิงดาย(Piercing Die) ความแข็งแรงต้านทานแรงเฉือนหรือความเค้นต้านทานแรงเฉือนของวัสดุ(Shear Strength)ของโลหะ การตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ) รูรูปร่างไม่สมมาตร(異形穴) รูกลม(丸穴) รูเหลี่ยม(角穴) ชิ้นงานดึงขึ้นรูปแล้วเพียร์ซซิง(成形品への穴抜き) Piercing(ชิ้นงานตัดเฉือนรูหรือเพียร์ซซิง) Perforating(ชิ้นงานตัดเฉือนรูแบบเพอร์ฟอเรติง) การตัดเฉือนรูหรือการเพียร์ซซิง(Piercing, 穴抜きหรือピアシング, あなぬきหรือぴあしんぐ, อะนะนุคิหรือเปียชชิงงุ)
ผู้รู้ชาวญี่ปุ่นได้เขียนอธิบายเอาไว้อีกว่า “穴抜き(Piercing) 穴を得るための抜き加工である。ピアシングは少数の穴を加工するもので、パーフォレーティングは多数の穴を加工するものと区別されていたが、最近ではすべてピアシングとなっている。” ซึ่งแปลแล้วขยายความให้เข้าใจได้ง่ายขึ้นดังต่อไปนี้ว่า อะนะนุคิ(ที่เขียนด้วยตัวอักษรญี่ปุ่นแบบคัน(ห)ยิหรือคันจิเป็น “穴抜き”)หรือในภาษาอังกฤษใช้คำว่า “Piercing”(เพียร์ซซิง)เป็นกระบวนการตัดเฉือนที่ทำให้ได้รูเกิดขึ้นมา ซึ่งการเพียร์ซซิง(Piercing, ที่เขียนด้วยตัวอักษรญี่ปุ่นแบบคะตะคะนะหรือคะนะสำหรับอ่านออกเสียงทับศัพท์ตามภาษาอังกฤษเป็น “ピアシング” แล้วอ่านออกเสียงเป็น “เปียชชิงงุ”)นั้นจะใช้ในการตัดเฉือนรูที่มีจำนวนน้อยๆในขณะที่เพอร์ฟอเรติงหรือการตัดเฉือนรูที่มีรูปร่างซ้ำๆกันในรูปแบบต่างๆเป็นจำนวนมากภายในการปั๊มตัดเฉือนครั้งเดียวกัน(Perforating, パーフォレーティング)นั้นจะใช้ในการตัดเฉือนรูเป็นจำนวนมากๆ แต่อย่างไรก็ตามในปัจจุบันนี้ก็ได้มีการเรียกว่าเพียร์ซซิง(Piercing, ピアシング)เช่นเดียวกัน
การตัดเฉือน(Cutting)โลหะในลักษณะการเฉือน(Shearing)ของกระบวนการใดๆด้วยชิ้นส่วนพันช์กับดาย(ที่มีขอบคมตัด)ของแม่พิมพ์ปั๊มตัดเฉือน ชื่อสามัญหรือชื่อเรียกทั่วไปในลักษณะเดียวกันนี้ก็คือคำว่า “นุคิ(抜き, ぬき)” ซึ่งมีความหมายเทียบเท่ากับคำว่า “Punching(การตัดเจาะหรือพันชิง)” พันช์ที่ไม่มีขอบคมตัด(Cutting edge) พันช์ที่มีปลายหรือหัวเป็นรูปมนคล้ายหัวกระสุน(bullet-shaped) พันช์แบบหัวแหลมคมกริบ(sharp-pointed punch) งานเพียร์ซซิงที่ใช้ชื่อเรียกว่า “Conventional Piercing” งานเพียร์ซซิงที่ใช้ชื่อเรียกว่า “Pierce-and-Extrude Operations” งานเพียร์ซซิงที่ใช้ชื่อเรียกว่า“Piercing with a pointed punch”
สำหรับตอนหลังๆ ถ้าว่างก็จะกลับมาเพิ่มเติมในลักษณะเดียวกันนี้อีกครั้งหนึ่งครับ
............................................
ขอบคุณครับ
อำนาจ แก้วสามัคคี{KKW86/ ITVE(TGTK)/ KMITNB/ SANNO(産業能率大学・泰日経済技術振興協会)/ CU}
ที่ปรึกษาอิสระ(รับให้คำปรึกษาโรงงานปั๊มโลหะแผ่น การซ่อมบำรุงแม่พิมพ์โปรเกรสซีฟว์ โรงงานผลิตแม่พิมพ์ และรับเป็นล่ามฟรีแลนซ์สำหรับงานเหล่านี้ อีเมล E-mail address : [email protected] และ [email protected])